Изобретение относится к способу и устройству для контроля проводимого на обрабатываемой детали процесса лазерной обработки, а также лазерной обрабатывающей головке с подобным устройством.
В лазерной обработке материалов обрабатываемые детали разрезаются или соединяются с помощью сфокусированного лазерного излучения, причем как в процессе лазерной резки, так в процессе лазерной сварки используются системы контроля процесса и сенсоры. Для контроля процессов сварки или резки используются, например, сенсоры для восприятия излучения, поступающего из определенной рабочим фокусом рабочей зоны или зоны взаимодействия. При этом стандартным образом предусмотрены сенсоры излучения для наблюдения плазмы, образующейся над зоной взаимодействия, и сенсор обратного отражения, который воспринимает обратное излучение лазера из зоны взаимодействия между лазерным лучом и обрабатываемой деталью. Кроме того, для контроля процесса лазерной обработки используются датчики температуры или инфракрасные сенсоры, с помощью которых могут контролироваться краевое расплавление и температурный профиль при обработке. Наряду с использованием фотодиодов, которые являются чувствительными соответственно к определенному диапазону длин волн, процесс лазерной обработки, кроме того, контролируется посредством камер, которые также могут быть чувствительными в определенных диапазонах длин волн. На основе обработки полученных с помощью камер изображений можно также получить показатели для контроля процесса лазерной обработки, например параметров относительно расплавленных участков обрабатываемой детали.
Первой целью систем контроля является, прежде всего, классифицировать качество обработки согласно предписанным данным обработки. Второй целью является улучшить качество обработки посредством управления и регулирования процессов. В реальных промышленных системах используемые для контроля процесса сенсоры и камеры применяются для того, чтобы посредством воспринятых данных сенсоров и посредством методов обработки изображения и анализа данных выполнить классификацию действительного состояния процесса обработки. При этом используемые способы индивидуально приспосабливаются к процессам обработки. При отклонении интенсивности зарегистрированных данных сенсоров текущий процесс обработки классифицируется как недостаточный, причем вводятся соответствующие механизмы регулирования, чтобы устранить такое состояние. При этом регулирование параметров процесса в отношении зарегистрированных данных сенсоров относится только к соответствующим данным измерений соответствующих сенсоров.
В основе изобретения лежит задача создать способ и устройство для контроля проводимого на обрабатываемой детали процесса лазерной обработки, посредством которого улучшается классификация состояния лазерной обработки и, тем самым, качество обработки проводимого на обрабатываемой детали процесса лазерной обработки.
Эта задача решается способом по пункту 1 формулы изобретения, устройством регулирования по пункту 14 формулы изобретения и лазерной обрабатывающей головкой по пункту 18 формулы изобретения. Предпочтительные выполнения и развития изобретения изложены в зависимых пунктах формулы изобретения.
В соответствии с изобретением предусмотрен способ контроля, управления или регулирования проводимого на обрабатываемой детали процесса лазерной обработки, который содержит следующие этапы: регистрация по меньшей мере двух текущих измеренных значений посредством по меньшей мере одного сенсора, который контролирует процесс лазерной обработки, определение по меньшей мере двух текущих показателей из по меньшей мере двух текущих измеренных значений, причем по меньшей мере два текущих показателя совместно представляют текущий «отпечаток пальца» (характерный признак) в пространстве показателей, предоставление предопределенного множества точек в пространстве показателей и классификация процесса лазерной обработки посредством определения положения текущего характерного признака относительно предопределенного множества точек в пространстве показателей, причем по меньшей мере один сенсор содержит по меньшей мере один блок камеры, который выполняет съемку изображений камеры с различными временами выдержки и их совместно пересчитывает посредством способа высокого динамического диапазона (HDR), чтобы предоставить в качестве изображений текущих измеренных значений с высоким коэффициентом контрастности.
При этом является предпочтительным, если HDR-способ сконфигурирован для того, чтобы пересчитывать изображения камеры таким образом, что при выполняемом процессе лазерной обработки одновременно на изображении могут визуализироваться окружающая площадь обработки обрабатываемой детали, а также свечение процесса.
При этом предпочтительным образом изображения камеры получают путем съемки с многократным считыванием формирующего изображение сенсора блока камеры, посредством одновременной съемки изображения несколькими камерами или посредством последовательной съемки изображения одной камерой с различными временами выдержки.
Пересчет полученных изображений камеры посредством по меньшей мере одного блока камеры в соответствии с изобретением выполняется посредством способа взвешивания на основе энтропийного способа или на основе функции отклика камеры.
Также является предпочтительным, если пересчитываемые изображения камеры получают посредством предпроцессной камеры перед процессом лазерной обработки камеры, которая отображает зону лазерной обработки, и/или постпроцессной камеры после процесса лазерной обработки.
При этом для высококачественной обработки детали предпочтительно, если в процессе обработки распознанному с помощью соответствующего изобретению способа «плохому» «отпечатку пальца» непосредственно противодействуют, причем является целесообразным, если соответствующий изобретению способ дополнительно включает в себя этап регулирования по меньшей мере одного параметра процесса соответствующего исполнительного элемента таким образом, что при удалении текущего характерного признака из множества точек пространства показателей по меньшей мере один исполнительный элемент приводится в действие таким образом, что изменение соответствующего параметра процесса соответствует градиенту в пространстве показателей, который продолжается исходя из данного характерного признака в направлении предопределенного множества точек в пространстве показателей.
При этом является предпочтительным, если определение текущего показателя из по меньшей мере одного текущего измеренного значения включает в себя способ для сокращения данных или сокращения размерности, такой как анализ основных компонентов, многомерное масштабирование, векторная машина поддержки или векторная классификация поддержки. За счет сокращения размерности сенсорных данных становится возможным, что на основе уменьшенного множества данных классификация посредством вычислителя может осуществляться существенно быстрее, благодаря чему, например, также может выполняться быстрое регулирование процесса лазерной обработки.
Однако также возможно и целесообразно, что определение текущего показателя осуществляется из по меньшей мере одного текущего измеренного значения с помощью нейронной сети.
В случае использования множества сенсоров, измеренные данные которых часто не позволяют сделать непосредственные выводы относительно ситуации обработки, предпочтительным является, если предопределенное множество точек внутри пространства показателей устанавливается посредством процесса обучения
При этом для регулирования процесса обработки целесообразно, если поле градиента пространства показателей определяется в зависимости от параметров процесса в различных областях в местах в пространстве показателей, которые являются репрезентативными в отношении градиента для соответствующей области, причем градиент пространства показателей определяется в зависимости от параметра процесса посредством вариации параметра процесса на предопределенном месте пространства показателей.
Для всеобъемлющего контроля и определения множества содержательных измеренных данных является целесообразным, если по меньшей мере один сенсор выбран из группы, содержащей по меньшей мере один фотодиод с фильтрами для определенных длин волн, приемник корпусного звука и воздушного звука и по меньшей мере один блок камеры с соответствующим освещением поверхности
Для обеспечения всеобъемлющего регулирования процесса лазерной обработки является целесообразным, если по меньшей мере один исполнительный элемент выбран из группы, которая включает в себя управление лазерной мощностью, управление скоростью обрабатывающей головки относительно обрабатываемой детали, управление положением фокуса обрабатывающего лазерного луча, управление расстоянием от обрабатывающей головки до обрабатываемой детали и управление боковым смещением.
В соответствии с изобретением также предусмотрено устройство для выполнения соответствующего изобретению способа, которое содержит по меньшей мере один сенсор для контроля процесса лазерной обработки, который пригоден для регистрации по меньшей мере двух текущих измеренных значений, блок обработки данных для определения по меньшей мере двух показателей из по меньшей мере двух текущих измеренных значений для получения текущего характерного признака в пространстве показателей, блок памяти для хранения предопределенного множества точек внутри пространства показателе и блок классификации, который пригоден для оценки процесса лазерной обработки посредством определения положения текущего характерного признака относительно предопределенного множества точек в пространстве показателей.
Для использования соответствующего изобретению устройства в регулируемом процессе обработки является выгодным, если устройство, кроме того, содержит блок регулирования для регулирования по меньшей мере одного параметра процесса соответствующего исполнительного элемента таким образом, что при удалении текущего характерного признака из множества точек пространства показателей по меньшей мере один исполнительный элемент активируется таким образом, что изменение соответствующего параметра процесса соответствует градиенту в пространстве показателей, который продолжается исходя от данного характерного признака в направлении предопределенного множества точек.
При этом предпочтительным образом по меньшей мере один сенсор выбран из группы, которая содержит по меньшей мере один фотодиод с фильтрами для определенных длин волн, приемник корпусного звука и воздушного звука и по меньшей мере один блок камеры с соответствующим освещением поверхности.
Кроме того, является предпочтительным, если по меньшей мере один исполнительный элемент выбран из группы, которая включает в себя управление лазерной мощностью, управление скоростью обрабатывающей головки относительно обрабатываемой детали, управление положением фокуса обрабатывающего лазерного луча, управление расстоянием от обрабатывающей головки до обрабатываемой детали и управление боковым смещением.
Кроме того, в соответствии с изобретением предусмотрена лазерная обрабатывающая головка для обработки обрабатываемой детали посредством лазерного луча, которая включает в себя соответствующее изобретению устройство.
Изобретение поясняется далее более подробно с помощью чертежей, на которых показано следующее:
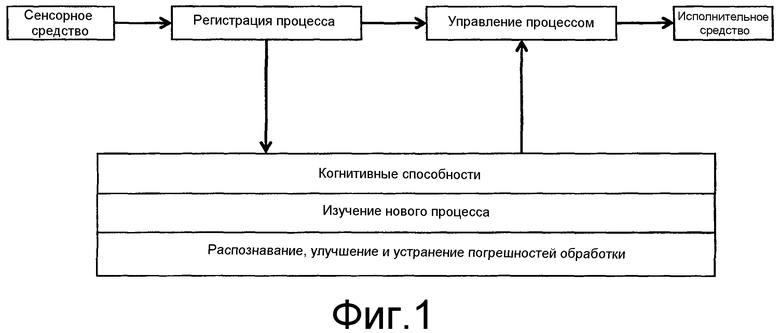
Фиг.1 - блок-схема с существенными компонентами процесса обработки обрабатываемой детали согласно соответствующему изобретению способу,
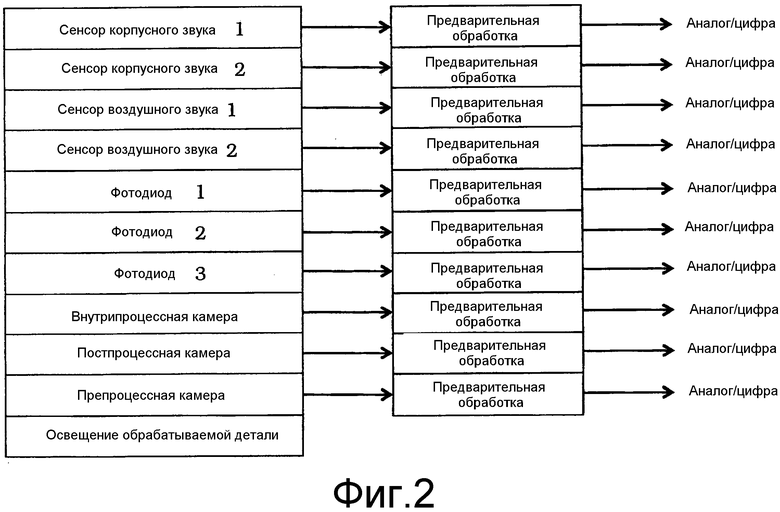
Фиг.2 - обзор используемых в соответствующем изобретению способе сенсоров для контроля и регистрации процесса лазерной обработки,
Фиг.3 - сильно упрощенный схематичный вид компонентов, используемых в способе обработки, соответствующем изобретению,
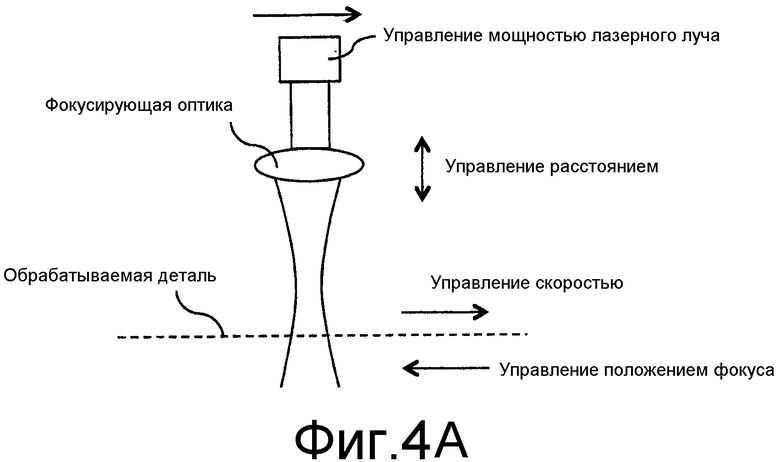
Фиг.4А - сильно упрощенный схематичный вид части исполнительных элементов, используемых в способе обработки, соответствующем изобретению, в процессе сварки лазерным лучом,
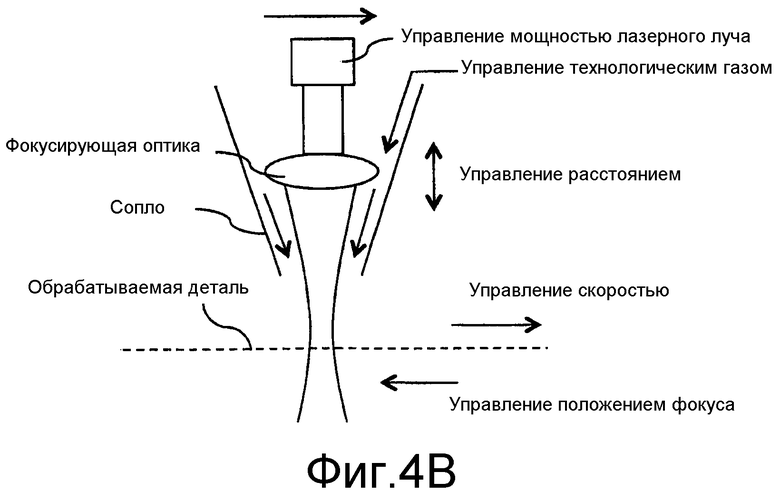
Фиг.4В - сильно упрощенный схематичный вид части исполнительных элементов, используемых в способе обработки, соответствующем изобретению, в процессе резки лазерным лучом,
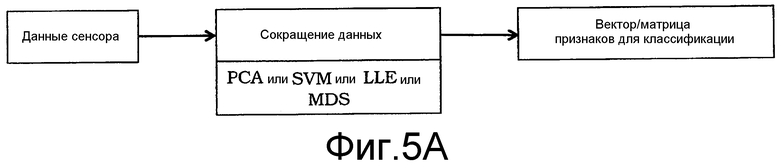
Фиг.5А - блок-схема составления «отпечатка пальца» (характерного признака) согласно соответствующему изобретению способу с использованием линейных, а также нелинейных средств сокращения размерности,
Фиг.5В - блок-схема составления «отпечатка пальца» (характерного признака) согласно соответствующему изобретению способу с использованием нейронной сети,
Фиг.6А - блок-схема процесса классификации согласно соответствующему изобретению способу с использованием линейных, а также нелинейных средств сокращения размерности,
Фиг.6В - блок-схема процесса классификации согласно соответствующему изобретению способу с использованием нейронной сети,
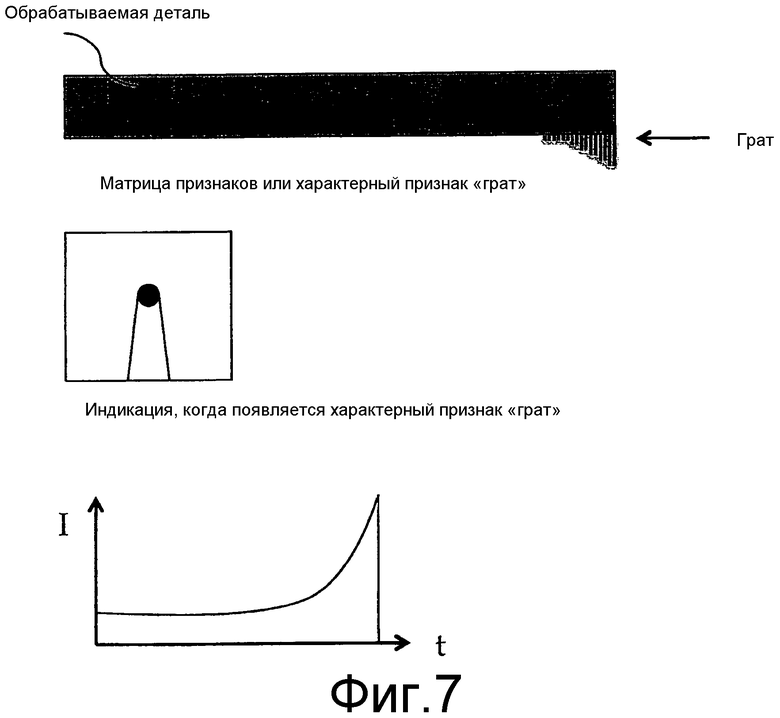
Фиг.7 - схематичное представление, иллюстрирующее способ распознавания погрешностей,
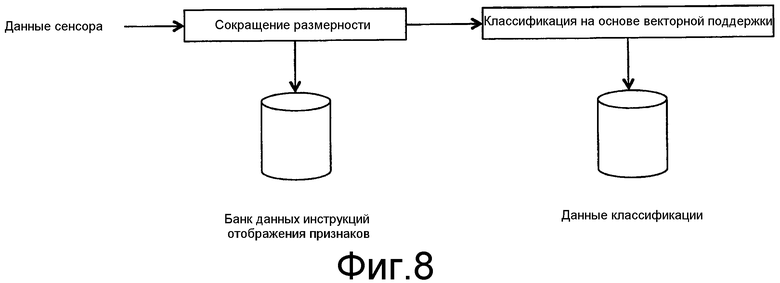
Фиг.8 - блок-схема, иллюстрирующая соответствующее изобретению изучение «отпечатков пальцев», или показателей, или признаков,
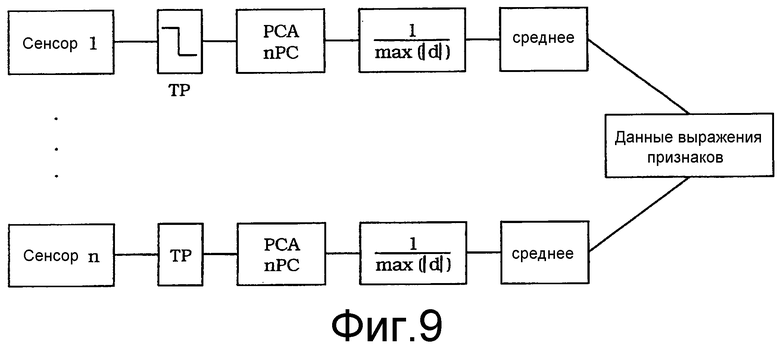
Фиг.9 - блок-схема способа сокращения размерности согласно изобретению,
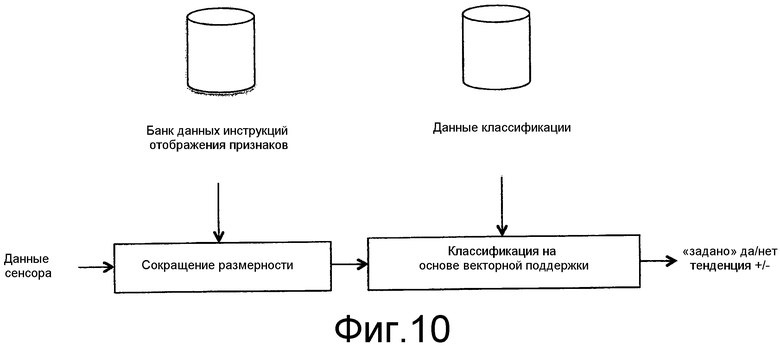
Фиг.10 - блок-схема соответствующего изобретению оценивания текущего процесса обработки,
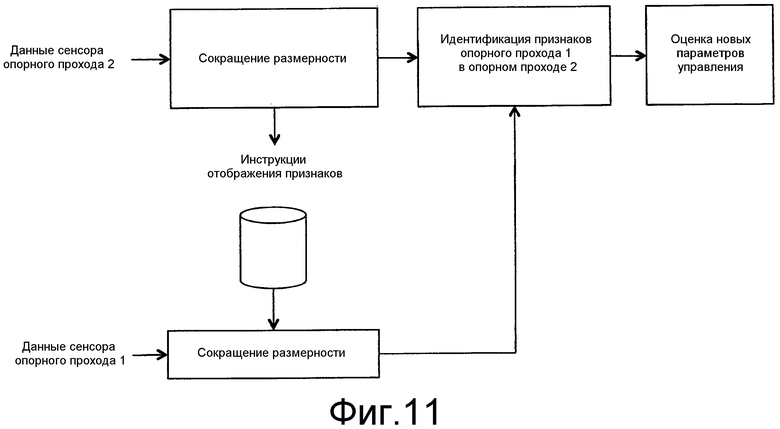
Фиг.11 - блок-схема оценки новых параметров управления согласно изобретению,
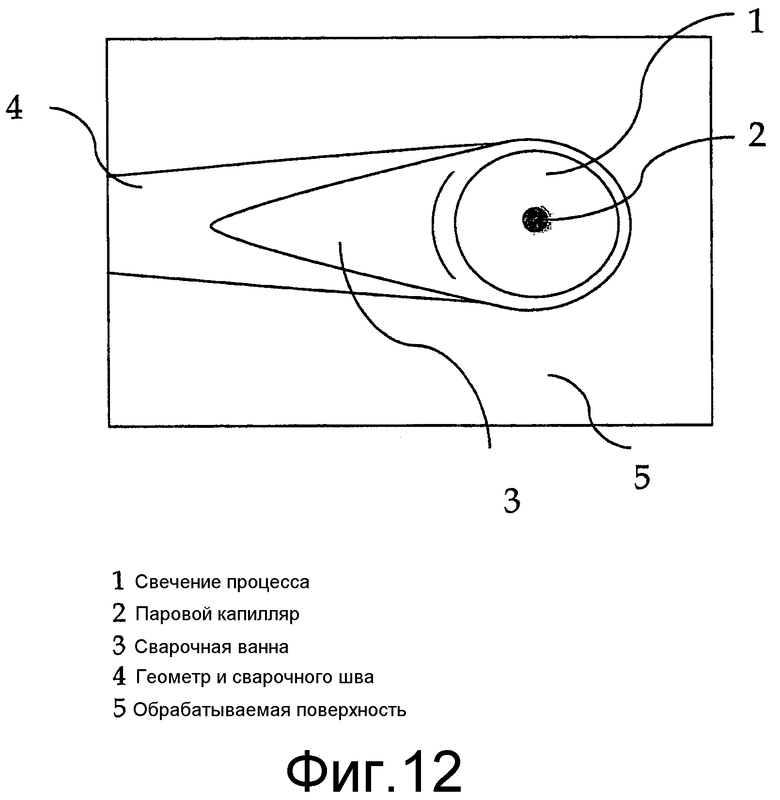
Фиг.12 - схематичный вид изображения камеры, которое обработано HDR-способом согласно изобретению,
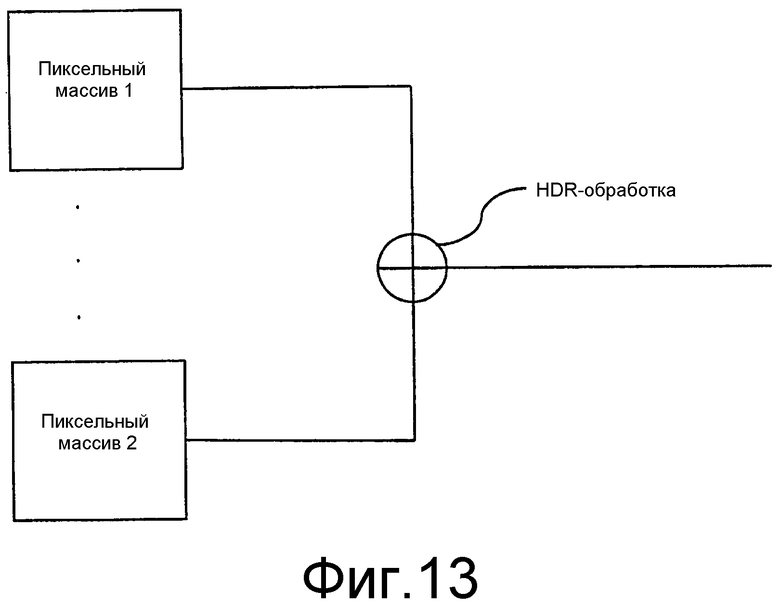
Фиг.13 - блок-схема соответствующей изобретению HDR-обработки последовательности изображений,
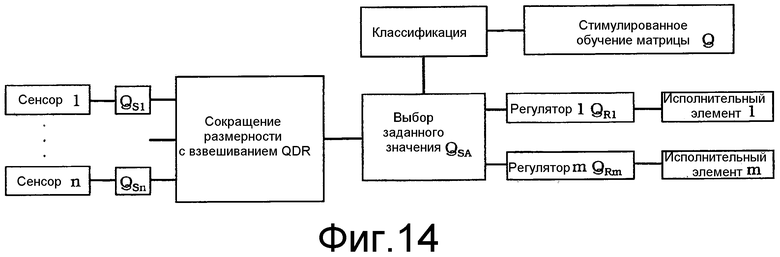
Фиг.14 - блок-схема процесса классификации с использованием способа стимулированного обучения при процессе лазерной обработки согласно изобретению,
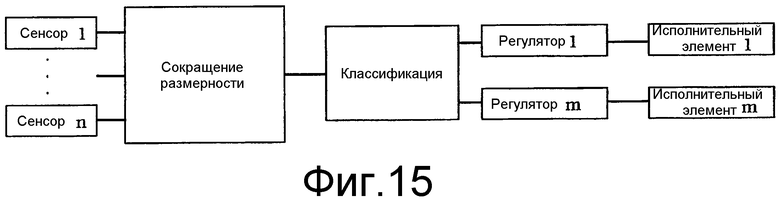
Фиг.15 - блок-схема процесса классификации с использованием способа дискриминантного анализа при процессе лазерной обработки согласно изобретению,
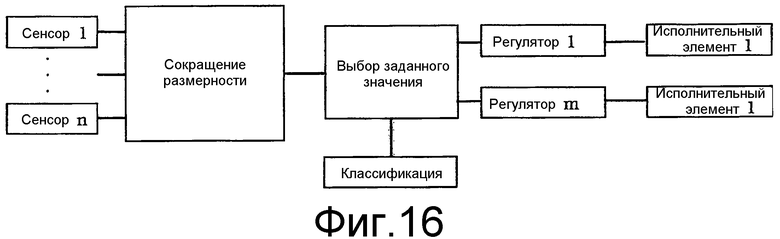
Фиг.16 - блок-схема процесса регулирования посредством заданных значений, которые получаются посредством сокращения размерности, при процессе лазерной обработки согласно изобретению.
На различных чертежах соответствующие друг другу элементы обозначены одинаковыми ссылочными позициями.
В соответствии с изобретением предоставляется связанная с приобретением знаний (когнитивная) система лазерной обработки материала, которая обладает когнитивной способностью за счет использования машинного обучения и самообучающихся алгоритмов. Соответствующий изобретению способ может использоваться в лазерной обработке материала для наблюдения процесса, контроля процесса и регулирования процесса.
Система может обладать двумя типами когнитивных способностей: во-первых, для внешнего наблюдателя представляется, как если бы наблюдаемая система обладала когнитивными способностями, например, обучаться способности и самостоятельно совершенствоваться. Во-вторых, система реализует когнитивные способности подобным образом, как естественный организм, например человеческий мозг.
Соответствующая изобретению система обладает когнитивными способностями, такими как обучение, а также самостоятельное распознавание и устранение погрешностей, которые используются в лазерной обработке материала. Использование когнитивных способностей особенно предпочтительно в области лазерной обработки материала. Процессы обработки, такие как разделение или соединение обрабатываемых деталей, очень сильно отличаются от процесса к процессу.
До настоящего времени известно, что каждый процесс сначала индивидуально вручную настраивается. После установки параметров процесса процесс только наблюдается и, соответственно, вручную согласовывается (подстраивается). Для случая, когда следующая партия деталей, например, загрязнена или детали по толщине отклоняются от предшествующей партии деталей, процесс зачастую должен вручную подстраиваться. Автоматическая адаптации к изменениям процесса была либо вообще невозможна, либо возможна лишь в очень малой степени. Фактически требования поступали от изготовителей автомобилей, которые хотят на одной технологической линии изготавливать одинаково многие автомобили, вплоть до того, что системы производства должны иметь возможность быстро и адаптивно настраиваться на процесс обработки.
Быстрое изучение процессов обработки и распознавание, коррекция и предотвращение погрешностей во время обработки являются требованиями, которые выполняются посредством когнитивных способностей соответствующей изобретению системы обработки.
На фиг.1 показана блок-схема соответствующего изобретению способа с его существенными компонентами, которые поясняются ниже поэтапно.
При восприятии (определении) процесса в соответствии с изобретением все релевантные информации процесса обработки определяются сенсорной системой с по меньшей мере одним сенсором. Посредством используемых сенсоров получают множество измеренных значений и информаций о процессе, чтобы иметь возможность определить признаки, отображения процесса, характеристики процесса или однозначно определенные «отпечатки пальцев» (характерные признаки, сигнатуры) процесса, которые далее называются показателями, из измеренных данных сенсоров, контролирующих процесс обработки. Определение осуществляется, в частности, посредством вычисления или другой подходящей, предпочтительно электронной обработки измеренных значений.
Обзор сенсоров, используемых в соответствии с изобретением, показан на фиг.2, а структура соответствующей изобретению системы лазерной обработки с соответствующими сенсорами показана на фиг.3.
Наряду с уже известными сенсорами для контроля процесса лазерной обработки, в соответствии с изобретением дополнительно используются сенсоры для восприятия корпусного и воздушного звука. Для регистрации звука предпочтительно использовать по меньшей мере два сенсора соответственно для корпусного и воздушного звука. Кроме того, сигналы сенсоров для корпусного и воздушного звука еще в зависимости от процесса при предварительной обработке фильтруются, усиливаются, и соответственно, дискретизируются. Для регистрации воздушного звука пригодны различные направленные характеристики. Посредством надлежащего расположения приемников звука можно в итоге вычислить места расположения источников звука и направление распространения. Так можно мешающие шумы от нерелевантных источников и фоновые шумы снизить или применить методы, такие как активное подавление шума.
В лазерной обрабатывающей головке, кроме того, размещены сенсоры для восприятия излучения определенных длин волн, которые предпочтительно являются фотодиодами, чувствительными к определенному диапазону длин волн. При этом дополнительно еще оптические полосовые фильтры для выбора определенных диапазонов длин волн могут размещаться перед соответствующими фотодиодами. Измеренные значения этих сенсоров также будут регистрироваться и дискретизироваться.
Кроме того, для получения измеренных данных применяются камеры, которые наблюдают процесс лазерной обработки и, в частности, зону лазерной обработки. Так может использоваться внутрипроцессная камера, ход лучей наблюдения которой коаксиально введен в ход лучей рабочего лазера в обрабатывающей головке, чтобы, тем самым, отображать зону лазерной обработки. В качестве альтернативы, камера вне обрабатывающей головки также может регистрировать процесс обработки. Предоперационная камера, называемая предпроцессной камерой, и послеоперационная камера, называемая постпроцессной камерой, могут также регистрировать процесс лазерной обработки. Для съемки камерой пригодны различные принципы освещения обрабатываемой детали, в зависимости от процесса обработки. Так в соответствии с изобретением для освещения могут использоваться светодиоды, которые являются экономичными и могут излучать в широком диапазоне длин волн, или лазеры с различными длинами волн с соответствующей оптикой для фокусировки на секторе кадра камеры на поверхности обрабатываемой детали. Для предварительной обработки данных камеры особенно пригодны и предпочтительны такие способы обработки данных, как «рассматриваемая область» или “Qualas”, или оценка геометрических данных. Дополнительно в соответствии с изобретением используется способ высокого динамического диапазона (HRD), который предпочтительным образом повышает коэффициент контрастности регистрируемых изображений камеры. Для этого регистрируются изображения с различными временами выдержки и пересчитываются совместно друг с другом по HDR-способу, так что в результате получаются изображения с очень высоким коэффициентом контрастности.
Качество регистрации процесса возрастает с числом используемых сенсоров, однако соответственно возрастает стоимость системы. Поэтому следует заметить, что соответствующий изобретению способ не ограничен использованием множества сенсоров, а уже может выполняться с применением только одного сенсора, например внутрипроцессной камеры.
Далее описывается управление процессом согласно способу, соответствующему изобретению, с применением конкретных исполнительных элементов.
В лазерной обработке материалов обычно вручную разрабатывается программа управления для всех участвующих исполнительных элементов. В течение процесса эта программа управления контролируется только посредством наблюдения процесса или подстраивается с помощью жестко определенных контуров регулирования, например емкостных средств измерения расстояния при лазерной резке.
В соответствующем изобретению способе, напротив, используется текущее управление процессом и применяются дополнительные новые возможности управления процессом.
Как показано на фиг.4А, при способе обработки сварки лазерным лучом мощность лазерного луча, расстояние между обрабатывающей головкой и обрабатываемой деталью, скорость обрабатывающей головки относительно обрабатываемой детали и положение фокальной точки обрабатывающего лазерного луча управляются или регулируются.
Как показано на фиг.4В, при способе обработки лазерной резки, наряду с названными параметрами процесса, в соответствии с изобретением дополнительно еще управляется или регулируется подача технологического газа. Кроме того, при обоих способах обработки управляющие сигналы могут модулироваться по их интенсивности с определенной частотой, например модуляцией интенсивности лазерного луча от 90 до 100 процентов. Так как управляющий сигнал известен, то можно из отклика системы по данным сенсоров получить сведения о процессе, например, поле градиента пространства показателей в зависимости от параметров процесса в различных диапазонах измерений. Управления могут быть реализованы относительно соответствующих линейных осей, как роботизированное управление или иные управляющие интерфейсы.
Хотя возможности регулирования с ростом числа используемых исполнительных элементов повышаются, так как больше параметров процесса могут регулироваться, возрастает и стоимость системы. Поэтому следует отметить, что соответствующий изобретению способ не ограничен использованием множества исполнительных элементов, а уже может быть выполнен с применением только одного исполнительного элемента, например управления лазерной мощностью для лазерной сварки или управления технологическим газом для лазерной резки.
Далее описывается этап классификации процесса лазерной обработки согласно способу, соответствующему изобретению.
Для реализации самостоятельного распознавания и устранения погрешностей посредством соответствующей изобретению системы лазерной обработки, техническое знание должно быть абстрагировано из данных сенсоров, чтобы соответствующая изобретению система могла самостоятельно принимать решения для управления исполнительными средствами.
Кроме того, является предпочтительным, если система посредством оператора системы может обучаться и сама является обучаемой. Для реализации когнитивной лазерной обработки в соответствии с изобретением предусмотрено, что система существенные показатели из всех применяемых сенсоров самостоятельно уже знает или воспринимает и изучает их и затем принимает решения для управления процессом. Далее будут представлены три стадии соответствующего изобретению способа, а именно изучение окружения процесса, классификация актуальных (текущих) результатов процесса и управление или регулирование процессом.
Прежде всего, следует объяснить изучение окружения процесса. Для того чтобы изучить процесс, прежде всего необходимы опорные проходы или тестовые обработки. Каждый процесс обработки имеет желательный результат и отклоняющийся от такового. Тестовая обработка или опорный проход должны содержать оба результата и в идеальном случае также переходы, а также реакцию системы на управление процессом. Если, например, должен быть получен сварочный шов в нахлесточном соединении легированной стали с определенной шириной сварочного шва Х мм и длиной Y мм, то необходимо пройти по меньшей мере один опорный проход, в котором по меньшей мере один параметр процесса изменяется таким образом, что в этом опорном проходе содержится как определенное значение, так превышение определения в обоих направлениях параметра процесса.
В этом случае человек-оператор системы в соответствии с изобретением может выполнить опорный проход с увеличивающейся лазерной мощностью в качестве параметра процесса, при котором в процессе возникает и превышается верхняя и нижняя границы определения. Если нижняя граница определения является, например, проваром (проплавлением), а верхняя граница определения является обрушением шва, то опорный проход может начинаться с лазерной мощности, которая еще не вызывает никакого провара. Во время опорного прохода лазерная мощность управляется таким образом, что она непрерывно повышается, пока не произойдет обрушение шва. Этот процесс наблюдается с помощью описанных сенсорных средств процесса, которые регистрируют соответствующие измеренные значения, и применяется для изучения окружающей среды процесса.
Другой пример относится к проблеме производства для случая двух партий обрабатываемых деталей со смазкой и без смазки. Здесь для изучения при опорном проходе также должны быть получены границы определения. Оператор сообщает когнитивной системе лазерной обработки материалов, где лежат границы определений, так что соответствующая изобретению система может обучиться различать между соответствующими диапазонами.
Для изучения окружающей среды процесса в соответствии с изобретением предусмотрены два различных способа, которые описываются ниже.
Как показано на фиг.5, для изучения окружающей среды процесса используются линейные и нелинейные средства сокращения размерностей и методы изучения многообразия, такие как анализ основных компонентов (РСА), многомерное масштабирование (MDS), локальное линейное вложение (LLE) и векторные машины поддержки (SVM). Эти методы могут использоваться как в комбинации, так и по отдельности. Для изучения окружающей среды процесса можно также использовать дискриминантный анализ, как описывается далее.
Как показано на фиг.4В, имеется другой подход к изучению окружающей среды - использование искусственной нейронной сети (KNN).
В первом подходе, в упрощенном описании, большое количество данных сенсоров объединяется и сокращается. При этом остаются по возможности все существенные признаки, а избыточной информацией пренебрегают. В итоге для каждого наблюдаемого момента времени имеется вектор или матрица из показателей, которые получены из измеренных значений сенсоров, однако по объему данных сильно сокращены. С помощью этой матрицы или вектора, которые можно также обозначить как «отпечаток пальца» (характерный признак) процесса или характеристика, состояние процесса может однозначно классифицироваться.
В случае искусственных нейронных сетей способ действий иной, так как здесь сеть обучается, и в итоге в сети имеются изученные информации, которые позволяют классифицировать результат. Выходные нейроны получают, таким образом, сначала классификацию на основе данных обучения. На основе этой классификации можно затем выполнять регулирование.
Если теперь наблюдается процесс обработки, то должен определяться текущий результат процесса, с которым сравнивается изученный перед этим заданный диапазон, который может толковаться как множество точек в пространстве показателей, и при необходимости параметры процесса подстраиваются, как показано на фиг.6А и 6В. Подстройка параметров процесса может и должна осуществляться уже перед выходом из заданного диапазона. При этом предопределенное множество точек, которое применяется для регулирования системы, так подстраивается, что в случае регулирования текущий характерный признак системы сенсоров покидает предопределенное множество точек уже к тому моменту времени, когда характерный признак входит в краевую область заданного диапазона.
Далее описывается классификация текущего результата процесса согласно первому методу (фиг.6А). Когнитивная система лазерной обработки материалов имеет уже в банке данных запоминающего устройства изученную окружающую среду процесса, изученные признаки или отпечатки в форме сохраненных вектора или матрицы. Получаемые текущим образом из процесса измеренные значения сенсоров должны начала сокращаться по объему данных и подаваться для сравнения в такое же пространство данных, то есть пространство показателей, что и векторы признаков или отпечатки, тем самым получается текущий отпечаток в виде сокращенного вектора или матрицы данных сенсоров в пространстве показателей, который сравнивается с изученным множеством точек в пространстве показателей. Тем самым может быть получена вероятность того, что текущая зарегистрированная точка данных является ближайшей к известной точке признака. При этом известно, находится ли эта точка признака еще внутри заданного диапазона, кроме того, известна, вероятно, необходимая коррекция параметра процесса.
Классификация текущего результата процесса посредством нейронной сети (фиг.6В) осуществляется через обученную сеть. Результатом классификации является то, находится ли процесс еще в заданном диапазоне и с какой тенденцией должен быть подстроен параметр процесса.
Управление или регулирование процесса согласно соответствующему изобретению способу осуществляется следующим образом. Посредством результата классификации блок регулирования знает уже направление и величину, с которой должны активироваться соответствующие исполнительные элементы. Могут использоваться различные способы регулирования. Так можно, например, использовать минимизацию геодезического расстояния между желательным вектором признаков и вектором результата или способ регулирования с калмановским фильтром и минимизацией среднеквадратичной ошибки. К тому же можно определить тенденцию регулирования из многомерных пространств признаков или пространств показателей на основе классификации с «вектором поддержки». Регулятор не может превышать предварительно определенный диапазон надежности.
Изобретение может применяться в нескольких вариантах способа, из которых здесь будут представлены некоторые.
При контроле процесса является важным точно определить некоторые погрешности. И здесь использование когнитивной лазерной обработки материалов дает хорошие результаты. В способе распознавания ошибок (как иллюстрируется на фиг.7) сначала оператором сознательно вызывается погрешность, чтобы когнитивная система могла обучиться на ней. Если система изучила погрешность, она может ее точно обнаружить. Это может быть проиллюстрировано на следующем примере. Должен распознаваться грат или облой на краях реза в процессе лазерной резки с помощью сенсорных средств процесса с различными сенсорами, в том числе внутрипроцессной камерой. Оператор выполняет опорный проход с постоянными параметрами управления без технологического газа, который он с помощью управления в течение опорного прохода отводит настолько далеко, что грат определенно возникает. Когда опорный проход завершен, когнитивная система лазерной обработки материалов вычисляет посредством анализа основных компонентов (РСА) или комбинации других методов представленного средства сокращения размерности соответствующие основные компоненты из данных сенсоров. Оператор сообщает системе теперь, на каких местах обрабатываемой детали возник грат. Из информации о том, где грат возник на кромке реза и на каких местах вычислялись соответствующие основные компоненты из данных сенсоров, когнитивная система может затем вычислить соответствующие компоненты, вектор или матрицу, которые содержат собранные признаки или «отпечаток пальца» для возникновения грата. Из текущих данных сенсоров в дальнейшем производстве установки можно затем с помощью матрично-векторной алгебры в течение процесса рассчитывать и индицировать оператору то, возникает ли изученная погрешность.
Подобный способ может использоваться, чтобы, например, распознавать эффекты при сварке лазерным лучом или лазерной резке: Falscher Freund, обрушение шва, провар, ширина Х резания, состояние прореза, шероховатость краев реза, эффекты горения, ширина Y сварочного шва, состояние сваривания, состояние провара, состояние поперечного сечения присоединения, зазор в нахлесточном соединении, зазор в соединении встык, поперечный сдвиг, выбросы, поры, полости.
Изобретение также может использоваться для того, чтобы упростить смену партий, которая ранее требовала подстройки системы лазерной обработки материалов. Обрабатываемые детали новой партии имеют несколько отличающиеся свойства, например толщину материала или степень загрязнения. Вновь сначала выполняется стадия обучения и затем стадия классификации. После стадии классификации может уже быть реализован процесс регулирования. Но могут также оцениваться новые параметры управления для изменения процесса, которые, например, возникают из-за смены партии.
В стадии обучения, согласно фиг.8, определяются измеренные данные сенсорных средств процесса из опорного прохода. В качестве опорного прохода повторно устанавливаются постоянные параметры управления процессом за исключением одного параметра управления, который изменяется. В процессе сварки лазерным лучом можно, например, лазерную мощность постоянно повышать в течение опорного прохода. Полученные данные обрабатываются когнитивной системой лазерной обработки материалов со средствами сокращения размерности, см. фиг.9. Выходные данные каждого применяемого сенсора сначала фильтруются соответствующим фильтром нижних частот. Затем посредством анализа основных компонентов выдаются n основных компонентов. Данные затем нормируются и освобождаются от среднего значения. В конце этого этапа обработки получают данные представления признаков для применяемых сенсоров на каждом регистрируемом временном интервале. Соответствующие признаки или «отпечатки пальцев» и их инструкция по отображению сохраняются в банке данных для инструкций отображения признаков. Оператор системы определяет на обрабатываемой детали область, которой соответствует желательный результат. Это определение переводится в вектор, с помощью которого может обучаться классификатор. Чтобы иметь возможность выполнять классификацию, в этом способе применяются векторные машины поддержки. В этом случае применяется способ классификации на основе вектора поддержки. Он описывает математический способ для различения желательных и нежелательных результатов процесса, которое выполняется посредством многомерного разделения пространства признаков на основе вводов оператора. Банк данных с инструкциями отображения признаков описывает инструкцию отображения, а банк данных классификации описывает разделение пространств признаков.
Ниже описывается применение изученного знания процесса для классификации или оценки текущего процесса обработки (фиг.10). После стадии обучения когнитивная система лазерной обработки материалов контролирует процесс обработки в соответствии с ранее изученными предпочтениями оператора. Данные сенсоров на основе задания определенных инструкций отображения признаков сокращаются в размерности. Выданные данные находятся в предопределенном пространстве признаков или пространстве показателей. Изученные оператором данные классификации через способ классификации на основе вектора поддержки служат для оценки текущего процесса обработки. Может быть получен вывод о том, находится ли текущий результат процесса в определенном оператором заданном диапазоне и какие тенденции относительно вероятности для параметра управления процессом должны выбираться для регулирования процесса.
Далее описывается оценка новых параметров управления или параметров процесса при малых изменениях процесса за счет смены партии. Если процесс обработки изменяется в течение известной длительности, например за счет незначительного изменения свойств обрабатываемой детали при смене партии, то могут оцениваться новые параметры управления. Для этого, наряду с предыдущим опорным проходом 1, должен выполняться новый опорный проход 2. В опорном проходе 1 и 2 применялись одинаковые параметры управления.
Как показано на фиг.11, данные сенсора или измеренные значения сенсоров из опорного прохода 2 повторно сокращаются в размерности. Инструкции отображения теперь применяются к зарегистрированным данным сенсора опорного похода 1. Посредством соответствующего изобретению способа классификации на основе вектора поддержки вычисляются вероятности появления признаков из опорного прохода 1 в течение опорного прохода 2. Когнитивная система лазерной обработки материалов может, таким образом, из положения на обрабатываемой детали или из применяемых на этом месте параметров управления и вероятностей появления признаков вычислить, какие параметры управления в новом процессе вызовут очень сходный или почти тот же самый результат, что и в предыдущем процессе обработки.
В основанном на признаках способе регулирования, как в описанном перед этим способе, признаки получают из данных процесса. Эти признаки классифицируются оператором посредством начального и регулярно повторяющихся опорных проходов с соответствующей оценкой того, следует ли подстроить параметр управления. Соответствующие признаки и относящиеся к этому классификации сохраняются в банке данных, при необходимости с предложением подстройки. Оператор оценивает, таким образом, систему с регулярными интервалами и, тем самым, обучает ее. Система может, таким образом, сначала установить, находится ли еще текущий результат процесса в заданном пространстве признаков и должна ли система выполнить подстройку параметров управления. Изученных признаков и предложений подстройки становится, таким образом, с течением времени больше, и система становится все лучшей в обработке. Подобные признаки и предложения подстройки могут совместно заново пересчитываться, чтобы избегать потока признаков.
Ниже будет более конкретно описан вышеупомянутый способ высокого динамического диапазона (HDR). В этом способе с создающего изображение сенсора либо многократно, то есть по меньшей мере два раза на изображение в различные моменты времени, берут отсчеты, или получают несколько изображений, то есть два, три или более изображений с различными временами выдержки или с несколькими камерами, которые затем пересчитываются совместно для получения по меньшей мере одного изображения. Этот способ действий обеспечивает возможность съемки одного изображения, последовательности изображений или видео, которые к тому же визуально представляют на изображении окружающую обрабатываемую поверхность, свечение процесса, а также паровой капилляр или «замочную скважину». Названные области по значениям интенсивности при съемке изображения процессов лазерной обработки распределены в широком диапазоне, который за счет названного способа может быть сделан видимым на одном изображении. Для индикации на экране или индикаторном устройстве в связи с системой контроля процесса или блоком оценки и управления при сравнительно низком разрешении по интенсивности полученное таким образом изображение или последовательность изображений представляются подстроенными посредством способа градации серой шкалы или тонового отображения.
Как представлено на фиг.12 и 13, чтобы выполнить HDR-способ или способ для улучшенной визуализации обрабатываемой поверхности, свечения процесса или парового капилляра, в соответствии с изобретением совместно пересчитывается множество изображений или пиксельных массивов.
Различные изображения могут возникать посредством многократного сканирования формирующего изображения сенсора, или путем одновременной съемки изображения несколькими камерами, или последовательной съемки изображения одной камерой, но с различными временами экспозиции, называемой многоэкспозиционным методом. Для пересчета отдельных снимков изображений можно использовать различные способы. Сюда относится в простейшем случае суммирование с накоплением и усреднение отдельных значений изображения из множества изображений последовательности изображений из по меньшей мере двух снимков изображений. Для лучшего получения изображения значения изображения или пиксели из последовательности по меньшей мере двух снимков изображений усредняются со взвешиванием.
В качестве способа взвешивания может применяться либо энтропийный способ, для взвешивания по информационному содержанию, либо может выполняться взвешенное усреднение с учетом функции отклика камеры. Для этого должен делаться вывод относительно реальной или близкой к реальной энергии излучения на единицу площади, который задается следующей функцией:
Взвешивание для отдельных энергий излучения определяется тогда следующим образом:
При этом i является индексом изображения из последовательности изображений нескольких снимков изображений, j - положение пикселя, ti - время выдержки или время взятия отсчета снимка i изображения, yij - значение интенсивности пикселя снимка i изображения в положении j, I-1() - инверсная функция отклика камеры, xj - оцененная энергия излучения, приходящаяся на площадь в позиции j пикселя, wij - весовая функция модели надежности. Изобретение явно затрагивает использование этих представленных HDR-способов пересчета изображений в способе обработки, такой как разделение или связывание материалов, в особенности с лазерными обрабатывающими головками и/или относящейся к этому соответствующей изобретению системой контроля процесса.
Ниже более подробно описаны используемые сенсоры и способы классификации.
В качестве сенсорной техники в принципе может применяться любой сенсор, который обеспечивает возможность выдачи данных, полученных сенсором. Более конкретно ими являются, например, микрофоны или приемники корпусного звука, камеры, фотодиоды, зонды, технические сигналы оценки и контроля, а также параметры исполнительных элементов, как, например, лазерная мощность.
Извлечение признаков и сокращение размерности. При этом могут применяться все способы, которые сокращают объем данных, а информационное содержание в максимальной степени сохраняют. В частности, такими способами являются анализ основных компонентов (РСА), анализ независимых компонентов (ICA), вейвлетный анализ, анализ на основе преобразования Фурье, быстрого преобразования Фурье и преобразования Лапласа, способ распознавания признаков и объектов, локально-линейное вложение, искусственные нейронные сети, многомерное масштабирование и т.д.
Сокращенный объем данных может интерпретироваться как облако точек многомерного пространства, которое получено из пространства более высокой размерности. Посредством сокращения данных становится возможным их за конечное время сравнивать с ранее зарегистрированными и классифицированными или изученными множествами данных. При этой классификации может устанавливаться, подобны ли новые данные сенсора уже зарегистрированным данным сенсора, и этому подобию присваивается вероятность. Если определенное пороговое значение для вероятности подобия ранее зарегистрированным данным превышается, то можно следовать соответствующему сохраненному перед этим подходу в решении, или управлении, или регулировании. Если пороговое значение для вероятности подобия изученным перед этим множествам данных превышается, то система имеет новую ситуацию.
Способ действия для новой ситуации может либо обучаться путем опроса человека-оператора, либо тестироваться на основе предыдущих данных и стратегий решения по принципу подобия. Здесь применяются самообучающие алгоритмы, которые согласно постановке цели затем после испытания самообучаемого алгоритма проверяют, была ли достигнута цель, и, соответственно, оценивают выбранный подход к решению. Для классификации, сохранения опытных значений и стратегий решения, а также самообучаемых алгоритмов могут использоваться следующие способы: машины векторной поддержки, классификация на основе векторной поддержки, нечеткая логика, информационные нечеткие сети, нечеткий классификатор К-ближайшего соседа, классификатор К-ближайшего соседа, стимулированное обучение, байесовы сети и байесовы банки данных знаний, примитивные байесовы классификаторы, скрытые Марковские цепи, искусственные нейронные сети и обратная связь (при самообучении нейронной сети), регрессионный анализ, генетическое программирование или деревья решений.
Получаемая в результате классификации стратегия решения или управление регулятором или исполнительным средством может просто выполняться, но оно может также управлять видом получения данных. Если, например, никакого порогового значения не достигнуто для известного множества данных, то вид получения данных может быть изменен. Например, это может быть осуществлено посредством подстройки вейвлетного анализа на новый частотный диапазон или посредством перехода от РСА к ICA.
Способ высокого динамического диапазона (HDR-способ)
HDR-способ может применяться для вычисления высокого коэффициента контрастности из нескольких полученных изображений или матриц и векторов значений изображений с различными коэффициентами контрастности. Для этого при съемке изображения или наблюдении сцены может сниматься несколько изображений с различными временами выдержки, из которых затем может быть вычислено одно изображение или последовательность изображений с улучшенным коэффициентом контрастности. Для того чтобы сформировать последовательность изображений с различными коэффициентами контрастности, может сниматься несколько изображений с различными временами выдержки, согласно так называемому многоэкспозиционному методу.
Но могут также в течение времени выдержки для значений точек изображения многократно браться выборки. Таким способом в течение времени выдержки может создаваться последовательность изображений с различными коэффициентами контрастности. Здесь это приводит к тому, что имеющиеся на генерирующем изображение сенсоре заряды, которые представляют точки изображений, «опрашиваются» (считываются) и затем не могут опрашиваться второй раз. Однако существуют методы, такие как недеструктивное считывание (NDRO), или многошаговое, или одношаговое считывание, или охлаждаемый формирователь изображения, или формирование изображение с инжекцией заряда (CIS), или тонкопленочный на комплементарной структуре металл-оксид-полупроводник (КМОП), или активный пиксельный сенсор (APS), или одношаговая или коррелированная двойная дискретизация (CDS), которые обеспечивают возможность многократного опрашивания (считывания) заряда, например в случае КМОП-чипа, в течение единственной длительности выдержки, не приводя к тому, что опрашиваемое значение заряда изменяется за счет взятия выборки. Эти методы в соответствии с изобретением могут применяться для наблюдения процесса лазерной обработки, чтобы тем самым реализовать способ наблюдения и управления, причем на основе HDR-способа является возможным при выполняемом процессе лазерной сварки одновременно наблюдать и разрешать эмиссии процесса, паровые капилляры, сварочную ванну, геометрию сварочного шва, направление сварочного шва или при выполняемом процессе лазерной резки одновременно наблюдать и разрешать место реза, кромки реза, свечение процесса, а также возникновение грата и геометрию грата. В обоих случаях возможно, при обстоятельствах, наблюдать формируемую на обрабатываемой детали лазерную линию (как показано на фиг.12).
Стимулированное обучение (RL)
Стимулированное обучение - это область машинного обучения. Оно описывает способы, в которых применяются системы или агенты, действия и среды (окружения), чтобы максимизировать вознаграждение. RL находит при этом инструкции отображения или способы действия (политику) для одного или нескольких состояний системы, планы операций системы или действия. Способы действий RL можно использовать в соответствии с изобретением для самосовершенствующегося управления и наблюдения процессов лазерной обработки.
Фиг.14 показывает возможный способ действий, каким образом RL может встраиваться в процесс лазерной обработки. Изучаемые значения символизируются матрицей Q. Матрица Q состоит из компонентов QS1, QSn, QSA, QDR, QR1, QRm, которые могут содержат одно или более значений. Эти компоненты инициализируются с начальным значением и оптимизируются согласно способу RL. Эта оптимизация производится таким образом, что выполняется некоторое действие, оно оценивается посредством функции вознаграждения, и эти оценки изменяют значения матрицы Q. Это можно сопоставить с ситуацией театра, где актер оценивается критиком, и актер согласовывает (подстраивает) свои действия. Как описано выше, в опорном проходе или на стадии обучения может быть получено облако точек с соответствующей классификацией с помощью человека-эксперта. В ней также сохранены характеристики или облака точек, или признаки, или «отпечатки пальцев», или измеренные значения сенсоров, которые представляют желательный результат процесса. Это может быть реализовано посредством векторной машины поддержки или другим способом классификации. Она может представлять функцию вознаграждения, согласно которой работает способ RL. Матрица Q оптимизируется согласно этой обученной человеком функции вознаграждения. Таким способом могут обучаться и оптимизироваться весовые значения или параметры установки, как, например, взвешивание различных сенсоров между собой (QS1, QSn), выбор специальных признаков, которые применяются для управления или наблюдения (QDA), выбор заданных значений для различных способов регулирования (QDR) или также установочные параметры регуляторов, например пропорциональные, Р-составляющая, интегральные, I-составляющая, дифференциальные, D-составляющая (QR1, QRm). Свойства управления, регулирования или наблюдения системы лазерной обработки могут таким способом оптимизироваться на протяженности всей продолжительности использования. Методы, которые могут применяться в рамках стимулированного обучения или другого машинного метода обучения в лазерной обработке материалов, в соответствии с изобретением являются следующими: Марковский процесс принятия решения (MDP), Q обучение, адаптивный эвристический критик или прямопоточная нейронная сеть (AHC), алгоритм «состояние-операция-вознаграждение-состояние-операция» (SARSA), самоорганизующееся отображение (SOM), модель адаптивного резонанса (алгоритм обучения искусственных нейронных сетей) (ART), многомерный (многофакторный) анализ (MVA), алгоритм максимизации ожидания (ЕМ), сеть радиальной базисной функции, предсказание временных рядов, автоматическое распознавание образов (ATR), радиальная базисная функция (RBF), а также подобные способы.
Дискриминантный анализ и способы регулирования
Дискриминантный анализ (DA) или линейный дискриминантный анализ (LDA), также называемый линейным дискриминантом Фишера, является статистическим способом анализа, который имеет подобный функциональный принцип, как уже описанный анализ основных компонентов. В противоположность анализу основных компонентов, DA также учитывает принадлежность к классам некоторой классификации. Также DA может, альтернативно сокращению размерности, использоваться в соответствующем изобретению способе, однако представляет собой одновременно комбинацию сокращения размерности и способа классификации.
Тем самым, как показано на фиг.15, данные сенсора могут регистрироваться, сокращаться в размерности и классифицироваться, как в уже описанном способе, с помощью ранее изученных данных. Результат классификации может затем применяться в качестве основы для вычисления фактического значения для одного или более регуляторов с обученными заданными значениями для управления одним или более исполнительными элементами или параметрами управления. DA может комбинироваться с другими способами сокращения размерности согласно изобретению в лазерной обработке материалов; так может, например, сначала выполняться анализ основных компонентов и затем может выполняться DA. Это справедливо также для других уже описанных способов сокращения размерности, которые сокращают входной вектор данных сенсора размерности Y до размерности Х, где Х<Y. Комбинации для разных сенсоров могут различаться. Так уже упомянутый анализ независимых компонентов, который извлекает признаки по статистической независимости, особенно пригоден для акустических сенсоров, а анализ основных компонентов - для формирующих изображение сенсоров. Другие способы сокращения размерности в соответствии с изобретением могут применяться в описанной системе лазерной обработки материалов: ядерный анализ основных компонентов, локально линейное вложение (LLE), LLE Гесса, лапласово собственное отображение, выравнивание локального касательного пространства (LTSA), полуопределенное вложение (SDE), развертка максимальной дисперсии (MVU), анализ криволинейных компонентов (CCA), управляемое данными масштабирование высокой размерности (DD-HDS), автокодеры, в качестве специальных вариантов искусственной нейронной сети с упреждением, машины Больцмана (алгоритм обучения нейронных сетей), а также все способы подобного принципа.
Анализ основных компонентов, или другой способ сокращения размерности, или извлечение признаков, или способ HDR могут в соответствии с изобретением выполняться для особенно быстрой обработки данных на интегрированной в блоке регистрации изображений сотовой нейронной сети (CNN) в системе лазерной обработки. CNN является параллельным способом вычислений, подобным искусственной нейронной сети.
Кроме того, как показано на фиг.16, в соответствии с изобретением для более быстрой обработки данных можно также непосредственно заданными значениями из сокращения размерности регулировать процесс лазерной обработки, классификация может тогда служить тому, чтобы определять наилучшие заданные значения на основе оптимизации отношения сигнал/шум. Таким образом, могут быть реализованы очень высокие циклы регулирования при одновременной высокой адаптивности за счет учета обученных результатов классификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОВОДИМОГО НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ ПРОЦЕССА ЛАЗЕРНОЙ ОБРАБОТКИ, А ТАКЖЕ ЛАЗЕРНАЯ ОБРАБАТЫВАЮЩАЯ ГОЛОВКА С ПОДОБНЫМ УСТРОЙСТВОМ | 2009 |
|
RU2529135C2 |
| КОНТРОЛИРУЮЩАЯ СИСТЕМА ДЛЯ КОНТРОЛЯ ТЕПЛОВОЙ ОБРАБОТКИ | 2013 |
|
RU2653733C2 |
| Способ обработки данных и система технического зрения для роботизированного устройства | 2021 |
|
RU2782662C1 |
| СПОСОБ ОБРАБОТКИ ВЕКТОРНЫХ СИГНАЛОВ ДЛЯ РАСПОЗНАВАНИЯ ОБРАЗОВ НА ОСНОВЕ ВЕЙВЛЕТ-АНАЛИЗА | 2017 |
|
RU2690001C1 |
| СПОСОБ ПРОСТРАНСТВЕННО ПАРАМЕТРИЗОВАННОЙ ОЦЕНКИ ВЕКТОРОВ ДВИЖЕНИЯ | 2024 |
|
RU2839709C1 |
| Способ и система для определения местоположения высокоскоростного поезда в навигационной слепой зоне на основе метеорологических параметров | 2022 |
|
RU2804147C1 |
| УСТРОЙСТВО И СПОСОБ ПРОГНОЗИРУЕМОЙ АВТОФОКУСИРОВКИ ДЛЯ ОБЪЕКТА | 2021 |
|
RU2778355C1 |
| АДАПТИВНОЕ УПРАВЛЕНИЕ ПРОЦЕССАМИ АДДИТИВНОГО ПРОИЗВОДСТВА В РЕАЛЬНОМ МАСШТАБЕ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ МАШИННОГО ОБУЧЕНИЯ | 2018 |
|
RU2722525C1 |
| СПОСОБ И СИСТЕМА УБОРКИ ПОМЕЩЕНИЯ С ПОМОЩЬЮ АВТОМАТИЗИРОВАННЫХ УСТРОЙСТВ | 2021 |
|
RU2785769C1 |
| СПОСОБ БИОМЕТРИЧЕСКОЙ АУТЕНТИФИКАЦИИ ПОЛЬЗОВАТЕЛЯ И ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО, РЕАЛИЗУЮЩЕЕ УПОМЯНУТЫЙ СПОСОБ | 2018 |
|
RU2697646C1 |



Изобретение относится к способу и устройству контроля проводимого на обрабатываемой детали процесса лазерной обработки. Способ содержит следующие этапы: регистрация по меньшей мере двух текущих измеренных значений посредством по меньшей мере одного сенсора для контроля процесса лазерной обработки, определение текущих показателей из текущих измеренных значений. Два текущих показателя совместно представляют текущий характерный признак в пространстве показателей. Выполняют предоставление предопределенного множества точек в пространстве показателей и классификацию процесса лазерной обработки посредством определения положения текущего характерного признака относительно предопределенного множества точек в пространстве показателей. По меньшей мере один сенсор содержит по меньшей мере один блок камеры, который выполняет съемку изображений камеры с различными временами выдержки и их совместно пересчитывает посредством метода высокого динамического диапазона (HDR), чтобы предоставить в качестве изображений текущих измеренных значений с высоким коэффициентом контрастности. 3 н. и 15 з.п. ф-лы, 19 ил.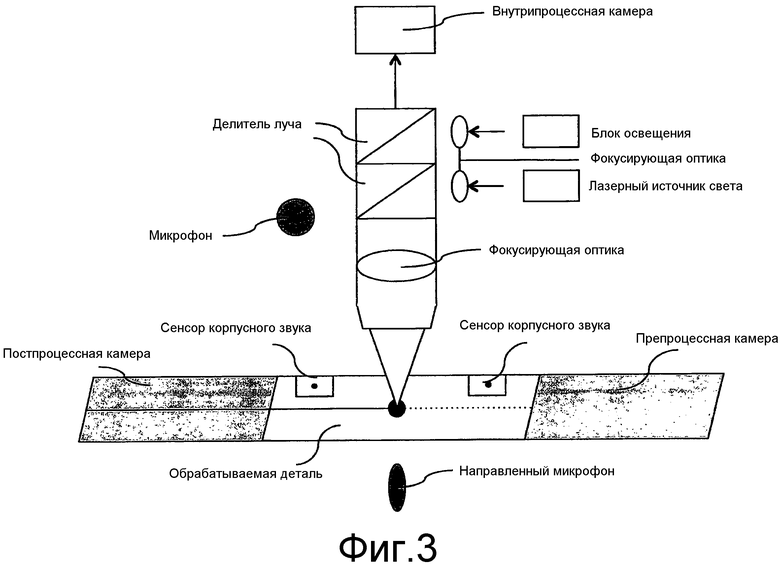
1. Способ контроля проводимого на обрабатываемой детали процесса лазерной обработки, содержащий следующие этапы:
регистрация текущих измеренных значений посредством по меньшей мере одного сенсора, который контролирует процесс лазерной обработки,
определение текущих показателей из текущих измеренных значений, причем текущие показатели совместно представляют текущий характерный признак в пространстве показателей,
предоставление предопределенного множества точек в пространстве показателей, которые устанавливают посредством процесса обучения,
классификация процесса лазерной обработки посредством определения положения текущего характерного признака относительно предопределенного множества точек в пространстве показателей, причем по меньшей мере один сенсор содержит по меньшей мере один блок камеры, который выполняет съемку изображений камеры с различными временами выдержки и их совместно пересчитывает с использованием метода высокого динамического диапазона (HDR), чтобы предоставить в качестве изображений текущих измеренных значений с высоким коэффициентом контрастности, причем определение текущих показателей из текущих измеренных значений осуществляют с использованием метода сокращения данных или сокращения размерности, в частности метода анализа основных компонентов.
2. Способ по п.1, отличающийся тем, что определение текущего показателя из по меньшей мере одного текущего измеренного значения включает в себя анализ основных компонентов или линейный дискриминантный анализ, векторную машину поддержки или векторную классификацию поддержки.
3. Способ по п.1, отличающийся тем, что HDR-метод сконфигурирован для того, чтобы пересчитывать изображения камеры таким образом, что при выполняемом процессе лазерной обработки одновременно на изображении могут визуализироваться окружающая площадь обработки обрабатываемой детали, а также свечение процесса.
4. Способ по п 1, отличающийся тем, что изображения камеры получают путем съемки с многократным считыванием формирующего изображение сенсора блока камеры, посредством одновременной съемки изображения несколькими камерами или посредством последовательной съемки изображения одной камерой с различными временами выдержки.
5. Способ по п.1, отличающийся тем, что пересчет полученных изображений камеры посредством по меньшей мере одного блока камеры выполняют путем взвешивания на основе метода энтропии или на основе функции отклика камеры.
6. Способ по п.1, отличающийся тем, что пересчитываемые изображения камеры получают посредством предпроцессной камеры перед процессом лазерной обработки камеры, которая отображает зону лазерной обработки, и/или постпроцессной камеры после процесса лазерной обработки.
7. Способ по п.1, дополнительно содержащий этап регулирования по меньшей мере одного параметра процесса соответствующего исполнительного элемента, причем при удалении текущего характерного признака из предопределенного множества точек пространства показателей по меньшей мере один исполнительный элемент приводят в действие таким образом, что изменение соответствующего параметра процесса соответствует градиенту в пространстве показателей, который продолжается исходя из данного характерного признака в направлении предопределенного множества точек в пространстве показателей.
8. Способ по п.1, отличающийся тем, что определение текущего показателя осуществляют из по меньшей мере одного текущего измеренного значения с помощью нейронной сети.
9. Способ по любому из пп.1-8, отличающийся тем, что поле градиента пространства показателей определяют в зависимости от параметров процесса в различных областях в местах в пространстве показателей, которые являются репрезентативными в отношении градиента для соответствующей области.
10. Способ по п.9, отличающийся тем, что градиент пространства показателей определяют в зависимости от параметра процесса посредством вариации параметра процесса на предопределенном месте пространства показателей.
11. Способ по п.10, отличающийся тем, что для определения градиента показателей пространства проводят опорный проход с изменяемым параметром процесса лазерной обработки, при этом упомянутый параметр выводят за верхнюю и нижнюю границы определения.
12. Способ по п.1, отличающийся тем, что по меньшей мере один сенсор выбран из группы, содержащей по меньшей мере один фотодиод с фильтрами для определенных длин волн, приемники корпусного звука и воздушного звука и по меньшей мере один блок камеры с соответствующим освещением поверхности.
13. Способ по любому из пп.1-8, 10, 12, отличающийся тем, что по меньшей мере один исполнительный элемент выбран из группы, которая включает в себя управление лазерной мощностью, управление скоростью обрабатывающей головки относительно обрабатываемой детали, управление положением фокуса обрабатывающего лазерного луча, управление расстоянием от обрабатывающей головки до обрабатываемой детали, управление боковым смещением, управление подачей технологического газа.
14. Устройство для контроля проводимого на обрабатываемой детали процесса лазерной обработки способом по любому из п.1-13, содержащее
по меньшей мере один сенсор для контроля процесса лазерной обработки, который пригоден для регистрации текущих измеренных значений,
блок обработки данных для определения показателей из текущих измеренных значений для получения текущего характерного признака в пространстве показателей,
блок памяти для хранения предопределенного множества точек внутри пространства показателей, и
блок классификации для оценки процесса лазерной обработки посредством определения положения текущего характерного признака относительно предопределенного множества точек в пространстве показателей.
15. Устройство по п.14, дополнительно содержащее блок регулирования для регулирования по меньшей мере одного параметра процесса соответствующего исполнительного элемента таким образом, что при удалении текущего характерного признака из множества точек пространства показателей по меньшей мере один исполнительный элемент активируется таким образом, что изменение соответствующего параметра процесса соответствует градиенту в пространстве показателей, который продолжается исходя от данного характерного признака в направлении предопределенного множества точек.
16. Устройство по п.14, отличающееся тем, что по меньшей мере один сенсор выбран из группы, которая содержит по меньшей мере один фотодиод с фильтрами для определенных длин волн, приемники корпусного звука и воздушного звука и по меньшей мере один блок камеры с соответствующим освещением поверхности.
17. Устройство по любому из пп.14-16, отличающееся тем, что по меньшей мере один исполнительный элемент выбран из группы, которая включает в себя управление лазерной мощностью, управление скоростью обрабатывающей головки относительно обрабатываемой детали, управление положением фокуса обрабатывающего лазерного луча, управление расстоянием от обрабатывающей головки до обрабатываемой детали и управление боковым смещением, управление подачей технологического газа.
18. Лазерная обрабатывающая головка для обработки детали посредством лазерного луча, содержащая устройство по любому из п.14-17.
| EP 1415755 A2, 06.05.2004 | |||
| СПОСОБ ОТСЛЕЖИВАНИЯ КРОМОК ПЕРЕД СВАРКОЙ И КОНТРОЛЯ КРОМОК (ВАРИАНТЫ) И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2138374C1 |
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |
| Конусная дробилка | 1960 |
|
SU139919A1 |
| US 5517420 A, 14.05.1996 | |||
| DE 10103255 A1, 14.08.2002 | |||

