Изобретение касается способа изготовления полимерных фасонных изделий со стенками переменной толщины. К таким изделиям относятся, например, втулки, муфты и другие изделия, предназначенные для соединения труб, используемых для различных целей, в том числе для хозяйственно-питьевого водоснабжения, для транспортирования горючих газов, применяемых в качестве сырья и топлива для промышленного и коммунально-бытового использования, а также других жидких и газообразных веществ, к которым полимер химически стоек. Преимущественно способ предназначен для изготовления фасонных изделий с внутренним диаметром более 500 мм.
Предшествующий уровень техники
Обычно такие изделия изготавливаются из заготовок, полученных методом литья под давлением [«Полимерные трубы», 2009 год, №2, стр.42] или методом прессования [http://www.polimerco.ru/fitingi] с последующей механической обработкой. Однако этими методами целесообразно изготавливать тонкостенные изделия небольших размеров с диаметром, не превышающим 300-350 мм. При производстве более крупных изделий стоимость оснастки и трудоемкость процессов литья и прессования стремительно возрастает с увеличением диаметра изделия. Кроме того, изделия подвергаются короблению и приобретают нежелательную овальность.
Наиболее близким аналогом предлагаемого изобретения является способ изготовления полимерного фасонного изделия, заключающийся в том. что на предварительно нагретое основание цилиндрической формы наматывают экструдируемую ленту расплава полимера до достижения требуемого размера высоты заготовки, охлажденную и снятую с основания заготовку механически обрабатывают. (Справочное пособие «Полиэтиленовые трубопроводы - это просто», 3-е изд. Москва, ЗАО «Полимергаз», 2012 г., стр.60). Таким способом изготавливают полиэтиленовые втулки под фланец с внутренним диаметром 630 мм и более.
К недостаткам такого способа производства следует отнести высокую материалоемкость процесса, связанную с большой массой монолитной заготовки по отношению к массе готового фасонного изделия, и, следовательно, большого количества отходов при механической обработке до 35-50% от массы заготовки, которое обусловлено тем, что заготовка имеет одинаковую толщину стенки по всей длине, и при механической обработке с целью получения фасонного изделия удаляется значительная часть материала. Материалоемкость такого процесса, характеризуемая отношением массы заготовки к массе готового фасонного изделия, составляет 1,53-2,0. Раскрытие изобретения
Задачей, на решение которой направлено настоящее изобретение, является уменьшение количества отходов при механической обработке заготовки для изготовления фасонных изделий большого диаметра и расширение ассортимента фасонных изделий, а именно изготовление втулки, обеспечивающей упрощение технологии соединения труб и повышение надежности соединения.
Техническим результатом, достигаемым при использовании заявленного способа, является сокращение материалоемкости способа изготовления фасонного полимерного изделия. Технический результат применения заявленного изделия заключается в сокращении количества материала, требуемого для его изготовления.
В заявленном способе технический результат достигается за счет того, что на предварительно нагретое основание цилиндрической формы наматывают экструдируемую ленту расплава полимера до получения монолитной заготовки, затем охлажденную и снятую с основания заготовку механически обрабатывают, при этом намотку экструдируемой ленты расплава полимера осуществляют, по крайней мере, при одном изменении ширины намотки, при этом сначала намотку проводят при ширине, соответствующей всей длине заготовки, а далее изменяют ширину намотки так, чтобы она соответствовала длине элемента фасонного изделия с большим наружным диаметром.
Предварительное нагревание основания, а также намотка экструдируемой ленты расплава полимера, т.е. ленты расплава, непосредственно выходящей из экструдера, необходимы для обеспечения температуры когезии полимера, для того, чтобы витки экструдируемой ленты скреплялись друг с другом с получением монолитной заготовки, поскольку только монолитная заготовка может быть в дальнейшем подвергнута механической обработке.
Для изготовления изделия сложной геометрической формы фасонного изделия намотку осуществляют при изменении ширины намотки. Вначале намотку проводят по всей длине заготовки до нужной высоты, а далее изменяют ширину намотки и производят намотку элемента фасонного изделия с большим наружным диаметром. Такой порядок намотки позволяет получить заготовку сложной формы с изменяющимся по длине наружным диаметром отдельных элементов, соответствующих элементам готового фасонного изделия, другими словами, получить заготовку, близкую по форме готовому фасонному изделию.
При механической обработке такой заготовки удаляются излишки материала, в результате чего заготовка приобретает форму готового фасонного изделия, при уменьшении количества удаляемого материала, т.е. при сокращении материалоемкости процесса. Метод позволяет получать фасонные изделия сложной формы, например втулки, муфты, которые могут иметь фаски, фланцы, переходные участки разного диаметра, при сокращении материалоемкости процесса.
Намотка экструдируемой ленты расплава полимера может быть осуществлена разной высоты при намотке различных элементов фасонного изделия. Такой порядок намотки позволяет приблизить форму заготовки к форме готового изделия и уменьшить материалоемкость процесса. Для того чтобы в процессе механической обработки получить фасонное изделие заданной геометрической формы и размеров необходимо, чтобы наружный диаметр элементов заготовки превышал диаметр соответствующих элементов готового изделия.
Намотку экструдируемой ленты расплава полимера предпочтительно осуществляют при регулировании толщины экструдируемой ленты, что позволяет максимально приблизить диаметр элементов заготовки к диаметру элементов готового изделия.
Возможно использование барабана в качестве основания для намотки экструдируемой ленты.
Также возможно использование в качестве основания оснастки с закрепленным на ней отрезком трубы, и экструдируемую ленту расплава полимера наматывают на отрезок трубы. В этом варианте перед нагревом оснастки с закрепленным отрезком трубы с поверхности отрезка трубы снимают оксидный слой, что улучшает когезию первого намотанного слоя экструдируемой ленты расплава полимера к поверхности отрезка трубы и обеспечивает монолитизацию заготовки.
Возможно проведение намотки экструдируемой ленты расплава полимера при двух и более изменениях ширины намотки. Каждое изменение ширины намотки должно соответствовать, по крайней мере, одному элементу фасонного изделия, отличающемуся наружным диаметром.
Намотку экструдируемой ленты расплава полимера сопровождают непрерывной укаткой полимерной массы роликом. При этом намотку экструдируемой ленты при ширине намотки, соответствующей всей длине заготовки, сопровождают непрерывной укаткой массы гладким роликом, а после изменения ширины намотки - укаткой массы фигурным формующим роликом, что обеспечивает приближение размера и формы заготовки к размеру и форме готового изделия. Максимальное приближение размеров и формы заготовки к готовому изделию позволяет сократить объем материала, удаляемого при механической обработке, и, следовательно, снизить материалоемкость процесса.
Полученное заявленным способом фасонное изделие, включающее элементы с различной толщиной стенки, изготавливается при сокращении количества материала, требуемого для его изготовления.
Изготовленное заявленным способом фасонное изделие, в частности втулка под фланец, состоит из трубного и фланцевого элементов. Толщина стенки фланцевого элемента может превышать толщину стенки трубного элемента втулки в 2 и более раз. Фланцевый элемент фасонного изделия может быть снабжен отверстиями под болты, а трубный элемент - снабжен фаской.
Фасонное изделие может быть изготовлено из полиолефина, например из полиэтилена высокой плотности. Возможно изготовление изделия также из других материалов, из которых изготавливаются трубы, для соединения которых предназначено фасонное изделие, например из полипропилена.
Описание чертежей
Сущность заявленного технического решения поясняется чертежами, изображающими заготовку полимерного фасонного изделия, полученную с использованием предложенного способа, и узлы соединения грубы с использованием втулки с увеличенной толщиной стенки фланцевого элемента.
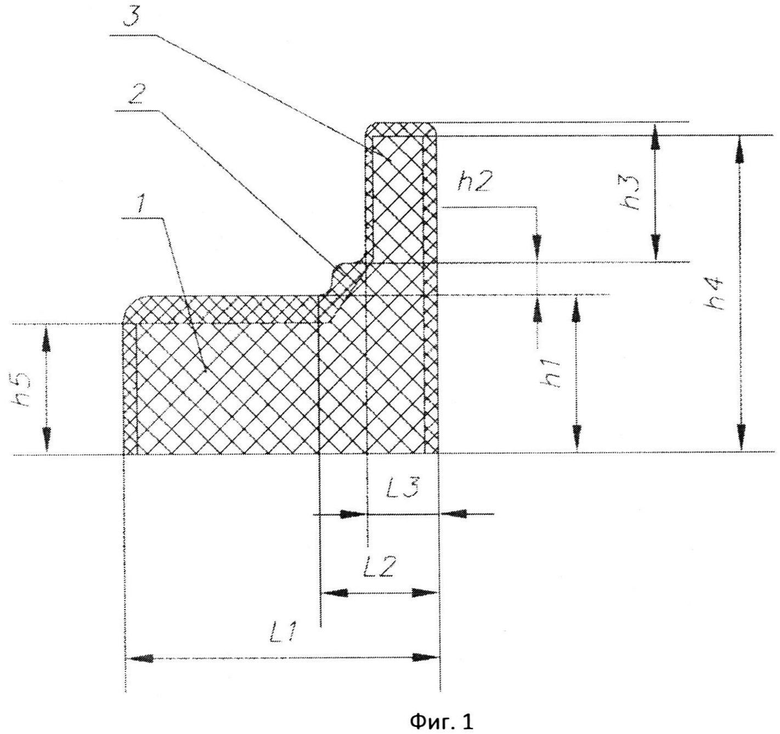
На фиг.1. показана заготовка фасонного изделия, а именно втулки, включающей трубный элемент (1), намотанный с шириной намотки L1 и высотой намотки h1, с фаской (2), намотанной с шириной намотки L2 и высотой h2, и фланцевый элемент (3), намотанный с шириной намотки L3 и высотой h3, более плотной штриховкой выделена зона заготовки, которая удаляется при механической обработке заготовки, h4 и h5 обозначена соответственно толщина стенки фланцевого и трубного элементов готового фасонного изделия, а именно втулки, изготовленной с использованием предложенного способа.
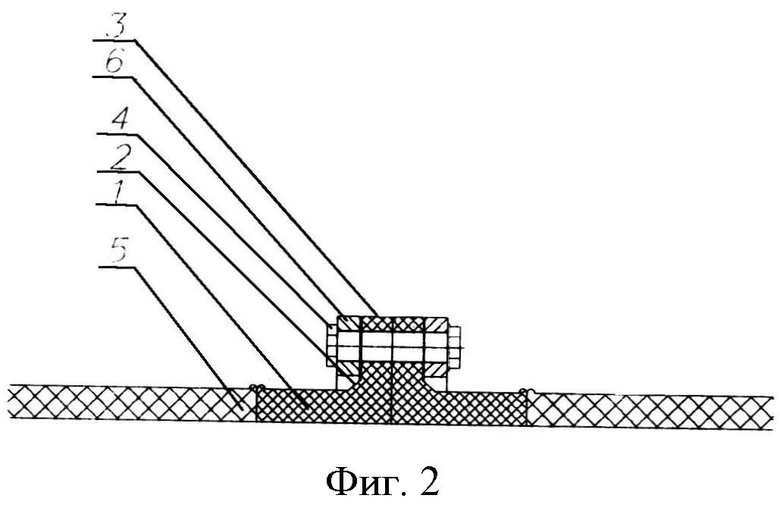
На фиг. 2 показан разрез узла соединения трубы с использованием втулки, изготовленной по предлагаемому способу, состоящей из трубного элемента (1) с фаской (2) и фланцевого элемента (3). Узел соединения трубы включает также металлический фланец (6) и болты, проходящие через отверстия под болты (4) фланцевого элемента втулки и металлического фланца. Позицией 5 обозначена стенка соединяемой трубы.
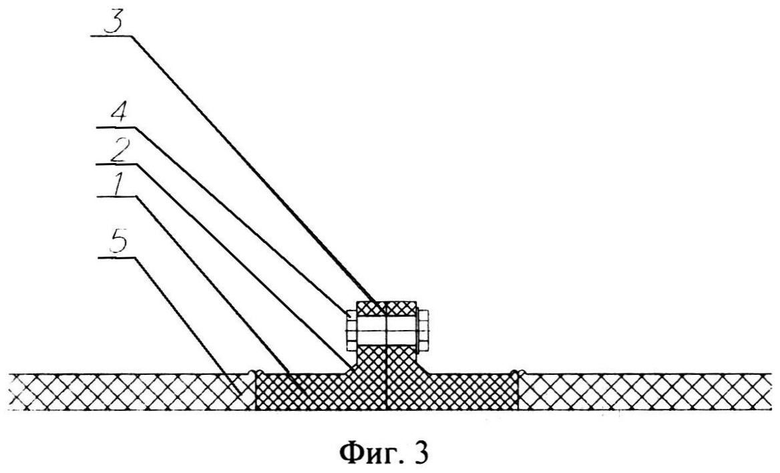
На фиг.3 показан разрез узла соединения трубы без использования металлического фланца с использованием втулки, изготовленной по предлагаемому способу, состоящей из трубного элемента (1) с фаской (2) и фланцевого элемента (3). Узел соединения трубы включает болты, проходящие через отверстия под болты (4) фланцевого элемента втулки. Позицией 5 обозначена стенка соединяемой трубы.
Осуществление заявленного способа
Способ изготовления фасонного изделия может быть проиллюстрирован на примере изготовления втулки, представленной на фигуре 1, имеющей трубный (1) и фланцевый (3) элементы, а также фаску (2). Технологический процесс изготовления фасонного изделия большого внутреннего диаметра - 630 мм и более - предлагаемым методом состоит в следующем. Получение из гранулированного полимера, например полиэтилена, экструдируемой ленты расплава осуществляется на экструдере, основным рабочим органом которого является шнек в неподвижном обогреваемом цилиндре. Гомогенный расплав материала выдавливается шнеком при температуре переработки полимера через формующую щелевую головку. Толщина и ширина экструдируемой ленты задается длиной и шириной щели формующей щелевой головки и может изменяться в непрерывном режиме выдавливания путем изменения параметров щели, которое происходит автоматически в результате программирования процесса. Выходящая из щелевой головки экструдируемая лента расплава полимера поступает на вращающееся основание, установленное на намоточном устройстве, например на барабан или на закрепленный на оснастке отрезок трубы. Перед началом намотки расплава на вращающееся основание последнее прогревают до температуры 70-80°С, например, инфракрасными газовыми нагревателями. Экструдируемую ленту подают по роликовому транспортеру на основание и закрепляют на нем. Намотку первого витка осуществляют на замедленной скорости вращения намоточного устройства, а затем включают рабочую скорость для достижения нужного по величине и равномерного натяжения экструдируемой ленты расплава полимера, обеспечивающего получение монолитной заготовки. Сначала намотку проводят при ширине, соответствующей всей длине заготовки (L1), до получения монолитного слоя высотой (h1), на 10-15% превышающей толщину стенки трубного элемента фасонного изделия (h5), а далее ширину намотки изменяют так, чтобы она соответствовала длине элемента фасонного изделия с большей толщиной стенки, а именно фаски и фланцевого элемента (L2), при этом возможно изменение и толщины экструдируемой ленты. Намотку ведут до получения слоя высотой (h2), на 10-15% превышающей толщину фаски в точке ее контакта с фланцевым элементом. Далее ширину намотки вновь уменьшают до соответствия длине фланцевого элемента втулки (L3), и наматывают слой высотой (h3) до превышения толщины стенки фланцевого элемента втулки на 10-15%. Изменение ширины намотки экструдируемой ленты производят, по крайней мере, один раз или столько раз, сколько элементов разной толщины имеет фасонное изделие.
После окончания намотки и получения заготовки требуемого размера экструдируемую ленту расплава отрезают ножом или ножницами. После предварительного охлаждения заготовку снимают с намоточного устройства вместе с оснасткой и укладывают на деревянный поддон строго горизонтально для дальнейшего охлаждения до комнатной температуры, после чего заготовку снимают с оснастки и проводят окончательное охлаждение при комнатной температуре в течение не менее двух часов. Заготовку после окончательного охлаждения передают на токарный участок для механической обработки, где с заготовки снимается избыточный полимер до получения фасонного изделия нужных размеров и формы.
В качестве основания цилиндрической формы используют барабан и заготовку получают путем намотки экструдируемой ленты расплава полимера на барабан, охлаждения, снятия заготовки с барабана и проведения механической обработки.
Возможно получение заготовки путем намотки экструдируемой ленты расплава полимера на отрезок трубы нужного диаметра, закрепленный на оснастке, охлаждения, снятия заготовки, включающей отрезок трубы и намотанную ленту полимера, с оснастки и проведения механической обработки. При этом монолитность заготовки обеспечивают снятием оксидного слоя с поверхности отрезка трубы и разогревом отрезка трубы до температуры размягчения перед процессом намотки.
Оба варианта изготовления заготовки обеспечивают сокращение материалоемкости процесса.
Осуществление намотки экструдируемой ленты расплава полимера при двух и более изменениях ширины намотки позволяет максимально приблизить форму заготовки к форме готового фасонного изделия и, следовательно, максимально уменьшить материалоемкость процесса и количество отходов при механической обработке.
Обеспечение монолитности заготовки и приближение формы заготовки к форме готового изделия, а следовательно, и уменьшение материалоемкости процесса и количества отходов достигают намоткой, сопровождаемой непрерывной укаткой полимерной массы роликом, при этом максимального эффекта достигают при укатке массы гладким роликом в начале процесса при намотке по всей длине и при укатке массы фигурным формующим роликом после изменения ширины намотки.
Заявленный способ изготовления фасонных изделий позволяет изготавливать, например, втутку с толщиной стенки фланцевого элемента, в 2-4 раза превышающей толщину стенки трубного элемента, при сокращении количества материала, требуемого для его изготовления. Увеличение толщины стенки фланцевого элемента втулки, изготовленной заявленным способом, достигают увеличением высоты слоя намотки только фланцевой части заготовки, что минимизирует количество материала, которое необходимо удалить с заготовки при механической обработке, и, следовательно, сокращает материалоемкость процесса.
На практике толщину фланцевого элемента втулки, т.е. высоту фланцевой тарелки втулки, определяют расчетом с учетом необходимой надежности соединения труб. Например, заявленный способ позволяет изготовить втулку под фланец, заготовка которой показана на фиг.1, с толщиной стенки фланцевого элемента, т.е. с высотой фланцевой тарелки, в 2-4 раза превышающей толщину стенки трубного элемента втулки. Большая высота фланцевой тарелки позволяет снабдить ее отверстиями под болты, и тем самым существенно увеличить надежность фланцевого соединения за счет неподвижного болтового скрепления металлического фланца и фланцевой тарелки втулки благодаря прохождению болта как через отверстия металлического фланца, так и через отверстия фланцевой тарелки втулки, как показано на фиг.2. Такая втулка позволяет осуществить надежное соединение трубы и без использования металлического фланца только за счет болтового соединения фланцевых втулок, как показано на фиг.3. Технология такого соединения трубы значительно упрощается при сохранении высокой надежности соединения для труб среднего диаметра 500-1000 мм.
При малой высоте фланцевой тарелки при монтаже узла соединения труб может возникать выворачивание фланцевой части втулки из-за маленькой площади опоры металлического фланца, что в конечном итоге может привести к разгерметизации соединения труб.
Заявленный способ позволяет изготавливать изделия сложной формы без увеличения материалоемкости процесса. Таким образом, ассортимент изделий, предназначенных для соединения труб, может быть существенно расширен при сокращении количества материала, требуемого для изготовления изделия.
Приведенные ниже примеры иллюстрируют реализацию заявленного способа изготовления фасонного изделия большого диаметра:
Пример 1.
Изготовление полимерного фасонного изделия с переменной толщиной стенки, изменяющейся в 2-2,5 раза.
Отрезок трубы из полиэтилена высокой плотности с внутренним диаметром, равным внутреннему диаметру готового фасонного изделия, закрепляют на оснастке и оснастку с закрепленным отрезком трубы устанавливают на вращатель. При вращении с поверхности отрезка трубы снимают оксидный слой и проводят ее разогрев до температуры 115±5°С. На разогретый отрезок трубы наматывают экструдируемую ленту расплава полиэтилена высокой плотности, выходящую через формующую головку экструдера при постоянной ширине выходного щелевого канала.
Намотку осуществляют при одном изменении ширины намотки с одинаковой высотой намотки при температуре, обеспечивающей когезию намотанных слоев (85±5°С): сначала намотку проводят по всей длине отрезка трубы с непрерывной укаткой массы гладким роликом до достижения высоты намотки, на 10-15% превышающей минимальную толщину стенки фасонного изделия, далее уменьшают ширину намотки и проводят намотку только утолщенного элемента заготовки до достижения высоты намотки, на 10-15% превышающей максимальную толщину стенки фасонного изделия, с одновременной укаткой массы фигурным формующим роликом.
По окончании намотки заготовку охлаждают в течение 1 часа при непрерывном вращении и укатке формующим роликом. Заготовку снимают с оснастки и окончательно охлаждают в течение суток. После охлаждения проводят механическую обработку заготовки с удалением избыточного материала и калибровкой изделия. Масса отходов при механической обработке составляет 30% от массы заготовки, а материалоемкость равна 1,43.
Пример 2.
Изготовление полимерного фасонного изделия, а именно втулки под фланец, имеющей трубный элемент с фаской и фланцевый элемент с толщиной стенки, в 4 раза превышающей толщину стенки трубного элемента. Чертеж заготовки представлен на фиг.1.
На вращатель устанавливают предварительно нагретый барабан с наружным диаметром, равным внутреннему диаметру изготавливаемого фасонного изделия. При непрерывном вращении барабана проводят намотку экструдируемой ленты расплава полиэтилена высокой плотности при температуре, обеспечивающей когезию намотанных слоев (85±5°С).
Намотку осуществляют при двух изменениях ширины намотки: вначале намотку ведут по всей длине барабана ширина намотки L1 - при средней ширине выходного щелевого канала экструдера с непрерывной укаткой массы гладким роликом до высоты укатанного слоя, на 10-15% превышающей толщину трубного элемента готовой втулки под фланец. Затем уменьшают ширину намотки и выходного щелевого канала экструдера, и проводят намотку по утолщенным элементам заготовки, включающим фаску и фланцевый элемент, при ширине намотки L2. Намотку проводят при минимальной ширине выходного щелевого канала экструдера, т.е. при минимальной толщине экструдируемой ленты. Намотку проводят с одновременной укаткой полимерной массы фигурным формующим роликом до высоты укатанного слоя, на 10-15% превышающей максимальную толщину фаски трубной части втулки, примыкающей к фланцевой части.
Затем проводят второе уменьшение ширины намотки до L3 и устанавливают максимальную ширину выходного щелевого канала экструдера, т.е. максимальную толщину экструдируемой ленты, и проводят намотку только фланцевого элемента втулки. Намотку проводят с одновременной укаткой полимерной массы фигурным формующим роликом до толщины укатанного слоя, на 10-15% превышающей высоту фланцевой тарелки.
По окончании намотки заготовку охлаждают в течение 1 часа при непрерывном вращении барабана и укатке формующим роликом. Заготовку снимают с барабана и проводят окончательное охлаждение заготовки в течение суток. После охлаждения проводят механическую обработку заготовки с удалением избыточного материала и калибровкой изделия, при необходимости во фланцевой тарелке высверливают отверстия под болты. Масса отходов при механической обработке составляет не более 15% от массы заготовки, а материалоемкость равна 1,18.
Таким образом, при изготовлении полимерного фасонного изделия большого диаметра заявляемым способом, заключающимся в том, что на предварительно нагретое основание цилиндрической формы наматывают экструдируемую ленту расплава полимера до получения монолитной заготовки, заготовку охлаждают, снимают с основания и затем механически обрабатывают, при этом намотку экструдируемой ленты расплава полимера осуществляют, по крайней мере, при одном изменении ширины намотки, и вначале намотку проводят при ширине, соответствующей всей длине заготовки, а далее изменяют ширину намотки так, чтобы она соответствовала длине элемента фасонного изделия с большим наружным диаметром, уменьшается материалоемкость процесса с 1,53-2,00 до 1,43-1,18 с уменьшением количества отходов при механической обработке заготовки на 20% и более. Заявленный способ позволяет без увеличения количества отходов изготавливать фасонные изделия расширенного ассортимента, в том числе втулки под фланец с увеличенным размером фланцевой тарелки, что обеспечивает повышение надежности соединения труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 2012 |
|
RU2499649C1 |
| СПОСОБ ТЕПЛО- И ГИДРОИЗОЛЯЦИИ ФАСОННОГО ИЗДЕЛИЯ | 2002 |
|
RU2274799C2 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389936C2 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389941C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ | 1995 |
|
RU2089444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| Способ изготовления спеченных фасон-НыХ издЕлий | 1978 |
|
SU801987A1 |
| КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТЕПЛО-ГИДРОИЗОЛИРОВАННОГО ТРУБОПРОВОДА И СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ТЕПЛО-ГИДРОИЗОЛИРОВАННЫХ ТРУБНЫХ ПЕРЕХОДОВ | 2008 |
|
RU2395028C2 |
Изобретение относится к полимерному фасонному изделию и к способу его изготовления. Согласно способу на предварительно нагретое основание цилиндрической формы наматывают экструдируемую ленту расплава полимера до получения монолитной заготовки. Охлажденную и снятую с основания заготовку механически обрабатывают. Намотку экструдируемой ленты расплава полимера осуществляют, по крайней мере, при одном изменении ширины намотки. Намотку проводят при ширине, соответствующей всей длине заготовки, далее изменяют ширину намотки так, чтобы она соответствовала длине элемента фасонного изделия с большим наружным диаметром. Изобретение обеспечивает снижение количества материала, необходимого для получения детали. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Способ изготовления полимерного фасонного изделия, заключающийся в том, что на предварительно нагретое основание цилиндрической формы наматывают экструдируемую ленту расплава полимера до получения монолитной заготовки, охлажденную и снятую с основания заготовку механически обрабатывают, отличающийся тем, что намотку экструдируемой ленты расплава полимера осуществляют, по крайней мере, при одном изменении ширины намотки, при этом сначала намотку проводят при ширине, соответствующей всей длине заготовки, а далее изменяют ширину намотки так, чтобы она соответствовала длине элемента фасонного изделия с большим наружным диаметром.
2. Способ по п.1, отличающийся тем, что проводят намотку разной высоты при намотке различных элементов фасонного изделия.
3. Способ по п.1, отличающийся тем, что при намотке экструдируемой ленты расплава полимера осуществляют регулирование толщины экструдируемой ленты.
4. Способ по п.1, отличающийся тем, что намотку экструдируемой ленты расплава полимера осуществляют на барабан.
5. Способ по п.1, отличающийся тем, что намотку экструдируемой ленты расплава полимера осуществляют на отрезок трубы, закрепленный па оснастке.
6. Способ по п.5, отличающийся тем, что перед нагревом с поверхности отрезка трубы снимают оксидный слой.
7. Способ по п.1, отличающийся тем, что намотку экструдируемой ленты расплава полимера осуществляют при двух и более изменениях ширины намотки.
8. Способ по любому из пп. 1-5, 7, отличающийся тем, что намотку экструдируемой ленты расплава полимера сопровождают непрерывной укаткой полимерной массы роликом.
9. Способ по п.8, отличающийся тем, что вначале намотку экструдируемой ленты расплава полимера сопровождают непрерывной укаткой массы гладким роликом, а при изменении ширины намотки - укаткой массы фигурным формующим роликом.
10. Фасонное изделие, полученное способом по пп.1-9.
11. Фасонное изделие по п.10, а именно втулка под фланец, состоящая из трубного и фланцевого элементов с толщиной стенки фланцевого элемента, в 2-4 раза превышающей толщину стенки трубного элемента.
12. Фасонное изделие по п.11, отличающееся тем, что фланцевый элемент снабжен отверстиями под болты.
13. Фасонное изделие по п.11, отличающееся тем, что трубный элемент втулки снабжен фаской.
14. Фасонное изделие по п.11, отличающееся тем, что изготовлено из полиолефина, а именно из полиэтилена высокой плотности или полипропилена.
| Способ изготовления труб из композиционных материалов с утолщением | 1989 |
|
SU1691126A1 |
| Способ изготовления профильных изделий из композиционных материалов | 1984 |
|
SU1237462A1 |
| RU 2064417 C1, 27.07.1996 | |||
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1982 |
|
RU1029522C |
| Способ изготовления изделий из намоточных композиционных материалов | 1989 |
|
SU1680550A1 |
| US 3374132 А, 19.03.1968 | |||

