Изобретение относится к технологии изготовления оптических волноводов, то есть светопроводящих и светоуправляющих структур, расположенных в объеме стекла. Изобретение может быть использовано в устройствах передачи, обработки и управления оптическим сигналом в оптоэлектронике.
Известен способ изготовления оптических волноводов, основанный на изменении показателя преломления при локальном воздействии перемещаемого относительно стекла, сфокусированного в объем пучка лазерного излучения с длиной волны, для которой стекло оптически прозрачно, с фемтосекундной длительностью импульса до пятна дифракционно ограниченного размера [Jason R. Grenier, Lu'ıs A. Fernandes, Peter R. Herman. Femtosecond laser writing of optical edge filters in fused silica optical waveguides // OPTICS EXPRESS. 2013. Vol.21. No.4. p.4493-4502; Jaw-Luen Tang, Chien-Hsing Chen, Ting-Chou Chang. Fabrication and characterization of a fused silica-based optical waveguide with femtosecond fiber laser pulses // Microsyst Technol 2012. №18 p.l815-1821].
Увеличение значения показателя преломления на траектории перемещения сфокусированного лазерного пучка располагается в диапазоне 1÷5·10-3 и позволяет поддерживать волноводные свойства вдоль траектории, которая выполняет роль сердцевины волновода.
Данный способ может быть реализован в двух режимах изготовления в зависимости от состава стекла.
Один режим изготовления реализуется при использовании лазерной системы с усилителем, в котором энергия в импульсе составляет мДж, а частота повторения импульсов располагается в кГц диапазоне [Jason R. Grenier, Lu'ıs A. Fernandes, Peter R. Herman. Femtosecond laser writing of optical edge filters in fused silica optical waveguides // OPTICS EXPRESS. 2013. Vol.21. No.4. p.4493-4502]. Другой режим изготовления реализуется на лазерных излучателях с энергией импульса в районе нДж, при частоте повторений импульса в МГц диапазоне [Jaw-Luen Tang, Chien-Hsing Chen, Ting-Chou Chang. Fabrication and characterization of a fused silica-based optical waveguide with femtosecond fiber laser pulses // Microsyst Technol 2012. №18 p.1815-1821].
Локальное изменение показателя преломления в обоих режимах основано на механизме нелинейного поглощения [D.M. Krol. Femtosecond laser modification of glass // Journal of Non-Crystalline Solids, 2008, №354, pp.416-24.].
Использование лазерных систем с усилителем [Jason R. Grenier, Lu'ıs A. Fernandes, Peter R. Herman. Femtosecond laser writing of optical edge filters in fused silica optical waveguides // OPTICS EXPRESS. 2013. Vol.21. No.4. p.4493-4502] позволяет наиболее эффективно записывать объемные волноводы на силикатных стеклах, а использование лазерных источников [Jaw-Luen Tang, Chien-Hsing Chen, Ting-Chou Chang. Fabrication and characterization of a fused silica-based optical waveguide with femtosecond fiber laser pulses // Microsyst Technol 2012. №18 p.1815-1821] - на боросиликатных, сульфидных и свинцовых стеклах. Увеличение показателя преломления в обоих режимах не превышает значение 1÷5·10-3.
Размер фокального пятна сфокусированного пучка лазерного излучения с фемтосекундной длительностью импульса, обеспечивающего нелинейное поглощение в объеме стекла составляет в обоих режимах 2÷3 мкм и задает диаметр сердцевины объемного волновода.
Волноводные свойства объемного волновода с диаметром сердцевины 2÷3 мкм при показателе преломления, превышающем показатель преломления окружающий сердцевину объемного волновода на величину 1÷5·10-3, слабы, и это приводит к потерям более 50% передаваемого по объемному волноводу оптического сигнала, рассеиваемого в окружающую среду, т.е. в оболочку объемного волновода.
Кроме того, слабые волноводные свойства не позволяют создавать изогнутые объемные волноводы с малым радиусом кривизны оптического качества.
Рассеивание передаваемого оптического сигнала и ограничения на радиус кривизны изогнутых объемных волноводов являются основными недостатками способа изготовления волновода в объеме стекла в обоих режимах.
Известен способ изготовления объемного волновода в объеме стекла, в котором различие показателя преломления сердцевина-оболочка увеличены до значения 10-2, этот способ выбран авторами за прототип [G02B 6/10, patent No.: US 7,132,223, Nov. 7, 2006, Joseph F. Schroeder, Alexander Streltsov].
Способ изготовления объемного волновода локальным лазерным воздействием в объем пластины из материала прозрачного для лазерного излучения с показателем преломления, равным по величине показателю преломления сердцевины волновода, но превышающим по величине показатель преломления его оболочки, заключающийся в перемещении сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка до окончания формирования объемного волновода и последующей термической обработки пластины с объемным волноводом в печи заключается в обходе по круговой траектории сердцевины объемного волновода со скоростью, определяемой составом стекла, но не превышающей 100 мкм/с, сфокусированным в объем стекла на заданную глубину до размера 3÷5 мкм пучка лазерного излучения с длиной волны, для которой стекло оптически прозрачно, с длительностью импульса в диапазоне 20÷50 fs, энергией в импульсе 0.1÷20 мДж, частотой повторения импульсов в кГц диапазоне и в перемещении с шагом 5 мкм вдоль оптической оси формируемого объемного волновода после завершения обхода по контуру сердцевины объемного волновода.
Способ основан на формировании микропустот в оболочке окружающей сердцевину волноводной структуры желаемого размера, чаще всего этот размер составляет 7÷10 мкм, соответствует размеру одномодовой структуры. Формирование микропустот в оболочке сердцевины позволяет уменьшить ее плотность и, соответственно, показатель преломления и тем самым усилить светопроводящие свойства сердцевины объемного волновода, оставшейся не модифицированной.
Отжиг, проводимый после создания объемного волновода, состоящей из не модифицированной сердцевины и оболочки, в объеме которой располагаются микропустоты, созданные сфокусированным пучком лазерного излучения с фемтосекундной длительностью импульса и частотой повторения импульсов в кГц диапазоне, направлен на уменьшение рассеяния от массива созданных в оболочке микропустот. Отжиг проводится при температуре 900°C в течение 2 часов.
К недостаткам способа-прототипа следует отнести невозможность создания в различиях показателя преломления сердцевина-оболочка выше, чем 10-2, т.е. невозможность уменьшить потери передаваемого по объемному волноводу оптического сигнала, а фактически невозможность создать объемный волновод оптического качества.
Указанный недостаток способа-прототипа ограничивает использование объемного волновода в объеме стекла в оптоэлектронике.
Задачей настоящего изобретения является усиление волноводных свойств объемного волновода с размером сердцевины 7÷10 мкм, отвечающим одномодовой структуре, путем увеличения различия в показателях преломления сердцевина-оболочка до значения 10-1, обеспечивающего значительное уменьшение потерь, передаваемых по объемному волноводу оптического сигнала, т.е. создание объемного волновода оптического качества.
Поставленная цель в заявляемом способе достигается тем, что согласно способу изготовления объемного волновода локальным лазерным воздействием в объем пластины из пористого оптического материала прозрачного для лазерного излучения с показателем преломления, равным по величине показателю преломления сердцевины объемного волновода, но превышающим по величине показатель преломления его оболочки, перемещают сфокусированный лазерный пучок относительно пластины или пластину относительно сфокусированного лазерного пучка до окончания формирования объемного волновода, после чего проводят термическую обработку пластины с объемным волноводом в печи, перед формированием объемного волновода пластину помещают в камеру, в которой при комнатной температуре поддерживают относительную влажность воздуха не ниже 60% и не выше 80% в течение не менее 72 часов, но не более 96 часов, локальное лазерное воздействие осуществляют сфокусированным пучком лазера в плоскость слоя, залегающего на глубине, равной ¼ толщины пластины, с плотностью мощности не менее 1.5·104 Вт/см2 и не выше 2.5·104 Вт/см2, перемещение сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка осуществляют со скоростью не менее 3 мкм/с, но не боле 20 мкм/с многократно до образования объемного волновода не менее двух раз и не более 5 раз, термическую обработку пластины с волноводом проводят при температуре не ниже 870°C, но не выше 890°C, в течение не менее 10 мин и не более 20 минут, причем нагрев пластины с волноводом до температуры не выше 140°C осуществляют со скоростью, не превышающей 5°C/мин, охлаждают пластину с объемным волноводом после термической обработки отключением печи.
Указанное размещение пластины из пористого оптического материала в камере, в которой при комнатной температуре поддерживают относительную влажность воздуха не ниже 60% и не выше 80% в течение не менее 72 часов и не более 96 часов, способствует увеличению содержания молекул воды, выстилающих стенки каналов и пор частично заполненных тонкодисперсным аморфным кремнеземом. Увеличение содержания молекул воды, обладающих высокой поляризующей способностью (1.86 Д) с 7÷10%, характерных для пластин пористого стекла, хранящегося в условиях научной лаборатории до 20÷30% после содержания в камере, в свою очередь, будет способствовать усилению процесса массопереноса тонкодисперсного аморфного кремнезема по направлению к оптической оси, объемного волновода, совпадающий с центром перемещаемого фокального пятна лазерного излучения. Усиления процесса массопереноса тонкодисперсного аморфного кремнезема, гидратированного молекулами воды, в центр перемещаемого фокального пятна из областей, окружающих область фокусировки, способствует формированию объемного волновода оптического качества.
Диапазон влажности воздуха и длительное содержание пластины в камере были определены экспериментально.
Максимальным содержанием тонкодисперсного аморфного кремнезема в слое, залегающем на глубине ¼ толщины пластины пористого стекла, был обусловлен выбор этого слоя для формирования волновода [Костюк Г.К., Роскова Т.П., Мазурин О.В., Яковлев Е.Б. Распределение показателя преломления в пластинах микропористого стекла разного исходного состава и толщины // Физ. и хим. стекла. 1993. Т.19. №4. С.642-651].
Указанные в формуле изобретения ограничения на плотность мощности и скорости перемещения сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка для формирования объемного волновода оптического качества в объеме пластины пористого оптического материала были определены экспериментальным путем.
Количество проходов сфокусированного пучка лазерного излучения в объеме пластины из пористого оптического материала не меньше двух и не больше пяти, обеспечивающее формирование волновода оптического качества, было определено в ходе экспериментальных исследований.
Указанные в формуле изобретения ограничения на скорость нагрева до температуры не выше 140°C при термическом отжиге и ограничения на температуру и длительность выдержки при отжиге, обеспечивают целостность пластины, путем сведения к минимуму термомеханических напряжений, возникающих в пластине в процессе формирования объемного волновода и способных привести к разрушению пластины, и неизменность оптических характеристик объемного волновода с течением времени. Эти ограничения были определены экспериментально.
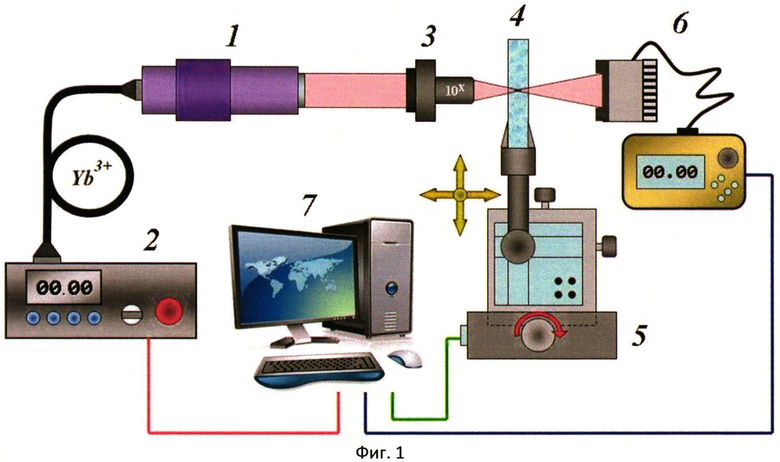
Сущность изобретения поясняется чертежом, где на фиг.1 приведена схема устройства для реализации способа изготовления объемного волновода.
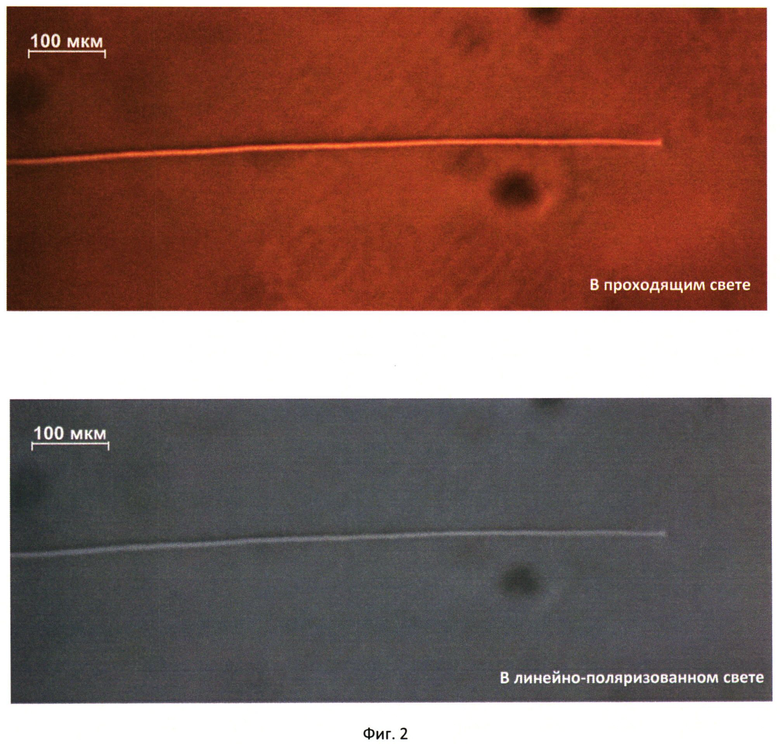
На фиг.2 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с влажностью воздуха 70% в течение 80 часов, прошедшей термический отжиг в соответствии параметрами, заявляемыми в формуле изобретения, т.е. нагрев пластины с волноводом от комнатной температуры до температуры не выше 140°C, со скоростью нагрева 5°C/мин и выдержку при температуре 870°C в течение 15 мин, после чего пластину с волноводом охлаждают до комнатной температуры отключением печи. Объемный волновод, представленный на фотографии был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности 1.6·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с за 3 прохода.
Фотографии выполнены на микроскопе Axio Imager Carl Zeiss в проходящем свете и в линейно-поляризованном свете при скрещенных поляризаторах при скрещенных поляризаторах, с увеличением 100X. На фотографиях можно различить сердцевину объемного волновода с показателем преломления, равным показателю преломления пластины кварцоидного стекла, образующегося в ходе термического отжига, и оболочки, окружающей сердцевину, с показателем преломления меньшим и сердцевины объемного волновода и пластины кварцоидного стекла.
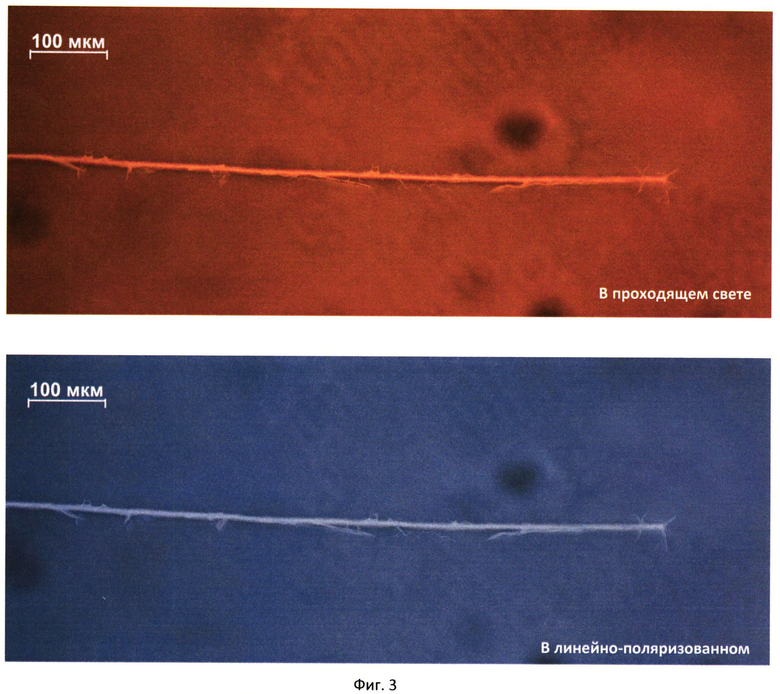
На фиг.3 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 70%, в течение 84 часов, прошедшей термический отжиг в соответствии с параметрами, заявляемыми в формуле изобретения. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности 2.8·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с за 3 прохода. Фотография, как и в предыдущем случае, выполнена в проходящем свете и в линейно-поляризованном свете при скрещенных поляризаторах с увеличением 100X. На фотографии заметны трещины, окружающие волновод.
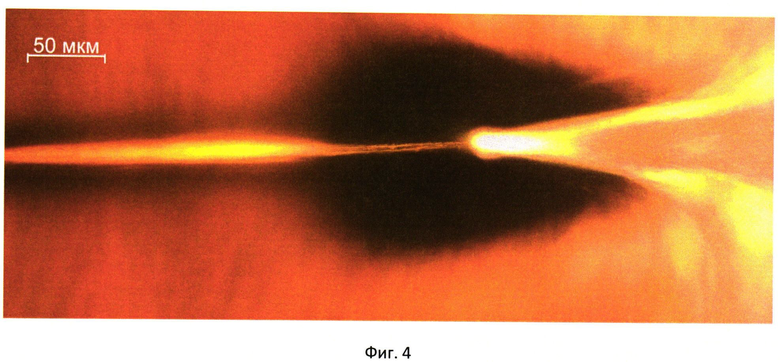
На фиг.4 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 70%, в течение 75 часов, разрушающегося на стадии формирования. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности 3.5·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с в течение первого прохода. На фотографии виден начинающийся процесс разрушения волновода.
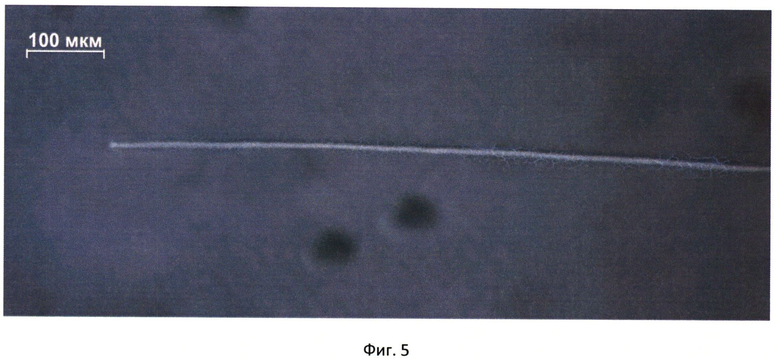
На фиг.5 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 70%, в течение 78 часов, прошедшей термический отжиг, при котором скорость нагрева до 140°C осуществлялась со скоростью нагрева 7°C/мин, а все остальные параметры термического отжига были выдержаны в соответствии с параметрами, заявляемыми в формуле изобретения. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.8·104 Вт/см, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с в течение двух проходов. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100, заметны трещины окружающие волновод.
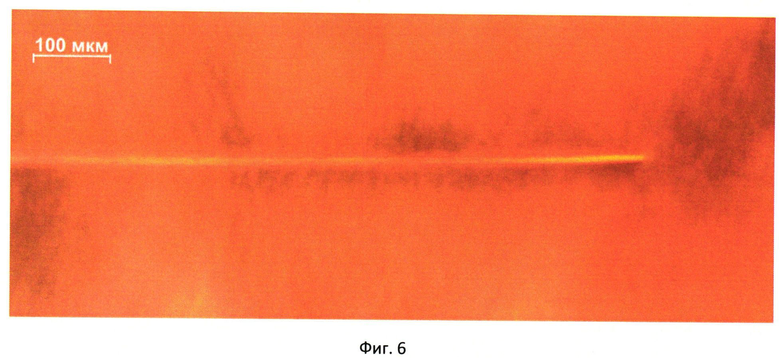
На фиг.6 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 65% в течение 85 часов, прошедшей термический отжиг, в котором были выдержаны все заявляемые параметры отжига, кроме одного, - выдержку производили при температуре 900°C в течение 15 минут. Объемный волновод, представленный на фотографии был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.8·104 Вт/см, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с в течение двух проходов. На фотографии, выполненной в проходящем свете с увеличением 100X, заметна повышенная мутность сердцевины волновода.
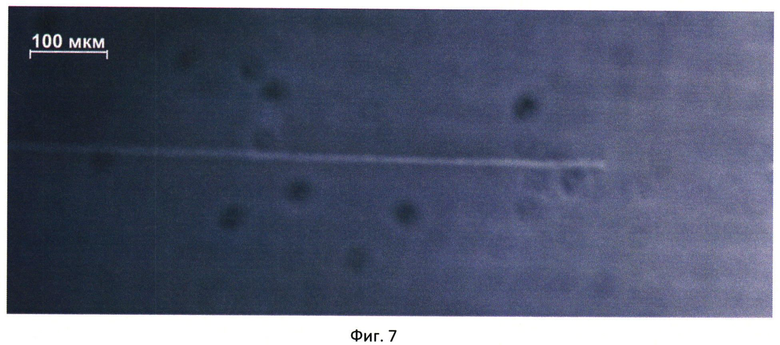
На фиг.7 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 70%, в течение 80 часов после термического отжига, в котором были выдержаны все заявляемые параметры, кроме одного, - отжиг производился при температуре 850°C в течение 10 мин. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.8·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 6 мкм/с в течение трех проходов. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, видно, что граница между волноводом и кварцоидной пластиной расплывчата.
На фиг.8 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 75%, в течение 78 часов после термического отжига, в котором были выдержаны все заявляемые параметры, кроме одного, - отжиг производился при температуре 870°C в течение 25 мин. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 2·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с в течение трех проходов. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, заметна начавшаяся кристаллизация сердцевины волновода и пластины КС.
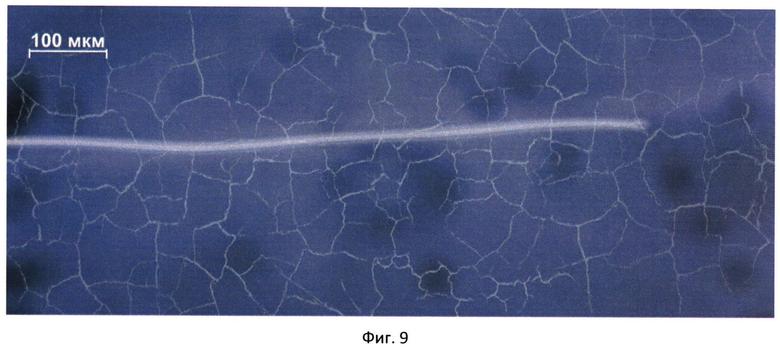
На фиг.9 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 70%, в течение 75 часов, прошедшей термический отжиг, в котором были выдержаны все заявляемые параметры отжига, кроме одного, - выдержку производили при температуре 900°C в течение 25 минут. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.8·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с в течение двух проходов. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, заметна значительная кристаллизация сердцевины волновода и пластины КС.
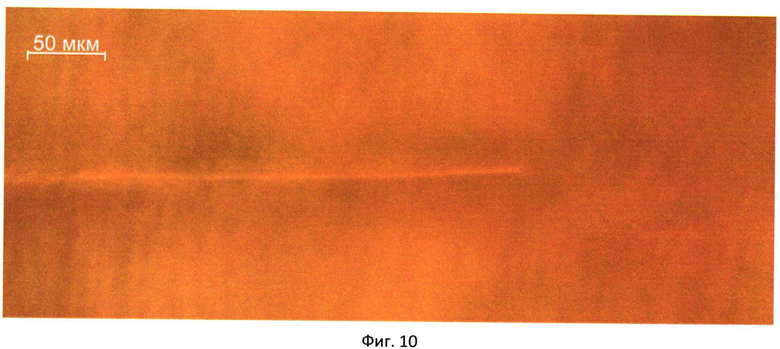
На фиг.10 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 70%, в течение 80 часов после термического отжига, в котором были выдержаны все заявляемые параметры. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.2·104 Вт/см, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 3 мкм/с в течение четырех проходов. На фотографии, выполненной в проходящем свете с увеличением 100X, структура волновода практически не просматривается, что свидетельствует о незначительном различии в показателях преломления сердцевина-оболочка.
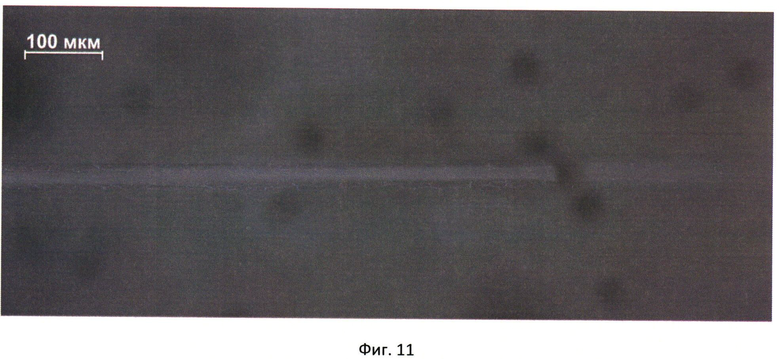
На фиг.11 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 65%, в течение 84 часов, после термического отжига, в котором были выдержаны все заявляемые параметры. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.7·104 Вт/см, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 2 мкм/с в течение семи проходов. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, заметны трещины на границе сердцевина-оболочка.
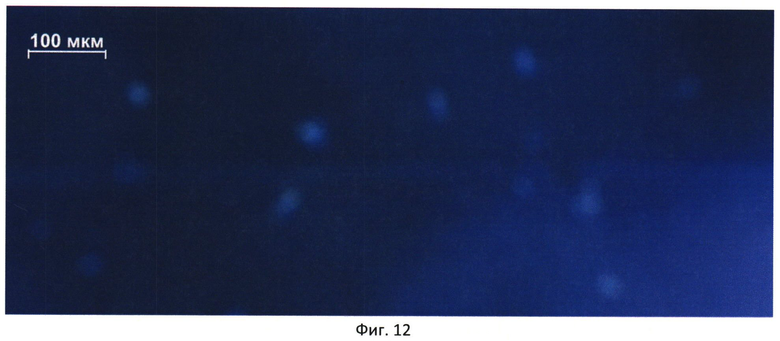
На фиг.12 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с относительной влажностью воздуха 65%, в течение 80 часов после термического отжига, в котором были выдержаны все заявляемые параметры. Объемный волновод, представленный на фотографии. был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности в 1.7·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 22 мкм/с в течение двух проходов. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, заметны участки, на которых волноводная структура не просматривается.
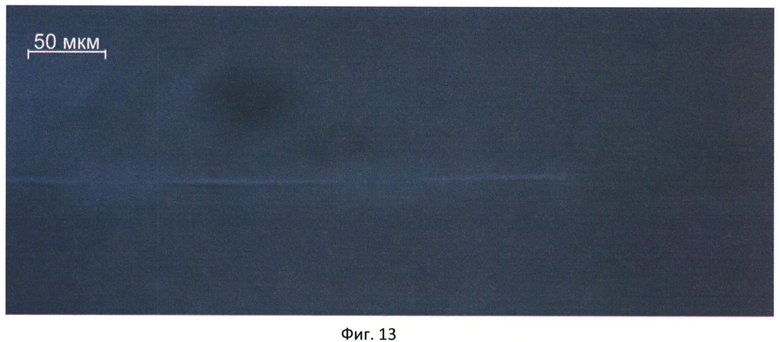
На фиг.13 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, выдержанной в кювете с относительной влажностью воздуха 50% в течение 70 часов, прошедшей термический отжиг в соответствии параметрами, заявляемыми в формуле изобретения, т.е. нагрев пластины с волноводом от комнатной температуры до температуры не выше 140°C, со скоростью нагрева 5°C/мин и выдержку при температуре 870°C в течение 15 мин, после чего пластину с волноводом охлаждают до комнатной температуры отключением печи. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности 1.6-104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с за 3 прохода. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, заметны участки, на которых волноводная структура не просматривается.
На фиг.14 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, выдержанной в кювете с относительной влажностью воздуха 70% в течение 50 часов, прошедшей термический отжиг в соответствии параметрами, заявляемыми в формуле изобретения, т.е. нагрев пластины с волноводом от комнатной температуры до температуры не выше 140°C, со скоростью нагрева 5°C/мин и выдержку при температуре 870°C в течение 15 мин, после чего пластину с волноводом охлаждают до комнатной температуры отключением печи. Объемный волновод, представленный на фотографии, был сформирован на глубине ~400 мкм от поверхности пластины, толщиной ~1.6 мм, с плотностью мощности 1.6·104 Вт/см2, со скоростью перемещения пластины относительно сфокусированного лазерного пучка 4 мкм/с за 3 прохода. На фотографии, выполненной в скрещенных поляризаторах с увеличением 100X, заметны участки, на которых волноводная структура не просматривается.
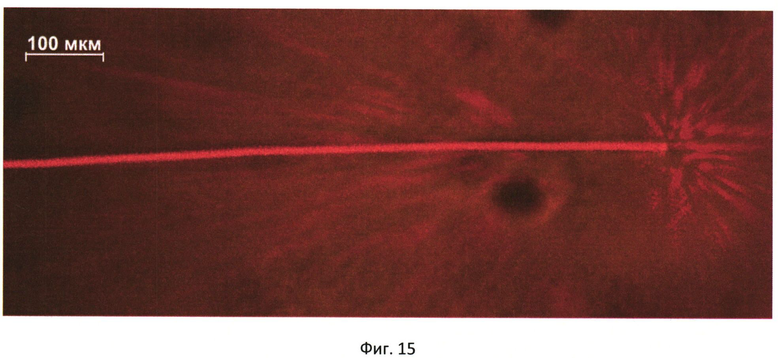
На фиг.15 приведена компьютерная распечатка фотографии объемного волновода в пластине ПС, предварительно выдержанной в кювете с влажностью воздуха и длительностью выдержки в соответствии с параметрами, заявляемыми в формуле изобретения, а также выполненного и отожженного в соответствии с параметрами формулы изобретения, в который введено излучение лазерного модуля с длиной волны излучения λ=0.635 мкм. Отсутствие ореола по краям объемного волновода вдоль направления распространения по нему излучения свидетельствует о низких потерях.
Устройство для реализации предлагаемого способа (фиг.1) содержит: импульсный волоконный иттербиевый лазер (1) с длиной волны λ=1.07 мкм, длительностью импульса ~100 нс, частотой следования импульса 50÷100 кГц и нестабильностью выходной мощности 1% с блоком питания лазера (2), микрообъектив (3) с увеличением 10X, числовой апертурой 0.25 и фокусным расстоянием 4.75±0.25 мм, за которым располагается пластина ПС (4), закрепленной перпендикулярно оптической оси источника излучения, на координатном столе (5), выполненном с возможностью перемещения со скоростью 2.0÷30.0 мкм/с. Измеритель оптической мощности (5) Gentec Solo-2M с пироэлектрическим детектором мощности UP19K-110F-H9 с точностью 1% от измеряемой величины и эквивалентом мощности шума ~1 мВт располагался за пластиной (4) и был установлен перпендикулярно оптической оси источника излучения. В устройстве был предусмотрен блок синхронизации(7), обеспечивающий одновременность включения/выключения блока питания (2) лазера (1) с началом и окончанием перемещения координатного стола (5).
Устройство работает следующим образом. Излучение лазера (1) попадает в микрообъектив (3), фокусирующий излучение в плоскость формирования объемного волновода, т.е. в слой, залегающий на глубине, равной ¼ толщины пластины ПС (4), предварительно выдержанной в камере с относительной влажностью воздуха не ниже 60% и не выше 80% в течение времени не менее 72 часов и не более 96 часов. Одновременно с включением лазера (1) начинается перемещение координатного стола (5) относительно сфокусированного пучка лазерного излучения по одной из координат x или y, со скоростью, удовлетворяющей ограничениям в формуле изобретения. Во время формирования объемного волновода часть излучения, прошедшего через формируемый объемный волновод, регистрируется измерителем мощности (6), размещенным за пластиной ПС (4) перпендикулярно падающему пучку излучения.
Момент окончания формирования объемного волновода фиксировался измерителем мощности (6). Критерием окончания формирования волновода служило прекращение возрастания прошедшей мощности. В момент прекращения возрастания прошедшей мощности блок питания (2) лазера (1) отключали и одновременно через блок синхронизации (7) прекращали перемещение координатного стола (5).
Управление размером волновода на стадии формирования осуществлялось изменением размера области воздействия r0, мощности потока излучения P, скоростью сканирования и числом проходов.
Минимальный размер волновода, который можно изготовить по заявляемому способу, определяется расходимостью пучка излучения используемого лазера (1) и оптическими характеристиками микрообъектива (2) и на приведенном в описании оборудовании может составлять величину ~ 7 мкм, что соответствует одномодовой волноводной структуре.
Процесс формирования объемного волновода обусловлен массопереносом тонкодисперсного аморфного кремнезема гидратированного молекулами воды, выстилающего стенки полостей и каналов пластины пористого стекла, под действием постоянного вторичного электрического поля. Это поле возникает в области фокусировки лазерного излучения под действием переменного электрического поля с частотой оптического видимого диапазона, приводящего к поляризации вещества и к распределению зарядов [Костюк Г.К., Сергеев М.М., Антропова Т.В., Яковлев Е.Б., Анфимова И.Н. Лазерно-индуцированное локальное изменение оптических свойств боросиликатных стекол // ж. Физика и химия стекла. 2013. Т.39. №.3. С.: 395-407]. Размещение пластины пористого стекла в камере обеспечивает увеличение содержание молекул воды до 20÷30% по сравнению 7÷10% для пластины пористого стекла, не прошедшей подобную обработку. Дипольный момент молекул воды 1.86 Д. Увеличение содержания воды в каналах и порах пластины пористого стекла усиливает процесс массопереноса.
В результате лазерного воздействия в плоскость формирования волноводной структуры, совмещенную с плоскостью фокусировки пучка лазерного излучения на глубине, равной ¼ толщины пластины ПС, возникает процесс массопереноса вещества, заполняющего каналы и поры пластины пористого стекла, определяющим фактором для скорости и длительности этого процесса является плотность мощности лазерного пучка в области фокусировки, скорость сканирования, и число проходов, а также содержание молекул воды - жидкости с высокой поляризующей способностью, в каналах и полостях пористого стекла.
В результате многократного перемещения пластины пористого стекла относительно сфокусированного лазерного пучка. Который прерывается в момент прекращения возрастания прошедшей мощности образуется объемный волновод, состоящий из сердцевины - центральной части - заполненной тонкодисперсным аморфным кремнеземом, перенесенным из оболочки, окружающей центральную часть.
Вследствие полного или частичного заполнения сердцевины веществом ее показатель преломления по своему значению близок к показателю преломления пластины пористого стекла, в то время как показатель преломления оболочки, обедненной веществом, т.е. слой с повышенной пористостью, тем меньше, чем большая часть вещества в процессе массопереноса покинула его. Объемный волновод, состоящий из сердцевины, показатель преломления которой превышает показатель преломления оболочки на величину 10-1, способен передавать излучения с малыми потерями. Другими словами, объемный волновод, сформированный в объеме пластины, обладает оптическим качеством.
Различие в показателе преломления сердцевина-оболочка 10-1 и более было определено экспериментальным путем по методике, изложенной в работе, посвященной исследованию оптических характеристик модифицированных сферических областей [Р.А. Заколдаев, М.М. Сергеев, Г.К. Костюк, Е.Б. Яковлев. Определение оптических характеристик локально модифицированных областей сложного строения в объеме кварцоидного стекла. // Стекло и керамика. 2013. (в печати)].
После того как объемный волновод сформирован, пластину с объемным волноводом подвергают термическому отжигу в печи, причем нагрев пластины осуществляют от комнатной температуры до температуры не выше 140°C со скоростью, не превышающей 5°C/мин, а термический отжиг пластины с объемным волноводом проводят при температуре не ниже 870°C и не выше 890°C не менее 10 минут и не более 20 минут, охлаждают пластину с объемным волноводом, после термической обработки отключением печи. Параметры термического отжига, обеспечивают целостность пластины, сохранение объемного волновода и неизменность оптических характеристик этого волновода в дальнейшем с течением времени.
Объемный волновод сохраняется при термообработке, направленной на стабилизацию физических и оптических характеристик и обеспечение целостности и объемного волновода и пластины.
Термообработку пластин с волноводной структурой осуществляют в печи, например, модель CHOL 6/10, в которой возможен нагрев до температуры 1050°C и возможно обеспечение различных скоростей нагрева и возможно поддержание температуры с точностью ±5°C.
На пластинах ПС, предварительно выдержанных в кювете с относительной влажностью воздуха и длительностью выдержки, заявляемыми в формуле изобретения, на которых объемный волновод был сформирован в соответствии с параметрами, заявляемыми в формуле изобретения, а термический отжиг был выполнен без нарушения параметров, приведенных в формуле изобретения, характерно сохранение (например, фиг.2) волноводной структуры оптического качества и целостности пластины.
При формировании объемных волноводов в пластинах, при условии, когда хотя бы один из параметров, приведенных в формуле изобретения лазерного воздействия, был нарушен (например, фиг.3 (q=2.8·104 Вт/см2), фиг.4 (q=3.5·104 Вт/см2), фиг.10 (q=1.2·104 Вт/см2), фиг.11 (волновод формировался за 7 проходов), фиг.12 (скорость перемещения пластины относительно сфокусированного пучка лазерного излучения составляло 22 мкм/с), характерно появление трещин, окружающих волновод, разрушение пластины на первом проходе, отсутствие четкой границы сердцевина-оболочка, указывающее на незначительное различие в показателях преломления, появление трещин на границе сердцевина-оболочка и прерывистость, т.е. отсутствие волноводной структуры на некоторых ее участках.
При отжиге пластин с объемными волноводами, сформированными с параметрами лазерного воздействия согласно формуле изобретения, при условии когда хотя бы один из параметров отжига был нарушен (например, фиг.5, где скорость нагрева до температуры не выше 140°С превышала 5°С /мин и составляла 7°C /мин, фиг.6, где отжиг приводился при 900°C в течение 15 мин, фиг.7, где отжиг проводился при 850°C в течение 10 мин, фиг.8, где отжиг проводился при 870°C в течение 25 мин), заметны трещины, окружающие волновод, повышенная мутность сердцевины волновода, нечеткая граница между волноводом и кварцоидной пластиной, заметна начавшаяся кристаллизация и объемного волновода и кварцоидной пластины, его окружающей, и значительная кристаллизация сердцевины объемного волновода и кварцоидной пластины.
При формированиях объемных волноводов в пластинах, где были нарушены условия предварительной выдержки пластины в кювете по влажности воздуха и длительности выдержки (например, фиг.13, где влажность воздуха составляет 50%, а длительность выдержки 70 часов, фиг.14, где влажность воздуха составляет 70%, а длительность выдержки 50 часов), в соответствии с параметрами, заявляемыми в формуле изобретения, термический отжиг которых был также выполнен в соответствии с параметрами формулы изобретения, заметны участки, на которых волноводная структура не просматривается.
На основании вышеизложенного заявляемая совокупность позволяет сформировать объемный волновод, различие в показателях преломления сердцевина-оболочка у которого составляет 10-1, т.е. волновод оптического качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волновода в объеме пластины из пористого оптического материала | 2016 |
|
RU2627017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРООПТИЧЕСКОГО РАСТРА | 2012 |
|
RU2515672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРООПТИЧЕСКОГО РАСТРА | 2013 |
|
RU2554595C1 |
| Способ изготовления микродиагностического устройства | 2019 |
|
RU2735802C1 |
| Способ изготовления устройства микротехники в объеме пластины фоточувствительного стекла | 2016 |
|
RU2641508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ВОЛНОВОДА | 2011 |
|
RU2474849C1 |
| СПОСОБ ФОРМИРОВАНИЯ МАССИВА МИКРООПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2540727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ТРЕХМЕРНОЙ СТРУКТУРЫ В ОБЪЕМЕ ПЛАСТИНЫ ФОТОЧУВСТВИТЕЛЬНОГО СТЕКЛА | 2015 |
|
RU2598011C1 |
| Способ изготовления многосекторной спиральной фазовой пластины с варьируемым задерживанием по фазе (SVR) | 2019 |
|
RU2728214C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛНОВОДА | 2016 |
|
RU2647207C1 |

Изобретение относится к технологии изготовления оптических волноводов, то есть светопроводящих и светоуправляющих структур, расположенных в объеме стекла. Техническим результатом изобретения является увеличение различия в показателях преломления сердцевина-оболочка и уменьшение потерь, передаваемых по волноводу, оптического сигнала. Способ изготовления объемного волновода включает перемещение сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка до окончания формирования волновода и последующей термической обработки пластины с волноводом в печи. При этом перед формированием волновода пластину из пористого оптического материала помещают в камеру, в которой при комнатной температуре поддерживают относительную влажность воздуха не ниже 60 % и не выше 80 % в течение не менее 72 часов, но не более 96 часов. Локальное лазерное воздействие осуществляют сфокусированным пучком лазера в плоскость слоя, залегающего на глубине, равной ¼ толщины пластины, с плотностью мощности не ниже 1,5·104 Вт/см2 и не выше 2,5·104 Вт/см2. Перемещение сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка осуществляют со скоростью не менее 3 мкм/с, но не более 20 мкм/с многократно до образования волновода. Затем пластину с волноводом подвергают термической обработке при температуре не ниже 870°C, но не выше 890°C в течение не менее 10 минут и не более 20 минут, причем нагрев пластины с волноводом до температуры не выше 140°C осуществляют со скоростью не более 5°C/мин, охлаждают пластину с волноводом, после термической обработки, отключением печи. 15 ил.
Способ изготовления объемного волновода локальным лазерным воздействием в объем пластины из материала прозрачного для лазерного излучения с показателем преломления, равным по величине показателю преломления сердцевины волновода, но превышающим по величине показатель преломления его оболочки, заключающийся в перемещении сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка до окончания формирования волновода и последующей термической обработки пластины с волноводом в печи, отличающийся тем, что перед формированием волновода пластину из пористого оптического материала помещают в камеру, в которой при комнатной температуре поддерживают относительную влажность воздуха не ниже 60 % и не выше 80 % в течение не менее 72 часов, но не более 96 часов, локальное лазерное воздействие осуществляют сфокусированным пучком лазера в плоскость слоя, залегающего на глубине, равной ¼ толщины пластины, с плотностью мощности не ниже 1,5·104 Вт/см2 и не выше 2,5·104 Вт/см2, перемещение сфокусированного лазерного пучка относительно пластины или пластины относительно сфокусированного лазерного пучка осуществляют со скоростью не менее 3 мкм/с, но не более 20 мкм/с многократно до образования волновода, затем пластину с волноводом подвергают термической обработке при температуре не ниже 870°C, но не выше 890°C в течение не менее 10 минут и не более 20 минут, причем нагрев пластины с волноводом до температуры не выше 140°C осуществляют со скоростью не более 5°C/мин, охлаждают пластину с волноводом после термической обработки отключением печи.
| US 7132223 B2, 07.11.2006 | |||
| КОНВЕЙЕР ДЛЯ ОБЖИМА И ШТРИХОВКИ КНИГ | 1949 |
|
SU92284A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2363668C2 |
| Способ изготовления волноводов | 1987 |
|
SU1424081A1 |
| Способ изготовления волноводов | 1985 |
|
SU1283880A1 |

