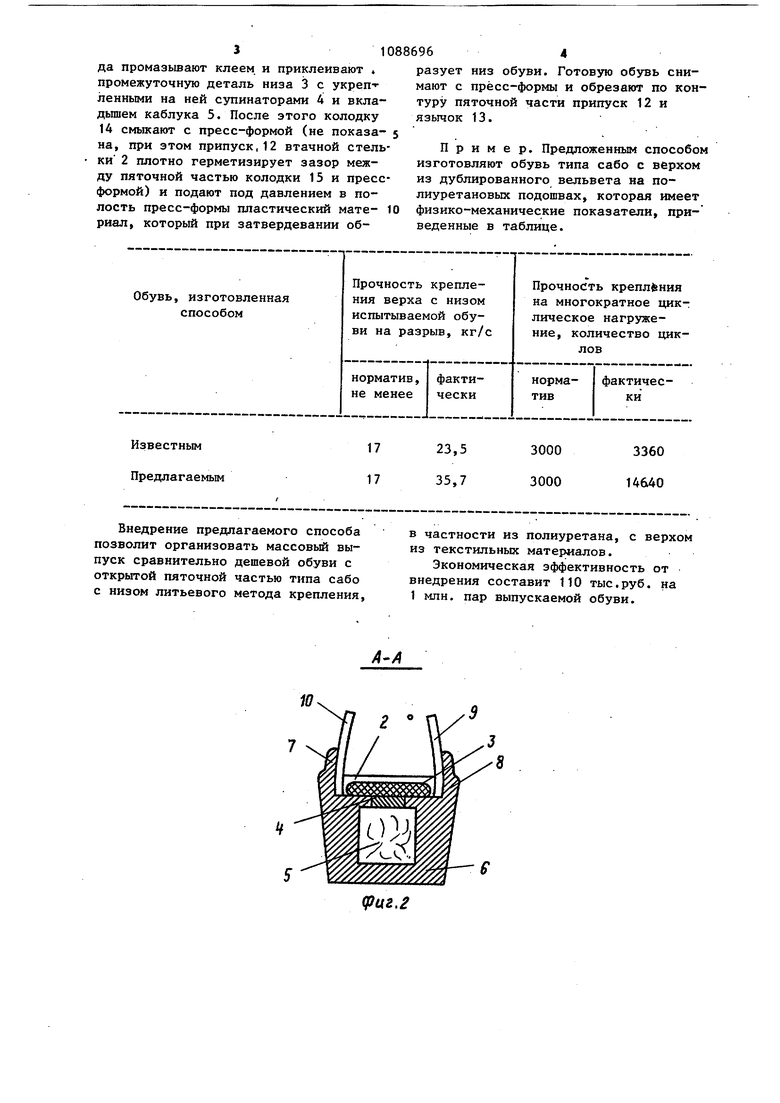
Изобретение относится к обувному производству, в частности к способам изготовления обуви, и может быть использовано для изготовления текстильной .обуви с открытой пяточной частью, например, сабо, на литых подошвах из пластических масс. Известен способ изготовления обуви с верхом из текстиля, при котором втач1 ую стельку ограничивают носочной частью, промежуточную деталь низа, выполняют в виде удлиненного подпяточника с обтяжкой, которую соединяют с помощью клеескобочного шва с втачной стелькой. Подпяточник при этом имеет в центре отверстие для натягивания получулка на колодку литьевой машины, а зазор пресс-формы в пяточной части перекрывается жестким подпяточником и его обтяжкой- l Недостатком известного способа является то, что при изготовлении обуви из текстиля не обеспечивается ее формоустойчивость, что снижает эксплуатационные свойства обуви, обувь сравнительно трудоемка в изготовлении из-за необходимости вьтолне ния удлиненного подпяточника с обтяжкой для перекрытия зазора в пяточной части пресс-формы при отливке подошвы и соединения подпяточника клеескобочным швом с втачной стелькой. Кроме того, наличие отверстия в удлиненном подпяточнике и кле скобочного шва вызывает необходимост снабжать обувь дополнительным вкладным подпяточником или полустелькой для их перекрытия.i Цель изобретения - уменьшение тру доемкости изготовления. Поставленная цель достигается тем, что согласно способу изготовления обуви типа сабо, заключающе-ъ муся в том, что изготавливают верх и стельку обуви, формируют на стелке средство для перекрытия зазора между колодкой и гранью пресс-формы при формовании подошвы, соединяют верх и стельку между собой путем образования получулка, формуют получулок путем натягивания его на колод ку и фиксации пяточной части стельки на- колодке, прикрепляют к стельке промежуточные детали подошвы и формуют подошву обуви, формирование средства для перекрытия зазора про изводят путем образования припуска по периметру пяточной части стельки при ее изготовлении, при этом одновременно с припуском формируют в наиболее выступающей пяточной части язычок, а фиксацию пяточной части получулка осуществляют путем прикрепления язычка к колодке. Вьшолнение втачной стельки с припуском и язычком позволяет исключить необходимость в изготовлении удлиненного жесткого подпяточника с обтяжкой вкладной полустельки,что BI . сумме со вспомогательными операциями, такими как скрепление клеескобочным креплением втачной стельки с подпяточником, пробивание центрирующего отверстия в подпяточнике, вклеивание вкладной полустельки, значительно снижает трудоемкость изготовления обуви. На фиг. 1 показана обувь, изготовленная предлагаемым способом,общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - втачная стелька, вид со стороны следа на фиг. 4 - положение получулка верха обуви в момент натягивания его на колодку литьевой машины;, на фиг. 5 - получулок, надетьй на колодку литьевой машины, и приклеиваемые к втачной стельке промежуточные детали низа. Обувь, показанная на фиг. 1 и 2, содержит верх выполненный в виде получулка из текстиля и состоящий из союзки 1 и втачной стельки 2, промежуточную деталь низа 3 с укрепленным на ней супинатором 4 и деревянным вкладышем каблука 5 и низ 6, выполненный из пластического материала методом литья под дaвлeниeм имеющий подкрьтки 7 и 8, поддерживающие крылья 9 и 10 союзки с внутренней и наружной стороны обуви. Крьшья 9 и 10 союзки имеют удлиненную форму и доходят до . середины пяточной части 11. Обувь изготовляют следующим образом. Верх обуви ниточным швом сшивают в виде получулка, состоящего из союзки 1 и втачной стельки 2, имеющей припуск 12 и язычок 13 в пяточной части 11. Затйй получулок надевают на колодку 14 литьевой машины (не показана) с приподнятой пяточной частью колодки 15, на которой укреплена наколка 16.. Язычок 13 накальшают на наколку 16, а пяточную часть колодки 15 опускают в нижнее положение. При этом получулок плотно натягивается на колодку 14, принимая ее форму. Затем втачную стельку 2 со стороны еледа промазывают клеем и приклеивают промежуточную деталь низа 3 с укрепленными на ней супинаторами 4 и вкладышем каблука 5. После этого колодку 14 смыкают с пресс-формой (не показа- 5 на, при этом припуск,12 втачной стельки 2 плотно герметизирует зазор между пяточной частью колодки 15 и прессформой) и подают под давлением в полость пресс-формы пластический мате- 10 риал, который при затвердевании образует низ обуви. Готовую обувь снимают с пресс-формы и обрезают по контуру пяточной части припуск 12 и язычок 13.
Пример. Предпоженным способом изготовляют обувь типа сабо с верхом из дублированного вельвета на полиуретановых подошвах, которая имеет физико-механические показатели, приведенные в таблице.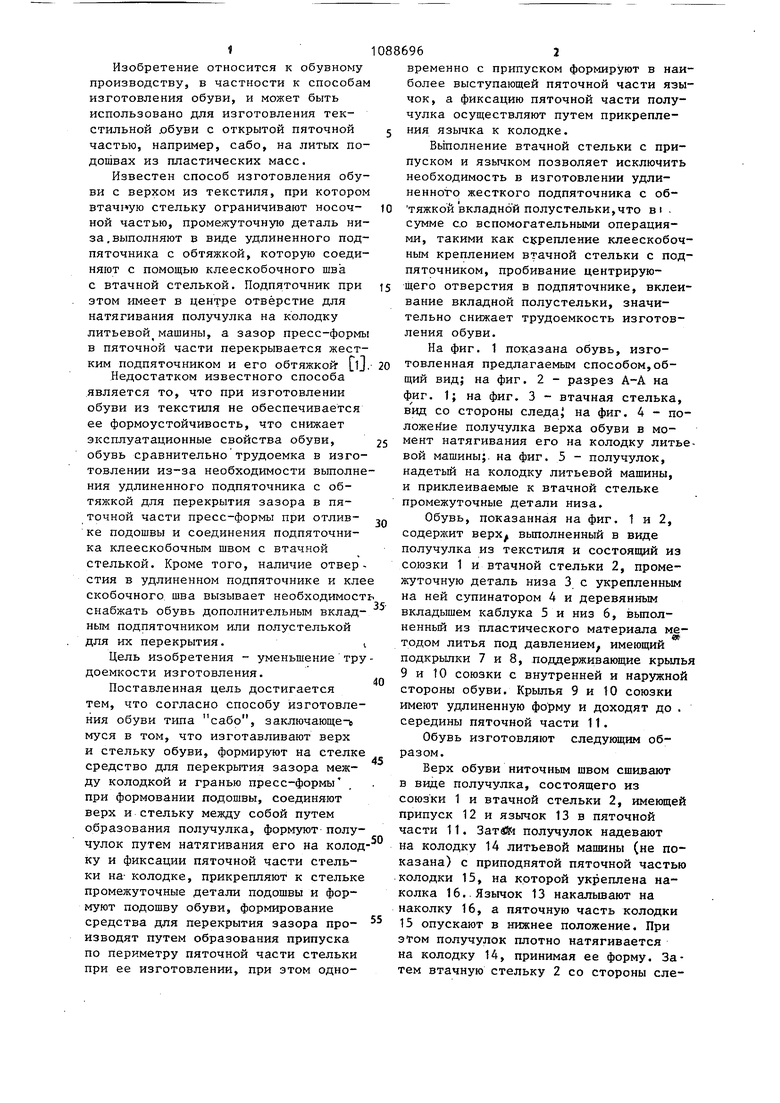
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| ДОМАШНЯЯ ОБУВЬ | 1970 |
|
SU277582A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Способ затяжки обуви литьевого метода крепления | 1986 |
|
SU1412717A1 |
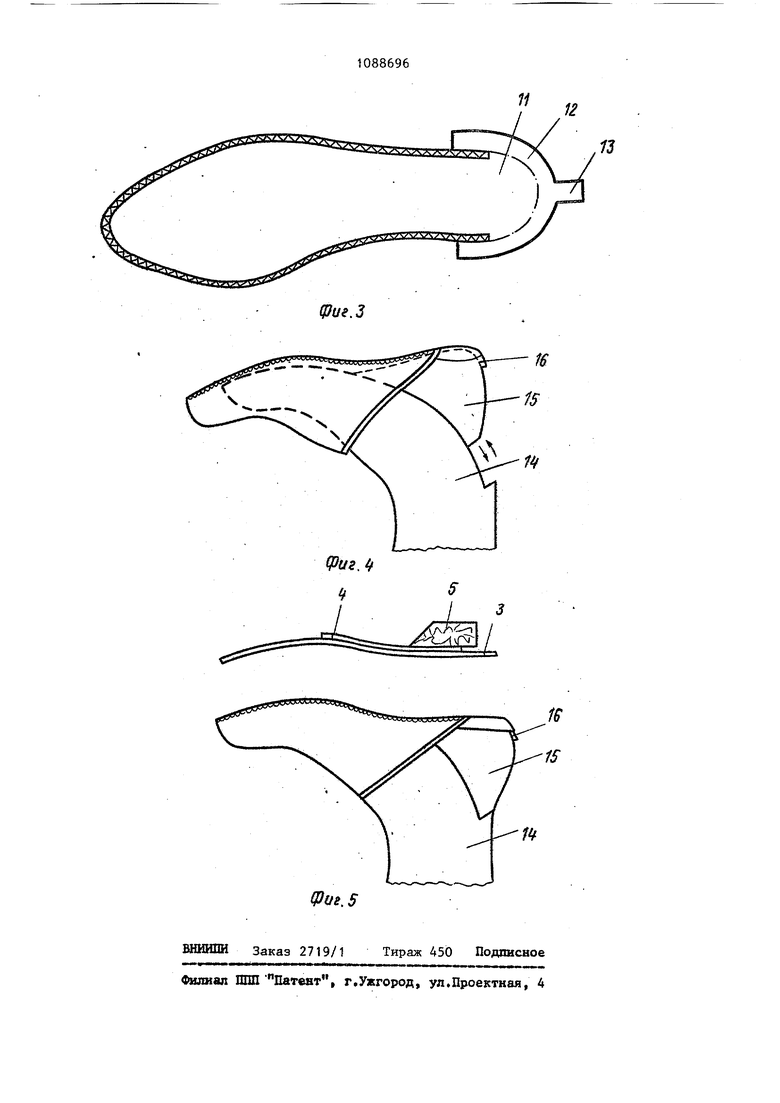
СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ТИПА САБО, заключающийся в том, что изготавливают верх, и стельку обуви, формируют на стельке средство для перекрытия зазора между колодкой и гранью пресс-формы при формовании подошвы, соединяют верх и стельку между собой путем образования получулка, формуют получулок путем натягивания его на колодку и фиксации пяточной части стельки на колодке, прикрепляют к стельке промежуточные детали «подошвы и формуют подошву обуви, о тличающийся тем, что, с целью уменьшения трудоемкости изготовления, формирование средства для перекрытия зазора производят путем образования припуска, по периметру пяточной части стельки при ее изготовI ,лении, при этом одновременно с припуском формируют в наиболее выстусл пающей части язычок, а фиксацию пяточ ной части получулка осуществляют путем прикрепления язычка к колодке. о сх 00 О5 со О5
Внедрение предлагаемого способа позволит организовать массовый выпуск сравнительно дешевой обуви с открытой пяточной частью типа сабо с низом литьевого метода крепления.
в частности из полиуретана, с верхом из текстильных материалов.
Экономическая эффективность от внедрения составит 110 тыс.руб. на 1 млн. пар выпускаемой обуви.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ДОМАШНЯЯ ОБУВЬ | 0 |
|
SU277582A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| tf | |||
