ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к деталям из термоструктурного композиционного материала, точнее к таким деталям, которые, по меньшей мере, в одной части имеют малую толщину, то есть толщину меньше 2 мм.
В частности, изобретение относится к конструктивным деталям, предназначенным для применения в авиационной и космической областях, а именно к деталям задних корпусов авиационных газотурбинных двигателей, диффузорам сопел и т.п.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Для таких деталей было предложено использовать термоструктурные композиционные материалы, то есть композиционные материалы, обладающие механическими свойствами, которые делают их пригодными для изготовления конструктивных деталей, и способностью сохранять эти механические свойства при высоких температурах. Примерами термоструктурных композиционных материалов являются композиционные материалы углерод/углерод или С/С (каркас из углеродных волокон и матрица из углерода) и композиционные материалы с керамической матрицей или CMC (от англ. "ceramic matrix composite" и франц. "materiaux composites à matrice céramique"), такие как С/SiC (каркас из углеродных волокон и матрица из карбида кремния), или C/C-SiC (каркас из углеродных волокон и смешанная матрица из углерода и карбида кремния), или же SiC/SiC.
Изготовление детали из материала С/С или CMC обычно включает формирование волокнистой преформы, которая имеет форму, соответствующую форме подлежащей изготовлению детали, и образует волокнистый каркас композиционного материала, и уплотнение волокнистой преформы матрицей композиционного материала.
Для придания композиционному материалу желаемых механических свойств с обеспечением достаточной доступной пористости, допускающей уплотнение матрицей, объемная доля волокон, то есть процентная доля, занимаемая волокнами в объеме детали или в кажущемся объеме волокнистого каркаса, обычно составляет от 25% до 45%.
Волокнистая преформа может быть получена путем придания формы волокнистым слоям, например слоям ткани или холстам с одним или множественным направлением нитей, при этом несколько слоев могут быть наложены друг на друга и соединены между собой, например, проработкой иглами. Волокнистая преформа может быть также получена путем трехмерного тканья или многослойного тканья (когда несколько слоев нитей основы соединяются нитями утка).
Уплотнение волокнистой преформы углеродной или керамической матрицей может осуществляться жидким путем или химической инфильтрацией из газовой фазы (англоязычное сокращение - CVI от "Chemical Vapor Infiltration"). Уплотнение жидким способом включает пропитку волокнистой преформы жидкой композицией, содержащей полимер - предшественник углерода или керамики, а затем полимеризацию и пиролиз полимера для получения углеродного или керамического остатка, причем при необходимости могут осуществляться несколько последовательных циклов пропитки, полимеризации и пиролиза.
Уплотнение способом химической инфильтрации из газовой фазы выполняют путем помещения волокнистой преформы в камеру и впуска в камеру реакционной газовой фазы, которая в определенных условиях, а именно при определенном давлении и температуре, диффундирует в преформе и позволяет получать осадок материала матрицы путем разложения одного или больше компонентов газовой фазы или путем реакции между несколькими компонентами. Для деталей особой формы, в частности сложной формы, может выполняться первый этап упрочнения жидким путем при использовании соответствующего приспособления для фиксации волокнистой преформы в желаемой форме, при этом последующее уплотнение выполняют без приспособления, например, путем химической инфильтрации из газовой фазы.
Описанная выше технология хорошо известна и уже предлагалась для изготовления деталей, подверженных при эксплуатации воздействию высоких температур, для применения в авиационной и космической областях, в частности для изготовления турбинных лопаток авиационных двигателей, задних частей корпусов авиационных двигателей, таких как вспомогательные сопла, смесители для двухпоточных турбин, конусы ракетных сопел или створки сопел и сопла ракетных двигателей. В частности, можно сделать ссылку на следующие патентные документы заявителя настоящей заявки: WO 2010/007308, WO 2010/061139, WO 2010/0611140 и WO 2008/104692.
В том случае, когда деталь или часть детали имеет малую толщину, возникает проблема изготовления волокнистой преформы, способной обеспечивать желаемые свойства подлежащей изготовлению детали.
Известная технология, состоящая в формировании волокнистой преформы путем проработки иглами наложенных друг на друга слоев, непригодна для получения тонкой волокнистой преформы, обладающей равномерными характеристиками. Необходимо изготавливать намного более толстую волокнистую преформу, из которой может использоваться только центральная часть, что связано с большими потерями материала.
Известная технология, которая заключается в формировании волокнистой преформы из многослойной тканой конструкции, также имеет свои неудобства. Даже при использовании имеющихся на рынке углеродных или керамических нитей минимального весового размера выполнение частей деталей малой толщины требует уменьшения числа слоев многослойной ткани. Так, например, как это показано в патентном документе WO 2008/104692, для получения толщины 0,75 мм нужно уменьшить число слоев до двух, что может снижать механическую прочность детали. Кроме того, многослойное тканье дает неровное состояние поверхности и неравномерное соотношение микропористости (в нитях) и макропористости (между нитями). Для предназначенных для использования в авиационной и космической областях деталей, таких как смесители потока или сопла, предпочтительно получение гладкого состояния поверхности во избежание возмущения течения текучей среды. Использование преформы с очень неровной поверхностью даже после уплотнения приводит к получению детали, имеющей рельеф поверхности со значительными неровностями. Разумеется, заключительная механическая обработка поверхности могла бы поправить дело, но приводила бы к повреждению и вскрытию волокон, что нежелательно. Кроме того, наличие макропор делает неизбежным наличие неравномерной остаточной пористости после уплотнения.
Из патентного документа WO 94/12708 известна двухмерная ткань из нитей основы и утка, подходящая для выполнения конструкций каркаса для деталей из композиционного материала, причем ткань подвергают операции рассредоточения нитей посредством вибрации для увеличения объемной доли волокон. Рассредоточение двухмерной ткани посредством вибрации для устранения дырок в ткани и повышения объемной доли волокон описано также в патентном документе ЕР 0302449.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретения является создание детали из термоструктурного композиционного материала, пригодной для указанного выше применения и имеющей, по меньшей мере, в части детали малую толщину, и волокнистого каркаса, получаемого посредством многослойного тканья с относительно большим числом слоев, в том числе, в части малой толщины.
Решение поставленной задачи достигается в детали, в которой, по меньшей мере, в одной части детали:
- толщина детали составляет меньше 2 мм,
- волокнистый каркас образован единственной толщиной многослойной ткани, сформированной из рассредоточенных нитей, имеющих весовой номер, равный, по меньшей мере, 200 текс (весовой номер в системе Текс обозначает вес в граммах 1000 метров нити),
- объемная доля волокон составляет от 25% до 45% и
отношение между числом слоев многослойной ткани и толщиной детали в миллиметрах равно, по меньшей мере, 4.
В этой части детали толщина может быть даже меньше 1 мм.
Предпочтительно число слоев многослойной ткани составляет, по меньшей мере, 3. Под числом слоев здесь имеется в виду число слоев нитей основы.
Многослойная ткань может быть тканью многослойного полотняного, многослойного саржевого или многослойного атласного переплетения.
Матрица может быть, по меньшей мере, частично керамической, в частности, когда деталь образует деталь заднего корпуса авиационного газотурбинного двигателя.
Согласно другому частному примеру применения деталь является, по меньшей мере, частью диффузора сопла ракетного двигателя, и в этом случае матрица может быть углеродной или керамической.
Изобретение предусматривает также создание способа изготовления детали из термоструктурного композиционного материала, включающего выполнение волокнистой преформы из углеродных или керамических волокон и уплотнение преформы матрицей, при этом, согласно способу, для выполнения, по меньшей мере, одной части преформы, имеющей толщину меньше 2 мм:
- изготавливают многослойную ткань с нитями, имеющими весовой номер, равный, по меньшей мере, 200 текс,
- подвергают ткань операции рассредоточения нитей таким образом, чтобы уменьшить толщину многослойной ткани, и
- выполняют часть преформы, сформированной единственной толщиной рассредоточенной ткани, с отношением между числом слоев многослойной ткани и толщиной преформы в миллиметрах, равным, по меньшей мере, 4,
- при этом плотность переплетения многослойной ткани в процессе тканья выбирают такой, чтобы получать в волокнистой преформе объемную долю волокон от 25% до 45%.
Предпочтительно число слоев многослойной ткани составляет, по меньшей мере, 3.
Предпочтительно многослойную ткань выполняют с переплетением типа многослойного полотняного, многослойного саржевого или многослойного атласного.
Особенность изобретения состоит в том, что за счет рассредоточения многослойной ткани можно получать волокнистую преформу малой толщины, что позволяет изготавливать из композиционного материала тонкие детали или части деталей, имеющие толщину меньше 2 мм и даже меньше 1 мм, при этом сохраняя наличие достаточного числа слоев нитей для получения хороших механических свойств.
Задачей изобретения не является получение волокнистой преформы с объемной долей волокон выше, чем в известных решениях уровня техники. Поэтому при выполнении волокнистой преформы необходимо подбирать плотность переплетения многослойной ткани для того, чтобы после рассредоточения нитей получать желаемую объемную долю волокон.
Рассредоточение нитей многослойной ткани дает преимущество также в том, что позволяет снизить макропористость многослойной ткани (расстояний между нитями), что благотворно для уплотнения преформы.
Другое получаемое преимущество заключается в сглаживании рельефа поверхности многослойной ткани. Это обеспечивает на получаемой детали улучшенное состояние поверхности для применения в авиационной области.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения, не имеющие ограничительного характера. На чертежах:
Фиг.1 изображает этапы изготовления детали из композиционного материала согласно одному примеру осуществления изобретения,
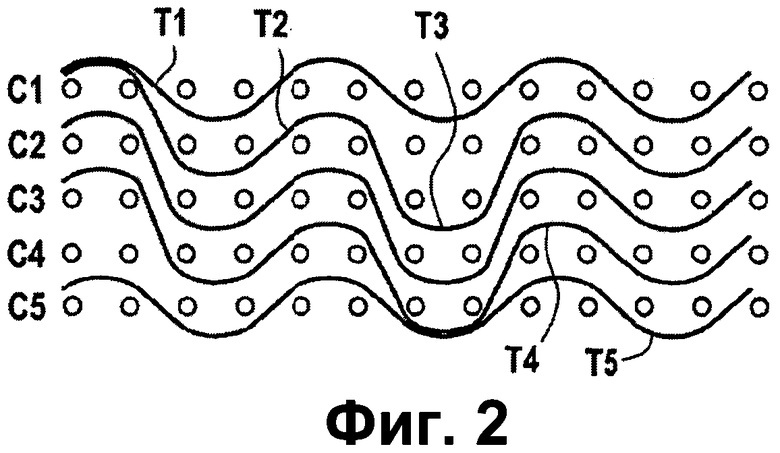
Фиг.2 изображает плоскость переплетения многослойного тканья типа многослойного саржевого,
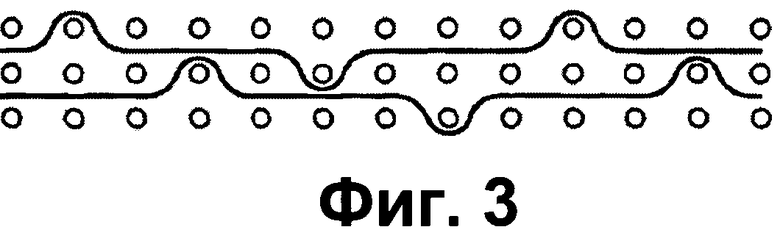
Фиг.3 изображает плоскость переплетения многослойного тканья типа многослойного атласного,
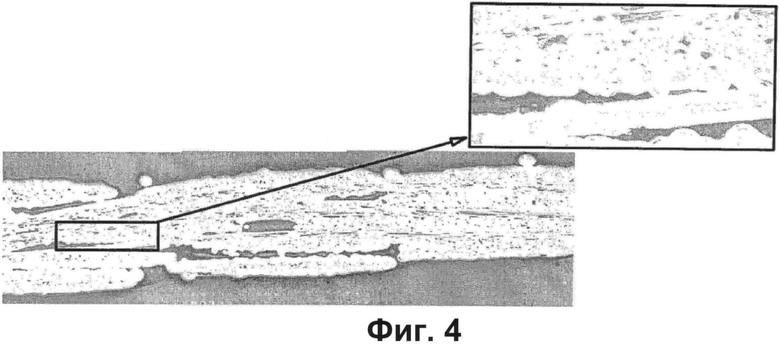
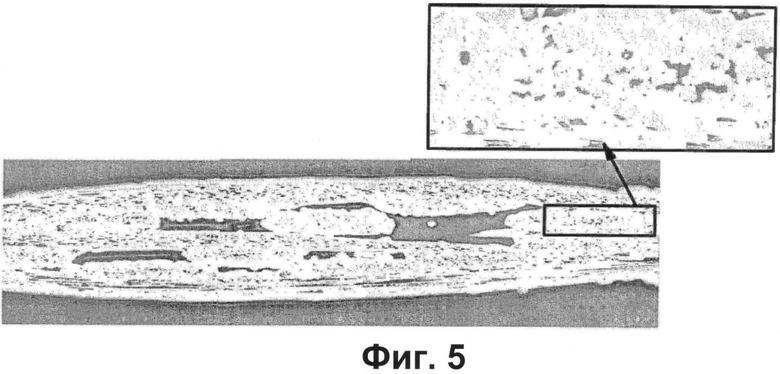
Фиг.4 и 5 изображают виды, полученные под оптическим микроскопом, показывающие в разрезе тонкие детали из композиционного материала, полученные способом по изобретению и способом, известным из уровня техники, и
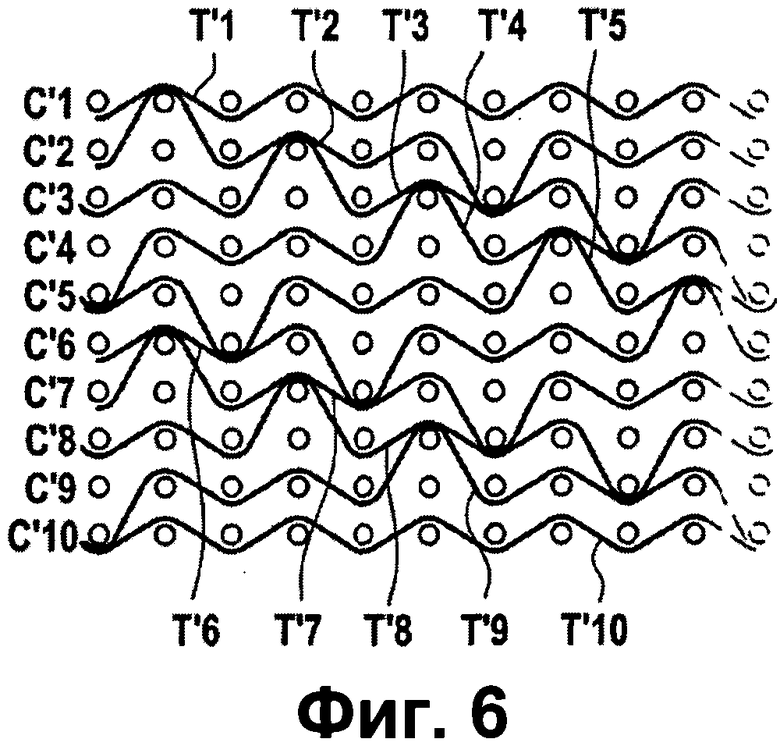
Фиг.6 изображает плоскость переплетения многослойного тканья типа многослойного полотняного.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее со ссылкой на Фиг.1 будет описан способ изготовления детали из термоструктурного композиционного материала, причем здесь подлежащая изготовлению деталь является тонкой деталью по существу равномерной толщины.
Первый этап 10 способа заключается в изготовлении многослойной ткани. Ткань изготавливают из углеродных или керамических нитей. Предпочтительно используют имеющиеся на рынке готовые нити весового номера, равного, по меньшей мере, 200 текс. Многослойное или трехмерное тканье заключается в связывании друг с другом слоев нитей основы с помощью нитей утка, причем, по меньшей мере, некоторые из нитей утка захватывают нити основы, принадлежащие разным слоям. Число слоев нитей предпочтительно равно, по меньшей мере, 3. Предпочтительно тканье выполняют с переплетением типа многослойного полотняного, многослойного саржевого или многослойного атласного. Возможны и другие типы переплетения, например, переплетение интерлочного типа. В этом отношении можно сделать ссылку на патентный документ WO 2006/136755, содержание которого включено в данную работу посредством ссылки и в котором описаны различные типы переплетений многослойного тканья.
Второй этап 20 способа состоит в рассредоточении нитей многослойной ткани для уменьшения ее толщины. Рассредоточение может выполняться посредством того, что ткань подвергают воздействию струи текучей среды или механической вибрации. Процессы рассредоточения классической двухмерной ткани известны. В этом отношении можно сослаться на патентные документы WO 2005/095689, WO 96/41046, US 5557831 и уже упомянутый документ WO 94/12708. Для того чтобы способствовать рассредоточению, для тканья предпочтительно используют нити, образованные из элементарных волокон практически без крутки. Рассредоточение позволяет уменьшить толщину ткани после рассредоточения до величины менее 85% первоначальной толщины ткани перед рассредоточением, при этом конечная толщина может составлять, например, от 70 до 85% первоначальной толщины.
Далее из рассредоточенной ткани выполняют волокнистую преформу, форма которой соответствует форме подлежащей изготовлению детали (этап 30). Можно использовать единственный слой рассредоточенной ткани или несколько слоев, расположенных рядом и соединенных друг с другом вдоль смежных кромок, например, посредством сшивания. Во всех случаях толщина волокнистой преформы образована только одной толщиной ткани. Выполнение волокнистой преформы может включать придание формы или формообразование с помощью приспособления или болванки. Во время придания формы или формообразования может производиться прессование посредством сжатия, например, между прессформой и ответной прессформой или между формой и мембраной.
Волокнистая преформа, полученная после прессования при наличии этой операции, имеет толщину меньше 2 мм и даже возможно меньше 1 мм и содержит объемную долю волокон от 25% до 45%, при этом объемная доля волокон является процентной долей кажущегося объема преформы, занимаемого волокнами нитей, а остальной объем образован пористостью в рассредоточенных нитях и между нитями.
Отношение между числом слоев образующей преформу ткани и толщиной волокнистой преформы в миллиметрах составляет, по меньшей мере, 4.
Таким образом, для желаемой толщины волокнистой преформы, равной е, и в функции весового номера нитей число n слоев многослойной ткани выбирают из условия n≥4е и n≤nmax, где nmax - максимальное число слоев, позволяющее получить желаемую толщину после максимального рассредоточения нитей и необязательного прессования преформы.
В приведенной ниже Таблице 1 представлены два примера получения тонких преформ из керамических нитей (SiC), при этом сами примеры будут подробно описаны дальше. Плотность переплетения выражена числом нитей основы в 1 см в направлении утка в каждом слое нитей основы и числом нитей утка в 1 см в направлении основы в каждом слое нитей утка. Величина рассредоточения является средней величиной изменения ширины нитей основы и утка поверхности многослойной ткани после рассредоточения нитей, при этом данное изменение выражено в процентах от ширины нитей ткани перед рассредоточением. Толщина рассредоточенной ткани измерена под нагрузкой 5 кПа, то есть под давлением 5 кПа между двумя плитами.
В примере 1 условие n/е≥4 удовлетворяется посредством более интенсивного прессования при формировании рассредоточенной ткани.
Передача на преформу нагрузки обеспечивает прессование, которое преобразуется в уменьшение толщины, но увеличивает объемную долю волокон. Поэтому плотность переплетения нитей при тканье должна выбираться соответствующим образом, чтобы соблюсти желаемую объемную долю волокон для уровня прессования, соответствующего желаемой толщине. Так, в примере 2 плотность переплетения составляет половину плотности переплетения в примере 1 как в направлении основы, так и в направлении утка.
Волокнистую преформу уплотняют (этап 40) углеродной матрицей или, по меньшей мере, частично керамической матрицей для получения детали из желаемого термоструктурного композиционного материала. Уплотнение может выполняться как жидким путем, так и способом химической инфильтрации из газовой фазы, как это было указано во вводной части описания, причем эти процессы сами по себе хорошо известны. В том случае, когда матрица является, по меньшей мере, частично керамической, она может содержать, по меньшей мере, одну самовосстанавливающуюся фазу, то есть фазу, способную затягивать трещины в матрице путем перехода в пастообразное состояние в определенном температурном диапазоне. Выполнение керамических матриц со свойствами самовосстановления описано, в частности в патентных документах FR 2401888, US 5246736, US 5965266, US 6068730 и US 6291058.
Известным образом уплотнение может включать первую фазу упрочнения преформы, позволяющую ей сохранять форму без помощи фиксирующего приспособления. Упрочнение выполняется путем частичного уплотнения преформы, удерживаемой в приспособлении, при этом частичное уплотнение обеспечивается жидким способом или способом химической инфильтрации из газовой фазы, а затем следует уплотнение без фиксирующего приспособления.
Также известным образом на волокнах волокнистой преформы может быть осажден межфазный слой, снижающий хрупкость. Такой межфазный слой, в характерном случае из пиролитического углерода (РуС), из нитрида бора (BN) или из углерода с добавкой бора (ВС, содержащий от 5 до 20 атомных % В и остальное - С) может быть сформирован на волокнах способом химической инфильтрации из газовой фазы перед формообразованием преформы или после него.
И наконец, также известным образом обработка волокон может осуществляться перед необязательным отложением межфазного слоя, необязательным прессованием и уплотнением. Эта обработка может осуществляться на стадии преформы или на стадии многослойной ткани или даже на нитях перед тканьем. В случае использования углеродных нитей эта обработка может заключаться в термообработке при температуре от 1300°С до 2200°С, как это описано в патентном документе ЕР 0441700, а в случае использования керамических нитей обработка может заключаться в кислотной обработке, как это описано в патентном документе US 5071679.
Следует заметить, что в случае упрочнения керамической фазой жидким способом желательно, чтобы перед упрочнением волокна преформы были снабжены первым тонким межфазным слоем. Второй межфазный слой формируют после упрочнения. В этом отношении можно сделать ссылку на патентный документ ЕР 09165172.9.
После уплотнения получают деталь из термоструктурного композиционного материала, которая, как и преформа, имеет толщину меньше 2 мм и даже возможно меньше 1 мм.
Изобретение может использоваться также в том случае, когда подлежащая изготовлению деталь из термоструктурного композиционного материала должна иметь малую толщину, меньше 2 мм, только в одной из своих частей.
В этом случае согласно первой возможности изготавливают отдельно часть преформы толщиной меньше 2 мм с использованием многослойной ткани и выполнением рассредоточения нитей ткани, как это описано выше. Другую или каждую другую часть преформы выполняют в виде волокнистой конструкции, которая может быть получена любым желаемым способом, не обязательно многослойным тканьем. Части преформы скрепляют между собой, например, сшиванием, для получения желаемой преформы.
Согласно другой возможности волокнистую преформу выполняют также из многослойной ткани, которую ткут, добавляя число слоев нитей основы и нитей утка в каждую более толстую часть. Рассредоточение нитей многослойной ткани может производиться только в тонкой части ткани, например воздействием струи текучей среды, или во всей ткани.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1 (согласно изобретению)
Тонкую пластину из композиционного материала с керамической матрицей изготавливали следующим образом.
Многослойную ткань многослойного саржевого переплетения 2×2 изготавливали из нитей SiC весового номера 200 текс марки "Nicalon" фирмы Nippon Carbon. Плотность переплетения в основе/утке составляла 5×5 (5 нитей основы в 1 см в направлении утка в каждом слое нитей основы и 5 нитей утка в 1 см в направлении основы в каждом слое нитей утка). Число слоев было равно 5, а именно 5 слоев нитей основы от С1 до С5 и 5 слоев нитей утка от Т1 до Т5.
На Фиг.2 показана первая плоскость утка (нити основы показаны в сечении), при этом другие плоскости утка создаются путем последовательного смещения в направлении утка шага между столбиками нитей основы. Нити Т1 и Т5 обеспечивают связь нитей основы поверхности С1 и С5 в соответствии с классическим саржевым переплетением (двухмерного тканья). Нить Т2 осуществляет связь между нитями слоев С1, С2, С3, в то время как нить Т3 осуществляет связь между нитями слоев С2, С3, С4, а нить Т4 осуществляет связь между нитями слоев С3, С4 и С5.
При этом получают многослойную ткань толщиной примерно 1,7 мм под нагрузкой 5 кПа.
Рассредоточение нитей ткани производили, подвергая ткань вибрации до уменьшения ее толщины до величины, примерно равной 1,3 мм под нагрузкой 5 кПа. Объемная доля волокон составила примерно 33%.
Далее пластину из композиционного материала с керамической матрицей получали способом, описанным в патентном документе ЕР 09165172.9.
Так, после формирования на волокнах ткани первого межфазного слоя РуС толщиной, примерно равной 50 нм, полученного способом химической инфильтрации из газовой фазы, ткань пропитывали полисилоксановым полимером - предшественником керамики в растворе в метилэтилкетоне. После сушки производили сшивание полимера, при этом ткань удерживали в желаемой форме с помощью фиксирующего приспособления, а толщину уменьшали примерно до 1 мм посредством прессования. Упрочненную таким образом волокнистую преформу вынимали из фиксирующего приспособления и помещали в печь химической инфильтрации из газовой фазы, где полимер подвергали пиролизу перед началом формирования способом химической инфильтрации из газовой фазы второго межфазного слоя РуС толщиной, примерно равной 200 нм, который покрывал первый межфазный слой и зерна остатка пиролиза полимера. Далее способом химической инфильтрации из газовой фазы производили уплотнение керамической матрицей типа кремний-бор-углерод (Si-B-C), как это описано в уже упомянутом патентном документе US 5246736.
Была получена пластина из композиционного материала с керамической матрицей толщиной, примерно равной 1 мм, содержащая волокнистый каркас из многослойной ткани с 5-ю слоями нитей основы и 5-ю слоями нитей утка.
Сравнительный пример 1 (согласно известному решению уровня техники)
Изготавливали многослойную ткань из тех же нитей, что и в примере 1. Для ограничения толщины ткани примерно до 1 мм тканье производили с 3-мя слоями нитей основы и 2-мя слоями нитей утка, так что число слоев ткани было равно 3. Использовали переплетение типа многослойного атласного, плоскость утка которого показана на Фиг.3, при этом другие плоскости утка создаются путем последовательного смещения в направлении утка. Объемная доля волокон многослойной ткани составила примерно 40%.
Пластину из композиционного материала с керамической матрицей получали из многослойной ткани (без рассредоточения нитей), как это описано в примере 1.
На Фиг.4 и 5 показаны в сечении детали, полученные в соответствии с примером 1 и сравнительным примером 1. Можно констатировать, что изобретение позволяет снизить макропористость в толще композиционного материала. При равной объемной доле волокон этот результат позволяет получить фракционирование пористости волокнистой преформы благодаря рассредоточению нитей. Этот эффект усиливается тем фактом, что при равной толщине получают композиционный материал с волокнистым каркасом, имеющий большее число слоев нитей. Кроме того, тогда как сравнительный пример 1 показывает технологическое ограничение способов уровня техники в аспекте толщины, способ по изобретению позволяет получать детали толщиной меньше 1 мм при достаточном числе слоев нитей в многослойной ткани, образующей волокнистый каркас детали. Дополнительно рассредоточение нитей многослойной ткани уменьшает неровности поверхности.
Пример 2 (в соответствии с изобретением)
Многослойную ткань многослойного полотняного переплетения изготавливали, используя такие же нити, как в примере 1. Плотность переплетения в основе/утке составляла 2,5/2,5. Число слоев было равно 10, то есть 10 слоев нитей основы от С'1 до С'10, и 10 слоев нитей утка от Т'1 до Т'10.
На Фиг.6 показана первая плоскость утка, при этом другие плоскости утка создаются путем последовательного смещения в направлении утка. Нити Т”1 и Т'10 осуществляют связь нитей слоев основы поверхности С'1 и С'10 в соответствии с классическим полотняным переплетением. Другие нити от Т'2 до Т'9 осуществляют связь между нитями основы трех соседних слоев, например, нить Т'2 осуществляет связь между нитями основы слоев С'1, С'2 и С'3.
При этом была получена многослойная ткань толщиной примерно 1,6 мм под нагрузкой 5 кПа.
Рассредоточение нитей ткани выполняли, подвергая ткань вибрации до уменьшения толщины примерно до 1,37 мм под нагрузкой 5 кПа. Объемная доля волокон составила примерно 31%.
Для осуществления изобретения могут использоваться другие типы переплетения, отличные от многослойного саржевого или многослойного полотняного, например многослойное атласное или многослойное интерлочное.

Изобретение относится к деталям из термоструктурного композиционного материала, имеющим по меньшей мере в одной части малую толщину, и может быть использовано в авиационной и космической областях, например в корпусах газотурбинных двигателей или диффузорах сопел. Деталь изготовлена из материала, содержащего волокнистый каркас из углеродных или керамических волокон, уплотненный матрицей, причём толщина детали составляет меньше 2 мм и даже меньше 1 мм; волокнистый каркас образован единственной толщиной многослойной ткани, сформированной из рассредоточенных нитей, имеющих весовой номер, равный, по меньшей мере, 200 текс, объемная доля волокон составляет от 25% до 45% и отношение между числом слоев многослойной ткани и толщиной детали в миллиметрах равно по меньшей мере 4. Технический результат изобретения - придание композиционному материалу желаемых механических свойств при получении детали малой толщины. 2 н. и 8 з.п. ф-лы, 3 пр., 6 ил.
1. Деталь из термоструктурного композиционного материала, содержащего волокнистый каркас из углеродных или керамических волокон, уплотненный матрицей, отличающаяся тем, что, по меньшей мере, в части детали:
- толщина детали составляет меньше 2 мм,
- волокнистый каркас образован единственной толщиной многослойной ткани, сформированной из рассредоточенных нитей, имеющих весовой номер, равный, по меньшей мере, 200 текс,
- объемная доля волокон составляет от 25% до 45% и
- отношение между числом слоев многослойной ткани и толщиной детали в миллиметрах равно, по меньшей мере, 4.
2. Деталь по п.1, отличающаяся тем, что, по меньшей мере, в указанной части детали ее толщина составляет меньше 1 мм.
3. Деталь по п.1 или 2, отличающаяся тем, что число слоев многослойной ткани составляет, по меньшей мере, 3.
4. Деталь по п.1, отличающаяся тем, что многослойная ткань является тканью многослойного полотняного, многослойного саржевого или многослойного атласного переплетения.
5. Деталь по п.1, отличающаяся тем, что матрица является, по меньшей мере, частично керамической.
6. Деталь по п.5, являющаяся деталью заднего корпуса авиационного газотурбинного двигателя.
7. Деталь по п.1, образующая, по меньшей мере, часть диффузора сопла ракетного двигателя.
8. Способ изготовления детали из термоструктурного композиционного материала, включающий выполнение волокнистой преформы из углеродных или керамических волокон и уплотнение преформы матрицей,
отличающийся тем, что для выполнения, по меньшей мере, одной части преформы, имеющей толщину меньше 2 мм:
- используют многослойную ткань с нитями, имеющими весовой номер, равный, по меньшей мере, 200 текс,
- подвергают ткань операции рассредоточения нитей таким образом, чтобы уменьшить толщину многослойной ткани, и
- выполняют часть преформы, сформированной единственной толщиной рассредоточенной ткани с отношением между числом слоев многослойной ткани и толщиной преформы в миллиметрах, равным, по меньшей мере, 4,
- при этом плотность переплетения многослойной ткани в процессе тканья выбирают такой, чтобы получать в волокнистой преформе объемную долю волокон от 25% до 45%.
9. Способ по п.8, отличающийся тем, что используют многослойную ткань, имеющую число слоев, равное, по меньшей мере, 3.
10. Способ по п.8, отличающийся тем, что многослойную ткань выполняют с переплетением типа многослойного полотняного, многослойного саржевого или многослойного атласного.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 5939338 A, 17.08.1999 | |||
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2239895C2 |
| Способ конденсации альдегидов и кетонов по метиленовой группе последних | 1948 |
|
SU82009A1 |
| US 7200912 B2, 10.04.2007 | |||

