Изобретение относится к металлургии, а именно к производству высококачественных сложнолегированных аустенитных сталей, стабилизированных титаном для особо ответственных изделий.
Известен способ получения заготовок аустенитных сталей, стабилизированных титаном, включающий в себя выплавку в вакуумно-индукционной печи путем расплавления садки, содержащей железо, хром, никель, молибден, в начале рафинирования - ванадий, титан, перед выпуском -алюминий для раскисления.
Такой способ ведения вакуумно-индукционной плавки не позволяет провести глубокое деазотирование металла, и поэтому неоднородность полученного металла по карбонитридам титана не менее 3-3,5 балла, содержание азота составляет 0,015-0,025% по массе. Для существенного снижения неоднородности по карбонитридам до 1,5-2,0 необходимо уменьшить содержание азота в металле до уровня менее 0,01% по массе (предпочтительно не выше 0,006% по массе). Отмеченные недостатки обусловлены присутствием значительных количеств кислорода в металле после расплавления, поскольку основная часть раскислителей вводится в конце процесса плавки, а кислород существенно замедляет процесс деазотирования при плавке в вакууме.
Наиболее близким, принятым за прототип является способ производства заготовок из аустенитных, стабилизированных титаном сталей, включающий в себя выплавку в вакуумно-индукционной печи, отливку в изложницу, вакуумно-дуговой переплав и термодеформационную обработку.
Недостатком способа является низкая скорость деазотирования за счет совместного расплавления хрома с железом и никелем и, как следствие, - повышенное содержание карбонитридов и азота в стали.
Предложен способ производства заготовок из аустенитных, стабилизированных титаном сталей, включающий в себя выплавку в вакуумно-индукционной печи, отливку в изложницу, вакуумно-дуговой переплав и термодеформационную обработку, в котором в процессе вакуумно-индукционной плавки проводят расплавление начальной шихтовой садки, далее выдерживают расплав до завершения процесса деазотированияя в течение времени, зависящего от массы расплавленной садки, и в диапазоне от 0,1 до 10 т, связанного зависимостью:
Т=А+В·m,
где А - 0,6 час, В - 0,45 час/т,
m - масса садки в тоннах, от 0,1 до 10 т,
Т - время выдержки, час,
после чего вводят в расплав нитридообразующие элементы согласно марочному составу, затем отливают слиток в изложницу, проводят вакуумно-дуговую плавку и термодеформационную обработку; последовательно деформируют заготовки, после чего осуществляют промежуточный высокотемпературный гомогенизирующий отжиг при температуре 1230-1270°С в течение 8-12 часов в зависимости от массы заготовки, при этом начальная шихтовая садка содержит железо, углерод и инертные по отношению к азоту элементы, например никель, и присадку раскислителей Al и Si в соответствии с соотношением 3·10-3≤10·[Al]+[Si]≤8·10-3, где {Al} и {Si} - содержание алюминия и кремния, выраженное в массовых долях, а гомогенизирующий отжиг осуществляют после предварительной деформации, составляющей 0,55-0,75 от суммарной деформации заготовки до требуемого размера.
Технический эффект предлагаемого способа заключается в снижении максимального балла нитридов и карбонитридов в заготовках аустенитных сталей, стабилизированных титаном, а также повышение однородности их распределения.
Технический результат предложенного способа достигается тем, что при вакуумно-индукционной плавке достигается минимальное содержание азота в стали (на уровне 0,004-0,007% по массе) за счет расплавления начальной садки, состоящей из элементов, инертных по отношению к азоту, одновременным введением в шихту заданного количества раскислителей Al и Si по соотношению 3·10-3≤10·[Al]+[Si]≤8·10-3.
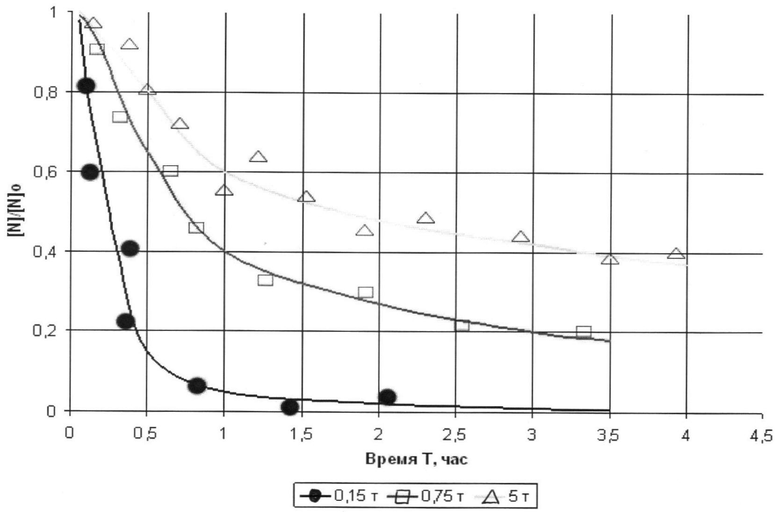
При легировании раскислителями в пределах, ограничиваемых неравенством, происходит наиболее интенсивное удаление кислорода и азота из расплавленного металла начальной шихтовой садки. Далее расплав выдерживается для окончательного удаления азота в течение времени, которое зависит от массы садки по эмпирическому соотношению:
Т=А+В·m,
где А - 0,6 час, В - 0,45 час/т,
m - масса садки в тоннах, от 0,1 до 10 т,
Т - время выдержки, час.
Данное соотношение наглядно представлено графиком Фиг.1 зависимости содержания азота от времени выдержки при +1550°С для разных объемов печи.
Далее загружают шихту, состоящую из элементов, имеющих повышенное сродство к азоту (хром, титан, ванадий), согласно марочному составу, проводят полное расплавление садки и отливают слиток, который используют в качестве электрода вакуумно-дуговой плавки. Проводят вакуумно-дуговой переплав, полученный слиток подвергают термодеформационной обработке, которая заключается, например, в ковке с диаметра 250 мм на диаметр 100 мм, гомогенизирующем отжиге 1250°C, 10 ч и дальнейшей линейной прокатке на диаметр 60 мм. Проведение высокотемпературного отжига на сталях с низким содержанием азота позволяет более эффективно управлять процессами растворения нитридных и карбонитридных включений и получать необходимые размеры и распределение этих включений. Проведение отжига на промежуточной степени деформации заготовки обусловлено двумя факторами:
- необходимостью максимально измельчить и усреднить наследственную дендритную структуру слитка;
- иметь после отжига возможность деформировать металл для получения необходимого размера зерна (обычно 5-7 баллов), т.к. в отожженной заготовке зерно весьма крупное (~1 балл).
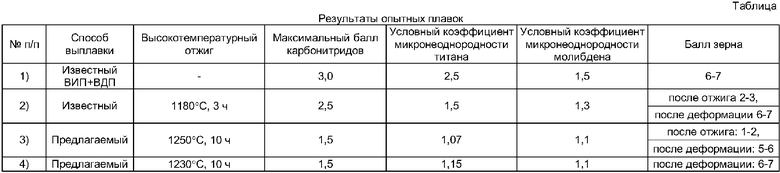
Для опробования предлагаемого способа были проведены опытные плавки стали марки 06Х16Н15М8Г2ТФР, результаты исследования заготовок, полученных по различным режимам, приведены в таблице.
Как уже описывалось, преимуществом способа является возможность управлять размером и характером распределения карбонитридных включений в заготовках, аустенитных стабилизированных титаном сталях; как видно из таблицы, максимальный балл карбонитридов можно снизить с 3-4 до 1,5 и уменьшить неоднородность распределения титана с 2,5 до 1,07.
Литература
1. Г.Н.Окороков, Ал.Г.Шалимов, В.М.Антипов, Н.А.Тулин. Производство стали и сплавов в вакуумных индукционных печах. М.: Металлургия, 1972 г., с.149-159.
2. SU 377331, C22B 9/22, 17.04.73, А.В.Куцев. Способ выплавки стали в вакуумной индукционной печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ МАРТЕНСИТНОСТАРЕЮЩЕЙ СТАЛИ | 2016 |
|
RU2639190C2 |
| АУСТЕНИТНАЯ СТАЛЬ | 2003 |
|
RU2233906C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ | 2003 |
|
RU2241266C1 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
| СПОСОБ ВЫПЛАВКИ ВЫСОКОХРОМИСТОГО НИКЕЛЕВОГО СПЛАВА | 1991 |
|
RU2070228C1 |
| СПОСОБ ПЛАВКИ И РАФИНИРОВАНИЯ СПЛАВОВ | 2016 |
|
RU2716967C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ | 2015 |
|
RU2618038C2 |
| Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах | 2019 |
|
RU2716326C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОНИЯ (ВАРИАНТЫ) | 2018 |
|
RU2675178C1 |
| КОРРОЗИОННОСТОЙКАЯ СТАЛЬ | 1992 |
|
RU2016130C1 |
Изобретение относится к металлургии, а именно к производству заготовок из аустенитных, стабилизированных титаном сталей. Способ включает выплавку в вакуумно-индукционной печи путем расплавления начальной шихтовой садки, расплавление шихтовой садки в вакуумно-индукционной печи с получением расплава, отливку слитка в изложнице, вакуумно-дуговой переплав полученного слитка и термодеформационную обработку полученной заготовки. Шихтовая садка содержит железо, углерод, никель и присадку раскислителя в виде алюминия и кремния, расплав выдерживают до завершения процесса деазотирования в течение времени, зависящего от массы расплавленной садки, после чего вводят в расплав нитридообразующие элементы в виде хрома, титана и ванадия согласно марочному составу. Заготовку последовательно деформируют, после чего осуществляют промежуточный высокотемпературный гомогенизирующий отжиг при температуре 1230-1270°С в течение 8-12 часов в зависимости от массы заготовки. Изобретение позволяет снизить максимально содержание нитридов и карбонитридов в заготовках аустенитных сталей, стабилизированных титаном, а также повысить однородность их распределения. 3 з.п.ф-лы, 1 ил., 1 табл.
1. Способ производства заготовок из аустенитных сталей, стабилизированных титаном, включающий расплавление шихтовой садки в вакуумно-индукционной печи с получением расплава, отливку слитка в изложнице, вакуумно-дуговой переплав полученного слитка и термодеформационную обработку полученной заготовки, отличающийся тем, что осуществляют расплавление шихтовой садки, содержащей железо, углерод, никель и раскислители в виде алюминия и кремния, полученный расплав выдерживают до завершения процесса деазотирования в течение времени, которое определяют по соотношению:
Т=А+В·m,
где А - 0,6 ч, В - 0,45 ч/т,
m - масса садки в тоннах от 0,1 до 10,
Т - время выдержки, ч,
после чего в расплав вводят шихту, содержащую титан и нитридообразующие элементы, в соответствии с марочным составом стали.
2. Способ по п.1, отличающийся тем, что в процессе термодеформационной обработки осуществляют деформирование полученной заготовки и ее последующий промежуточный высокотемпературный гомогенизирующий отжиг при температуре 1230-1270°С в течение 8-12 ч в зависимости от массы заготовки.
3. Способ по п.2, отличающийся тем, что гомогенизирующий отжиг заготовки осуществляют после ее предварительной деформации, составляющей 0,55-0,75 от суммарной деформации заготовки до требуемого размера.
4. Способ по п.1, отличающийся тем, что присадку раскислителей в виде алюминия и кремния осуществляют в соответствии с соотношением: 3·10-3≤10·[Al]+[Si]≤8·10-3,
где Al и Si - содержание алюминия и кремния, мас.%.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ВАКУУМНОЙ ИНДУКЦИОННОЙ | 0 |
|
SU377331A1 |
| КОРРОЗИОННОСТОЙКАЯ СТАЛЬ | 1992 |
|
RU2016130C1 |
| ЖАРОСТОЙКАЯ СТАЛЬ | 1998 |
|
RU2124067C1 |
| АУСТЕНИТНАЯ СТАЛЬ | 2006 |
|
RU2336364C1 |
| Питатель стекловаренной печи | 1978 |
|
SU668889A1 |
| Устройство световой индикации | 1977 |
|
SU741053A2 |
| KR 940007374 В, 16.08.1994. | |||

