Изобретение относится к пищевой промышленности и может быть использовано при измельчении резанием пищевых продуктов, замороженных в виде блоков, в частности, в колбасном производстве.
Известна система автоматического управления процессом измельчения пищевых продуктов (а.с. СССР №1546950, опубл. 28.02.90 г., бюл. №8), содержащая первичные датчики для измерения реологических характеристик измельчаемого продукта, дозаторы воды для регулирования консистенции фарша, имеющие электромагнитные клапаны для слива воды, дозаторы карусельного типа для первоначальной загрузки сырья, управляющую микроЭВМ. Целью этого изобретения является повышение качества измельчаемой продукции.
Работа известной системы при управлении выработкой колбасных фаршей состоит в измерении первичными датчиками реологических характеристик измельченного продукта в потоке и сравнении полученных данных с их эталонными значениями, размещенными в блоке памяти управляющей микроЭВМ. В результате этого сравнения микроЭВМ определяет количество воды, которое необходимо добавить в емкость измельчителя для получения фарша заданной консистенции.
Недостатком известной системы является использование первичных датчиков для определения реологических характеристик измельчаемого продукта, обладающих существенной инерционностью, обусловленной их конструкционными особенностями. Следствием этого недостатка является невозможность использования известной системы в мясорезательных машинах, например в куттерах, при быстром движении контролируемого фарша.
Технический результат предлагаемого изобретения заключается в повышении качества измельченного продукта, которое зависит от неоднородности измельчения, то есть от отклонения размера тонкослойных элементов измельченного продукта от заданного значения этого размера, определяемого требуемой степенью измельчения сырья.
Указанный технический результат достигается регулированием скорости резания и скорости подачи сырья в процессе измельчения, включающем задание уставок скорости резания и скорости подачи сырья, оптимальных по реологическим характеристикам получаемого измельченного продукта, определяемых экспериментальным путем для данного температурного режима хранения сырья перед измельчением, а также стабилизацию скорости резания и скорости подачи сырья путем поддержания их равенства с уставками в процессе измельчения, в результате чего поддерживается неизменной требуемая степень измельчения сырья.
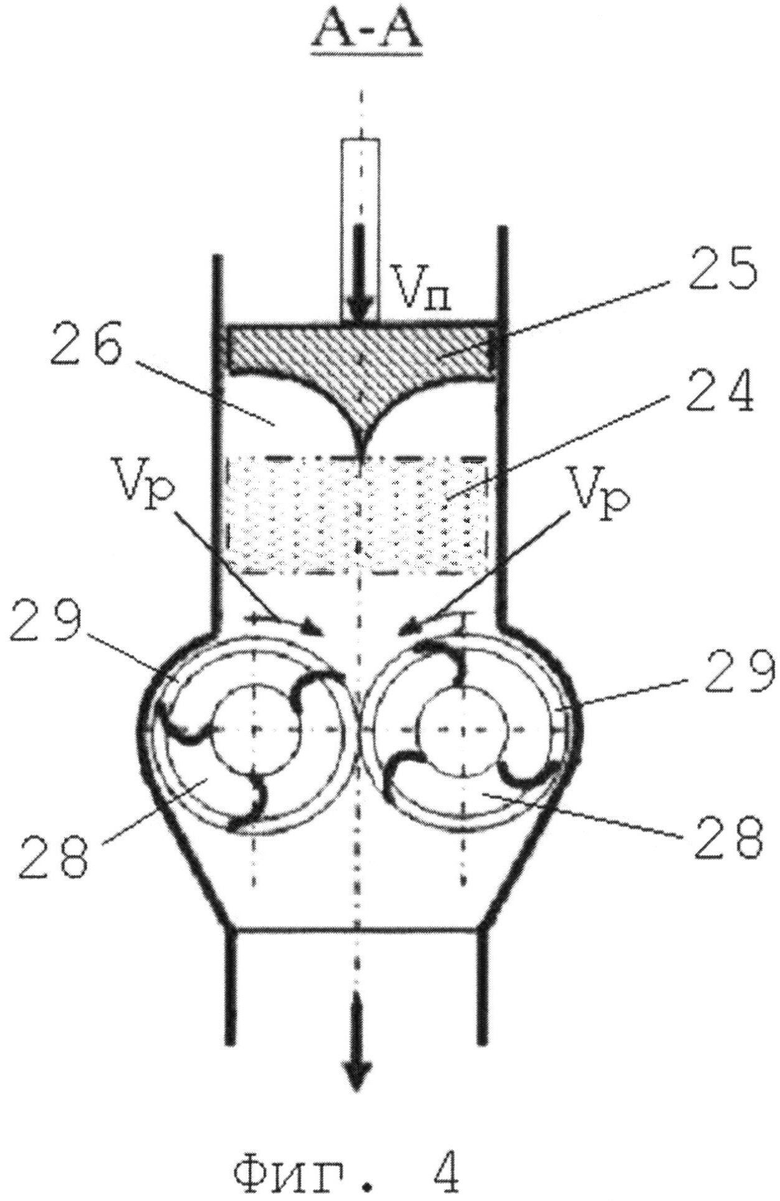
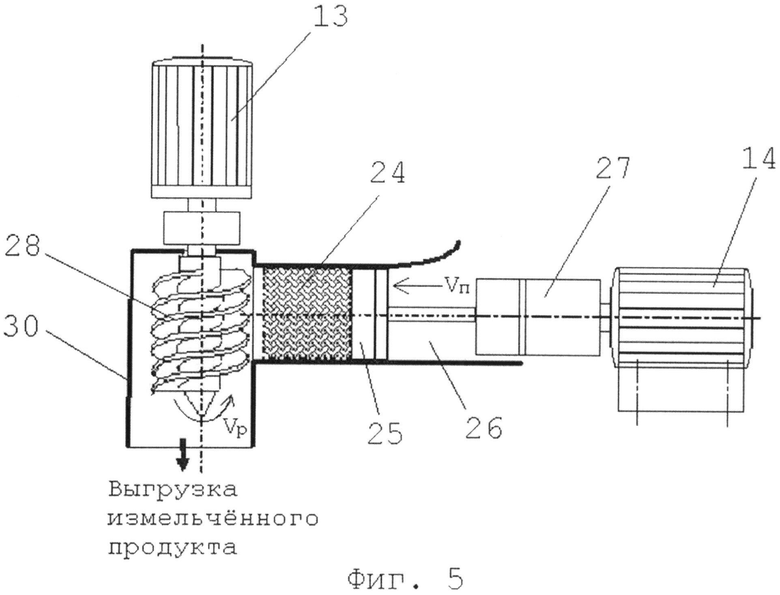
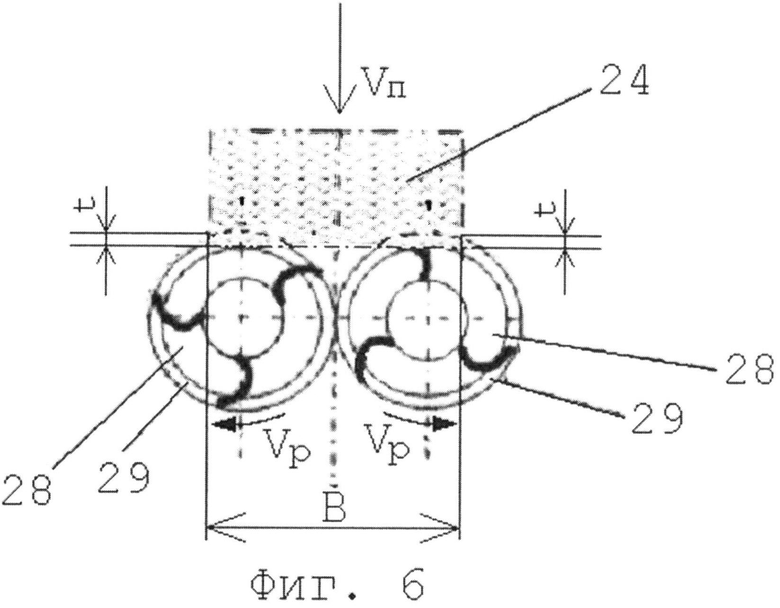
Изобретение поясняется восемью фигурами, из которых на фиг.1 изображена структурная схема системы, на фиг.2 - структурная схема управления приводом резания сырья, на фиг.3 - схематично изображен продольный разрез общего вида измельчителя с горизонтальным расположением шнеков и электродвигателями приводов резания и подачи сырья, на фиг.4 - сечение по А-А, на фиг.5 - продольный разрез общего вида измельчителя с вертикальным расположением шнеков и электродвигателями приводов резания и подачи сырья, на фиг.6 - схема резания замороженного блока продукта при подаче его на режущее устройство измельчителя с указанием параметров режима резания, на фиг.7 - структура массива данных, размещенного в блоке памяти управляющей вычислительной машины, на фиг.8 - примерный график изменения характерного размера тонкослойных элементов измельченного продукта в процессе измельчения.
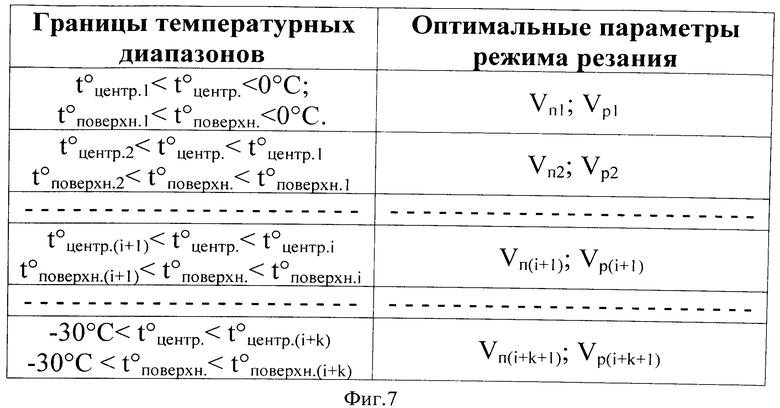
Система управления процессом измельчения пищевых продуктов, замороженных в виде блоков, например, замороженных мясных блоков, измельчаемых для выработки колбасных фаршей, содержит управляющую вычислительную машину 1, например, промышленный компьютер либо программируемый логический контроллер, которая включает в себя блок памяти 2, интерфейсный блок 3 для подключения пульта управления 4, а также подключения через соответствующие коммуникационные модули 5 и 6 частотных преобразователей 7 и 8, содержащих сумматоры 9, 10 и регуляторы 11, 12 для регулирования скорости резания и скорости подачи сырья путем изменения частоты питающего напряжения на статорных обмотках электродвигателя привода резания 13 и электродвигателя привода подачи сырья 14, соединенных с частотными преобразователями через силовые модули 15 и 16, причем мгновенная скорость резания и мгновенная скорость подачи сырья измеряются датчиками скорости 17 и 18 соответственно, выходы которых через интерфейсные блоки 19 и 20 соединены с входами сумматоров частотных преобразователей, а выходы датчиков температуры 21 и 22, например, термопар, измеряющих температуру на поверхности замороженного пищевого блока и в его центре, соединены с управляющей вычислительной машиной через ее интерфейсный блок (фиг.1). Управление электродвигателем 13, на валу которого закреплено режущее устройство измельчителя 23, осуществляется с реализацией отрицательной обратной связи по сигналу датчика мгновенной скорости резания 17, выход которого соединен через интерфейсный блок с входом сумматора 9, на другой вход которого подается через коммуникационный модуль сигнал уставки скорости резания, причем уставка скорости резания определяется управляющей вычислительной машиной по сигналам датчиков температуры сырья 21 и 22, а выход сумматора соединен с входом регулятора скорости резания 11 частотного преобразователя 7, который изменяет частоту питающего напряжения на статорных обмотках электродвигателя 13, подключенного к частотному преобразователю через силовой блок (фиг.2). Замороженный блок продукта 24 подается нажимным элементом 25 устройства загрузки 26, соединенным с электродвигателем 14 через винтовую передачу 27, со скоростью подачи Vп на режущее устройство 28 с режущими лезвиями 29 на периферийной части, которое размещается в корпусе измельчителя 30 и приводится во вращение со скоростью резания Vp электродвигателем 13 (фиг.3). Режущее устройство измельчителя выполнено в виде двух установленных симметрично загрузочному устройству и параллельно друг другу шнеков, например, многозаходных, с режущими лезвиями 29 на периферии реборд 31 (фиг.4). Измельчитель может быть выполнен с вертикально расположенными шнеками, и устройство выгрузки размещено под их торцевой частью (фиг.5). Размер тонкослойных элементов измельченного продукта, получаемого в процессе измельчения сырья, определяется следующими параметрами режима резания: скоростью подачи сырья Vп, скоростью резания Vp, глубиной резания t, шириной обработки продукта В (фиг.6). Замороженный пищевой продукт в виде блока 24 показан в устройстве загрузки 26 условно над режущим устройством 28 затемненным телом, оконтуренным штрихпунктирной линией. Оптимальные пары параметров режима резанья сырья (Vп, Vp) для данного температурного режима хранения сырья перед измельчением, характеризуемого температурой на поверхности замороженного блока продукта и в его центре (tповерхн., tцентр.), заносятся в блок памяти 2 управляющей вычислительной машины 1 в виде массива данных (фиг.7). Изменение размера тонкослойных элементов измельченного продукта в процессе измельчения для i-того диапазона температурного режима хранения сырья перед измельчением можно охарактеризовать среднеквадратичным отклонением ±σi от среднего значения этого размера Хср.i (фиг.8).
Система работает следующим образом.
Устанавливаются температурные режимы хранения замороженных блоков продукта, например, замороженных блоков мяса, перед измельчением. Температурный режим хранения сырья перед измельчением определяется измеренными температурами, например, на поверхности tповерхн. и в центре tцентр. блока замороженного продукта, подготовленного к измельчению. Для замороженных блоков мяса могут быть отмечены следующие диапазоны значений указанных температур для двух температурных режимов хранения сырья перед измельчением: 1) первый режим - 0°C≥tцентр.≥минус 12°C, 0°C>tповерхн.≥минус 12°C; 2) второй режим - минус 12°C≥tцентр.≥минус 30°C, минус 12°C>tповерхн.≥минус 30°C. Граница раздела двух температурных режимов хранения сырья перед измельчением (минус 12°C) отмечает значительное (86% от общего количества) вымораживание свободной влаги в мясе. Наличие различного количества льда (воды) в замороженном мясном сырье при разных температурах хранения является структурным признаком его анизотропии, оказывая существенное влияние на качество измельчения продукта. Границы диапазонов определяются опытным путем при пробных измельчениях замороженных блоков продукта при разных температурах на поверхности блока и в его центре и одинаковых скоростях резания и подачи сырья, то есть при одном и том же режиме резания. Полученный при пробном измельчении продукт подвергается микроструктурному исследованию для определения среднего характерного размера тонкослойных элементов измельченного продукта и среднеквадратичного отклонения размеров этих элементов от среднего значения. Граница между двумя соседними диапазонами устанавливается по факту превышения заданной уставки для модуля разницы между модулем среднеквадратичного отклонения размеров тонкослойных элементов от среднего значения, определенным для текущего температурного диапазона, и модулем среднеквадратичного отклонения размеров тонкослойных элементов от среднего значения, определенным для соседнего с текущим температурного диапазона:
||σi|-|σi+1||>Δ,
где |σi| - модуль среднеквадратичного отклонения размеров тонкослойных элементов от среднего значения для i-того температурного диапазона; |σi+1| - модуль среднеквадратичного отклонения размеров тонкослойных элементов от среднего значения для (i+1)-того температурного диапазона; Δ - заданная уставка; i - номер текущего температурного диапазона; (i+1) - номер соседнего с текущим температурного диапазона.
Уставка Δ задается значением среднеквадратичного отклонения от среднего размера тонкослойных элементов измельченного продукта, которое для данного измельченного продукта признается несущественным, то есть входит в диапазон допустимого отклонения.
Описанным способом фиксируют влияние анизотропии сырья по структурному признаку на качество измельчения при разных температурных режимах хранения сырья перед измельчением и устанавливают границы температурных диапазонов по указанному признаку. Для каждого установленного диапазона температур хранения сырья перед измельчением определяют оптимальные значения скорости резания и скорости подачи сырья путем пробного измельчения. Продукты измельчения, полученные при разных скоростях резания и подачи сырья для данного температурного диапазона, подвергают микроструктурному исследованию для определения реологических характеристик измельченного продукта, смешанного с необходимыми ингредиентами в смешивающей машине, например, фаршмешалке для вымешивания колбасного фарша. Оптимальными принимаются значения скорости резания и скорости подачи сырья, при которых определенные по типовым методикам реологические характеристики фарша будут наилучшими. Полученные таким образом оптимальные пары параметров режима резанья сырья (Vп, Vp) для данного температурного режима хранения сырья перед измельчением (tповерхн., tцентр.) заносятся в блок памяти 2 управляющей вычислительной машины 1 в виде массива данных.
Датчики температуры 21 и 22 устанавливаются на одном из группы замороженных блоков продукта, одновременно доставленных из морозильной камеры и подготовленных к измельчению. Конструкция датчиков температуры может предусматривать как контактное, так и бесконтактное измерение температуры. Блок продукта, где были установлены датчики температуры, измельчается последним из группы.
После запуска системы управляющая вычислительная машина 1 опрашивает датчики 21 и 22 температуры замороженных блоков продукта. В соответствии с информационными сигналами от этих датчиков управляющая вычислительная машина из массива данных, хранящегося в ее блоке памяти 2, задает управляющие сигналы для частотных преобразователей 7 и 8, соответствующие оптимальным скоростям резания и подачи сырья для данного температурного режима хранения сырья перед измельчением. Частотные преобразователи 7 и 8 устанавливают частоты питающего напряжения на статорных обмотках электродвигателей 13 и 14 приводов резания и подачи сырья в соответствии с заданием. В результате замороженный блок продукта 24 подается со скоростью Vп на режущее устройство 23, которое вращается с линейной скоростью вращения Vp, причем указанные параметры режима резания являются оптимальными с точки зрения обеспечения качества измельчения для данного температурного режима tповерхн., tцентр.). При изменении температуры на поверхности замороженного блока продукта и в его центре, вызванном, например, перерывом в работе измельчителя и естественном при этом отеплении сырья, либо при измельчении разных групп замороженных блоков продукта различных температурных режимов хранения, система автоматически изменяет уставки скорости подачи Vп и скорости резания Vp по описанному алгоритму.
Для повышения качества измельчения замороженных пищевых блоков в пределах определенного температурного диапазона система стабилизирует заданные для этого диапазона скорость резания Vp и скорость подачи сырья Vп, то есть поддерживает равенство указанных параметров режима резания с заданными уставками этих параметров в процессе измельчения сырья. Тем самым обеспечивается требуемая степень измельчения продукта с учетом влияния на качество измельчения не только анизотропии сырья по структурному признаку, но и по текстурному признаку. Например, для замороженных мясных блоков на качество измельчения влияет ориентация волокон мышечной ткани в объеме блока продукта относительно лезвий 29 режущего устройства 28. В результате такого влияния изменяется линейная скорость вращения Vp режущего устройства 28 при изменении момента сопротивления измельчению сырья, обусловленного указанной анизотропией продукта. Датчик скорости 17, соединенный с электродвигателем 13 привода резания измельчителя, выдает через интерфейсный блок 19 соответствующий информационный сигнал на вход сумматора 9 частотного преобразователя 7, на другой вход которого через коммуникационный блок 5 подается уставка скорости резания Урз для данного температурного режима хранения сырья из массива данных, размещенного в блоке памяти 2 управляющей вычислительной машины 1. После сравнения в сумматоре 9 значения Урз с текущим значением скорости резания Vp, на выходе сумматора 9 появляется сигнал, пропорциональный разнице значений (Урз-Vp). Этот сигнал подается на вход регулятора 11, имеющего структуру с интегральной составляющей - ПИ либо ПИД-структуру. В результате работы регулятора 11 частотный преобразователь 7 через силовой блок 15 изменяет частоту питающего напряжения на статорных обмотках электродвигателя 13 так, чтобы разница (Урз-Vp) была равна нулю. При наличии интегральной составляющей в структуре регулятора 11 статическая ошибка такого регулирования (стабилизации) скорости резания Vp будет равна нулю, то есть в установившемся режиме работы системы будет соблюдено равенство Урз=Vp. В динамических режимах работы системы, то есть при прохождении в ней переходных процессов, качество регулирования (стабилизации) и, следовательно, качество измельчения замороженных блоков продукта можно обеспечить, настраивая систему стандартным образом, например, на технический оптимум. В результате такой настройки, при компенсации в системе всех больших постоянных времени, например, электромеханической и электромагнитной постоянных времени приводного электродвигателя 13 с учетом момента инерции режущего устройства 23 на его валу, обуславливающих инерционность работы системы в переходных режимах, можно обеспечить в конечном итоге заданное качество измельчения продукта при некомпенсированной малой постоянной времени системы, равной, например, постоянной времени цепей управления частотного преобразователя 7, не превышающей, как правило, 0,001 с. Работа система в этом случае будет малоинерционной.
Аналогичным образом система регулирует (стабилизирует) скорость подачи сырья Vп, например, замороженных мясных блоков. Вследствие неровной поверхности замороженных мясных блоков, а также изменения коэффициента трения между поверхностью блока продукта и направляющей поверхностью загрузочного устройства 26 при отеплении сырья может изменяться скорость подачи Vп блоков продукта в процессе измельчения. Скорость подачи сырья измеряется датчиком 18, соединенным с электродвигателем привода подачи 14. Датчик скорости 18 выдает соответствующий информационный сигнал через интерфейсный блок 20 частотного преобразователя 8 на вход сумматора 10, на другой вход которого через коммутационный блок 6 подается уставка скорости подачи Vпз для данного температурного режима хранения сырья из массива данных, размещенного в блоке памяти 2 управляющей вычислительной машины 1. Работа системы, выбор структуры регулятора 12 и настройка системы для регулирования (стабилизации) скорости подачи Vп замороженных блоков продукта осуществляется аналогично тому, как это было описано для регулирования (стабилизации) скорости резания Vp.
При оснащении измельчителя режущим устройством 23 в виде шнеков, например, многозаходных, с режущими лезвиями 29 на периферии их реборд 31 размер тонкослойных элементов измельченного продукта, получаемого в процессе измельчения сырья, определяется следующими параметрами режима резания: скоростью подачи сырья Vп, скоростью резания Vp, глубиной резания t, шириной обработки продукта В. При поперечной подаче сырья на режущее устройство 23 измельчителя, когда прямолинейное движение блока замороженного сырья 24 в устройстве загрузки 26 измельчителя направлено поперек оси вращения шнеков, глубина резания t однозначно определяется скоростью подачи Vп. Тогда при постоянной ширине обработки В замороженного блока продукта 24 размер тонкослойных элементов измельченного продукта определяется двумя параметрами режима резания: скоростью подачи Vп и скоростью резания Vp. Стабилизация этих параметров режима резания в процессе измельчения сырья позволяет поддерживать неизменной требуемую степень измельчения, что повышает качество измельченного продукта.
Система может быть использована для автоматического управления процессом измельчения замороженных блоков продукта с применением указанного измельчителя как в автономном режиме, так и в составе автоматических линий в мясной, рыбной и других областях пищевой промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ЗАМОРОЖЕННОГО В БЛОКАХ СЫРЬЯ В МАТЕРИАЛ В ВИДЕ "СНЕГА" | 2003 |
|
RU2313221C2 |
| ИЗМЕЛЬЧИТЕЛЬ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО В ВИДЕ ЗАМОРОЖЕННЫХ БЛОКОВ ПИЩЕВЫХ ПРОДУКТОВ | 2012 |
|
RU2519790C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ ПОДАЧИ УГОЛЬНЫХ КОМБАЙНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057931C1 |
| УСТАНОВКА ВАКУУМНО-СУБЛИМАЦИОННОЙ СУШКИ НЕПРЕРЫВНОГО ТИПА ГОМОГЕНИЗИРОВАННЫХ И ЖИДКИХ ПРОДУКТОВ ПИТАНИЯ | 2020 |
|
RU2746636C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУХОГО ВОДОРАСТВОРИМОГО ЭКСТРАКТА ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ | 2005 |
|
RU2316375C2 |
| Электрошпиндель | 1991 |
|
SU1838048A3 |
| Измельчитель | 1990 |
|
SU1747163A1 |
| ИЗМЕЛЬЧИТЕЛЬ МЯСОКОСТНЫХ КОРМОВ | 1991 |
|
RU2034507C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СКОРОСТЬЮ ПОДАЧИ УГОЛЬНЫХ КОМБАЙНОВ | 2002 |
|
RU2228440C1 |
| ИЗМЕЛЬЧИТЕЛЬ МЯСОКОСТНЫХ КОРМОВ | 1991 |
|
RU2036594C1 |


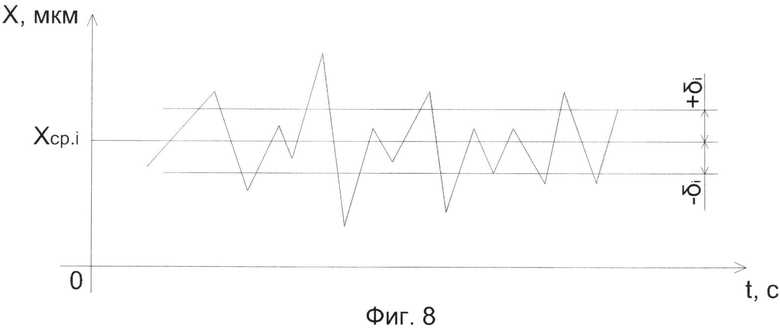
Система автоматического управления процессом измельчения замороженных в виде блоков пищевых продуктов может быть использована при измельчении резанием в автономном режиме или в составе автоматических линий в колбасном производстве, в мясном, рыбном или других. Система позволяет регулировать скорости подачи и резания с учетом температуры сырья. Система предназначена для установки, включающей измельчитель с режущим устройством и устройство подачи продукта с приводами. Система содержит датчики температуры поверхности измельчаемого блока и его центра (21, 22), датчики измерения (17, 18) мгновенных скоростей резания и подачи, управляющую вычислительную машину (1) с пультом управления и исполнительные устройства. Датчики температуры соединены через интерфейсный блок (3) с управляющей машиной. Система снабжена сумматорами (9, 10) и регуляторами (11, 12), встроенными в исполнительные устройства в виде частотных преобразователей (7, 8). Преобразователи соединены через силовые модули (15, 16) со статорными обмотками электродвигателей приводов (13, 14), а также через интерфейсные блоки (19, 20) с датчиками скоростей. Для точности регулирования датчики скоростей подключены к управляющей машине по принципу отрицательной обратной связи. Система позволяет повысить качество измельченного продукта, определяемого требуемой степенью измельчения сырья. 8 ил.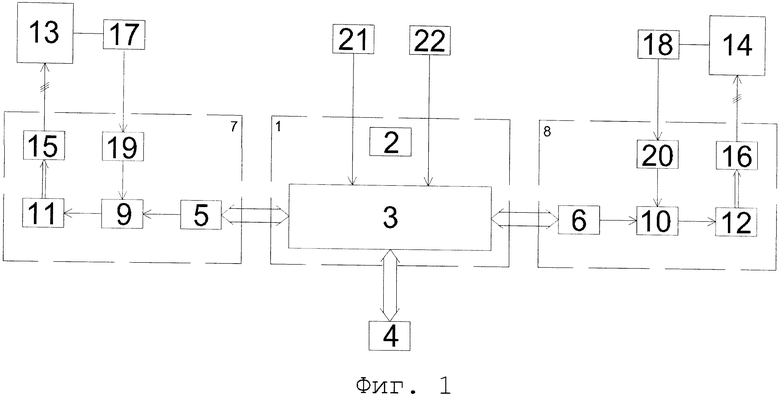
Система автоматического управления процессом измельчения пищевых продуктов, замороженных в виде блоков, в установке, включающей измельчитель с режущим устройством и устройство подачи продукта с приводными электродвигателями, содержащая первичные датчики, управляющую вычислительную машину и исполнительные устройства, регулирующие процесс измельчения, отличающаяся тем, что первичные датчики представляют собой датчики для измерения мгновенных скоростей резания и подачи, и датчики температуры, соединенные через интерфейсный блок с управляющей вычислительной машиной, имеющей пульт управления, а также система снабжена сумматорами и регуляторами для регулирования скоростей резания и подачи сырья в процессе измельчения, встроенными в исполнительные устройства в виде частотных преобразователей, которые соединены через силовые модули со статорными обмотками электродвигателей приводов резания и подачи, а также через интерфейсные блоки с датчиками для измерения мгновенных скоростей резания и подачи, причем выходы датчиков скоростей резания и подачи соединены через интерфейсные блоки частотных преобразователей с входами сумматоров, другие входы которых соединены через коммуникационные модули с управляющей вычислительной машиной, а выходы этих сумматоров, где происходит сравнение измеренных значений скоростей резания и подачи с их заданными уставками, соединены с входами регуляторов скоростей резания и подачи, выходы которых соединены с входами силовых модулей частотных преобразователей.
| SU 1546950 А1, 28.02.1990 | |||
| Способ автоматического управления вентилируемой мельницей | 1981 |
|
SU1012987A1 |
| US 20050165585 A1, 28.07.2005 | |||
| Система автоматического управления процессом измельчения пищевых продуктов | 1981 |
|
SU1051508A1 |
| Способ автоматического регулирования работы шаровой барабанной мельницы | 1981 |
|
SU973160A1 |

