Изобретение относится к металлургии и может быть использовано для футеровки высокотемпературных металлургических агрегатов.
Известно огнеупорное изделие для футеровки высокотемпературных агрегатов, в частности сталеплавильных ковшей. Для увеличения тепловой изоляции, в боковых стенках которого сделано рифление (неровности) (Патент US 8257645, F23M 5/02, 04.09.2012 г.). В основном, известное из патента изоляционное изделие применяется для изогнутых участков кожухов, с выполнением футеровки горизонтальными рядами, плотно прилегающими к металлическому корпусу, при этом между металлическим корпусом и изоляционными изделиями не предусматривается дополнительной изоляции. Неровности на наружной стенке изделий могут иметь разнообразные формы, включая изогнутые или дуговидные формы, в виде каналов, пазов, квадратов и прямоугольников.
Недостатком конструкции футеровки, выполненной изделиями данного изобретения является то, что футеровку ковшей возможно выполнить только винтовым способом, не замыкая каждое кольцо футеровки. При этом снижается строительная прочность всей конструкции, сторона футеровки, образованная неровностями не обеспечит смещение изделий в вертикальном направлении футеровки, что может привести к раскрытию горизонтальных швов и проходу металла.
Технический результат, достигаемый в заявляемом изобретении, заключается в увеличении стойкости футеровки высокотемпературных агрегатов, повышении строительной прочности футеровки.
Технический результат достигается тем, что огнеупорное изделие для футеровки высокотемпературных агрегатов, включающее верхнюю и нижнюю поверхности, боковые поверхности, внутреннюю боковую стенку и наружную боковую стенку, в котором, СОГЛАСНО ИЗОБРЕТЕНИЮ, наружная боковая стенка изделия в поперечном сечении по всей высоте изделия выполнена по синусоидальной кривой, при этом поверхность наружной боковой стенки имеет возвышенные и пониженные участки, которые чередуются друг за другом, а высота возвышенного участка поверхности наружной боковой стенки составляет 3-35% толщины огнеупорного изделия.
Огнеупорное изделие может иметь форму клина или форму прямого параллелепипеда.
Огнеупорное изделие, выполненное по предлагаемому изобретению, предназначено для футеровки высокотемпературных металлургических агрегатов для расплава металла. Металлический кожух агрегатов для выплавки металлов футеруется изделиями, наружная боковая стенка которых имеет синусоидальный профиль в поперечном сечении. Огнеупорные изделия представляют собой блоки клиновидной формы - для футеровки изогнутых, либо круглых поверхностей металлического кожуха (корпуса), или блоки в форме параллелепипеда - для футеровки прямых участков металлического корпуса высокотемпературного агрегата.
Футеровка огнеупорными изделиями выполняется таким образом, что поверхность наружной боковой стенки, имеющая возвышенные и пониженные участки, при стыковке изделий между собой образуют синусоидальную поверхность равномерно по всей высоте футеровки.
Размер и форма таких возвышенных и пониженных участков на изделии может быть оптимизирована, чтобы обеспечить идеальную или необходимую изоляцию и повышенную строительную прочность футеровки.
Для более точного понимания конструктивных элементов огнеупорного изделия, приведены рисунки:
Фиг.1 - Вид огнеупорного изделия в форме клина.
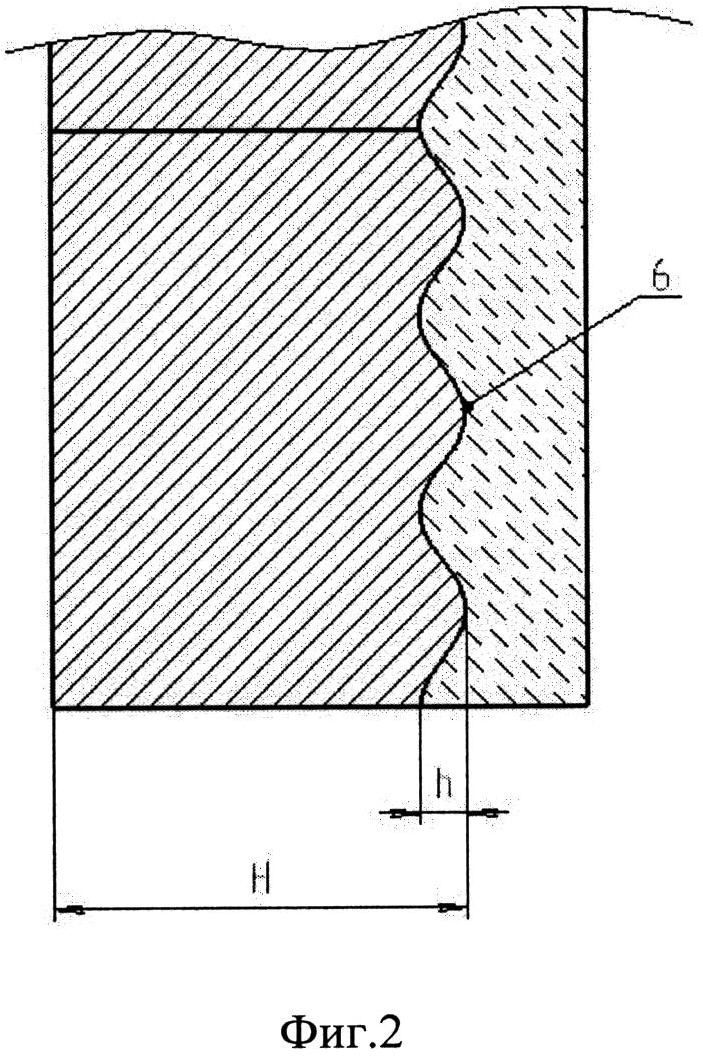
Фиг.2 - Огнеупорное изделие в поперечном сечении.
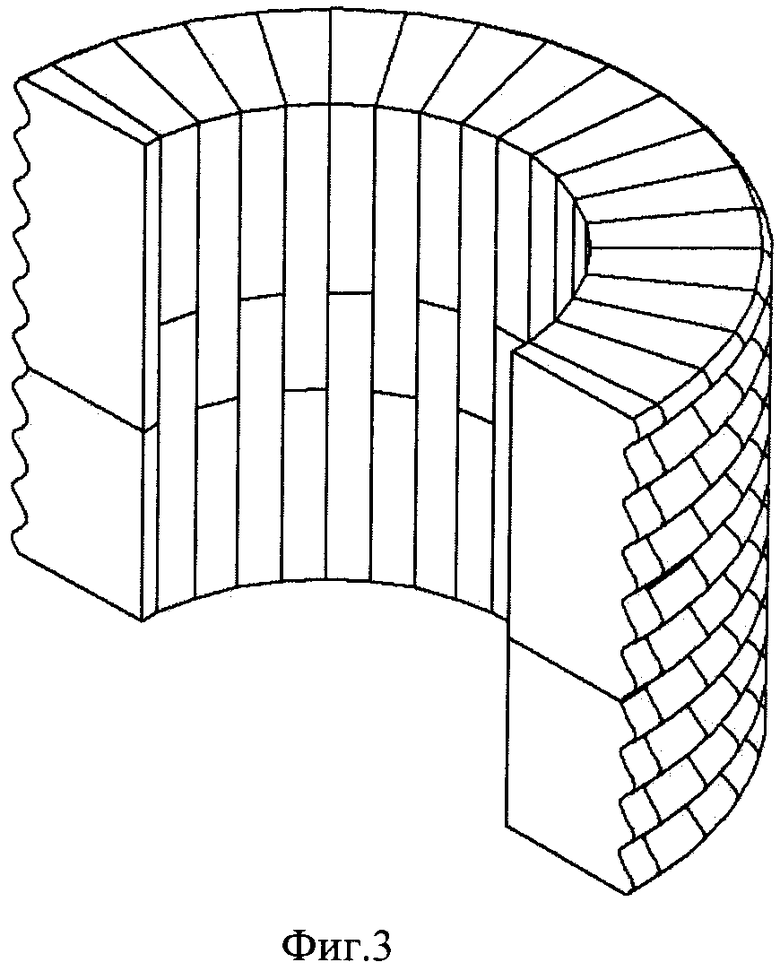
Фиг.3 - Футеровка огнеупорными изделиями круглой (изогнутой) поверхности металлического корпуса высокотемпературного агрегата.
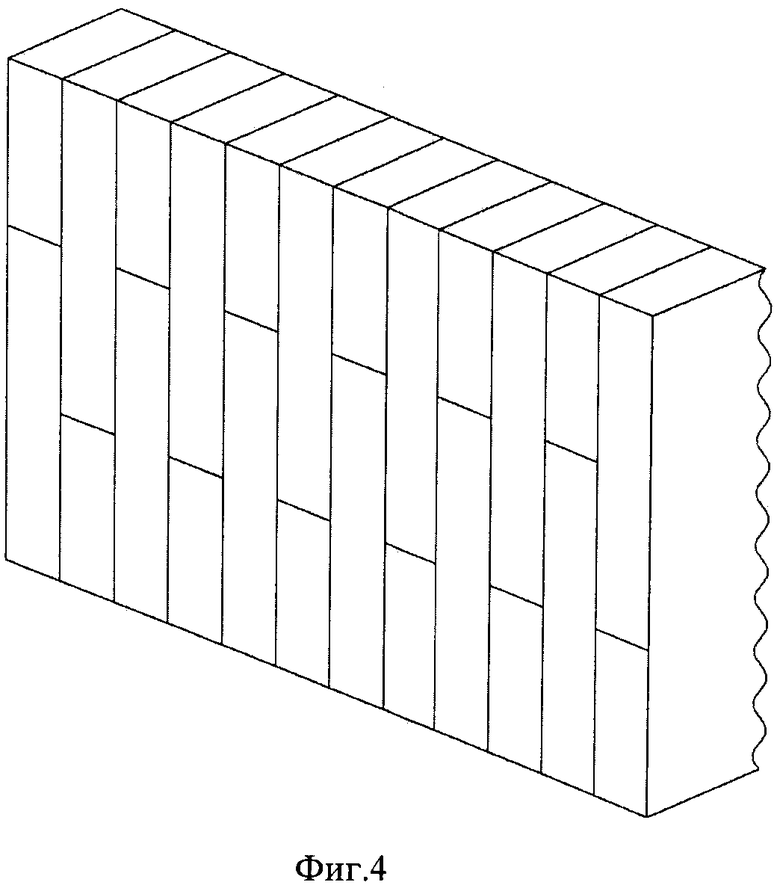
Фиг.4 - Футеровка огнеупорными изделиями прямого участка металлического корпуса высокотемпературного агрегата.
Высокотемпературная деформация стального кожуха способствует ослаблению футеровки, усиливая процесс эрозии между соединениями. Необходимо очень точно выдержать геометрические параметры огнеупорных изделий для достижения плотного соединения между изделиями. Для предотвращения случаев раскрытия кольца из огнеупорных изделий, выпадения отдельных изделий из футеровки или смещения целого кольца (колец) футеровки относительно друг друга, предлагается данным изобретением особый профиль наружной боковой стенки изделия - наружную боковую стенку изделия выполнять по синусоидальной кривой, а смонтированная из предлагаемых изделий стенка будет представлять собой поверхность, имеющую возвышенные и пониженные участки, которые чередуются друг за другом.
На фиг.1 изображен вариант осуществления изобретения. Огнеупорное изделие 1 имеет верхнюю 2 и нижнюю 3 поверхности, боковые поверхности 4, внутреннюю боковую стенку 5 и наружную боковую стенку 6, которая при футеровке располагается близко к металлическому корпусу высокотемпературного агрегата. В поперечном сечении (фиг.2) видно, что наружная боковая стенка по всей высоте изделия выполнена по синусоидальной кривой, причем высота h возвышенного участка поверхности наружной боковой стенки находится в пределах 3-35% толщины Н огнеупорного изделия (фиг.2), в зависимости от типа футеруемого агрегата. В приведенных на рисунках (фиг.1, 2) вариантах огнеупорное изделие представляет собой блочное изделие клиновидной формы или формы параллелепипеда высотой, достаточной для того, чтобы на наружной боковой стенке разместить необходимое количество возвышенных участков высотой h мм. Для стыковки изделий «вперевязку» или «кольцами» размеры огнеупорных изделий и количество возвышенных участков на поверхности боковой стенки варьируются в зависимости от высоты футеруемого участка металлического корпуса высокотемпературного агрегата. Но конец вышерасположенного изделия (блока) и начало нижерасположенного изделия (блока) соединены друг с другом так, что образуют непрерывную внешнюю поверхность по синусоидальной кривой. Это показано на примере футеровки огнеупорными изделиями круглой (фиг.3) и прямой (фиг.4) поверхности металлического корпуса высокотемпературного агрегата.
Предлагаемое данным изобретением огнеупорное изделие, в частности, применяется для футеровки погружных патрубков вакууматора, при производстве высококачественной стали. RH-вакууматор обладает двумя патрубками, которые погружаются в расплав металла. DH-вакууматор имеет один патрубок. В результате движения расплава металла в патрубках установок вакуумирования, футерованных обычными огнеупорными изделиями, происходит смещение изделий футеровки в вертикальном направлении, раскрытие швов и преждевременный вывод агрегата из работы. Огнеупорные изделия для футеровки погружных патрубков испытывают большие термические, механические и химические воздействия, а периодический режим работы вакууматора вызывает дополнительные термомеханические напряжения в огнеупорной футеровке патрубков. Поэтому патрубки вакууматора рекомендуется футеровать огнеупорными изделиями предлагаемой данным изобретением формой. Применяют для футеровки изделия в форме клина, наружная боковая стенка которых по всей высоте изделия выполнена по синусоидальной кривой. Изделия используют для футеровки разной высоты, достаточной для того, чтобы на наружной боковой стенке разместить равномерно необходимое количество возвышенных участков, для стыковки изделий «вперевязку» или «кольцами». Для футеровки погружных патрубков используют периклазохромитовые изделия. Пространство между металлическим кожухом патрубков и синусоидальной поверхностью наружной боковой стенки заполняется огнеупорным бетоном или массой, которая в результате твердения (спекания) омоноличивает всю конструкцию патрубка. Стойкость футеровки данного конкретного воплощения изобретения при замене прямых изделий на изделия с синусоидальным профилем наружной стенки увеличилась с 140-142 плавок до 180. Применение изделий с таким профилем значительно увеличивает строительную прочность футеровки патрубков вакууматора и предотвращает смещение в вертикальном направлении кладки и раскрытию горизонтальных швов.
Приведенный конкретный пример осуществления изобретения не ограничивает другие варианты применения изделий предложенной формы в различных высокотемпературных агрегатах, в том числе в сталеразливочных ковшах, в электродуговых сталеплавильных печах и других агрегатах.
Предлагаемая данным изобретением форма изделий обеспечивает увеличение площади наружной боковой стенки изделий, что обеспечивает дополнительный теплоотвод, меньший температурный градиент (перепад) и, соответственно, меньше напряжений в футеровке, что предотвращает скалывание изделий в результате резкого изменения температуры и отражается на повышении стойкости футеровки в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНЫЙ КАМЕНЬ И МНОГОФУНКЦИОНАЛЬНАЯ ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160655C1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160654C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА | 2011 |
|
RU2469101C1 |
| ПАТРУБОК ПОГРУЖНОЙ ДЛЯ ВАКУУМАТОРА | 2013 |
|
RU2557046C2 |
| Патрубок погружной для циркуляционного вакууматора | 2019 |
|
RU2736127C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ ПАТРУБКА ВАКУУМАТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2051182C1 |
| ФУТЕРОВКА КАНАЛА ДЫМОВЫХ ГАЗОВ ВЕРТИКАЛЬНОЙ МНОГОКАМЕРНОЙ РАДИАНТНО-КОНВЕКЦИОННОЙ ПЕЧИ | 2004 |
|
RU2246087C1 |
| Футеровка нижней части вакуум-камеры | 2022 |
|
RU2776656C1 |
| Футеровка вращающейся печи | 2002 |
|
RU2225579C2 |
| ЦИРКУЛЯЦИОННЫЙ ВАКУУМАТОР С ЭКРАНОМ ДЛЯ ПОДАВЛЕНИЯ КАПЕЛЬ МЕТАЛЛА | 2006 |
|
RU2331673C1 |
Изобретение относится к металлургии и может быть использовано для футеровки высокотемпературных металлургических агрегатов. Огнеупорное изделие для футеровки высокотемпературных агрегатов включает верхнюю и нижнюю поверхности, боковые поверхности, внутреннюю боковую стенку и наружную боковую стенку. Наружная боковая стенка изделия в поперечном сечении по всей высоте изделия выполнена по синусоидальной кривой, при этом поверхность наружной боковой стенки имеет возвышенные и пониженные участки, которые чередуются друг за другом. Высота h возвышенного участка поверхности наружной боковой стенки составляет 3-35% толщины огнеупорного изделия. Огнеупорное изделие может иметь форму клина или форму прямого параллелепипеда. Изобретение позволяет увеличить стойкость футеровки высокотемпературных агрегатов. 2 з.п. ф-лы, 4 ил.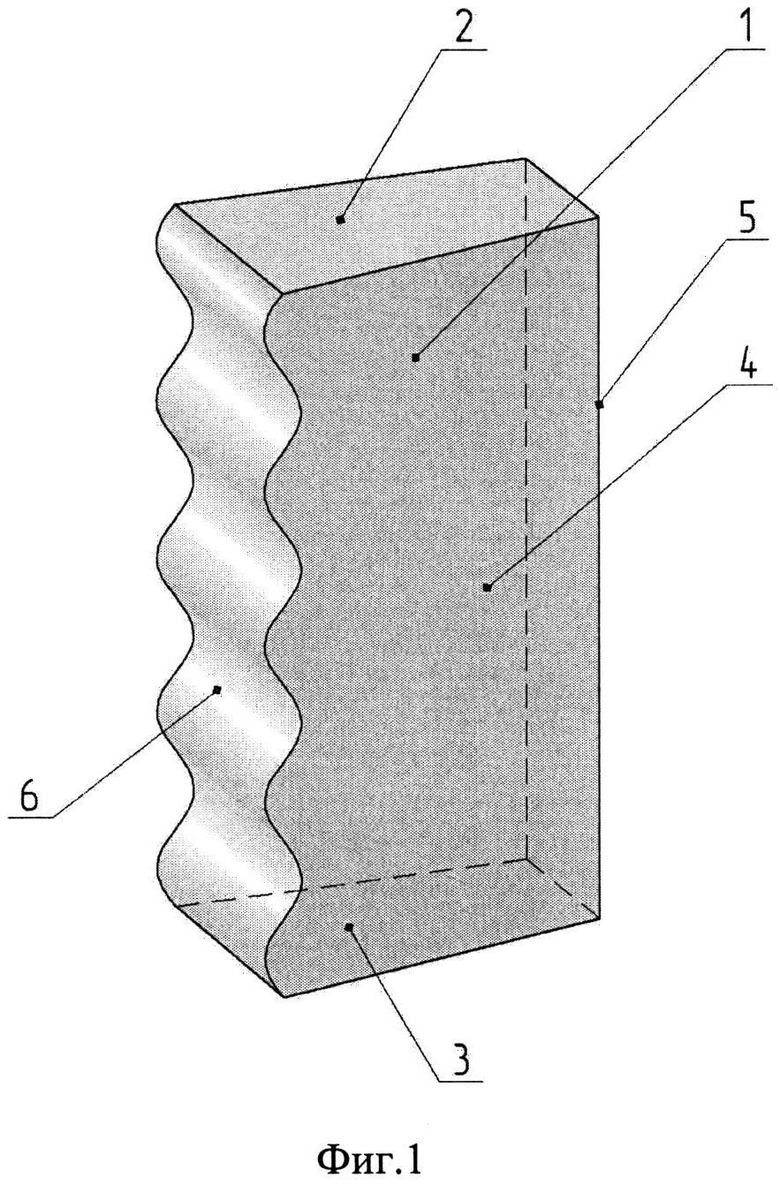
1. Огнеупорное изделие для футеровки высокотемпературных агрегатов, включающее верхнюю и нижнюю поверхности, боковые поверхности, внутреннюю боковую стенку и наружную боковую стенку, отличающееся тем, что наружная боковая стенка изделия в поперечном сечении по всей высоте изделия выполнена по синусоидальной кривой, при этом поверхность наружной боковой стенки имеет возвышенные и пониженные участки, которые чередуются друг за другом, а высота возвышенного участка поверхности наружной боковой стенки составляет 3-35% толщины огнеупорного изделия.
2. Огнеупорное изделие по п.1, отличающееся тем, что имеет форму клина.
3. Огнеупорное изделие по п.1, отличающееся тем, что имеет форму прямого параллелепипеда.
| US 8257645 B2, 04.09.2012 | |||
| US 4860505 A1, 29.08.1989 | |||
| US 3269070 A1, 30.08.1966 | |||
| Подвижная система для электродинамического сейсмографа | 1959 |
|
SU129027A1 |
| Футеровка вращающейся печи | 1980 |
|
SU879227A1 |
| Футеровка вращающейся печи | 1984 |
|
SU1290048A1 |
| Футеровка вращающейся печи | 1987 |
|
SU1695100A1 |
| US 3800014 A1, 26.03.1974 | |||

