Настоящее изобретение относится к покрывной композиции и ее применению в качестве антикоррозийной грунтовки.
Соединения шестивалентного хрома долго применялись в качестве ингибиторов коррозии в красочных покрытиях и конверсионных покрытиях для алюминиевых поверхностей. Однако шестивалентный хром является токсичным, ядовит и поэтому должен быть постепенно сокращен по причинам экологии, безопасности работников, а также регуляционным причинам. Хотя были предложены многие альтернативные ингибиторы, оказалось, что в их применении ни один не является хорошим, эффективным, необратимым, а также универсальным. Особенно стараются, чтобы композиции, свободные от хрома, соответствовали стандартам коррозионной стойкости на основе ASTM (American Society for Testing and Materials - Американское общество испытаний и материалов) B117 по испытанию на стойкость к соляному туману, которое является широко распространенным методом в авиакосмической промышленности. Несколько лет исследовали некоторые возможные варианты защиты от коррозии, но осуществление было проблематичным из-за проблем совместимости с современными технологиями.
Бакхайт (Bucheit) с соавторами, Corrosion Science, 50 (1994) 205-214, раскрывает предварительную обработку до покрытия алюминиевых подложек водным раствором, содержащим карбонат лития и гидроксид лития.
Покрывные композиции, которые содержат соединения лития, раскрыты в US 6069197 и EP 0316066. Покрывные композиции отличаются от растворов предварительной обработки, в которых они содержат пленкообразующую смолу. US 6069197 раскрывает покрывные композиции, содержащие частицы литий-алюминиевого сплава и водорастворимый полимер, содержащий карбоксильные и/или фосфинкарбоновые кислотные группы. EP 0316066 описывает предотвращающий коррозию состав, содержащий кварцевые частицы, обмененные с предотвращающими коррозию ионами, такими как литий.
NL 7800986 A описывает безводную дисперсию в качестве предотвращающего обрастание компонента для органорастворимых покрытий для корпусов кораблей. Дисперсия содержит соль лития, натрия, бериллия, магния или кальция, а также фтористые органостаннаны. US 5089304 описывает состав, обеспечивающий антикоррозийные свойства медным подложкам. Состав содержит полибензимидазол, органический растворитель и, необязательно, неорганическую соль, такую как хлорид лития, чтобы улучшить растворимость полибензимидазола.
US 2007/106018 A относится к составам увлажняющего отверждаемого покрытия на основе изоцианатно-функциональных полимеров. Составы обеспечивают антикоррозийные свойства стальных подложек. Состав необязательно содержит катализатор. Подходящие катализаторы включают в себя соединения олова, амины, амидины, гуанидины, соединения цинка, соединения кобальта, соединения висмута, а также соли лития.
WO 2008/138384 A описывает состав устраняемого покрытия для временного покрытия деталей турбин. Состав содержит полисилоксан, органический растворитель и наполнитель. Наполнитель может быть выбран из угольного порошка, металлического порошка, карбоната стронция, карбоната кальция, карбоната натрия, карбоната лития, карбоната магния, а также их смесей.
Целью изобретения является обеспечение состава отверждаемого при низкой температуре покрытия с хорошими антикоррозийными свойствами, которое легко изготовить с коммерчески доступными и относительно дешевыми материалами, которое имеет надежное воспроизводимое функционирование. Кроме того, целью настоящего изобретения является обеспечение антикоррозийной покрывной композиции, которая имеет уменьшенную чувствительность к образованию вздутий.
Этих целей достигают с помощью покрывной композиции согласно настоящему изобретению, которая содержит пленкообразующую смолу, отвердитель для пленкообразующей смолы и соль лития.
Покрывная композиция согласно настоящему изобретению способна обеспечить улучшенную пассивацию царапин во время коррозионного испытания, которая распознается по яркой царапине после подвергания испытанию по стандарту ASTM B117. Покрывная композиция согласно настоящему изобретению также имеет хорошую стойкость к нитевидной коррозии, долговечность и устойчивость. Оно дополнительно имеет уменьшенную чувствительность к осмотическому и/или вызванному коррозией образованию вздутию.
Это удивительно, так как ожидалось, что добавка водорастворимой соли лития к покрывной композиции повысила бы гидрофильность упомянутой покрывной композиции, давая в результате большее осмотическое образование вздутий и, следовательно, неудовлетворительные системы антикоррозийного покрытия. Удивительно, однако, теперь было найдено, что добавка водорастворимой соли лития к антикоррозийной покрывной композиции может даже уменьшить образование вздутий и улучшить коррозионную стойкость.
Покрывная композиция согласно настоящему изобретению надлежаще является жидкой покрывной композицией. Композиция может содержать летучий жидкий разбавитель, такой как летучий органический растворитель, или воду. Композиция может быть водорастворимой, органорастворимой или не содержащей растворитель. Термин "не содержащий растворитель" определяют как содержащий суммарную величину летучего жидкого разбавителя, включая воду и органический растворитель, менее чем 5% вес. Термин "водорастворимый" определяют как содержащий по меньшей мере 5 вес.% летучего жидкого разбавителя, причем по меньшей мере 50 вес.% общего веса летучего жидкого разбавителя являются водой. Термин "органорастворимый" определяют как имеющий суммарную величину летучего жидкого разбавителя, включая воду и органический растворитель по меньшей мере 5% вес., причем более 50% общего веса летучего жидкого разбавителя являются органическим растворителем.
Покрывная композиция согласно настоящему изобретению является отверждаемым при низкой температуре, что означает, что оно отверждается, т.е. может образовать связанную систему при температуре ниже 120°C, предпочтительно ниже 100°C, более предпочтительно ниже 80°C, даже более предпочтительно ниже 50°C и наиболее предпочтительно в условиях окружающей среды.
Пленкообразующая смола может быть выбрана из, например, эпоксидных смол, гидрокси-функциональных смол (подобных сложным полиэфирам и (мет)акрилатам), смол с 1 или более блокированными гидроксильными группами (подобных ацеталям), оксазолидиновых смол, смол с функциональными группами карбоновых кислот, полиакрилатов, полиуретанов, простых полиэфиров, полиаспартических сложных эфиров, (блокированных) изоцианатов, меркапто-функциональных смол, амино-функциональных смол, амидо-функциональных смол, имидо-функциональных смол (например, малеинимид), алкидных смол, смол, содержащих по меньшей мере одну двойную ненасыщенную связь, силансодержащих смол, полисилоксановых смол, ацетоацетатных смол, функциональных (=отверждаемых) фторированных смол, а также их смесей и гибридов. Эпоксидные смолы и полиуретаны являются предпочтительными смолами для использования в составе согласно настоящему изобретению. Гидрокси-функциональные смолы предпочтительно имеют гидрокси-функциональность между 2,1 и 3,5 и эквивалентность веса по меньшей мере 200 г/моль из расчета на сухое вещество.
В описании термин "пленкообразующая смола" включает в себя мономеры или олигомеры, которые во время отвердевания покрытия образуют полимерную систему. Примерами таких мономеров и олигомеров являются силоксаны и силикаты, например, тетраалкоксисилан или силаны, функционализированные эпокси-, амино-, меркапто- или олефиновыми функцинальностями, по отдельности или в комбинации с органическими мономерами или олигомерами. Полимерная система может быть образована из мономеров или олигомеров путем разнообразных технологий, включая золь-гель технологию.
Смола предпочтительно присутствует в покрывной композиции согласно изобретению в количестве 30-90% об., более предпочтительно 40-80% об. и наиболее предпочтительно 45-55% об., исходя из суммы объемов нелетучих компонентов покрывной композиции. Объемы нелетучих компонентов могут быть измерены непосредственно или они могут быть рассчитаны на основе их плотностей.
Покрывная композиция дополнительно содержит отвердитель для пленкообразующей смолы, причем тип зависит от природы пленкообразующей смолы.
Покрывные композиции на основе ацетоацетатной смолы предпочтительно содержат отвердитель на основе кетимина.
Содержащие эпоксидную смолу составы предпочтительно содержат отвердитель с алифатическими или ароматическими аминами, полиамидный отвердитель или тиоловый отвердитель. Подходящими эпоксидными смолами являются бисфенол А, бисфенол F, бисфенол A/F, новолак и алифатические эпоксидные смолы. Подходящими отвердителями с аминами являются алифатические амины и их аддукты (например, Ancamine® 2021), феналькамайны, циклоалифатические амины (например, Ancamine® 2196), амидоамины (например, Ancamide® 2426), полиамиды и их аддукты, а также их смеси. Отношение эпокси/NH в покрывных композициях эпоксиаминного типа заключается предпочтительно в интервале 0,6-2,0, более предпочтительно 0,8-1,7. Для органорастворимых покрывных композиций отношение эпокси/NH составляет предпочтительно 0,6-1,4, более предпочтительно 0,8-1,2 и наиболее предпочтительно 0,85-1,1. Для водорастворимых покрывных композиций отношение эпокси/NH составляет предпочтительно 0,6-2,0, более предпочтительно 0,9-1,7 и наиболее предпочтительно в интервале 1,3-1,7.
Предпочтительными отвердителями для гидрокси-функциональных смол являются изоцианаты и изоцианураты. Подходящие изоцианатные отвердители являются алифатическими, алициклическими и ароматическим полиизоцианатами, такими как триметилендиизоцианат 1,2-пропилендиизоцианат, тетраметилендиизоцианат, 2,3-бутилендиизоцианат, гексаметилендиизоцианат, октаметилендиизоцианат, 2,4-триметилгексаметилендиизоцианат, 2,4,4-триметилгексаметилендиизоцианат, додекаметиленгексаметилендиизоцианат, простой диизоцианатный эфир α,α'-дипропила, 1,3-циклопентилендиизоцианат, 1,2-циклогексилендиизоцианат, 1,4-циклогексилендиизоцианат, 4-метил-1,3-циклогексилидендиизоцианат, 4,4'-дициклогексилендиизоцианатметан, 3,3'-диметил-4,4'-дициклогексилендиизоцианатметан, м- и п-фенилендиизоцианат, 1,3- и 1,4 бис(изоцианатметил)бензол, 1,5-диметил-2,4-бис(изоцианатметил)бензол, 1,3,5-триизоцианатбензол, 2,4-толуолдиизоцианат, 2,6-толуолдиизоцианат, 2,4,6-толуолтриизоцианат, α,α,α',α'-тетраметил о-, м- и п-ксилилендиизоцианат, 4,4'-дифенилендиизоцианатметан, 4,4'-дифенилендиизоцианат, 3,3'-дихлоро-4,4'-дифенилендиизоцианат, нафталин-1,5-диизоцианат, изофорондиизоцианат, трансвинилидендиизоцианат, а также смеси вышеупомянутых полиизоцианатов.
Аддукты полиизоцианатов также пригодны, например биуреты, изоцианураты, аллофанаты, уретдионы, а также их смеси. Примерами таких аддуктов являются аддукт двух молекул гексаметилендиизоцианата или изофорондиизоцианата к диолу, такому как этиленгликоль, продукт реакции 3 молекул гексаметилендиизоцианата и 1 молекулы воды, аддукт 1 молекулы триметилолпропана к 3 молекулам изофорондиизоцианата, аддукт 1 молекулы пентаэритриола к 4 молекулам толуолдицианата, изоцианурат гексаметилендиизоцианата (Desmodur® N3390, от Bayer), уретдион гексаметилендиизоцианата (Desmodur® N3400, от Bayer), аллофанат гексаметилендиизоцианата (Desmodur® LS2101, от Bayer), а также изоцианурат изофорондиизоцианата (Vestanate® T1890, от Hüls). Кроме того, (со)полимеры изоцианат-функциональных мономеров, таких как α,α'-диметил-м-изопропенилбензолизоцианат подходят для применения. В конце концов, вышеупомянутые изоцианаты и их аддукты могут присутствовать в виде блокированного или латентного изоцианатов.
Содержание нелетучих покрывных композиций предпочтительно составляет 65-85% вес. и наиболее предпочтительно 70-80% вес. Для водорастворимых покрывных композиций содержание нелетучих заключается наиболее предпочтительно в диапазоне 40-45% вес.
Содержание летучих органических соединений (VOC) (Volatile Organic Content) в покрывной композиции (определенное по стандарту ASTM D3960) может быть более чем 700 г/л, но составляет предпочтительно менее чем 350 г/л, более предпочтительно менее чем 250 г/л.
Соль лития, которая присутствует в покрывной композиции согласно настоящему изобретению, может быть неорганической или органической солью лития. И анион, и катион соли лития должны быть растворимыми в воде. Поэтому полисиликаты лития и литий-обменные (кварцевые) частицы не считаются солями лития. Соль лития предпочтительно имеет константу растворимости в воде при температуре 25°C (Кsp; 25°C) по меньшей мере 1×10-11, более предпочтительно в интервале 1×10-11-5×10-2 и наиболее предпочтительно 1×10-5-2,5×10-2. Константа растворимости является продуктом равновесных концентраций ионов в насыщенном водном растворе соответствующей соли лития. Каждую концентрацию возводят в степень соответствующего коэффициента иона в сбалансированном равенстве. Константы растворимости для различных солей могут быть найдены в справочнике по химии и физике.
Примерами подходящих солей лития являются карбонат лития, фосфат лития, сульфат лития и тетраборат лития. Карбонат лития и фосфат лития являются предпочтительными солями. Карбонат лития является наиболее предпочтительной солью.
Соль лития предпочтительно присутствует в покрывной композиции согласно настоящему изобретению в количестве 1-40% об., исходя из суммы объемов нелетучих компонентов покрывной композиции. Для органорастворимых составов более предпочтительно 1-15% об. и наиболее предпочтительно 3-9% об., исходя из объема сухой пленки; для водорастворимых составов более предпочтительным является 5-25% об. и наиболее предпочтительно 10-20% об., исходя из объема сухой пленки.
Объемы нелетучих компонентов могут быть измерены непосредственно или они могут быть рассчитаны на основе их плотностей. Для порошков и гранулированных твердых веществ используют собственный объем или плотность в отличие от объема насыпного материала или плотности.
В предпочтительном варианте воплощения покрывная композиция согласно изобретению содержит один или более дополнительных ингибиторов коррозии. Примерами неорганических ингибиторов являются силикат калия; кислые фосфаты, такие как CaHPO4, MgHPO4 и SrHPO4; ортофосфаты, такие как соосажденные (многофазный пигмент) ортофосфат цинка, гидрат ортофосфата цинка, ортофосфат цинка-алюминия и органически модифицированный основной ортофосфат цинка; полифосфаты, такие как гидрат полифосфата стронция-алюминия, гидрат полифосфата цинка-алюминия, полифосфат магния-алюминия, трифосфат цинка-алюминия и трифосфат магния-алюминия; фосфосиликаты, такие как полифосфосиликат кальция-стронция и фосфосиликат стронция-цинка; другие фосфаты, такие как фосфаты цинка и борофосфат стронция; гибридные пигменты, использующие смеси неорганических и органических ингибиторов, таких как фосфат цинка+ZnO+Zn(DMTD-2,5-димеркапто-1,3,4 тиадиазол)2; оксиды металлов, такие как оксиды цинка, магния, алюминия, лития, молибдата, стронция, церия и их смеси; металлы, подобные металлическому Zn, металлическому Mg, а также Mg сплавы; и ионообменные пигменты, такие как кальциевые, магниевые и литиевые ионообменные пигменты. Следует отметить, что металлический Mg является единственно пригодным для использования в органорастворимых или не содержащих растворитель покрывных композициях из-за его реакционно-способности с водой. Примерами органических ингибиторов являются азолы, подобные имидазолам, тиазолам, тетразолам и триазолам, подобным (замещенному)бензотриазолу и 2-меркаптобензотриазолу; амины, подобные N-фенил-1,4-фенилендиамину и основаниям Шиффа (продуктам конденсации амина с альдегидом или кетоном), подобные N, N'-о-фенилен-бис(3метоксисалицилиденимин); аминокислоты, подобные соединениям с триптофантиоловой группой, подобные DMTD (2,5- димеркапто-1,3,4тиадиазол, 2,5-димеркапто-1,3,4тиадиазолу) или 1-фенил-2,5-дитиогидразодикарбонамиду; производные фталазина, подобные 2-[(7-анилино-5-[1,2,4]триазоло[3,4-b][1,3,4]тиадиазин-3-ил)метил]фталазин-1(2H)-один; танины и замещенные урацилы; материалы, содержащие фосфоновокислую группу, подобные стиролфосфоновой кислоте; янтарную кислоту; (бензотиазол-2илтио)янтарную кислоту; производные жирных кислот, подобные линолевой кислоте и TEOA; соли жирных кислот талового масла; и сульфонаты.
Наиболее предпочтительными дополнительными ингибиторами коррозии являются магнийсодержащие материалы, такие как металл магний, оксид магния, оксиаминофосфатные соли магния (например, Pigmentan® 465M), карбонат магния, а также гидроксид магния. Металл магний подходит для применения в виде частиц, например в виде порошка, чешуек, шариков или сфероидов. Следует отметить, что частицы металла магния и сплавов металла магния требуют специфических стабилизирующих агентов при использовании в водных покрывных композициях. Такие стабилизирующие агенты обычно известны и коммерчески доступны. Дополнительные ингибиторы коррозии предпочтительного присутствуют в покрывной композиции в количестве 0,1-50% об., более предпочтительно 1-20% об., наиболее предпочтительно 1-15% об., исходя из суммы объемов нелетучих компонентов покрывной композиции. Объемы нелетучих компонентов могут быть измерены непосредственно или они могут быть рассчитаны на основе их плотностей. Для порошков и гранулированных твердых веществ используют собственный объем или плотность, в противоположность объему насыпного материала или плотности.
Если соль магния, или оксид, присутствует в составе согласно изобретению, то она присутствует в весовом соотношении Mg:Li по меньшей мере 0,1:1, более предпочтительно по меньшей мере 0,5:1, более предпочтительно по меньшей мере 1:1, наиболее предпочтительно по меньшей мере 3:1. Это соотношение предпочтительно составляет менее чем 30:1, более предпочтительно менее чем 25:1, даже более предпочтительно менее чем 15:1, еще более предпочтительно менее чем 10:1 и наиболее предпочтительно менее чем 8:1.
Если металл магний, или сплав, присутствует в составе согласно изобретению, то весовое соотношение Mg:Li предпочтительно составляет менее чем 500:1, более предпочтительно менее чем 300:1, более предпочтительно менее чем 250:1, даже более предпочтительно менее чем 100:1, даже более предпочтительно еще менее чем 50:1 и наиболее предпочтительно менее чем 25:1.
Другими соединениями, которые могут присутствовать в покрывной композиции согласно настоящему изобретению, являются пигменты (например, диоксид титана или оксид железа желтый), наполнители (например, тальк, сульфат бария, слюда, карбонат кальция, кварц или волластонит), реологические модификаторы (например, Bentone SD 2 или органические реологические модификаторы), агенты для разлива и выравнивания (например, полисилоксаны и полиакрилатные выравнивающие добавки) и растворители (например, кетоны, такие как метилизобутилкетон, ароматические углеводороды, такие как ксилол, спирты, такие как бензиловый спирт, сложные эфиры, такие как бутилацетат и алифатические растворители).
Настоящее изобретение дополнительно относится к применению покрывной композиции согласно настоящему изобретению в качестве антикоррозийной грунтовки для покрытия подложек из цветных металлов, таких как магний, магниевые сплавы, титан, алюминий, алюминиевый сплав, а также подложек из сплава литий-алюминий. Предпочтительной подложкой из цветного металла является алюминиевый сплав. Примерами подходящих алюминиевых сплавов являются 2024-T3 (обнаженные или покрытые), 7075-T6 (обнаженные или покрытые), 6061, 6111, 5052, 5083, 5251, 5454, 7017, а также 7020. Покрывная композиция согласно настоящему изобретению является также подходящим для покрытия железосодержащих подложек, таких как стали, оцинкованная сталь, марки GALVALUME и GALFAN.
Настоящее изобретение дополнительно относится к применению покрывной композиции согласно настоящему изобретению для покрытия железосодержащих подложек. Примерами подходящих железосодержащих подложек являются холоднокатаная и горячекатаная сталь, нержавеющая сталь 304, В952 (модифицированная фосфатом цинка), В1000 (модифицированная фосфатом железа), а также модифицированная цинком сталь, такая как EZG 60G, EZG 60G с модификацией фосфатом цинка, G90, а также марка Galvanneal HIAZn/Fe A45.
Покрывная композиция согласно настоящему изобретению является также подходящей для покрытия неметаллических конструкционных материалов подобных пластикам, наполненным термопластам (например, CETEX® от Tencate), а также композиционные материалы на основе препрега или препрега со слоистой структурой, таких как армированные фиброволокнами полимеры или пластики, продаваемые под названием Hexply®. Также композиты с металлической матрицей и композиты с керамической матрицей могут быть покрыты покрывной композицией согласно настоящему изобретению.
Покрывная композиция согласно настоящему изобретению может быть использована в качестве грунтовки, самозаполняющегося верхнего слоя, промежуточного слоя или верхнего слоя и может быть нанесена на подложку с использованием или без предварительной обработки, свободной от шестивалентного хрома, золь-гель системы, такой как AC-®131 (AC Tech), PreKote® (Pantheon Chemical), или химического конверсионного покрытия. Он может быть также нанесен на анодированные поверхности, такие как анодированные хромовыми кислотами (CAA) (chromic acid anodized) поверхности, анодированные винно-серной кислотой (TSA) (sulphuric acid anodized) поверхности, а также анодированные борно-серной кислотой (BSAA) (boric sulphuric acid anodized). Покрывная композиция может быть использована преимущественно в качестве антикоррозийного грунтовочного покрытия для подложек из цветных металлов. В одном варианте воплощения покрывную композицию наносят на подложку, чтобы образовать грунтовочный слой в системе многослойного покрытия, содержащей грунтовочный слой и верхний слой. Верхний слой может быть прозрачным покрытием или окрашенным пигментом верхним слоем. Альтернативно, верхний слой включает цветную, и/или придающую эффект, грунтовку, нанесенную на грунтовочный слой, и прозрачный слой, нанесенный на верх слоя грунтовки.
Покрывная композиция особенно пригодна для использования в аэрокосмической промышленности. Изобретение дополнительно относится к способу улучшения коррозионной стойкости металлической подложки, который содержит этапы:
a) нанесения покрывной композиции согласно изобретению на металлическую подложку, и
b) отвердевания нанесенной покрывной композиции.
Металл металлической подложки может быть цветным металлом, таким как алюминий или алюминиевый сплав. Альтернативно, металл может быть железосодержащим металлом. Подложка может быть наружной и внутренней, включая в себя несущие детали и кабину самолета или его часть.
Примеры
Перечень использованных химикатов
puriss p.a.(CAS:12007-60-2)
(CAS 553-54-8)
(CAS 497-19-8)
(CAS 584-08-7)
(CAS 1309-48-4)
(обработанный волластонит)
(сульфат бария)
(реологический модификатор)
очень мелкодисперсный красный
Основные методы
Приготовление образцов краски
Дисперсная фаза
Использовали два способа для изготовления дисперсий пигментов: измельчение с помощью мини-мельницы с мотором или посредством встряхивания. Оба могут быть использованы для получения композиций, упомянутых в примерах.
Измельчение с помощью мини-мельницы с мотором
Приготовленную дисперсию измельчают с использованием мини-мельницы с мотором Eiger® (камера размалывания 50 см3), заполненной 150 г абразивного материала Zirconox® размером 1,7-2,4 мм. Дисперсии проходят через камеру размалывания до тех пор, пока не достигают тонкости помола менее чем 25 мкм.
Диспергирование посредством встряхивания
Встряхивание может быть использовано в качестве альтернативного метода размалыванию мини-мельницей с мотором. Приблизительно 150 мл дисперсии готовят в стеклянном сосуде вместимостью 370 мл. К смеси добавляют 400 г абразивного материала Zirconox® (1,7-2,4 мм). Образцы помещаются в шейкере для краски Skandex®, пока тонкость помола не будет менее чем 25 мкм. После встряхивания смеси фильтруют для удаления абразивной среды перед добавлением разбавляющей фазы.
Разбавляющая фаза
После диспергирования компонент А завершают добавлением оставшихся ингредиентов при перемешивании. До нанесения все образцы выдерживали в течение по меньшей мере 24 часов для уверенности в том, что образцы устойчивы.
Смешивание образцов для нанесения
Компонент В добавляют при перемешивании, чтобы гарантировать достаточное смешивание для получения гомогенных образцов. Это особенно важно для водорастворимых примеров.
Приготовление панелей испытания
До тех пор, пока не указано специально, панели для испытаний являются типично 7,5×15 см (3×6-дюймов) и 0,8 мм толщиной. Сплав и предварительные обработки описаны в каждом примере. До нанесения покрытий панели для испытаний подвергают определенному способу предварительной обработки.
До предварительной обработки панели обезжиривают с использованием раствора типичного очищающего растворителя (40% по весу изобутилового спирта и 60% по весу н-бутилацетата) с последующей одной из следующих предварительных обработок:
Способ А: Scotch-Brite®/очистка растворителем
Панель осторожно шлифуют, используя тампон с 3М Scotch-Brite®, очень тонкодисперсного красного. Это сопровождается очисткой остатков с использованием очищающего растворителя. Панели готовы для нанесения непосредственно после предварительной обработки.
Способ В: Нанесение золь-геля
Панель осторожно шлифуют, используя тампон с 3М Scotch-Brite®, очень тонкодисперсного красного вместе с щелочным очищающим раствором (например, Turco® Jet Clean 91, от Henkel Technologies), чтобы получить поверхность со свободно стекающей водой в течение по меньшей мере 30 секунд. Панель промывают и наносят золь-гель (AC-131 CB или BB, от AC Tech), используя флакон для ручного распыления или распыленный пистолетом низкого давления HVLP (high volume low pressure) с давлением 5 бар. Наносят тонкий слой краски, покрывая подложки. Панелям дают возможность высохнуть в условиях окружающей среды и после нанесения золь-геля через 1-2 часа могут быть покрыты.
Способ С: нанесение PreKote®
Распылить PreKote® на панель, шлифовать панель, используя тампон с 3М Scotch-Brite®, очень тонкодисперсного красного, дать материалу отдохнуть в течение 2 минут и повторить этап шлифовки с PreKote®, закончить промывкой водой, удостовериться, что с поверхности свободно стекает вода в течение 30 секунд (иначе говоря, повторить этап 2), дать возможность панелям высохнуть в условиях окружающей среды, наносить покрытие после времени высушивания 1-2 часа.
Способ D: SurTec ® 650 RTU
Панели шлифуют, используя тампон с 3М Scotch-Brite®, очень тонкодисперсного красного вместе со щелочным очищающим раствором (например, Turco® Jet Clean 91, от Henkel Technologies), чтобы получить поверхность со свободно стекающей водой в течение по меньшей мере 30 секунд. Панель промывают и наносят SurTec® 650 RTU (готовый к употреблению) пистолетом для распыления HVLP с давлением 5 бар, чтобы распылить материал. Панели выдерживают в условиях окружающей среды 23±2°C/50±5% RH (relative humidity - относительная влажность) в течение 1-2 часов перед нанесением. SurTec® материал может быть нанесен также способом нанесения покрытия окунанием в нагретый состав.
Способ Е: Предварительная обработка стали
После этапа очистки панели полируют, используя шлифовальный станок. Первоначально панели шлифуют наждачной бумагой Р80 и потом с помощью Р 220. Панели очищают, используя очищающий растворитель до нанесения краски. Краска на образцы должна быть нанесена как можно скорее, в пределах 1 часа после шлифования.
Нанесение покрытий для испытания
Панели типично покрывают посредством распыления, используя пистолет для распыления HVLP с подачей самотеком. Покрытиям дают возможность отстояться в течение 30 минут после смешивания отдельных компонентов. Во всех примерах типично наносят полиуретановый верхний слой, коммерчески доступный Eclipse® верхний слой (ECL-G-101, от AkzoNobel Aerospace Coatings) используют с отверждающим раствором PC 233 и разбавителем TR-109.
Проведенные испытания
Тонкость помола: Испытания проводили согласно стандарту ISO 1524. Кратко, краску наносят на шаблон Hegman, используя скребок. Тонкость помола определяют как место, где отдельные твердые частицы отчетливо видны в прорези шаблона. Эту величину (тонкость помола) представляют в единицах помола Hegman или в микрометрах (мкм).
Толщина сухой пленки: Испытания проводили согласно стандарту ISO 2808. Кратко, это неразрушающее точное измерение, чтобы измерить толщину сухой красящей системы, используя прибор с вихревыми токами. Эти приборы работают по такому принципу, что высокочастотное электромагнитное поле, генерированное в зондовой системе прибора, будет производить вихревые токи в проводнике, на который помещают зонд, и что амплитуда и фаза этих токов являются функцией толщины непроводящего покрытия, присутствующего между проводником и зондом. (Примерами приборов являются Fischer Isoscope® MP1C для подложек из цветных металлов и Fischer Dualscope® для подложек из железосодержащих и цветных металлов.)
Испытания прочности адгезии перекрестной штриховкой: Тест проводят согласно ISO 2409 после 7 дней погружения в воду. Кратко, метод испытания выполняют путем гравирования (царапания) по покрытию до металлической панели острым ножом, первый набор из шести параллельных линий (на расстоянии 2 мм). Второй, подобный набор линий затем царапают на панели под углом 90 градусов к первому набору линий. Вслед за этим полосу покрытой клеем ленты, склеивающим при давлении, прижимают к окрашенной поверхности на царапаной части испытываемой панели и затем быстро удаляют. Покрытие оценивают качественно по количеству краски, удаленной клеем, на ленте.
Оценочная шкала испытания перекрестной штриховкой
Испытание коррозионной стойкости (ASTM B117) и оценка:
Коррозионную стойкость покрытых деталей измеряют посредством стандартного испытания распыленной солью (туманом) для красок и лаков, как описано в стандарте ASTM B117. В этом испытании детали помещают в камеру, выдерживаемую при постоянной температуре (например, 35ºC), где их подвергают действию мелкодисперсных брызг (тумана) пятипроцентного солевого раствора в течение определенных периодов времени.
Перед подверганием панелей тесту на коррозию гравировку (царапину) делают механическим фрезерованием (предпочтительно в виде Андреевского креста, 200-250 мкм глубина и 1 мм ширина, U-образная гравировка). После гравирования задние стороны панелей заклеивают липкой лентой (например, Tesaflex® 4163), чтобы предотвратить коррозию на задних сторонах и кромках панелей.
Панели оценивают по появлению в царапине (темной, черной, блестящей) продуктов коррозии в царапине (рассчитывая % пораженной площади от общей площади царапины). Коррозию вокруг царапины оценивают путем измерения коррозионной ползучести или размера коррозионного вздутия из царапины.
Оценка осмотического образования вздутий на окрашенном образце
Этот метод осуществляют, как описано в стандарте ASTM-D714. Его применяют, чтобы оценить размер осмотических вздутий, используя шкалу для размера вздутий от 10 до 0 (10 - безупречно, нет вздутий, 9 означает очень маленькие, а 3 означает большие вздутия) и, во-вторых, плотность вздутий (F=Few(малая), M=Medium(средняя), D=Dense(чрезмерная)). Такого типа оценку осуществляют непосредственно после погружения в воду или коррозионного испытания окрашенных подложек.
Пример 1. Использование карбоната лития в органорастворимом эпоксидном покрытии
Этот пример демонстрирует влияние использования соли лития в отсеивающем эксперименте, сравнивая ее с несколькими разными ингибиторами коррозии, свободными от хрома, рекомендованными для алюминиевых сплавов (полифосфатом, например Heucophos® SRPP, и ортогидрофосфатом цинк-алюминия, например, Heucophos® ZPA, оксиаминофосфатной солью магния, Pigmentan® 465M).
Композиции для получения 250 мл смешанного продукта
% по весу
% по объему
Подготовка образца
Компонент А готовили согласно следующей процедуре: все компоненты добавляли в порядке, отображенном в таблице (сверху вниз), с быстродействующим растворителем в банку вместимостью 500 мл. Все ингредиенты добавляли при перемешивании. После добавления MPA® 2000X смесь диспергировали в течение следующих 10 минут, имея хороший диспергирующий вихрь (2000-3000 об/мин) в зависимости от вязкости, чтобы достигнуть минимальной температуры 55°C, для активации реологического агента MPA-2000X. Температура не превышала 70°C. Добавляли остальные Epikote® 828 и метиламилкетон, и композиции измельчали с помощью мини-мельницы с мотором Eiger®, чтобы достигнуть тонкости помола менее чем 25 мкм. Потом разбавляющую фазу (Epikote® 828, метиламилкетон и BYK® 358N) добавляли в этом порядке при перемешивании смеси, чтобы завершить компонент А. Отверждающий раствор, компонент В, готовили отдельно путем смешивания шпателем.
Для этого примера покрытые и обнаженные панели из 2024 Т3 готовили согласно способу А предварительной обработки.
Компонент В добавляли к компоненту А и перемешивали до гомогенной смеси. Через 30 минут после смешивания наносили краски одним влажным слоем до сухой пленки толщиной 20-30 мкм. Покрытые панели отверждались в течение ночи при 23±2°C/50±5% RH. Полиуретановый основной верхний слой Eclipse® (ECL-G-101) наносили в 2 слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм.
Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней до начала испытания.
Прилипание (адгезия)
покрытые
покрытые
(точка отсчета)
Наблюдения после 500 часов воздействия нейтрального солевого тумана
Наблюдения после 2000 часов воздействия нейтрального солевого тумана
Все образцы давали хорошую адгезию на обеих подложках. Панели обследовали первоначально после 500 часов воздействия нейтрального солевого тумана. Уже после этого времени воздействия все коммерчески доступные ингибиторы коррозии показали потемневшие царапины со значительными отложениями белых продуктов коррозии с очень плотной структурой. Не наблюдали никаких вызванных коррозией вздутий или ползучести вдоль царапины или осмотических вздутий на лицевой части панели. Заметным отличием был факт, что образец, содержащий карбонат лития, не показал потемнения царапины, но вместо этого показал блестящую царапину почти без продуктов коррозии. Это наблюдение является особенным, так как никакой из испытываемых свободных от хрома ингибиторов коррозии не показали такого поведения. Это наблюдение указывает, что карбонат лития обеспечивает раннюю и эффективную пассивацию царапины, где другие ингибиторы не имели этой характеристики и уже показали значительные количества продуктов коррозии после 500 часов воздействия. После продления теста на коррозию до 2000 часов образец с карбонатом лития оставался блестящим. Образец собирает больше отложений в царапине. По сравнению с пораженной зоной и плотностью сравнительных ингибиторов значительно ниже количество и толщина этих коррозионных отложений.
Наблюдения являются похожими для покрытых и обнаженных алюминиевых сплавов 2024 Т3. На покрытых и обнаженных панелях из 2024 Т3 может наблюдаться некоторая ползучесть из царапины. Образец с карбонатом лития отображает более низкую величину ползучести и меньше питтинговой коррозии в царапине по сравнению с состоянием коммерчески доступных в области техники ингибиторов коррозии.
Эти наблюдения указывают, что карбонат лития демонстрирует хорошую антикоррозийную природу при введении в покрытия.
Пример 2. Применение различных солей лития в покрывной композиции с растворителем на основе эпоксиамина
Этот пример демонстрирует активность солей лития обычно в сравнении с альтернативными карбонатными солями и обычно используемыми разбавителями. Выбрали несколько солей лития, чтобы ввести в композиции красок. Все соли добавляли к композициям в одинаковом объеме сухой пленки, исходя из плотности соли лития.
Композиции для получения 250 мл смешанного продукта
Приготовление образца
Компонент А готовили согласно следующей процедуре
Все компоненты добавляли при перемешивании в стеклянный сосуд вместимостью 370 мл. После добавления конечного компонента добавляли к смеси 400 г крупинок Zirconox® (1,7-2,4 мм). Соли диспергировали до размера частиц менее 25 мкм путем встряхивания в течение 20-30 минут на шейкере Skandex® для красок. После встряхивания смеси фильтровали. Компонент В готовили отдельно.
Для этого примера обнаженные и покрытые панели из 2024 Т3 готовили согласно способу А предварительной подготовки.
Компонент В добавляли к компоненту А, и смесь перемешивали до гомогенной смеси. Через 30 минут после смешивания краски наносили одним влажным слоем до сухого слоя толщиной 20-30 мкм. После отверждения в течение ночи в условиях окружающей среды верхний слой на основе полиуретана Eclipse® (ECL-G-101) наносили в 2 слоя с тридцатиминутным удалением воздуха между слоями, достигая толщины сухой пленки 60-70 мкм. Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней перед испытанием.
Адгезия
обнаженные
покрытые
обнаженные
покрытые
царапины
ASTM D714
ASTM D714
В сравнении с разбавителем и альтернативными карбонатами составы, содержащие соли лития, показывают отчетливую разницу во внешнем виде царапины. Блестящие, яркие царапины наблюдаются с уменьшенным количеством присутствующих продуктов коррозии, предполагая механизм пассивации. Из-за риска осмотического образования вздутий не является обычным включать эти типы растворимых солей в покрытия при таких высоких уровнях содержания. Это подтверждается оценкой образования вздутий, используя шкалу по стандарту ASTM D-714 после воздействия нейтрального солевого тумана (НСТ). Карбонат лития и фосфат лития не показывают какого-либо признака осмотического образования вздутий. Этот осмотический эффект также ясно наблюдают при проведении тестов на адгезию. Все соли, за исключением фосфата лития и карбоната лития, отображают нарушение адгезии после погружения в воду.
Фосфат лития, имеющий самую низкую растворимость, показывает наименьшую степень яркости в царапине. В сравнении с солями натрия и калия действие соли лития бросается в глаза и намного лучше. Результаты демонстрируют, что ион лития, а не конкретно соль, главным образом отвечает за эффект пассивации в царапине. Низкая растворимость означает меньшее количество ионов в растворе, давая в результате тусклые, но еще чистые царапины, тогда как высокая растворимость означает высокие уровни содержания ионов лития в царапине и блестящие царапины. Однако все литийсодержащие образцы отображают меньшее количество продуктов коррозии в царапине и значительно различающийся внешний вид в сравнении с неингибированными образцами. Эти наблюдения демонстрируют, что добавление солей лития к композициям покрытий улучшает защиту от коррозии.
Пример 3. Синергический эффект карбоната лития с другими, свободными от хрома, ингибиторами коррозии в покрытии с растворителем на основе эпоксиамина
В настоящее время многие разные, свободные от хрома ингибиторы коррозии доступны на рынке. Однако многие из этих ингибиторов не способны обеспечить достаточную защиту от царапания алюминиевых сплавов и других металлов. Часто наблюдается потемнение царапины и раннее солеобразование (продукты коррозии). Этот пример демонстрирует синергический эффект карбоната лития с доступными коммерчески в настоящее время ингибиторами (полифосфатом, например, Heucophos® SRPP, и фосфатом цинка, например, Heucophos® ZPA, оксиаминофосфатной солью магния, Pigmentan® 465M).
Композиция для получения 250 мл смешанной краски
% по весу
% по объему
(г/л)
Приготовление образца
Компонент А был приготовлен согласно следующей процедуре: все компоненты добавляли в порядке, отображенном в таблице (сверху вниз), с быстродействующим растворителем в банку вместимостью 500 мл. Все ингредиенты добавляли при перемешивании. После добавления MPA® 2000X смесь диспергировали в течение еще 10 мин, имея хороший диспергирующий вихрь (2000-3000 об/мин) в зависимости от вязкости. Температура не должна превышать 70°C. Добавляли оставшиеся Epikote®828 и метиламилкетон, и композиции измельчали мини-мельницей Eiger® с мотором до тонкости помола менее чем 25 мкм. Затем в разбавляющей фазе добавляли Epikote®828, метиламилкетон, и BYK® 358N добавляли в этом порядке при перемешивании смеси, чтобы завершить компонент А. Компонент В отверждающего раствора готовили отдельно путем перемешивания шпателем.
Для этого примера панели из 2024 Т3, покрытые и обнаженные, предварительно обрабатывали согласно способу А.
Компонент В добавляли к компоненту А и перемешивали до гомогенной смеси. Краски наносили одним влажным слоем до сухой пленки толщиной 20-30 мкм через 30 минут после смешивания. После ночного отвердевания в течение 16 часов и в условиях окружающей среды (23±2°C/50±5% RH) верхний слой на основе полиуретана Eclipse® (ECL-G-101) наносили в 2 слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм.
Все образцы отверждались при (23±2°C/50±5% RH) в течение 7 дней до начала испытания.
Адгезия
Наблюдения после воздействия нейтрального солевого тумана (НСТ)
ASTM D714
лития карбонат
Все образцы, содержащие карбонат лития, показывают значимо различный внешний вид царапины по сравнению с образцами без карбоната лития. После 500 ч воздействия нейтрального солевого тумана у блестящих царапин почти не наблюдалось никаких продуктов коррозии, тогда как образцы без карбоната лития показали темные, почти черные царапины со значительными количествами продуктов коррозии. Образцы, содержащие Heucophos® ZPA и Heucophos® SRPP, отличаются меньше, но добавление карбоната лития еще обеспечивает улучшение над образцами без этой добавки. Наилучшие и самые замечательные результаты обнаружили при соединении соли лития с антикоррозийным пигментом на основе оксиаминофосфатной соли магния как Pigmentan® 465M, или оксидом магния. После 2000 часов нейтрального солевого тумана царапины показывают более белые отложения. Это не является необычным, даже технологии, использующие хромат стронция в качестве ингибитора коррозии, показывают такое поведение при длительном воздействии нейтрального солевого тумана. Удивительным и отличным от образца без карбоната лития является тот факт, что образцы с карбонатом лития показывают меньше белых отложений в царапине, более низкую плотность или более тонкий слой белых отложений, но еще блестящие царапины даже под белыми отложениями. Это поведение указывает, что соединение лития обеспечивает защитный слой в царапине, чтобы защитить сплав. Это наблюдение существенно отличается от состояния в области техники ингибиторов коррозии.
Пример 4. Использование карбоната лития и фосфата лития в покрытии с растворителем на основе эпоксиамина
В примере 3 наблюдали синергический эффект карбоната лития с оксидом магния и оксиаминофосфатными солями магния (Pigmentan® 465M). Этот пример должен исследовать действие карбоната лития и фосфата с комбинацией и без с этими солями магния.
Композиции для получения 250 мл смешанного материала
Приготовление образца
Компонент А готовили согласно следующей процедуре: компоненты (метиламилкетон, Solsperse® 32500, Epikote® 828, оксид магния, Blanc Fixe N, Wollastocoat® 10ES, Kronos 2310®) добавляли с быстродействующим растворителем в консервную банку, вместимостью 500 мл. После добавления MPA®-2000X компоненты растворяли при 2000-3000 об/мин, чтобы получить минимальную температуру 55°C. Температура поддерживалась в течение 15 минут, но не должна превышать 70°C. Остальное: эпоксидную смолу Epikote® 828 и метиламинкетон, добавляли перед измельчением. Смесь измельчали с помощью мини-мельницы Eiger® с мотором до тонкости помола 25 мкм. После расчета выхода после измельчения компонент А завершали, используя разбавляющую фазу. Разбавитель добавляли к компоненту А при перемешивании, получая гомогенную смесь. Компонент В готовили отдельно.
Для этого примера панели из 2024 Т3, покрытые и обнаженные, предварительно обрабатывали согласно способу В предварительной обработки.
Компонент В добавляли к компоненту А. Смесь перемешивали до гомогенной смеси. Краски наносили через 30 минут после смешивания.
С применением оборудования низкого давления (HVLP) (high volume low pressure) для нанесения краски все композиции были нанесены одним влажным слоем, чтобы получить сухую пленку толщиной 20-30 мкм.
После отвердевания в течение ночи при (23±2°C/50±5% RH) верхний слой на основе полиуретана Eclipse® (ECL-G-101) наносили в 2 слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм. Все образцы отверждались при (23±2°C/50±5% RH) в течение 7 дней до начала испытания.
Адгезия
(ISO 2409)
(ISO 2409)
Наблюдения после воздействия нейтрального солевого тумана (НСТ)
Внешний
вид
из царапины (мм)
ASTM
D714
ASTM D714
карбонат
фосфат
Образцы, содержащие соль лития, показывают царапины со значительно различающимся внешним видом по сравнению с образцами без солей лития. Во всех случаях образцы с литием показывают намного меньше коррозионных (белых) отложений в царапине и все, кроме одного литийсодержащего образца, выглядят блестящими/яркими. Образцы с литием 4А и 4Н показывают темные царапины с коррозионными продуктами высокой плотности.
К тому же фосфат лития показывает матовую, но светлую царапину. Такое поведение отличается по сравнению с образцами с карбонатом лития и наиболее подобно вызванному более низкой растворимостью фосфата лития. Несмотря на матовую царапину, никаких вздутий, вызванных коррозией, не было обнаружено для образца 4-D.
Комбинация соли лития с оксидом магния или Pigmentan® 465M дает в результате блестящие царапины (также для образца 4G с фосфатом лития) и значительно меньше вызванных коррозией вздутий по сравнению с образцами без солей лития.
Образцы 4С-D также показывают более высокую плотность вызванных коррозией вздутий по сравнению с образцами, в которых соли лития комбинируют с оксидом магния или Pigmentan® 465M.
Это демонстрирует синергический эффект при комбинировании соли лития с ингибиторами коррозии на основе магния.
Пример 5: Уровень содержания карбоната лития
Предыдущие примеры продемонстрировали активность солей на основе лития в испытании воздействием нейтрального солевого тумана. Этот пример предназначен демонстрировать активность карбоната лития при введении в повышенной концентрации из расчета на объем сухой пленки краски.
Композиции для получения 250 мл смешанной краски
Silane
лития
от нелетучих
характеристики
краски
(%) по весу
(%) по объему
Приготовление образца
Компонент А готовили согласно следующей процедуре: все компоненты добавляли при перемешивании в стеклянную емкость вместимостью 370 мл. После добавления конечного компонента добавляли 400 г крупинок Zirconox® (1,7-2,4 мм) к смеси. Соли диспергировали до размера частиц менее чем 25 мкм встряхиванием в течение 20 минут на шейкере Skandex®. Перед продолжением смеси фильтровали, чтобы удалить абразивный материал. Компонент В готовили отдельно.
Для этого примера панели из 2024 Т3 обнаженные и из 2024 Т3 покрытые готовили согласно методу А предварительной обработки.
Компонент В добавляли к компоненту А и смесь перемешивали до гомогенной смеси. Через 30 минут после смешивания краски наносили одним слоем до толщины сухой пленки 20-30 мкм. После отверждения в течение ночи при условиях окружающей среды 23±2°C/50±5% RH верхний слой на основе полиуретана Eclipse® (ECL-G-101) наносили в 2 слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм.
Перед началом испытания нейтральным солевым туманом образцы отверждались при 23±2°C/50±5% RH в течение 7 дней.
внешний вид
коррозии,
% площади царапины
ASTM D-714
D-714
При низких концентрациях, таких как 0,5 и 1,5 об.%, исходя из суммы объемов нелетучих компонентов в царапине, наблюдали блестящие и ясные участки. Однако наблюдались значительные количества продуктов коррозии и ползучесть из царапины. При концентрациях 5% и выше, вплоть до 30% по объему, обнаружили блестящие и ясные царапины. Это, соединенное с очень минимальным образованием продуктов коррозии в царапине и отсутствием ползучести из царапины, ясно указывало на пассивационное действие соли лития, в этом случае карбоната лития. Несмотря на большую загрузку солей, не наблюдали осмотического образования вздутий.
Пример 6. Активность в полиуретановой на основе растворителя технологии
Пример предназначен демонстрировать, что активность соли на основе лития не ограничивается нанесением по эпоксиаминной технологии. Пример описывает введение и активность карбоната лития в покрытие на основе полиуретана.
Так как адгезия на алюминиевых сплавах обычно хуже по сравнению с системой с эпоксидным связующим, то решили использовать PreKote® и анодированную подложку, как предварительную подготовку.
Композиции для получения 250 мл смешанной краски
Приготовление образца
Компонент А готовили согласно следующей процедуре: все компоненты добавляли при перемешивании в стеклянный сосуд вместимостью 370 мл. После добавления конечного компонента добавляли 400 г крупинок Zirconox® (1,7-2,4 мм) к смеси. Соли диспергировали до размера частиц менее чем 25 мкм путем встряхивания в течение от 10 до 20 минут на шейкере Skandex®. После встряхивания смеси фильтровали, чтобы удалить абразивный материал.
Для этого примера панели из 2024 Т3, покрытые и обнаженные, готовили согласно методу С предварительной обработки. Панели с анодированием хромовой кислотой (САА) (chromic acid anodization) были приготовлены извне.
Компонент В добавляли к компоненту А и смесь перемешивали до гомогенной смеси. Через 30 минут перемешивания краски наносили одним влажным слоем до сухой пленки толщиной 20-30 мкм.
После отверждения в течение ночи верхний слой на основе полиуретана Eclipse (ECL-G-101) наносили двумя слоями с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм. Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней.
 Образцы, содержащие карбонат лития, ясно показали блестящие царапины после 500 ч воздействия нейтрального солевого тумана. По сравнению с неингибированным образцом образцы с карбонатом лития показали гораздо меньшую концентрацию продуктов коррозии в царапине и ограниченные, вплоть до отсутствия, ползучесть или вызванное коррозией вздутие из царапины. Несмотря на уровень содержания растворимого материала, в композиции не наблюдали никакого вздутия на лицевой стороне панели.
Образцы, содержащие карбонат лития, ясно показали блестящие царапины после 500 ч воздействия нейтрального солевого тумана. По сравнению с неингибированным образцом образцы с карбонатом лития показали гораздо меньшую концентрацию продуктов коррозии в царапине и ограниченные, вплоть до отсутствия, ползучесть или вызванное коррозией вздутие из царапины. Несмотря на уровень содержания растворимого материала, в композиции не наблюдали никакого вздутия на лицевой стороне панели.
Эти результаты подтверждают ингибирующий эффект (ясные, блестящие царапины и низкие уровни продуктов коррозии) карбоната лития в полиуретановой композиции.
Пример 7. Активность в полиаспартической на основе растворителя технологии
Эпоксиаминная и полиуретановая технологии красок очень хорошо известны в технологии двухкомпонентных красок. Одной из более новых технологий является полиаспартическая технология краски. В этой технологии блокированные амины поперечно сшивают с изоцианатными отвердителями, чтобы получить сшитый слой-пленку краски. Технологию используют как нанесение грунтовки, верхнего слоя или непосредственно на металл (грунтующий верхний слой). Пример демонстрирует активность солей лития, подобных карбонату лития в этой технологии.
Композиции для получения 250 мл смешанной краски
Приготовление образца
Компонент А готовили согласно следующей процедуре: все компоненты добавляли при перемешивании в стеклянную емкость вместимостью 370 мл. После добавления конечного компонента добавляли 400 г крупинок Zirconox® (1,7-2,4 мм) к смеси. Соли диспергировали до размера частиц менее чем 25 мкм встряхиванием в течение 10-20 минут на шейкере Skandex®. После встряхивания смеси фильтровали, чтобы удалить абразивный материал.
Компонент В готовили отдельно.
Эта технология имеет умеренную адгезию на алюминиевых сплавах. Поэтому для этого примера панели из 2024 Т3, покрытые и обнаженные, готовили согласно предварительной обработке С. К тому же панели с анодированием хромовой кислотой (САА - chromic acid anodization) были приготовлены извне.
Компонент В добавляли к компоненту А и смесь перемешивали до гомогенной смеси. Через 30 минут после смешивания краски наносили одним влажным слоем до сухой пленки толщиной 20-30 мкм. После отверждения в течение ночи наносили верхний слой на основе полиуретана Eclipse® (ECL-G-101) в два слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм. Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней.
Наблюдения после воздействия нейтрального солевого тумана
ползучесть
из царапины
ASTM D 714
ASTM
D 714
ползучесть
из царапины
ASTM
D 714
ASTM D 714
Этот пример опять демонстрирует благоприятное воздействие карбоната лития. Добавление соли лития давало в результате уменьшенное число и размер вызванных коррозией вздутий вдоль царапины. Все образцы демонстрируют блестящую царапину после воздействия нейтрального солевого тумана по сравнению с неингибированными образцами. Это указывает, что соль лития имеет важное значение для получения защитного слоя в царапине. Этот защитный эффект не ограничен эпоксиаминной и полиуретановой технологией. Также это наблюдалось в полиаспартической композиции покрытия.
Пример 8. Соли лития в водорастворимой эпоксиаминной технологии
Этот пример демонстрирует применение и активность солей лития в водорастворимой эпоксиаминной композиции. И фосфат лития, и карбонат лития сравнивают с композицией на основе сульфата бария. Пассивирующая активность демонстрируется при использовании карбоната лития и фосфата лития.
Композиции для 250 мл смешанной краски
Приготовление образца
Компонент А готовили согласно следующей процедуре: все компоненты добавляли с быстродействующим растворителем в банку вместимостью 500 мл. Все ингредиенты добавляли при перемешивании. После добавления сульфата бария, карбоната лития или фосфата лития смесь диспергировали в течение 10 минут с быстродействующим растворителем, имея хороший диспергирующий вихрь (2000-3000 об/мин) в зависимости от вязкости. Тонкость помола образца с сульфатом бария (композиция А) была уже меньше 25 мкм после процесса с быстродействующим растворителем. Другие композиции измельчали с помощью мини-мельницы с мотором Eiger®, чтобы достигнуть тонкости помола менее чем 25 мкм. Потом добавляли Ancarez AR555, деминерализованную воду и Coat-O-Sil® 1770 - в этом порядке - при перемешивании смеси, чтобы завершить компонент А. Отверждающий раствор (компонент В: Anquamine® 419, Dowanol® PM (Propylene glycol Monomethyl ether-(PM), гликолевый эфир и деминерализованная вода) готовили отдельно путем добавления ингредиентов при перемешивании.
Для этого примера обнаженные и покрытые панели из 2024 Т3 готовили, используя метод А предварительной подготовки. К тому же использовали также извне приготовленные обнаженные панели САА (анодированные хромовой кислотой).
Компонент В добавляли к компоненту А при перемешивании, чтобы получить гомогенную смесь. Через 30 минут после смешивания краски наносили одним влажным слоем до сухой пленки толщиной 20-30 мкм. Панели отверждались посредством цикла принудительного отверждения в 30 минут при 80°C в печи с принудительной вентиляцией после периода удаления воздуха в 30 минут после нанесения, чтобы гарантировать образование хорошей пленки. После периода охлаждения в 30 минут наносили верхний слой на основе полиуретана Eclipse® (ECL-G-101) в 2 слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм.
Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней до начала испытания.
Наблюдения после 500 ч воздействия нейтрального солевого тумана
вид
D714
блестящая
D 714
Образцы, содержащие соли лития, показывают блестящие царапины после воздействия нейтральным солевым туманом на всех подложках. Это вместе с улучшенной стойкостью к образованию вызванных коррозией вздутий обеспечивает пассивацию и, таким образом, защиту царапины. Как наблюдалось в композициях для краски, содержащих растворитель, соли лития также показывают свою защитную и активную природу в водорастворимых системах.
Пример 9: Применение карбоната лития в водорастворимой PUR (polyurethane - полиуретановой) технологии
Этот пример демонстрирует активность соли лития, подобной карбонату лития, в водорастворимой полиуретановой композиции. Были испытаны две водорастворимых смолы.
Композиции для 250 мл краски
Приготовление образца
Компонент А готовили согласно следующей процедуре: дисперсную фазу готовили перед добавлением при перемешивании. Все компоненты добавляли с быстродействующим растворителем в банку вместимостью 500 мл. Ингредиенты добавляли при перемешивании. После добавления сульфата бария или карбоната лития смесь диспергировали в течение 10 минут, используя быстродействующий растворитель, имея хороший диспергирующий вихрь (2000-3000 об/мин) в зависимости от вязкости. Тонкость помола дисперсии сульфата бария (композиции 9-А и 9В) была уже менее чем 25 мкм после процесса с быстродействующим растворителем. Другую композицию измельчили мини-мельницей с мотором Eiger®, используя измельчающие шарики Zirconox® (1,7-2,4 мм), чтобы достигнуть тонкости помола менее чем 25 мкм. После добавления дисперсной фазы к смоле конечные составляющие компонента А добавляли к смеси при перемешивании. Отвердитель (компонент В) готовили отдельно добавлением отдельных составляющих при перемешивании.
Для этого примера покрытые панели из 2024 Т3 готовили используя метод А предварительной подготовки. Вдобавок к этому также использовали извне приготовленные панели, покрытые 2024 T3 с CAA (chromic acid anodized-анодированные хромовой кислотой).
В ходе смешивания компонент В отвердителя добавляли к компоненту А. Когда гомогенный - добавляли деминерализованную воду при перемешивании, чтобы уменьшить вязкость смеси. Через 30 минут после смешивания краски наносили одним влажным слоем, чтобы получить сухую пленку толщиной 20-30 мкм.
Чтобы гарантировать надлежащее образование пленки, системы отверждали посредством цикла принудительного отверждения в 30 минут при 80°C в печи с принудительной вентиляцией после периода в 30 минут удаления воздуха после нанесения. После периода охлаждения в 30 минут наносили верхний слой на основе полиуретана Eclipse® (ECL-G-101) в два слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм.
Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней до начала испытания.
Наблюдения после воздействия солевого тумана
(% площади царапины)
из царапины (мм)
сульфат
сульфат
(% площади царапины)
из царапины (мм)
Эти результаты ясно демонстрируют пассивирующий эффект карбоната лития. Несмотря на то что неингибированные образцы демонстрируют быстрое потемнение царапины и нарастание продуктов коррозии в царапине, образцы, содержащие карбонат лития, показывают яркие и блестящие царапины без образования или с небольшим образованием продуктов коррозии. Это защитное поведение также является очевидным из того факта, что образцы с карбонатом лития не показывают никакой расширяющейся коррозии.
Добавление этих растворимых солей к водорастворимым композициям, как следовало ожидать, дало бы в результате очень чувствительные к образованию вздутий композиции. Добавление карбоната лития не давало в результате образования вздутий, но помогало защищать подложку. Вдобавок к активности в органорастворимых и водорастворимых на эпокси-основе композиций соли лития могут также быть добавлены к водорастворимым полиуретановым композициям. Пример демонстрирует, что тип водорастворимой смолы не имеет влияния на рабочие характеристики.
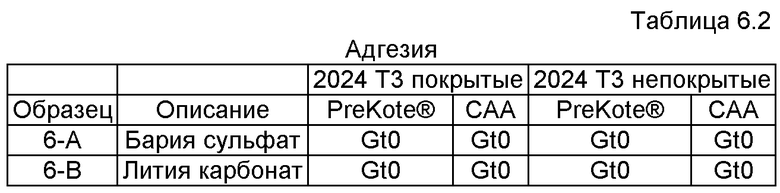
Пример 10. Действие композиций, содержащих соли лития, на различные предварительные обработки, свободные от хрома
За несколько лет были разработаны несколько предварительных обработок, свободных от хрома, и химических конверсионных покрытий, чтобы заменить предварительные обработки, содержащие шестивалентный хром. Предварительные обработки и конверсионные покрытия разработаны, чтобы обеспечить защиту алюминиевого сплава. Это имеет главное значение в том, что покрывная композиция хорошо подходит к такой предварительной подготовке. Этот пример предназначен демонстрировать, что композиции на основе соли лития сравнимы с этими предварительными обработками, не имея отрицательного влияния в смысле адгезии и осмотического образования вздутий.
Композиции для получения 250 мл смешанного материала
Приготовление образца
Компонент А готовили согласно следующей процедуре: компоненты дисперсной фазы (метиламилкетон, Solsperse® 32500, Epikote® 828 эпоксидная смола, оксид магния, Blanc Fixe N, Wollastocoat® 10ES, Kronos®2310 и MPA®-2000X) добавляли с быстродействующим растворителем к консервной банке вместимостью 500 мл. После добавления компоненты растворяли (2000-3000 об/мин), чтобы получить температуру 55°C. Температуру поддерживали в течение 15 минут, не превышая 70°C. Оставшиеся Epikote 828 эпоксидную смолу и метиламилкетон добавляли перед измельчением. Смесь измельчали с помощью мини-мельницы с мотором Eiger®, чтобы получить тонкость помола 25 мкм. После расчета выхода после дисперсии компонент А завершали, используя разбавляющую фазу. Разбавитель добавляли к завершенному компоненту А при перемешивании, получая гомогенную смесь.
Все предварительные обработки применяли согласно справочному листку технических данных (* при необходимости). В случае покрытой подложки из 2024 Т3 способы обработки описывают в абзаце, обсуждающем предварительную обработку панели.
Способ А: Scotch Brite®/Очистка растворителем
Способ B: Нанесение золь-геля
Способ С: Нанесение PreKote®
Способ D: SurTec® 650 RTU
В конце концов, испытывали покрытые панели из 2024 Т3 с TSA.
TSA (tartaric sulphuric aid) представляет собой способ анодирования, свободный от хрома, основанный на винно-сернокислой добавке, которая сделана внешней компанией.
Компонент В добавляли к компоненту А. Смесь перемешивали до гомогенной смеси. Краски наносили через 30 минут после смешивания.
Все композиции наносили одним влажным слоем, чтобы получить сухую пленку толщиной 20-30 мкм.
После отверждения в течение ночи при 23±2°C/50±5% RH наносили верхний слой на основе полиуретана Eclipse® (ECL-G-101) в два слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм. Все образцы отверждались при 23±2°C/50±5% RH.
Адгезия на покрытых панелях из 2024 Т3 при использовании различных предварительных обработок
лития карбонат
1000 ч воздействия нейтрального солевого тумана (НСТ)
на 2024 Т3
Все образцы показали достаточную адгезию с различными предварительными обработками на исходном этапе и после 7 дней погружения в воду. После 1000 часов воздействия нейтрального солевого тумана наблюдали блестящие царапины для композиций, содержащих соль лития. Это предполагает, что различные предварительные подготовки не препятствуют механизму пассивации литиевых солей в царапине. Никакого осмотического образования вздутий не наблюдали на лицевой стороне панелей во время или после погружения в воду или воздействия солевого тумана.
Покрытия, содержащие соли лития, совместимы с покрытиями предварительных подготовок, свободных от хрома, и химическими конверсионными покрытиями.
Пример 11. Действия на подложках из цветного металла
Пример демонстрирует, что добавка соли лития не только показывает действие на сплавы 2024 Т3. Исследовали также другие сплавы.
Покрывные композиции готовили согласно способу, описанному в примере 10.
Все сплавы готовили с предварительной обработкой АС-131 (способ В предварительной обработки).
Компонент В добавляли к компоненту А. Смесь перемешивали до гомогенной смеси. Краски наносили через 30 минут после смешивания.
Все композиции наносили одним слоем, чтобы получить сухую пленку в 20-30 мкм.
После отверждения в течение ночи при 23±2°C/50±5% RH верхний слой на основе полиуретана Eclipse® (ECL-G-101) наносили в 2 слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки с толщиной 60-70 мкм. Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней до испытания.
Адгезия на различных обнаженных алюминиевых сплавах
1000 ч воздействия нейтрального солевого тумана
Внешний вид
Внешний вид
Внешний вид
Все образцы показали очень хорошую адгезию на различных сплавах на начальном этапе и после 7 дней погружения в воду. Никакие из сплавов не показали чувствительности к композициям, содержащим соль лития. Не наблюдали никакой потери адгезии или осмотического образования вздутий. После 1000 ч воздействия нейтрального солевого тумана было ясно видно, что 2024 Т3 и 7075 Т6 были подложками, наиболее чувствительными к коррозии по сравнению с 7020, 5083 и 6061. Образцы, содержащие карбонат лития, выделялись, что касается внешнего вида царапины. Все сплавы, покрытые образцом, содержащим карбонат лития (10-B и 10-C), показали яркие, блестящие царапины. Тогда как сравнительный образец 10-А был полностью темным и заполненным продуктами коррозии. Алюминиевый сплав 7020, по-видимому, является менее всего чувствительным к коррозии в нейтральном солевом тумане. Сплав 7075 Т6 обнаженный показал улучшенный внешний вид царапины, когда покрыт образцами, содержащими литий (10-В - 10-С), по сравнению с образцом без карбоната лития, но не до той же степени, как другие сплавы. В отличие от этого 7075 Т6 (покрытый) показал блестящие царапины, когда покрыт красками, содержащими карбонат лития, тогда как образец без карбоната лития показал темную царапину, полную продуктов коррозии.
Это демонстрирует, что добавка соли лития к покрывным композициям значительно улучшает внешний вид царапин и характеристики защиты от коррозии многообразных алюминиевых сплавов.
Пример 12. Действие на железосодержащих подложках
Покрывные композиции готовили согласно способу, описанному в примере 10.
Подложки готовили согласно описанным способам.
Сталь 37 (1 мм толщина): Способ Е предварительной обработки.
Сталь DC 01 способ (1 мм толщина): Способ Е предварительной обработки.
Фосфатированная сталь (1 мм толщина): только протирание растворителем, используя типичный очищающий растворитель.
Все краски наносили в пределах 1 часа после предварительной обработки.
Для всех образцов компонент В добавляли к компоненту А, и смесь перемешивали до гомогенной смеси. Через 30 минут после смешивания краски наносили одним влажным слоем до сухой пленки толщиной 20-30 мкм на различных железосодержащих подложках. После отверждения в течение ночи наносили верхний слой на основе полиуретана Eclipse (ECL-G-101) в два слоя с 30 минутами удаления воздуха между слоями, достигая сухой пленки толщиной 60-70 мкм. Все образцы отверждались при 23±2°C/50±5% RH в течение 7 дней до испытания.
Адгезия и нейтральный солевой туман
(ASTM B117) 1000 ч
Ползучесть из царапины (мм)
в воду (ISO 2409)
карбонат
карбонат
карбонат
Образцы, содержащие карбонат лития, показали очень хорошую стойкость к ползучести из царапины после 1000 ч нейтрального солевого тумана (ASTM 117). Это действие было равным или лучше, чем текущее состояние хроматсодержащей технологии в области техники. Пример показал, что соли лития, подобные карбонату лития, могут также использоваться, чтобы защитить железосодержащие подложки, в дополнение к их действию в подложках из цветных металлов.
Пример 13
Примером подходящей эпоксидной смолы является Бисфенол А/Epon 1001F на основе эпихлоргидрина, доступный от компании Hexion Specialty Chemicals, Хьюстон, Техас, Соединенные Штаты Америки. Смешивание компонентов проводили путем высокоскоростной дисперсии.
Основы, описанные выше, до нанесения смешивали с количествами, рекомендованными производителями, отвердителя(ей) и растворителями, чтобы получить надлежащее отверждение и вязкость нанесения. Примером подходящего отвердителя является Ancamide 220 на основе полиамида от компании Air Products, Аллентаун, Пенсильвания, Соединенные штаты Америки.
Пример 13С. Сравнительная грунтовка на хроматной основе
Грунтовка позитивного контроля была коммерчески доступной грунтовкой, квалифицированной как MIL-PRF-23377, Class C2 (Класс С2). Класс С2 описывает стандартные композиции, содержащие хромат стронция.
Испытание
Панели для коррозионного испытания представляли собой куски 3"×6" обнаженного сплава 2024 Т3 с покрытием, как определено по MIL-PRF-23377 и MIL-PRF-32239. Подготовка поверхности состояла из нанесения PreKote, как описано выше. После нанесения PreKote испытываемые панели покрывали грунтовочными композициями 13А, 13В и 13С, описанными выше. Через 5 часов наносили верхний слой, классифицируемый MIL-PRF-85285, Aerodur 5000. Системам покрытия затем дали возможность отвердевать в течение одной или двух недель до нанесения царапин и воздействия солевого тумана по ASTM B117.
Для целей этого раздела результатов используют следующие определения относительно коррозионных наблюдений:
Незначительная коррозия царапины=царапина, засоленная менее 10%.
Умеренная коррозия царапины=10-50% выделение солей в царапинах.
Сильная коррозия царапины=более 50% выделение солей в царапинах.
Результаты испытания 1000 ч солевого тумана
умеренная коррозия царапины
умеренная коррозия царапины
1 маленькое вздутие царапины (<2 мм)
Было ясно, что после 1000 часов солевого тумана образование вздутий было исключено путем добавления карбоната лития к композиции. Это было очень большим улучшением, и фактически действие композиции 13В было лучше, чем действие стандартной грунтовки с хроматом стронция 13С.
Грунтовки с металлическим магнием для защиты от коррозии авиакосмических алюминиевых сплавов описаны в заявках на патент США 2007/0128351 и 2009/0155598. Было найдено, что недостатком грунтовок, описанных там, является вздутие вдоль царапины. Один особенно удивительный результат, полученный с комбинацией карбоната лития и магниевыми ингибиторами коррозии, имел замечательное улучшение в защите от коррозии, когда карбонат лития добавляют к грунтовкам на основе металлического магния. Добавление карбоната лития к богатой магнием грунтовке сильно улучшало результаты. Добавление карбоната лития вело к меньшей коррозии в царапине, а также большому уменьшению образования вздутий, таким образом проясняя препятствие к коммерциализации этой технологии.
Изобретение относится к составу покрытия, отверждаемого при низкой температуре, который содержит пленкообразующую смолу, отвердитель для пленкообразующей смолы, а также соль лития, выбранную из неорганических и органических солей, которая имеет константу растворимости в воде при 25°С в интервале 1×10-11 - 5×10-2 и где соль лития присутствует в покрывной композиции в количестве 1-40 об.%, исходя из суммы объемов нелетучих компонентов покрывной композиции. Описано также применение покрывной композиции в качестве антикоррозийного грунтовочного покрытия для подложек из цветных металлов, способ получения коррозионно-стойкой металлической подложки и подложка, покрытая покрывной композицией. Технический результат - уменьшенная чувствительность покрытий к осмотическому и/или вызванному коррозией образованию вздутий, хорошая стойкость к нитевидной коррозии, долговечность и устойчивость. 4 н. и 12 з.п. ф-лы, 31 табл., 14 пр.
1. Покрывная композиция, отверждаемая ниже 120°С, содержащая пленкообразующую смолу, отвердитель для пленкообразующей смолы и соль лития, при этом соль лития выбирают из неорганических и органических солей лития, которые имеют константу растворимости в воде при 25°С в интервале 1×10-11-5×10-2 и где соль лития присутствует в покрывной композиции в количестве 1-40 об.%, исходя из суммы объемов нелетучих компонентов покрывной композиции.
2. Покрывная композиция по п.1, где пленкообразующую смолу выбирают из группы, состоящей из эпоксидных смол, сложных полиэфиров, полиакрилатов, полиуретанов, простых полиэфиров, полиаспартических сложных эфиров, полисилоксанов, изоцианатов, меркапто-функциональных смол, амино-функциональных смол, амидо-функциональных смол, имидо-функциональных смол, силансодержащих смол, полисилоксанов, ацетоацетатных смол, функциональных фторированных смол, алкидных смол и их смесей.
3. Покрывная композиция по п.2, где соль лития выбирают из карбоната лития, фосфата лития и их смесей.
4. Покрывная композиция по п.1, где состав является органорастворимым.
5. Покрывная композиция по п.1, где состав является водорастворимым.
6. Покрывная композиция по п.1, содержащая один или более дополнительных ингибиторов коррозии.
7. Покрывная композиция по п.6, в которой дополнительным коррозионным ингибитором является магнийсодержащий материал.
8. Покрывная композиция по п.7, где магнийсодержащий материал выбирают из группы, состоящей из металла магния, магниевого сплава, оксида магния, оксиаминофосфатных солей магния, карбоната магния или гидроксида магния.
9. Применение покрывной композиции по любому одному из предшествующих пунктов в качестве антикоррозийного грунтовочного покрытия для подложек из цветных металлов.
10. Применение по п.9, где цветным металлом является алюминиевый сплав.
11. Применение по п.10, где алюминиевый сплав выбирают из покрытого 2024 Т3, обнаженного 2024 Т3, покрытого 7075 Т6 и обнаженного 7075 Т6.
12. Способ получения коррозионно-стойкой металлической подложки, включающий стадию:
a) нанесения покрывной композиции по любому одному из предшествующих пп.1-8 на металлическую подложку, и
b) отверждения нанесенного состава покрытия.
13. Способ по п.12, где металлом металлической подложки является цветной металл.
14. Способ по п.13, где цветным металлом является алюминий или алюминиевый сплав.
15. Способ по п.12, где подложкой является самолет или его деталь.
16. Подложка, покрытая покрывной композицией по любому одному из пп.1-8.
| US 2007106018 A1, 10.05.2007 | |||
| Установка для вертикальной сварки и резки по прямолинейным и криволинейным поверхностям | 1988 |
|
SU1770106A1 |
| WO 9929795 A1, 17.06.1999 | |||
| JP 52098739 A, 18.08.1977 | |||
| WO 2008066319 A1, 05.06.2008 | |||
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2006 |
|
RU2300545C1 |
| Способ получения термоотверждаемых полимерных покрытий | 1978 |
|
SU1037845A3 |

