ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к порошковой металлической композиции для производства порошковых металлических деталей, содержащей новый улучшающий обрабатываемость механической обработкой агент, а также способу получения порошковых металлических деталей, имеющих улучшенную обрабатываемость механической обработкой.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Одно из главных преимуществ изготовления методом порошковой металлургии заключается в том, что посредством компактирования и спекания становится возможным получение компонентов конечной или очень близкой к конечной формы. Имеются, однако, случаи, когда требуется последующая обработка механической обработкой. Например, она может быть необходима из-за высоких требований к допускам или потому, что конечный компонент имеет такую форму, что он не может быть спрессован непосредственно, а требует обработки механической обработкой после спекания. Более конкретно, такие геометрии, как отверстия, поперечные направлению компактирования, выточки и резьбы, требуют последующей обработки механической обработкой.
При непрерывной разработке новых спеченных сталей с более высокой прочностью и более высокой твердостью, обработка механической обработкой стала одной из главных проблем при изготовлении компонентов методами порошковой металлургии. Часто она является ограничивающим фактором при оценке того, является ли изготовление методами порошковой металлургии наиболее экономически эффективным способом изготовления компонента.
Сегодня имеется ряд известных веществ, которые добавляют к порошковым смесям на основе железа для облегчения обработки компонентов механической обработкой после спекания. Наиболее распространенная порошковая добавка представляет собой MnS (сульфид марганца), который упоминается, например, в EP 0183666, описывающем то, как обрабатываемость механической обработкой спеченной стали улучшается при подмешивании такого порошка.
Патент США № 4927461 описывает добавление 0,01% и 0,5% по массе гексагонального BN (нитрида бора) в порошковые смеси на основе железа для улучшения механической обработки после спекания.
Патент США № 5631431 относится к добавке для улучшения механической обработки порошковых композиций на основе железа. В соответствии с этим патентом добавка содержит частицы фторида кальция, которые включаются в количестве 0,1%-0,6% по массе от порошковой композиции.
Заявка на патент Японии JP08-095649 описывает улучшающий обрабатываемость механической обработкой агент. Этот агент содержит Al2O3-SiO2-CaO и имеет кристаллическую структуру анортита или геленита. Анортит представляет собой тектосиликат, принадлежащий к группе полевого шпата, имеющий твердость по Моосу от 6 до 6,5, а геленит представляет собой соросиликат, имеющий твердость по Моосу 5-6.
Патент США № 7300490 описывает порошковую смесь для получения прессованных и спеченных деталей, состоящую из сочетания порошка сульфида марганца (MnS) и порошка фосфата кальция или порошка гидроксиапатита.
Публикация WO 2005/102567 раскрывает комбинацию порошков гексагонального нитрида бора и фторида кальция, используемую в качестве улучшающего обрабатываемость механической обработкой агента.
Содержащие бор порошки, такие как оксид бора, борная кислота или борат аммония, в сочетании с серой описываются в патенте США № 5938814.
Другие комбинации порошка, используемые в качестве улучшающих обрабатываемость механической обработкой добавок описываются в EP 1985393A1, комбинация, содержащая, по меньшей мере одно, выбранное из талька и стеатита, и жирной кислоты.
Тальк в качестве улучшающего обрабатываемость механической обработкой агента упоминается в JP1-255604.
Заявка EP1002883 описывает порошкообразную смесь перемешанных металлов для изготовления металлических деталей, в частности, вставных седел клапанов. Описанные смеси содержат 0,5%-5% твердых смазок для обеспечения низкого трения и износа при скольжении, а также улучшения механической обработки. В одном из вариантов осуществления в качестве твердой смазки упоминается слюда. Эти типы порошковых смесей, используемые для получения износостойких и стабильных при высоких температурах компонентов, всегда содержат высокие количества легирующих элементов, как правило, выше 10% по массе, и твердые фазы, как правило, карбиды.
Документ US4274875 предусматривает способ получения изделий с помощью порошковой металлургии, сходный с тем, что описан в EP1002883, включающий стадию добавления порошкообразной слюды в металлический порошок перед компактированием и спеканием в количествах в пределах между 0,5% и 2 мас.%. В частности, указано, что может использоваться любой тип слюды.
Кроме того, заявка на патент Японии JP10317002 описывает порошок или спеченный компакт, имеющий уменьшенный коэффициент трения. Порошок имеет химический состав 1-10% по массе серы, 3-25% по массе молибдена, а остаток составляет железо. Кроме того, добавляют твердую смазку и твердофазные материалы.
WO 2010/074627 раскрывает порошковую композицию на основе железа, содержащую в дополнение к порошку на основе железа незначительное количество улучшающей обрабатываемость механической обработкой добавки, причем упомянутая добавка содержит, по меньшей мере один силикат из группы филлосиликатов. Конкретными примерами добавки являются мусковит, бентонит и каолинит.
Обработка механической обработкой прессованных и спеченных компонентов является очень сложной и зависит от таких параметров, как тип системы легирования компонента, количество легирующих элементов, таких условий спекания, как температура, атмосфера и скорость охлаждения, спеченная плотность компонента и размер и форма компонента. Очевидно также, что тип операции механической обработки и скорость механической обработки являются теми параметрами, которые имеют большую важность для результатов операции механической обработки. Многообразие предлагаемых улучшающих обрабатываемость механической обработкой агентов, добавляемых к порошковым металлургическим композициям, отражает сложную природу технологии обработки механической обработкой ПМ.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение раскрывает новую добавку, содержащую определенный титанат, для улучшения механической обработки спеченных сталей. В особенности новая добавка облегчает такие станочные операции, как сверление спеченных сталей, в частности, сверление спеченных компонентов, содержащих железо, медь и углерод, таких как шатун, крышка коренного подшипника и компоненты системы изменяемых фаз газораспределения (VVT) (variable valve timing). Новый улучшающий обрабатываемость механической обработкой агент также облегчает другие станочные операции, такие как обточка, фрезерование, прорезание канавок, обработка отверстия разверткой, нарезание резьбы и т.д. Превосходные эксплуатационные характеристики могут достигаться при улучшении механической обработки, когда новую добавку добавляют в предварительно легированные, диффузионно легированные, упрочненные спеканием стали и нержавеющие стали. Кроме того, новая добавка может использоваться в компонентах, подлежащих обработке механической обработкой инструментальными материалами нескольких типов, таких как быстрорежущая сталь, карбиды вольфрама, керметы, керамика и кубический нитрид бора, и инструмент может также иметь покрытие.
ЦЕЛИ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание новой добавки к порошковой металлической композиции для улучшения механической обработки.
Другой целью настоящего изобретения является создание такой добавки, используемой при различных операциях обработки механической обработкой спеченных сталей различных типов.
Другой целью настоящего изобретения является создание нового улучшающего обрабатываемость механической обработкой вещества, оказывающего пренебрежимо малое влияние на механические свойства прессованного и спеченного компонента или вообще не оказывающего его.
Еще одной целью настоящего изобретения является создание порошковой металлургической композиции, содержащей новую улучшающую обрабатываемость механической обработкой добавку, а также способа получения компактированной детали из этой композиции.
Другой целью изобретения является создание спеченного компонента, имеющего улучшенную обрабатываемость механической обработкой, в частности, спеченного компонента, содержащего железо-медь-углерод.
Было обнаружено, что посредством включения улучшающего обрабатываемость механической обработкой агента, содержащего определенное титанатное соединение в порошковой форме, в состав порошковой композиции на основе железа достигается неожиданно большое улучшение механической обработки спеченных компонентов, изготовленных из порошковой композиции на основе железа. Кроме того, положительное воздействие на обрабатываемость механической обработкой получается даже при очень низких добавляемых количествах, таким образом, будет сводиться к минимуму отрицательное действие на прессуемость при добавлении дополнительных веществ. Показано также, что влияние добавляемого титаната на механические свойства является приемлемым.
В соответствии с настоящим изобретением, по меньшей мере одна из указанных выше целей, а также другие цели, очевидные из приведенного менее обсуждения, достигаются с помощью различных аспектов настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
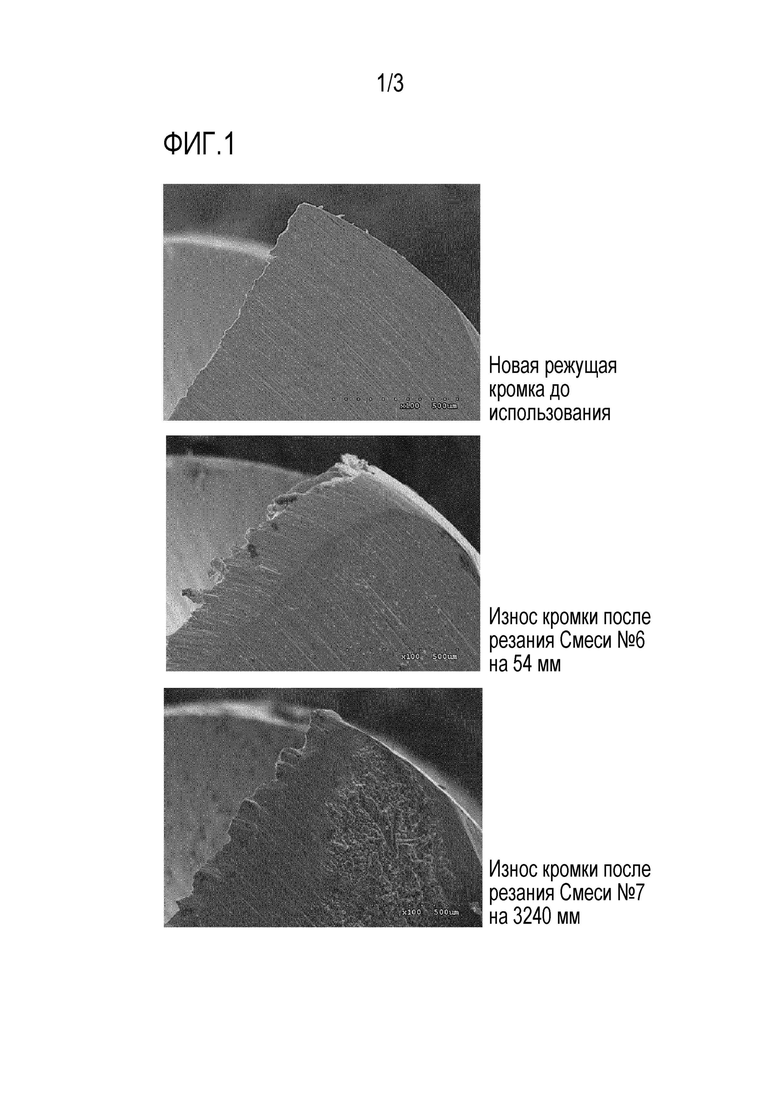
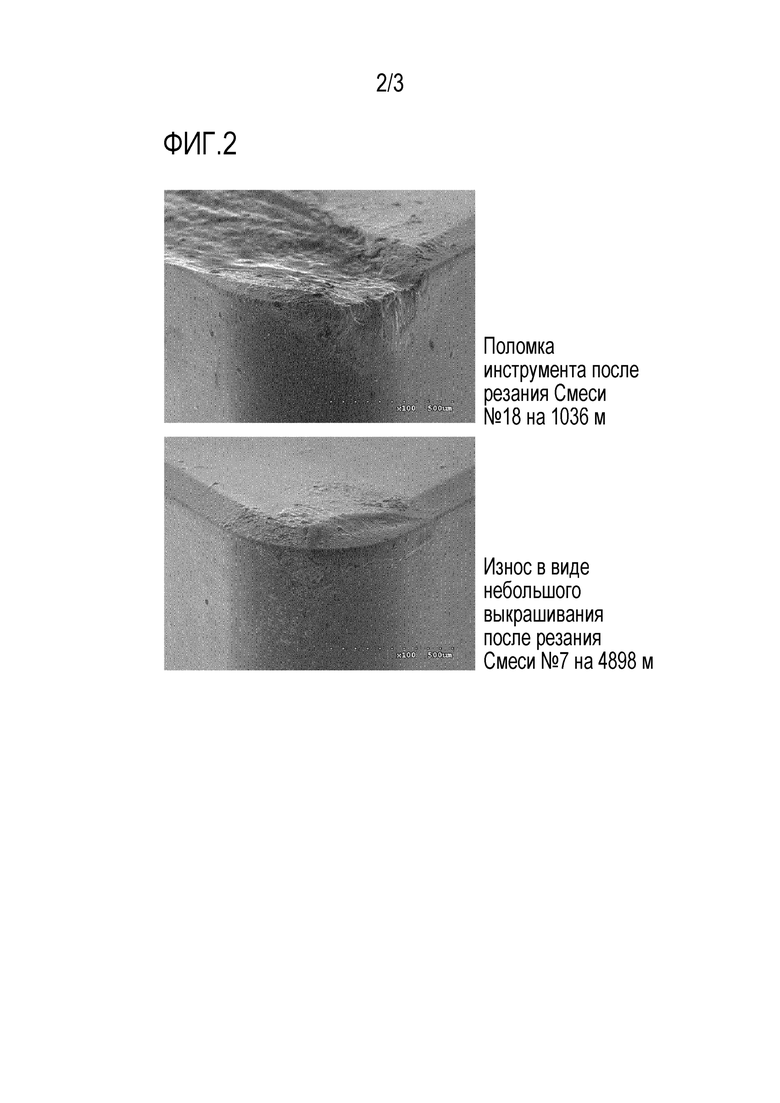
Фигуры 1 и 2 представляет износ режущей кромки режущих инструментов до и после обработки механической обработкой спеченных образцов.
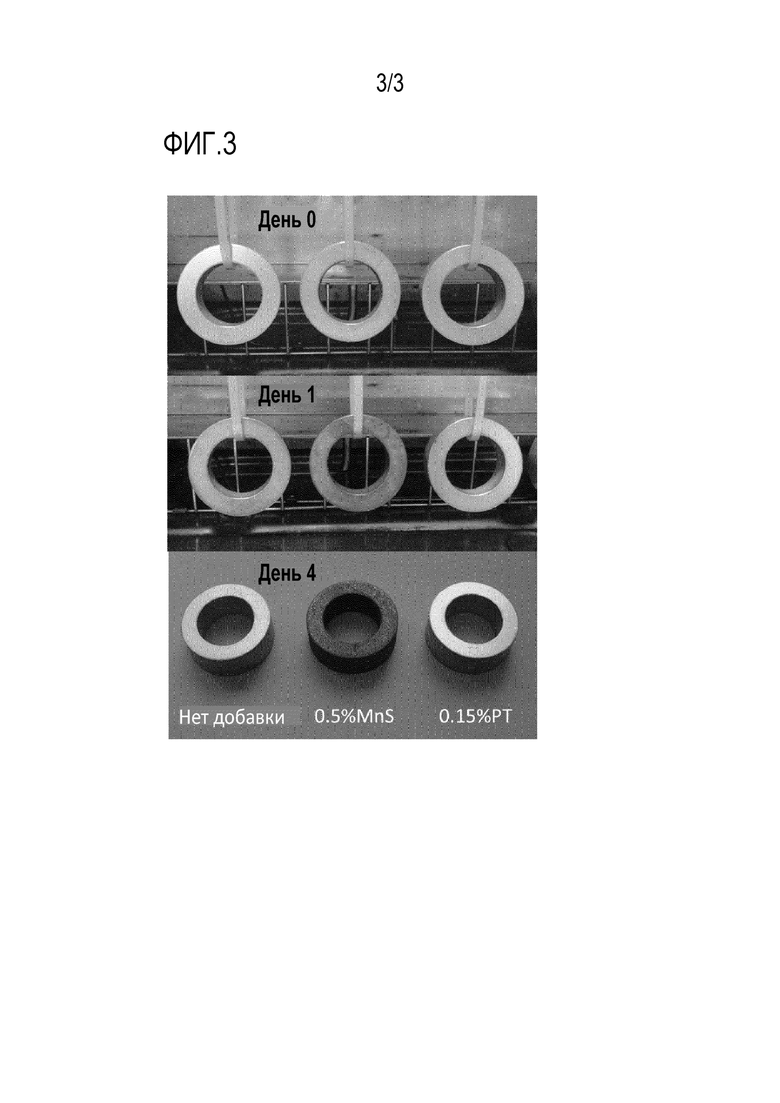
Фигура 3 показывает образцы, подвергнутые испытанию на коррозию.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящего изобретения предусмотрена порошковая композиция, содержащая, по меньшей мере порошок на основе железа, а также малое количество улучшающей обрабатываемость механической обработкой добавки в порошковой форме, причем упомянутая добавка включает, по меньшей мере одно синтетическое титанатное соединение в порошковой форме в соответствии со следующей формулой: MxO*nTiO2, где х может быть 1 или 2, и n является числом от, по меньшей мере, 1 и менее 20, предпочтительно менее 10. М является щелочным металлом, таким как Li, Na, K или щелочноземельным металлом, таким как Mg, Ca, Ba или их сочетаниями. В соответствии с одним вариантом осуществления первого аспекта титанат содержит, по меньшей мере один, щелочной металл.
В соответствии с другим вариантом осуществления первого аспекта титанатное соединение может быть выбрано из группы титаната лития, титаната натрия, титанат калия-магния, титанат бария или смесей из них. В соответствии с другим вариантом осуществления первого аспекта титанатное соединение может быть выбрано из группы из титаната лития, титаната натрия, титаната калия, титаната калия-лития, титаната калия-магния или смесей из них, предпочтительно, титанатное соединение выбирают из группы из титаната калия и титаната калия-магния или смесей из них.
В соответствии со вторым аспектом настоящего изобретения предусмотрена новая улучшающая обрабатываемость механической обработкой добавка, причем упомянутая добавка включает, по меньшей мере, одно синтетическое титанатное соединение в порошковой форме в соответствии со следующей формулой: MxO*nTiO2, где х может быть 1 или 2, и n является числом от, по меньшей мере, 1 и менее 20, предпочтительно менее 10. М является щелочным металлом, таким как Li, Na, K или щелочноземельным металлом, таким как Mg, Ca, Ba или их сочетаниями. В одном варианте осуществления второго аспекта титанат содержит, по меньшей мере один, щелочной металл.
В соответствии с другим вариантом осуществления второго аспекта титанатное соединение может быть выбрано из группы из титаната лития, титаната натрия, титаната калия, титаната калия-лития, титаната калия-магния или смесей из них, предпочтительно титанатное соединение выбирают из группы из титаната калия и титаната калия-магния или смесей из них.
В соответствии с третьим аспектом настоящего изобретения предусмотрено использование титанатного соединения в порошковой форме, включающее улучшающую обрабатываемость механической обработкой добавку в порошковой композиции на основе железа. Упомянутый титанат, является, по меньшей мере одним, синтетическим соединением титаната в порошковой форме в соответствии со следующей формулой; MxO*nTiO2, где х может быть 1 или 2, и n является числом от, по меньшей мере, 1 и менее 20, предпочтительно менее 10. М является щелочным металлом, таким как Li, Na, K или щелочноземельным металлом, таким как Mg, Ca, Ba или их сочетаниями.
В одном варианте осуществления третьего аспекта титанат содержит, по меньшей мере, один щелочной металл.
В соответствии с вариантом осуществления третьего аспекта титанатное соединение может быть выбрано из группы из титаната лития, титаната натрия, титаната калия, титаната калия-лития, титаната калия-магния, титаната бария или смеси из них, предпочтительно титанатное соединение выбирают из группы из титаната калия и титаната калия-магния или смесей из них.
В соответствии с четвертым аспектом настоящего изобретения предусмотрен способ изготовления порошковой композиции на основе железа, включающий: создание порошка на основе железа; и подмешивание порошка на основе железа к улучшающей обрабатываемость механической обработкой добавки, и необязательным другим материалам в порошковой форме в соответствии с вышеприведенными аспектами.
Согласно пятому аспекту настоящего изобретения предусмотрен способ получения спеченного компонента на основе железа, имеющего улучшенную обрабатываемость механической обработкой, включающий: изготовление порошковой композиции согласно вышеприведенному аспекту; компактирование порошковой композиции при давлении компактирования 400-1200 МПа; спекание компактированной детали при температуре 700-1350°C; и, необязательно, термическую обработку спеченного компонента.
Согласно шестому аспекту настоящего изобретения предусмотрен спеченный компонент, содержащий новый улучшающий обрабатываемость механической обработкой агент в соответствии с вышеприведенным аспектом. В одном варианте осуществления шестого аспекта спеченный компонент содержит железо, медь и углерод. В другом варианте осуществления спеченный компонент выбирают из группы, состоящей из шатуна, крышки коренного подшипника и компонентов системы изменяемых фаз газораспределения (VVT). Согласно другому варианту осуществления шестого аспекта спеченный компонент содержит одно или более из других легирующих элементов, таких как Ni, Mo, Cr, Si, V, Co, Mn и т.д.
Улучшающая обрабатываемость механической обработкой добавка или агент содержит титанатное соединение в порошковой форме. Титанат в порошковой форме имеет предпочтительно форму, которая отличается от волокнистого титаната, имеющего такой же химический состав, в котором аспектное отношение геометрических размеров частиц титанатного соединения составляет не больше чем 5. Соотношение геометрических размеров определяется как отношение большого размера к одному из маленьких размеров, обычно оно определяется как отношение средней длины к среднему диаметру, т.е. средняя длина, деленная на средний диаметр. Соотношение геометрических размеров можно определять в соответствии с анализом изображений под микроскопом. Титанат в волокнистой форме, т. е. соотношение геометрических размеров составляет более чем 5, может быть трудно смешивать с другой порошковой композицией на Fe-основе для получения гомогенной смеси.
Титанатное соединение представляет собой группу синтетической керамики с химической формулой MxO*nTiO2, где М=щелочной металл, такой как Li, Na, K или щелочноземельным металлом, такой как Mg, Ca, Ba или их сочетания, так что х может быть 1 или 2, и n является числом от 1 выше, и менее 20, предпочтительно менее 10, и, необязательно, целым числом. Примерами соединений титаната, которые могут включаться в или составлять улучшающую обрабатываемость механической обработкой добавку в соответствии с изобретением, являются титанат лития, титанат натрия, титанат калия, титанат калия-лития, титанат калия-магния и титанат бария или смеси из них; предпочтительно титанатное соединение выбирают из группы титаната калия и титаната калия-магния или смесей из них.
Улучшающая обрабатываемость механической обработкой добавка в соответствии с изобретением может включать в себя или смешиваться с другими известными улучшающими обрабатываемость деталей, такими как сульфид марганца, гексагональный нитрид бора, другие содержащие бор вещества, фторид кальция, слюда, как например, мусковит, тальк, энстатит, бентонит, каолин и т.д.
Количество улучшающей обрабатываемость механической обработкой добавки в порошковой композиции на основе железа, и отсюда в спеченном компоненте, может быть в пределах между 0,05% и 1,0% по массе, предпочтительно в пределах между 0,05% и 0,5%, предпочтительно в пределах между 0,05% и 0,4%, предпочтительно в пределах между 0,05% и 0,3% и более предпочтительно между 0,1% и 0,3% по массе. Особенный интерес представляют добавленные количества титаната или улучшающей обрабатываемость механической обработкой добавки в соответствии с настоящим изобретением в порошковой композиции на основе железа свыше 0,1% и менее чем 0,5% по массе, предпочтительно свыше 0,12% и вплоть до 0,4% по массе, как, например, в пределах между 15% и 0,4% по массе и наиболее предпочтительно свыше 0,12% и вплоть до 0,3% по массе, как, например, между 0,15% и 0,3% по массе.
Более низкие количества могут не давать желаемый результат на обрабатываемость механической обработкой, а более высокие количества могут иметь негативное влияние на механические свойства.
Размер частиц, Х95, как измерено в соответствии с SS-ISO 13320-1, титаната, включенного в улучшающую обрабатываемость механической обработкой добавку в соответствии с изобретением, может быть менее 50 мкм, предпочтительно менее 40 мкм, более предпочтительно менее 30 мкм, более предпочтительно менее 20 мкм, как например, менее 15 мкм или менее 10 мкм.
Альтернативно, или в дополнение, средний размер частиц, X50, может быть менее 25 мкм, предпочтительно менее 20 мкм, более предпочтительно менее 15 мкм, более предпочтительно менее 10 мкм, как например, 8 мкм или менее 5 мкм. Однако размер частиц составляет более чем 0,1 мкм, предпочтительно более чем 0,5 мкм, т.е. по меньшей мере, 95% по массе частиц может быть более чем 0,5 мкм. Если размер частиц менее 0,5 мкм, то может быть затруднительно смешивать добавку с другими порошковыми композициями на основе Fe, чтобы получать гомогенную порошковую смесь. Слишком мелкий размер будет также негативно влиять на спекаемость. Размер частиц свыше 50 мкм может негативно влиять на обрабатываемость механической обработкой и механические свойства. Таким образом, примеры предпочтительных распределений по размерам частиц титанатов, содержавшихся в улучшающем обрабатываемость механической обработкой агенте, в соответствии с настоящим изобретением представляют собой; Х95 - менее 50 мкм, Х50 - менее 25 мкм и, по меньшей мере, 95% по массе свыше 0,1 мкм, или Х95 - менее 30 мкм, Х50 - менее 15 мкм и, по меньшей мере, 95% по массе свыше 0,1 мкм, или Х95 - менее 20 мкм, Х50 - менее 10 мкм и, по меньшей мере, 95% по массе свыше 0,5 мкм.
Порошковая композиция на основе железа
Улучшающая обрабатываемость механической обработкой добавка в соответствии с изобретением может использоваться практически в любых железосодержащих композициях. Таким образом, порошок на основе железа, составляющий порошковую композицию на основе железа, может быть порошком чистого железа, таким как распыленный порошок железа, порошок восстановленного железа и тому подобным. Также могут использоваться предварительно легированные порошки, такие как порошок низколегированной стали и порошок нержавеющей стали, включающие в себя легирующие элементы, такие как Ni, Mo, Cr, Si, V, Co, Mn, Cu, а также порошок частично легированной стали, где легирующие элементы являются диффузионно-соединенными с поверхностью порошка на основе железа. Порошковая композиция может также содержать легирующие элементы в порошковой форме, т.е. порошок или порошки, содержащие легирующий(е) элемент(ы), присутствуют в порошковой композиции на основе железа как дискретные частицы.
Улучшающая обрабатываемость механической обработкой добавка присутствует в композиции в порошковой форме. Порошковые частицы добавки могут быть смешаны с порошковой композицией на основе железа как свободные порошковые частицы или соединены с порошковыми частицами на основе железа, например, посредством связующего агента.
Порошковая композиция на основе железа в соответствии с изобретением может также включать в себя другие добавки, такие как графит, связующие и смазки, и другие обычные, улучшающие обрабатываемость механической обработкой агенты. Смазка может добавляться при 0,05%-2% по массе, предпочтительно 0,1%-1% по массе. Графит может добавляться при 0,05%-2% по массе, предпочтительно 0,1%-1% по массе.
Процесс
Порошково-металлургическое изготовление компонентов в соответствии с изобретением может осуществляться обычным способом, т.е. путем следующего процесса: порошок на основе железа, например, порошок железа или стали, может быть смешан с любым желательным легирующим элементом, таким как никель, медь, молибден и, необязательно, углерод, а также улучшающей обрабатываемость механической обработкой добавкой в соответствии с изобретением. Легирующие элементы могут также добавляться в соответствии с изобретением. Легирующие элементы могут добавляться как предварительно легирующие или диффузионно-легирующие, диффузионно-легированный порошок или предварительно легированный порошок. К этой порошковой смеси до компактирования может быть подмешана обычная смазка, например, стеарат цинка или амидный воск. Более мелкие частицы в смеси могут связываться с порошком на основе железа посредством связующего вещества для сведения к минимуму сегрегации и улучшения текучести порошковой смеси. Порошковая композиция после этого может быть компактирована в прессовом штампе, давая то, что известно как прессовка (заготовка) близкой к конечной геометрии. Компактирование, как правило, происходит при давлении 400-1200 МПа. После компактирования компакт можно быть спечен при температуре 700-1350°C и получает свои конечные прочность, твердость, удлинение и т.д. Необязательно, спеченная деталь может быть термически обработана для достижения желательных микроструктур.
ПРИМЕРЫ
Настоящее изобретение будет проиллюстрировано с помощью следующих неограничивающих примеров:
Улучшающие обрабатываемость механической обработкой агенты
Вещества согласно следующей таблице (таблица 1) использовали в качестве примеров улучшающих обрабатываемость механической обработкой агентов в соответствии с изобретением.
Таблица 1, химический состав используемых улучшающих обрабатываемость механической обработкой агентов
TiO2
BaO
CaO
K2O
Li2O
Другие оксиды*
MXO
натрия
* другие оксиды включают в себя SiO2, Al2O3, ZrO2, Fe2O3,
**отношение отображено как 'n' номер в формуле титаната, MxO*nTiO2.
Таблица 2 показывает типичное распределение частиц по размерам, как измерено в соответствии с SS-ISO 13320-1, для веществ, перечисленных в таблице 1.
Таблица 2, типичное распределение частиц по размеру веществ в соответствии с таблицей 1
Пример 1
Пять порошковых композиций на основе железа готовили путем смешивания чистого распыленного порошка железа ASC100.29, доступной от Höganäs AB, Швеция, 2 мас.% порошка меди Cu165, доступного от ACuPowder, США, 0,85 мас.% графитового порошка Gr1651, доступного Asbury Graphite, США, а также 0,75 мас.% смазки Acrawax C, доступной от Lonza, США. Смесь № 1 использовалась как сравнительная и не содержала какое-либо улучшающее обрабатываемость механической обработкой вещество, тогда как смеси №2-5 содержали 0,15% по массе улучшающей обрабатываемость механической обработкой агента в соответствии с изобретением.
Смеси компактировали в (TRS) образцы на прочность при поперечном разрыве в соответствии с SS-ISO 3325 до плотности заготовки в неспеченном состоянии 6,8 г/см3 с последующим спеканием при 1120°С в атмосфере из 90% азота/10% водорода в течение периода времени 30 мин. После охлаждения до комнатной температуры образцы испытывали на прочность при поперечном разрыве в соответствии с SS-ISO 3325, твердость (HRB) в соответствии с SS-EN ISO 6506. Также измеряли изменение размера (DC) между пресс-формой компактирования и спеченными образцами.
Таблица 3, результаты механического испытания
Как случай из таблицы 3, добавление разных улучшающих обрабатываемость механической обработкой агентов в соответствии с изобретением, добавленных при содержании 0,15 по массе, не имеет значительного влияния на спекаемость и механические свойства.
Кроме того, смеси компактировали в необработанные образцы в форме колец высотой=20 мм, с внутренним диаметром=35 мм, с наружным диаметром=55 мм, под одноосным давлением до плотности в неспеченном состоянии 6,9 г/см3 с последующим спеканием при 1120°С в атмосфере из 90% азота/10% водорода в течение периода времени 30 мин. После охлаждения до температуры окружающей среды образцы испытывали обрабатываемостью механической обработкой.
Испытания на обрабатываемость механической обработкой проводили с использованием 1/8 дюймовых простых (не имеющих покрытия) высокоскоростных стальных сверл для сверления несквозных отверстий с глубиной 18 мм во влажных условиях среды, т.е. с охладителем. Разные улучшающие обрабатываемость механической обработкой агенты в соответствии с изобретением оценивали относительно общего расстояния резания перед поломкой сверла, например, избыточно изношенный или сломанный режущий инструмент. Таблица 4 показывает результаты испытания обрабатываемостью механической обработкой.
Таблица 4, результаты испытания обрабатываемостью механической обработкой.
Таблица 4 ясно показывает, что все из испытываемых улучшающих обрабатываемость механической обработкой агентов в соответствии с изобретением обеспечивает большое улучшение в механической обработки спеченного материала по сравнению с материалом без улучшающего агента.
Пример 2
Следующий пример иллюстрирует сильное влияние размера частиц улучшающего обрабатываемость механической обработкой агента - титаната калия на обрабатываемость механической обработкой. Были приготовлены подобные порошковые композиции, как описано в примере 1 за исключением того, что использовали титанат калия, имеющий различные распределения частиц по размеру. Спеченные образцы изготавливали согласно примеру 1 и проводили испытание подобным сверлением, как описано в примере 1. Следующая таблица 5 показывает параметры обрабатывания механической обработкой и результаты.
Таблица 5, параметры обрабатывания механической обработкой и результаты испытания обрабатываемостью механической обработкой
*испытание прекращали без поломки инструмента.
Для смеси №7-9 не получали никакой поломки режущего инструмента даже после резания 3240 мм, для смеси №10 получали поломку режущего инструмента после расстояния резания 954 мм, которое еще является значительным улучшением по сравнению с результатом, полученным от смеси №6, не имеющей добавки улучшающего обрабатываемость механической обработкой агента. Фигура 1 представляет износ режущей кромки сверла до и после обработки механической обработкой. Фигура показывает, что улучшающий обработку механической обработкой агент в соответствии с изобретением уменьшает износ режущей кромки до поразительно высокого уровня. Только незначительный износ может определяться после расстояния резания 3240 мм по сравнению с избыточным износом режущей кромки, который давал в результате разрушение инструмента только после расстояния резания 54 мм, когда никакого улучшающего обрабатывание механической обработкой агента не использовали.
Пример 3
Следующий пример иллюстрирует эффект улучшающего обрабатываемость механической обработкой агента в соответствии с изобретением по сравнению с известными такими агентами. В сравнительных порошковых композициях на основе железа использовали известные улучшающие обрабатываемость механической обработкой агенты: в смеси №12 - порошок фторида кальция, имеющий распределение частиц по размеру X95=9мкм, и в смеси №13 - порошок сульфида марганца MnS, имеющий распределение частиц по размеру X95=10мкм. Смесь №14-16, 16a и 16b содержали улучшающий обрабатывание механической обработкой агент в соответствии с изобретением, подобный тому, как описан в примере 2, смесь №7. Порошковые композиции и испытываемые образцы готовили в соответствии с описанием в примере 1. Испытание механической обработкой проводили в соответствии с примером 1, за исключением того, что использовали высокоскоростные стальные сверла, покрытые TiN, сверла имеющие диаметр 1/8 дюйма и отверстия сверлили в сухом режиме, т.е. без охладителя, до глубины 10 мм. Следующая таблица 6 показывает улучшающую обрабатываемость механической обработкой добавку и результаты проведения испытания.
Таблица 6, параметры механической обработки и результаты испытания механической обработкой
*испытание прекращали без разрушения инструмента
Испытание обрабатыванием механической обработкой образцов, изготовленных из смеси №13 и 16, 16a и 16b, останавливали после расстояния резания 3600 мм без поломки инструмента. Результаты показывают, что, когда улучшающий обрабатываемость механической обработкой агент в соответствии с изобретением добавляли в количестве менее чем 0,15% по массе, работа по улучшению механической обработки была ограничена и нецелесообразна. Однако даже количества всего 0,05% еще дает некоторое улучшение по сравнению с тем, когда не используется никакой улучшающий обрабатываемость механической обработкой агент.
Перед компактированием определяли текучесть по прибору Холла в соответствии с ISO 4490-2008 для смесей согласно следующей таблице 6a. Образцы на прочность при поперечном разрыве (TRS) в соответствии SS-ISO 3325 изготавливали тем же способом, как описано в примере 1. Прочность неспеченного материала в соответствии с ISO 3995-1985 определяли на некоторых неспеченных TRS образцах, и оставшиеся TRS образцы подвергали воздействию процесса спекания и после этого испытывали на прочность при поперечном разрыве, как описано в примере 1. Также определяли изменение размера между пресс-формой компактирования и спеченными образцами.
Таблица 6a представляет результаты испытания на текучесть по прибору Холла, испытания на прочность неспеченного материала на неспеченных образцах, определения изменения размера между пресс-формой и спеченными образцами и испытания на прочность при поперечном разрыве спеченных образцов.
Таблица 6a, текучесть, прочность неспеченного материала (GS, Green Strength), изменение размера (DC, Dimensional Change) и прочность при поперечном разрыве (TRS)
[с/50г]
Как очевидно из таблицы 6a, добавки титаната при содержании 0,5% или более особенно влияют на свойства материала, такие как текучесть порошковой смеси, прочность неспеченного материала компактированных образцов, изменение размера и прочность при поперечном разрыве.
Пример 4
Следующий пример иллюстрирует эффект улучшающего обрабатываемость механической обработкой агента в соответствии с изобретением по сравнению с известными такими агентами при резании упрочненных спеканием образцов, содержащих более чем 90% мартенситной микроструктуры. Порошковые композиции на основе железа готовили путем смешивания предварительно легированного порошка железа Astaloy MoNi (Fe +1,2%Mo +1,35%Ni +0,4%Mn), доступного от North American Höganäs, США, 2 мас.% порошка меди Cu165, доступного от ACuPowder, США, 0,9 мас.% графитового порошка Gr1651, доступного от Asbury Graphite, США, и 0,6 мас.% смазки Introlube E, доступной от Höganäs AB, Швеция. Смесь №17 использовалась как сравнительная, и не содержала какого-либо улучшающего обработку механической обработкой агента, тогда как смесь №18 содержала 0,5% по массе известного улучшающего обрабатываемость механической обработкой агента, сульфида марганца MnS, описанного в примере 3. Смесь №19 содержала 0,15% по массе улучшающего обрабатываемость механической обработкой агента в соответствии с изобретением, как описано в примере 3.
Смеси компактировали в неспеченные образцы в форме колец в соответствии с описанием в примере 1. Неспеченные образцы затем спекали согласно описанию в примере 1, за исключением того, что использовалась скорость охлаждения 2 градуса Цельсия в секунду для охлаждения образцов до температуры окружающей среды. После отпуска в воздухе при 204°C в течение одного часа образцы использовали для испытаний обрабатыванием механической обработкой.
Испытание обрабатыванием механической обработкой осуществляли точением. Вставные режущие пластины из кубического нитрида бора (cBN) использовали для резания образцов в сухом режиме, т.е. без охладителя до тех пор, пока не наблюдали избыточного износа инструмента (более чем 200 мкм). Следующая таблица 7 показывает параметры обрабатывания механической обработкой и результаты испытания обрабатыванием механической обработкой.
Таблица 7, параметры обрабатывания механической обработкой и результаты испытания обрабатыванием механической обработкой.
оборот]
[м]
*испытание прекращали при небольшом выкрашивании инструмента
Фигура 2 представляет состояние износа инструмента после обработки механической обработкой образцов, содержащих улучшающий обработку механической обработкой агент. Таблица и фигура показывают, что улучшающий обработку механической обработкой агент в соответствии с изобретением уменьшает износ инструмента до поразительно высокого уровня. Только небольшой износ в виде лунки может определяться после расстояния резания 4898 м по сравнению с исследованным разрушенным инструментом после расстояния резания 754 м, когда не использовали никакого улучшающего обрабатывание механической обработкой агента, и разрушенные инструменты наблюдали после расстояния резания 1036, когда использовали улучшающий обрабатывание механической обработкой агент MnS. Таким образом доказано, что улучшающий обработку механической обработкой агент в соответствии с изобретением может обеспечивать большое улучшение обработки механической обработкой для упрочненных спеканием сталей.
Пример 5
Следующий пример иллюстрирует эффект улучшающего обрабатываемость механической обработкой агента в соответствии с изобретением, по сравнению с известными такими агентами при резании образцов нержавеющей стали. Порошковые композиции на основе железа готовили путем смешивания порошка нержавеющей стали 304L (Fe+18,5%Cr+11%Ni+0,9%Si), доступного от North American Höganäs, США, и 1,0 мас.% смазки Acrawax C, доступной от Lonza, США. Смесь №20 использовалась как сравнительная, и не содержала какого-либо улучшающего обрабатываемость механической обработкой агента, тогда как смесь №21 содержала 0,5% по массе известного улучшающего обрабатываемость механической обработкой агента сульфида марганца, MnS, описанная в примере 3. Смесь №22 содержала 0,15% по массе улучшающего обрабатываемость механической обработкой в соответствии с изобретением, как описано в примере 3.
Смеси компактировали в неспеченные образцы в форме колец в соответствии с описанием в примере 1 до плотности в неспеченном состоянии 6,5 г/см3 с последующим спеканием при 1315°C в атмосфере со 100% водорода в течение периода времени 45 минут. Образцы использовали для испытаний обработкой механической обработкой после охлаждения до температуры окружающей среды.
Испытание механической обработкой осуществляли точением. Покрытые карбидом вольфрама вставные режущие пластины использовали для резания образцов во влажном режиме, т.е. с охладителем, до тех пор, пока не наблюдали избыточный износ инструмента (более чем 200 мкм). Следующая таблица 8 показывает параметры обрабатывания механической обработкой и результаты испытания обрабатыванием механической обработкой.
Таблица 8, параметры обрабатывания механической обработкой и результаты испытания обрабатыванием механической обработкой
оборот]
[м]
Для смеси №22 получался только первоначальный небольшой износ после резания 5087 мм, тогда как для смеси №20 и 21 избыточный износ инструмента получался после резания того же самого расстояния. Результаты показывают, что улучшающий обрабатывание механической обработкой агент в соответствии с изобретением облегчает обработку механической обработкой намного лучше, чем известный улучшающий обрабатывание механической обработкой агент MnS, хотя улучшающий обрабатывание механической обработкой агент в соответствии с изобретением добавляли в меньшем количестве. Можно также отметить, что такое малое содержание, как 0,15%, улучшающего обрабатывание механической обработкой агента в соответствии с изобретением имеет превосходное действие на улучшение обработки механической обработкой нержавеющих сталей.
Пример 6
Этот пример показывает воздействие для улучшающего обрабатывание механической обработкой агента в соответствии с изобретением на коррозию спеченных образцов. Были приготовлены порошковые композиции на основе железа, как описано в примере 1. Одна композиция не содержала никакого улучшающего обрабатывание механической обработкой агента, другая композиция содержала 0,5% по массе MnS, и третья композиция содержала 0,15% по массе титаната калия, имеющего X95=9 мкм. Неспеченные и спеченные образцы в форме колец готовили, как описано в примере 1. Спеченные образцы затем помещали в камеру влажности с 45°C и относительной влажностью 95%. Образцы исследовали визуально в начале испытания, после одного дня и после четырех дней.
Фигура 3 показывает, что едва ли любая коррозия могла определяться после четырех дней для образца, содержащего новый улучшающий обрабатываемость механической обработкой агент, в отличие от содержащего MnS образца, который показывает сильную коррозию. При сравнении с образцами без какого-либо добавленного улучшающего обрабатываемость механической обработкой агента можно даже заключить, что улучшающий обрабатываемость механической обработкой агент в соответствии с изобретением имеет защитное действие от коррозии.
Пример 7
Пример 7 иллюстрирует, что, когда титанат, как улучшающий обрабатываемость механической обработкой агент, не содержит какой-либо щелочной металл, т.е. состоит из титаната щелочноземельного металла, обрабатываемость механической обработкой, влияние на обрабатываемость механической обработкой ограничено.
Четыре порошковых композиции готовили путем смешивания чистого распыленного порошка железа ASC100.29, доступной от Höganäs AB, Швеция, 2 мас.% порошка меди Cu165, доступного от ACuPowder, США, 0,85 мас.% графитового порошка Gr1651, доступного от Asbury Graphite, США, а также 0,75 мас.% смазки Acrawax C, доступной от Lonza, USA. Смесь №23 использовалась как сравнительная, и не содержала какое-либо улучшающее обрабатываемость механической обработкой вещество, тогда как смеси №24-26 содержали 0,15% по массе улучшающего обрабатываемость механической обработкой агента. Размер частиц вещества PT составлял X95=9 мкм, для вещества BT размер частиц составлял X95=7 мкм, а для вещества CT размер частиц составлял X95=10 мкм.
Смеси компактировали в неспеченные образцы в форме колец с высотой=20 мм, внутренним диаметром=35 мм, наружным диаметром=55 мм путем одноосного прессования до плотности в неспеченном состоянии 6,9 г/см3 с последующим спеканием при 1120°C в атмосфере из 90% азота/10% водорода в течение периода времени 30 минут. После охлаждения до температуры окружающей среды образцы испытывали обрабатыванием механической обработкой. Испытания обрабатыванием механической обработкой проводили с использованием простых (не имеющих покрытия) высокоскоростных стальных сверл 1\8 дюйма для сверления несквозных отверстий с глубиной 18 мм во влажных режимах, т.е. с охладителем. Улучшающие обрабатываемость механической обработкой агенты оценивали относительно общего расстояния резания перед разрушением сверла, например, избыточно износившегося или сломавшегося инструмента.
Таблица 9, параметры обрабатывания механической обработкой и результаты испытания обрабатыванием механической обработкой
[м]
*испытание прекращали без поломки инструмента
Таблица 9 показывает, что ограниченное улучшение получали для смеси 26, по сравнению со значительным улучшением механической обработки, отмеченным для образца в соответствии с изобретением, смеси №24. Смесь №25 показывает некоторые улучшения.
Изобретение относится к порошковой металлургии, в частности к порошковым композициям на основе железа. Порошковая композиция на основе железа содержит 0,05-1 мас.% улучшающей обрабатываемость механической обработкой добавки, содержащей, по меньшей мере, одно синтетическое титанатное соединение MxO*nTiO2, где х - 1 или 2, n – число от 1 до менее 20, М - Li, Na, K или Mg, Ca, Ba или их сочетания. Размер частиц титанатного соединения Х95 составляет менее 50 мкм. Обеспечивается улучшение обрабатываемости, в частности, при станочной обработке без изменения прессуемости и механических свойств изделия. 5 н. и 12 з.п. ф-лы, 9 табл., 7 пр., 3 ил.
1. Порошковая композиция на основе железа, содержащая улучшающую обрабатываемость механической обработкой добавку в количестве 0,05-1 мас.% для порошковой композиции на основе железа, в которой упомянутая добавка, содержит, по меньшей мере, одно синтетическое титанатное соединение в порошковой форме, причем упомянутое титанатное соединение соответствует следующей формуле: MxO*nTiO2, где х может быть 1 или 2 и n является числом от, по меньшей мере, 1 и менее 20, предпочтительно менее 10, М является щелочным металлом, таким как Li, Na, K, или щелочноземельным металлом, таким как Mg, Ca, Ba, или их сочетаниями,
при этом размер частиц титанатного соединения, выраженный как Х95, составляет менее 50 мкм, предпочтительно менее 40 мкм, более предпочтительно менее 30 мкм, более предпочтительно менее 20 мкм, в частности менее 15 мкм или менее 10 мкм.
2. Порошковая композиция на основе железа по п.1, в которой синтетическое титанатное соединение содержит по меньшей мере один щелочной металл.
3. Порошковая композиция на основе железа по п.1, в которой синтетическое титанатное соединение выбирают из группы из титаната лития, титаната натрия, титаната калия, титаната калия-лития, титаната калия-магния, титаната бария или их смесей.
4. Порошковая композиция на основе железа по п.1, в которой синтетическое титанатное соединение выбирают из группы из титаната лития, титаната натрия, титаната калия, титаната калия-лития, титаната калия-магния или их смесей.
5. Порошковая композиция на основе железа по п.2, в которой синтетическое титанатное соединение выбирают из группы из титаната калия и титаната калия-магния или их смесей.
6. Порошковая композиция на основе железа по любому из пп.1-5, в которой размер частиц титанатного соединения, выраженный как Х50, составляет менее 25 мкм, предпочтительно менее 20 мкм , более предпочтительно менее 15 мкм , более предпочтительно менее 10 мкм , в частности менее 8 мкм или менее 5 мкм.
7. Порошковая композиция на основе железа по любому из пп.1-6, в которой аспектное отношение частиц титанатного соединения составляет не больше чем 5.
8. Порошковая композиция на основе железа по любому из пп.1-7, в которой содержание улучшающей обрабатываемость механической обработкой добавки составляет в пределах 0,05 - 0,4% по массе, и наиболее предпочтительно 0,1 - 0,3% по массе.
9. Порошковая композиция на основе железа по любому из пп.1-7, в которой содержание титанатного соединения составляет свыше 0,1% и менее чем 0,5% по массе, предпочтительно свыше 0,12 и до 0,4% по массе, и наиболее предпочтительно свыше 0,12 и до 0,3% по массе.
10. Применение синтетического титанатного соединения, соответствующего формуле MxO*nTiO2, где х представляет собой 1 или 2, n является числом от 1 до менее 20, М представляет собой щелочной металл, выбранный из группы Li, Na, K, или щелочноземельный металл, выбранный из группы Mg, Ca, Ba или их сочетание, в виде порошка с размером Х95 менее 50 мкм, в качестве компонента улучшающей обрабатываемость механической обработкой добавки для порошковой смеси на основе железа.
11. Способ изготовления порошковой композиции на основе железа по любому из пп.1-9, включающий:
обеспечение порошка на основе железа; и
смешивание порошка на основе железа с улучшающей обрабатываемость механической обработкой добавкой, и необязательными, другими порошковыми материалами, содержащими легирующие элементы, такие как Ni, Mo, Cr, Si, V, Co, Mn, Cu, или добавками, такими как графит, связующие и смазки,
причем улучшающая обрабатываемость механической обработкой добавка содержит по меньшей мере одно синтетическое титанатное соединение, соответствующее формуле MxO*nTiO2, где х представляет собой 1 или 2, n является числом от 1 до менее 20, М представляет собой щелочной металл, выбранный из группы Li, Na, K, или щелочноземельный металл, выбранный из группы Mg, Ca, Ba или их сочетание, в виде порошка с размером Х95 менее 50 мкм, в качестве компонента улучшающей обрабатываемость механической обработкой добавки для порошковой смеси на основе железа.
12. Способ получения спеченной детали на основе железа, имеющей улучшенную обрабатываемость механической обработкой, включающий:
приготовление порошковой композиции на основе железа по любому из пп.1-9;
компактирование порошковой композиции на основе железа при давлении компактирования 400-1200 МПа;
спекание компактированной детали при температуре 700-1350°С;
необязательно, термическую обработку спеченной детали.
13. Спеченная деталь на основе железа, содержащая улучшающую обрабатываемость механической обработкой добавку, полученная способом по п. 12, в которой улучшающая обрабатываемость механической обработкой добавка содержит по меньшей мере одно синтетическое титанатное соединение, соответствующее формуле MxO*nTiO2, где х представляет собой 1 или 2, а n является числом от 1 и выше.
14. Спеченная деталь по п.13, в которой упомянутое титанатное соединение представляет собой одно из титаната лития, титаната натрия, титаната калия, титаната калия-лития, титаната калия-магния, титаната бария или смесей из них.
15. Спеченная деталь по любому из пп.13, 14, в которой упомянутое титанатное соединение присутствует в количестве свыше 0,1% и менее чем 0,5% по массе, предпочтительно свыше 0,12 и до 0,4% по массе, и наиболее предпочтительно свыше 0,12% и до 0,3% по массе.
16. Спеченная деталь по любому из пп.13-15, которая дополнительно содержит железо, медь и углерод.
17. Спеченная деталь по любому из пп.13-15, которая представляет собой шатун, крышку коренного подшипника или компонент системы изменяемых фаз газораспределения.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| КОМПОЗИЦИЯ, УЛУЧШАЮЩАЯ ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ | 2009 |
|
RU2529128C2 |
| ЖЕЛЕЗНЫЙ ПОРОШОК, ПОЛУЧЕННЫЙ РАСПЫЛЕНИЕМ МЕТАЛЛОВ | 1999 |
|
RU2162390C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

