Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, используемой для обработки резанием металлического материала посредством съемного прикрепления к корпусу инструмента.
Уровень техники
Режущая пластина, описанная в Патентной литературе 1, имеет форму приблизительно многоугольной пластины, в которой образован стружколомный выступ, имеющий поднимающуюся поверхность стенки, которая поднимается вверх от передней поверхности на по меньшей мере одном из ее вершинных участков и также продолжается к концу вершинного участка, и переднюю поверхность, соединенную по меньшей мере со всей или с частью окружности поднимающейся поверхности стенки, образованную первой передней поверхностью, продолжающейся внутрь от режущей кромки, и второй передней поверхностью, непрерывно продолжающейся внутрь от этой первой передней поверхности и продолжающейся к поднимающейся поверхности стенки.
Список ссылок
Патентная литература:
PTL 1: Опубликованная заявка на патент Японии № 2007-175788.
Раскрытие изобретения
Техническая проблема
Согласно Патентной литературе 1 на вершинном участке режущей пластины образованы двухступенчатые передние углы, то есть первый передний угол и второй передний угол, и в результате в режущем кромочном стружколомном участке образована вогнутая поверхность. Таким образом, режущая пластина согласно Патентной литературе 1 имеет отличную термостойкость и сопротивление растрескиванию и предназначена для применения с инструментальным материалом, который не обладает высокой термостойкостью и сопротивлением растрескиванию, таким как металлокерамика, для резания металла малой толщины, включая так называемый доводочный проход, при котором величина резания и величина подачи небольшие. Однако, хотя режущая пластина согласно Патентной литературе 1 эффективно функционирует от доводочного прохода до резания металла малой толщины, существует много случаев, когда режущая пластина не работает эффективно в условиях резания металла большой толщины. Таким образом, режущая пластина согласно Патентной литературе 1 не может соответствовать условиям резания от резания металла малой толщины до резания металла большой толщины с одной режущей пластиной.
Настоящее изобретение было создано для решения описанных выше проблем. Таким образом, задачей настоящего изобретения является создание режущей пластины, которая может эффективно соответствовать условиям резания от резания металла малой толщины до резания металла большой толщины одной режущей пластиной.
Решение проблемы
Режущая пластина в соответствии с настоящим изобретением образована пластинчатым элементом с по существу многоугольной внешней формой и содержит:
переднюю поверхность со стружколомом, который образован на по меньшей мере одной из верхней и нижней поверхностей;
заднюю поверхность, образованную на внешней периферийной поверхности, продолжающейся между верхней и нижней поверхностями; и
режущую кромку, образованную на участке пересечения между передней поверхностью и задней поверхностью, при этом режущая кромка содержит дугообразную режущую кромку, изогнутую в форме дуги и расположенную на по меньшей мере одном из вершинных участков, рабочую режущую кромку, продолжающуюся от одной стороны дугообразной режущей кромки, и линейную режущую кромку, продолжающуюся от другой стороны дугообразной режущей кромки, причем
вогнутый стружколомный участок образован вблизи дугообразной режущей кромки на передней поверхности;
стружколомный выступ поднимается от участка нижней поверхности стружколомного вогнутого участка; и
вогнутый стружколомный участок образован наклонной поверхностью, которая изогнута вогнутым образом и плавно соединена с участком нижней поверхности, постепенно наклоняясь к участку нижней поверхности от периферийного кромочного участка на стороне вершинного участка к участку нижней поверхности.
Преимущества изобретения
Режущая пластина согласно настоящему изобретению улучшает характеристики обработки стружки не только в случае использования для резания металла большой толщины, но также и в случае использования при резании металла более умеренной толщины, чем при резании металла большой толщины, а также ненормальное повреждение, такое как поломка, не происходит. Фактором, благодаря которому вогнутый стружколомный участок может улучшить характеристики обработки стружки относительно резания металла малой толщины, является разность высот стружколома, создаваемая относительно в соответствии с глубиной стружколомной канавки. В условиях резания металла малой толщины, в которых, чем больше разность высоты стружколома, тем большей становится ограничивающая сила, когда стружка сталкивается друг с другом, и удаление стружки легко становится неустойчивым, стружка может быть сделана устойчивой, а характеристики обработки стружки могут быть улучшены. Таким образом, область применения на основе формы стружколома для резания металла большой толщины может быть расширена до резания металла малой толщины. При использовании для резания металла малой толщины главным образом вогнутый стружколомный участок втягивает стружку, а стружколомный выступ с относительно увеличивающейся разностью высот соответственно обрабатывает стружку.
Кроме того, в соответствии с настоящим изобретением благодаря заданию стружколомного вогнутого участка от периферийного кромочного участка на стороне вершинного участка вогнутого стружколомного участка к участку нижней поверхности к наклонной поверхности, которая изогнута вогнутым образом и плавно соединена с участком нижней поверхности, постепенно наклоняясь к участку нижней поверхности, нагрузка в ходе резания металла большой толщины достаточно преодолевается и повреждение, вызванное концентрацией напряжений и т.п., может быть предотвращено. В частности, было обнаружено, что исходная точка дефекта легко возникает вблизи вершинного участка и таким образом он может быть эффективно предотвращен.
Краткое описание чертежей
Фиг.1 представляет собой вид сверху режущей пластины, которая является первым вариантом осуществления изобретения;
Фиг.2 представляет собой вид спереди режущей пластины, показанной на фиг.1;
Фиг.3 представляет собой увеличенный вид сверху района вблизи вершинного участка режущей пластины, показанной на фиг.1;
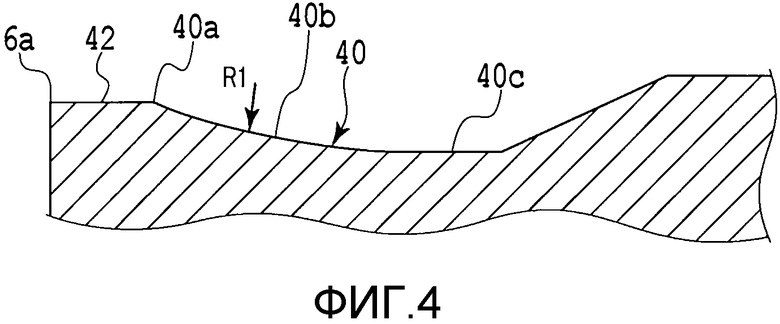
Фиг.4 представляет собой вид сечения по линии IV-IV на фиг.3;
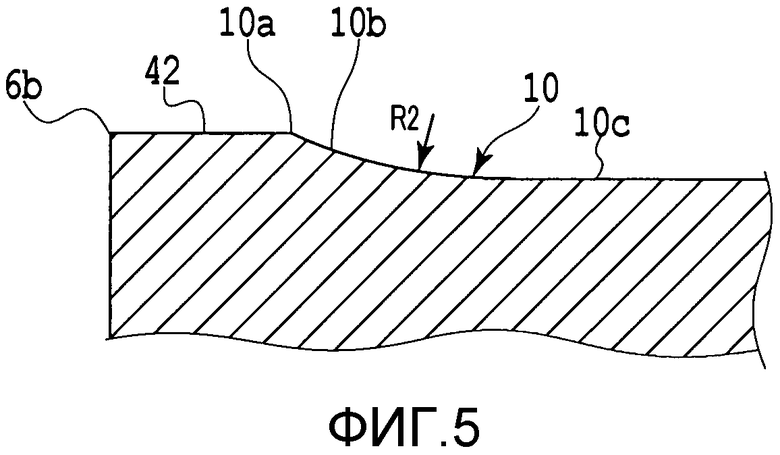
Фиг.5 представляет собой вид сечения по линии V-V на фиг.3;
Фиг.6 представляет собой вид сечения по линии VI-VI на фиг.3;
Фиг.7 представляет собой вид сечения по линии VII-VII на фиг.3 и
Фиг.8 представляет собой увеличенный вид сверху района вблизи вершинного участка режущей пластины, которая является вторым вариантом осуществления изобретения.
Описание вариантов осуществления изобретения
Варианты осуществления настоящего изобретения будут описаны со ссылками на чертежи.
Первый вариант осуществления изобретения
На фиг.1 показан вид сверху режущей пластины, которая является первым вариантом осуществления изобретения. На фиг.2 показан вид спереди режущей пластины, показанной на фиг.1. На фиг.3 показан увеличенный вид сверху области вблизи вершинного участка режущей пластины, показанной на фиг.1. Режущая пластина согласно настоящему варианту осуществления изобретения не имеет какой-либо определенной направленности и симметрична относительно биссектрисы B в угле при вершине вершинного участка. Однако режущая пластина согласно настоящему изобретению не ограничена режущей пластиной без определенной направленности, и режущая пластина, описанная ниже, будет описана как пример, в котором режущая пластина используется как правосторонняя и имеющая линейную режущую кромку 6b как основную режущую кромку рабочей режущей кромки, выполняющую большую часть резания в ходе резания, и линейную режущую кромку 6c как вспомогательную режущую кромку (переднюю режущую кромку) рабочей режущей кромки. Хотя далее описание будет опущено, если режущая пластина, показанная на фиг.3, используется, наоборот, в качестве левосторонней, линейная режущая кромка 6c служит основной режущей кромкой рабочей режущей кромки, а линейная режущая кромка 6b служит вспомогательной режущей кромкой. На фиг.4 показан вид сечения по линии IV-IV на фиг.3. Линия IV-IV является линией по биссектрисе B в угле при вершине, образованном вершинным участком 5. Угол при вершине здесь относится к углу, образованному вершинным участком 5 между линейной режущей кромкой 6b и линейной режущей кромкой 6c. На фиг.5 показан вид сечения по линии V-V на фиг.3. Линия V-V является линией сечения стружколомной канавки 10 вблизи периферийного кромочного участка 41a на стороне линейной режущей кромки 6b вогнутого стружколомного участка 40 в направлении, ортогональном линейной режущей кромке 6b, которая является основной режущей кромкой режущей кромки 6. Кроме того, термин «область вблизи периферийного кромочного участка 41a» относится к области, находящейся как можно ближе к периферийному кромочному участку 41a на стороне линейной режущей кромки 6b вогнутого стружколомного участка 40, показанной на фиг.3, на поперечной линии, где появляется нижний участок 10c стружколомной канавки. Кроме того, нижний участок 10c стружколомной канавки является самым глубоким участком, если смотреть в поперечном сечении в направлении, ортогональном линейной режущей кромке 6b. Когда существует плоскость в нижнем участке 10c стружколомной канавки, появляется прямая линия в сечении. Когда прямая линия не существует, самая глубокая точка образуется в нижнем участке 10c стружколомной канавки. На фиг.6 показан вид сечения по линии VI-VI на фиг.3. Линия VI-VI является линией произвольного поперечного пересечения с периферийным кромочным участком 41b на стороне, удаленной от линейной режущей кромки 6b вогнутого стружколомного участка 40, показанной на фиг.3, в направлении, ортогональном к линейной режущей кромке 6b. На фиг.7 показан вид сечения по линии VII-VII на фиг.3. Линия VII-VII является линией сечения в положении, когда стружколомный выступ 20 находится в ближайшем положении к линейной режущей кромке 6b в направлении, ортогональном линейной режущей кромке 6b. В варианте осуществления изобретения, показанном на фиг.3, угол η2 подъема поднимающейся поверхности 22 стенки стружколомного выступа постоянный, и, таким образом, линия VII-VII показана в положении, немного смещенном от положения, где стружколомный выступ 20 находится ближе всего к линейной режущей кромке 6b, для лучшего понимания чертежа. Кроме того, термин «обработка стружки», используемый в последующем описании, означает решение различных проблем, вызванных стружкой при выполнении резания, когда создаваемая стружка заедает корпус инструмента или рассеивается. Таким образом, режущая пластина с «высокими характеристиками обработки стружки» имеет меньшую частоту возникновения проблем в ходе обработки резанием, чем режущая пластина с «низкими характеристиками обработки стружки».
На фиг.1 и 2 эта режущая пластина 1 имеет приблизительно ромбовидную пластинчатую форму, в которой режущая кромка 6 образована на периферийных краях верхней поверхности 2, на которой образована передняя поверхность 2a и нижняя поверхность 3, и внешняя периферийная поверхность 4, проходящая между верхней поверхностью 2 и участком нижней поверхности 3 в направлении центральной оси CL, перпендикулярной верхней поверхности 2 и участку нижней поверхности 3, служит задней поверхностью 4a. Режущая кромка 6 имеет дуговую режущую кромку 6a, расположенную на вершинном участке 5 под углом 80°, и пару линейных режущих кромок 6b и 6c, продолжающихся соответственно от этой дуговой режущей кромки 6a. Задняя поверхность 4a является задней поверхностью, имеющей задний угол 0°, ортогональный верхней поверхности 2 и участку нижней поверхности 3 (параллельной центральной оси CL). Материал режущей пластины отобран из твердых материалов, таких как спеченный карбид, металлокерамика, керамика и т.п., или твердых материалов, покрытых посредством нанесения покрытия осаждением паров или посредством химического осаждения из паровой или газовой среды пленкой на поверхности.
На передней поверхности верхней поверхности 2 и нижней поверхности 3 образована стружколомная канавка 10, а вдоль периферийной кромки, как показано на фиг.1 и 4, образована узкая фаска 42, проходящая внутрь от режущей кромки 6 в поперечном сечении, которое ортогонально режущей кромке 6. В центральной части верхней поверхности 2 и нижней поверхности 3 образована выступающая поверхность 30. Выступающая поверхность 30 образована таким образом, что она окружает цилиндрическое установочное отверстие 50, проходящее через верхнюю поверхность 2 и нижнюю поверхность 3 в направлении толщины и является плоской поверхностью над режущей кромкой 6 в направлении толщины режущей пластины. Эта выступающая поверхность 30 функционирует как опорная поверхность, входящая в контакт с нижней поверхностью гнезда для стружки, когда эта режущая пластина присоединена к гнезду для стружки (не показано), расположенному на корпусе режущего инструмента, такого как токарный резец.
Как показано на фиг.1, 3 и 4, поднимающаяся поверхность 22 стенки стружколомного выступа 20 в виде стружколома поднимается от участка 40c нижней поверхности вогнутого стружколомного участка 40 в направлении биссектрисы B угла при вершине, образованного вершинным участком 5. В частности, в режущей пластине 1 вогнутый стружколомный участок 40 расположен только между вершинным участком 5 и стружколомным выступом 20. Таким образом, разность высот стружколомного участка, с которого стружка входит в контакт в ходе резания металла большой толщины, уменьшается соответственно, а также разность высот стружколомного участка, с которым стружка входит в контакт в ходе резания металла малой толщины, увеличивается соответственно. В результате режущая пластина 1 может надлежащим образом обрабатывать и стружку, образуемую в ходе резания металла большой толщины, и стружку, образуемую в ходе резания металла малой толщины. Если нет необходимости использовать обе поверхности режущей пластины 1, при использовании только одной поверхности высота стенки стружколома не ограничена и поверхность стенки может быть выполнена свободно. Однако в случае с режущей пластиной 1 с отрицательным углом резания, имеющей обе поверхности, используемые согласно настоящему изобретению, или с так называемым двусторонним стружколомом высота стенки стружколома ограничена до некоторой величины для обеспечения опорной поверхности на стороне участка нижней поверхности. Таким образом, для улучшения характеристик обработки стружки на стороне резания металла малой толщины, чтобы таким образом повысить стенку стружколома, предпочтительно обеспечение вогнутого стружколомного участка 40 и регулирование относительной разности по высоте. Кроме того, это обеспечивает то, что поднимающаяся поверхность 22 стенки стружколомного выступа 20, который дополнительно улучшает характеристики обработки стружки в ходе резания металла малой толщины, поднимается от участка 40c нижней поверхности вогнутого стружколомного участка 40. Поднимающаяся поверхность 22 стенки образована на периферийной кромке стружколомного выступа 20. В настоящем варианте осуществления изобретения высота верхнего участка стружколомного выступа 20 равна высоте выступающей поверхности 30.
Вогнутый стружколомный участок 40 является наклонной поверхностью 40b, которая изогнута вогнутым образом с заданным радиусом R1 кривизны или больше и плавно соединена с участком 40c нижней поверхности, постепенно наклоняясь к участку нижней 40c поверхности от периферийного кромочного участка 40a на стороне вершинного участка 5 к участку 40c нижней поверхности. Между тем периферийный кромочный участок 40a на стороне вершинного участка 5 показан как криволинейный, где фаска 42 и наклонная поверхность 40b пересекаются друг с другом в настоящем варианте осуществления изобретения, но когда фаска 42 и наклонная поверхность 40b плавно соединены друг с другом, соединительная часть служит периферийным кромочным участком 40a. Радиус R1 кривизны наклонной поверхности 40b составляет 1 мм или больше, предпочтительно, 2 мм или больше и 3 мм или меньше. Когда радиус R1 кривизны наклонной поверхности 40b имеет указанный выше размер, характеристики обработки стружки в условиях резания на стороне резания металла малой толщины улучшаются, а также одновременно предотвращается возникновение дефекта в ходе резания металла большой толщины. Когда радиус R1 кривизны составляет меньше 1 мм, нагрузка в ходе резания металла большой толщины не может выдерживаться и концентрацией напряжений может создаваться исходная точка образования дефекта. Кроме того, когда этот радиус R1 кривизны превышает 4 мм, стружка, образуемая в условиях резания на стороне резания металла малой толщины, больше не извлекается в вогнутый стружколомный участок 40 и характеристики обработки стружки могут ухудшаться. Между тем резка металла большой толщины здесь означает условия резания для токарной обработки углеродистой стали, например, с максимальным резанием на 3 мм или больше и максимальной подачей на 0,3 мм за оборот или больше, в то время как резка металла малой толщины относится к условиям резания с резанием приблизительно на 1,0 мм - 3 мм и максимальной подачей приблизительно на 0,2 мм за оборот. Следует отметить, что радиус R1 кривизны наклонной поверхности 40b также относится к размеру режущей пластины. Это связано с тем, что чем больше размер режущей пластины, тем больше становится тенденция усиления условий резания при использовании. Радиус R1 кривизны наклонной поверхности 40b предпочтительно составляет 5% или больше и 30% или меньше базовой окружности, описываемой режущей пластиной.
В настоящем варианте осуществления изобретения участок 40c нижней поверхности вогнутой стружколомного участка 40 образует плоскость. На фиг.1 и 3 показана сплошная линия, указывающая пределы этой плоскости. Закругление, соединенное с участком 40c нижней поверхности, имеет радиус R1 кривизны в контакте с плоскостью участка 40c нижней поверхности от стороны режущей кромки 6. В настоящем варианте осуществления изобретения наклонная поверхность 40b соединена с участком 40c нижней поверхности с некоторым радиусом кривизны от периферийного кромочного участка 40a. Однако это не вносит ограничений. Плоскость не должна обязательно присутствовать в участке 40c нижней поверхности и она может быть криволинейной поверхностью. Когда участок 40c нижней поверхности имеет криволинейную поверхность, нет какой-либо плоскости и, таким образом, самая глубокая часть криволинейной поверхности включена в участок 40c нижней поверхности. Между тем радиус R1 кривизны наклонной поверхности 40b, соединенной с участком 40c нижней поверхности, может не быть постоянным, но может изменяться в размере в вогнутом стружколомном участке 40. Например, эффект дает выполнение таким образом, что чем ближе криволинейная поверхность к вершинному участку 5, тем большим может быть установлен радиус R1 кривизны, и чем ближе она к периферийному кромочному участку 41a на стороне линейной режущей кромки 6b вогнутого стружколомного участка 40, тем меньший радиус кривизны может быть установлен (не показан). Кроме того, наклонная поверхность 40b может быть не соединена с участком 40c нижней поверхности с некоторым радиусом кривизны от периферийного кромочного участка 40a на стороне вершинного участка 5. Например, форма профиля наклонной поверхности 40b может быть короткой прямой линией от периферийного кромочного участка 40a и может быть соединена с участком 40c нижней поверхности после прямой линии с некоторым радиусом кривизны. Радиус кривизны в связи с участком 40c нижней поверхности важен.
В виде сечения по линии V-V, ортогональной линейной режущей кромке 6b на фиг.5, стружколомная канавка 10 в настоящем варианте осуществления изобретения выполнена с узкой фаской 42, продолжающейся внутрь от линейной режущей кромки 6b. Стружколомная канавка 10 является наклонной поверхностью 10b, которая изогнута вогнутым образом и плавно соединена с участком нижней поверхности, постепенно наклоняясь к участку нижней поверхности от периферийного кромочного участка 10a на стороне линейной режущей кромки 6b к нижнему участку 10c стружколомной канавки. Радиус кривизны наклонной поверхности 10b составляет R2. Радиус R2 кривизны может быть меньшим, чем радиус R1 кривизны наклонной поверхности 40b вогнутого стружколомного участка 40. Так как нет необходимости увеличивать радиус R2 кривизны наклонной поверхности 10b стружколомной канавки 10, обеспечивается свобода конструкции, относящейся к форме профиля стружколомной канавки 10. Радиус R2 кривизны наклонной поверхности 10b стружколомной канавки 10 может быть задан, например, как 0,5 мм или меньше.
Не является предпочтительным, чтобы ограничивающая сила, воздействующая на стружку, была слишком велика в ходе резания металла большой толщины. Когда стружка сильно ограничена в ходе резания металла большой толщины, увеличение сопротивления резанию или возникновение нестабильной вибрации вызывает ухудшение шероховатости на обработанной поверхности или вызывает ненормальное повреждение, такое как дефект в режущей пластине. Согласно настоящему варианту осуществления изобретения тот факт, что вогнутый стружколомный участок 40 расположен только между вблизивершинного участка 5 и вблизипереднего конца стружколомного выступа 20, среднее значение глубины стружколома в ходе резания металла большой толщины становится небольшим. Таким образом, разность высот стенки стружколома, действующего в ходе резания металла большой толщины, становится меньшей, чем в ходе резания металла малой толщины, и ограничивающая сила, воздействующая на стружку, не становится слишком большой. В результате режущая пластина 1 может надлежащим образом обрабатывать стружку.
Вогнутый стружколомный участок 40 также дает эффект уменьшения поверхности контакта между режущей пластиной 1 и стружкой без удаления стружки, образуемой в ходе резания металла большой толщины в вогнутом стружколомном участке 40, а наоборот, заставляет ее всплывать. Когда область контакта между режущей пластиной 1 и стружкой уменьшается, сопротивление резанию уменьшается, тепловыделение снижается, истирание инструмента сдерживается и срок службы инструмента увеличивается. Чтобы заставить стружку в ходе резания металла большой толщины всплывать в вогнутом стружколомном участке 40, поверхность 22 стенки по меньшей мере одного стружколомного выступа 20 поднимается от участка 40c нижней поверхности вогнутого стружколомного участка 40. Благодаря выполнению стружколомного выступа 20, как указано выше, стружколомный выступ 20 действует в направлении, которое вызывает поднятие стружки.
Когда линия гребня периферийного кромочного участка 41a на стороне линейной режущей кромки 6b вогнутого стружколомного участка 40 (далее этот участок будет упоминаться как «периферийный кромочный участок 41а первого вогнутого участка») образована отдельно от вершинного участка 5, когда она отделена от режущей кромки, не существует препятствий в направлении оттока стружки в ходе резания металла большой толщины и создается эффект, посредством которого периферийный кромочный участок 41а первого вогнутого участка не работает в качестве стружколома. Таким образом, стружка, образуемая в ходе резки металла большой толщины, поднимается в вогнутом стружколомном участке 40 и негативное влияние в ходе резания металла большой толщины в результате наличия вогнутого участка устраняется. Когда форма периферийного кромочного участка 41а первого вогнутого участка выражена углом θ, образованным с линейной режущей кромкой 6b, предпочтительно, чтобы был задан угол 40°≤θ°≤85°.
Линия гребня периферийного кромочного участка 41а первого вогнутого участка может не быть прямой линией и может отделяться от вершинного участка 5, когда она отделяется от режущей кромки 6, например, как показано на фиг.8. Кроме того, в качестве другой формы она может представлять собой выпуклую кривую, вогнутую кривую или кривую, полученную комбинацией вогнутостей и выпуклостей или прямых линий. Между тем, поскольку стружколом действует в целом только в диапазоне контакта со стружкой, форма от режущей кромки 6 до диапазона контакта со стружкой важна и форма участка, достаточно удаленного от режущей кромки 6, не представляет существенной важности. Однако диапазон контакта со стружкой изменяется в соответствии с условиями резания или обрабатываемой деталью.
Угол η1 подъема поверхности стенки к периферийному кромочному участку 41b на стороне, удаленной от линейной режущей кромки 6b вогнутого стружколомного участка 40 (в дальнейшем этот участок будет упоминаться как «периферийный кромочный участок 41b второго вогнутого участка»), меньше угла η2 подъема поднимающейся поверхности 22 стенки стружколомного выступа 20. Таким образом, поскольку η1<η2, периферийный кромочный участок 41b второго вогнутого участка не работает как стружколом в ходе резания металла большой толщины. При задании углов η1 и η2 подъема поверхности стенки угол подъема в направлении, обращенном в направлении оттока стружки, весьма связан с тем фактом, работают ли периферийный кромочный участок 41а первого вогнутого участка и периферийный кромочный участок 41b второго вогнутого участка как стружколомы. Направление оттока стружки изменяется в зависимости от условий резания, но в режущей пластине 1 согласно настоящему варианту осуществления изобретения угол подъема поверхности стенки определен в поперечном сечении в направлении, ортогональном линейной режущей кромке 6b ближе к направлению оттока стружки в ходе резания металла большой толщины.
Между тем, когда форма профиля поверхности стенки, продолжающейся от участка 40c нижней поверхности вогнутого стружколомного участка к периферийному кромочному участку 41b второго вогнутого участка, нелинейная, углы η1 и η2 подъема поверхности стенки, когда верхний участок поверхности стенки, например, округлен, не могут быть получены из сравнения между касательной вблизи верхней поверхности описанной выше поверхности стенки, продолжающейся к периферийному кромочному участку 41b вогнутого участка, и касательной вблизи верхней поверхности поднимающейся поверхности 22 стенки стружколомного выступа 20, таким образом, углы подъема поверхности стенки задают в надлежащем положении как исходной точке. Например, это выступающая поверхность 30. После того как положение, как исходная точка, установлено, угол η1 подъема поверхности стенки на высоте на некотором удалении от исходной точки сравнивают с углом η2 подъема поднимающейся поверхности 22 стенки стружколомного выступа 20. В случае с настоящим вариантом осуществления изобретения, так как высота верхней поверхности периферийного кромочного участка 41b второго вогнутого участка и высота верхней поверхности стружколомного выступа 20 отличаются друг от друга, углы η1 и η2 подъема вблизи верхней поверхности не могут сравниваться друг с другом. При сравнении касательных в положениях с одинаковой разностью высот от выступающей поверхности 30 предпочтительно, чтобы угол η1 подъема описанной выше поверхности стенки был меньше угла η2 подъема поднимающейся поверхности 22 стенки. Кроме того, в случае с формой профиля, имеющей дугу вблизи верхней поверхности, так как не имеет смысла сравнивать углы между касательными с дугообразным верхним участком, углы между касательными на одинаковых высотах задают как η1 и η2 соответственно и их в этом случае также сравнивают друг с другом.
В этом варианте осуществления изобретения периферийный кромочный участок 41а первого вогнутого участка расположен так, что он начинается в положении на удалении от вершинного участка 5 приблизительно на 0,1 мм - 3 мм и отделен от вершинного участка 5 так же, как он отделен от режущей кромки 6. В качестве положения, где начинается периферийный кромочный участок 41а первого вогнутого участка, выбирают величину относительно радиуса закругления вершины на вершинном участке 5.
В настоящем варианте осуществления изобретения необходимость формирования вогнутого стружколомного участка 40 симметрично относительно биссектрисы B в углу при вершине вершинного участка 5 состоит в получении подобных характеристик резания для обоих вариантов использования, даже когда направление использования инструмента такое, что правая сторона относительно вершинного участка 5 главным образом используется в качестве рабочей режущей кромки, а левая сторона - в качестве рабочей режущей кромки. Таким образом, эта форма используется для того, чтобы режущая пластина 1 согласно настоящему варианту осуществления изобретения могла использоваться в качестве режущей пластины без определенной направленности. Таким образом, периферийный кромочный участок 41а первого вогнутого участка и периферийный кромочный участок 41b второго вогнутого участка предпочтительно выполнены так, что заданные формы линии гребня и углы подъема поверхности стенки отличаются друг от друга с точки зрения функций, но в этом варианте осуществления изобретения вогнутый стружколомный участок 40 образован симметрично относительно биссектрисы B угла при вершине вершинного участка 5 и, кроме того, формы линии гребня, как описано выше для периферийного кромочного участка 41а первого вогнутого участка и периферийного кромочного участка 41b второго вогнутого участка, и соотношение величин между углом η1 подъема описанной выше поверхности стенки и углом η2 подъема поднимающейся поверхности 22 стенки достигаются одновременно. Таким образом, подобная обрабатываемость резанием может быть получена при использовании обеих правой и левой режущих кромок.
В настоящем варианте осуществления изобретения, как показано, например, на фиг.4 и 5, передняя поверхность 2a образована так, что она имеет относительно гладкую форму профиля. Однако передний угол также может изменяться по форме профиля, как, например, первый передний угол и второй передний угол. Кроме того, передний угол также может изменяться непрерывно или периодически по мере удаления от вершинного участка 5 вдоль режущей кромки 6.
Режущая пластина согласно настоящему изобретению не ограничена описанными выше вариантами осуществления изобретения и может подвергаться различным изменениям и дополнениям в пределах, не выходящих за рамки сущности настоящего изобретения. Хотя это не показано, внешняя форма режущей пластины может быть формой многоугольной пластины, отличающейся от ромбовидной формы пластины, и может быть так называемой режущей пластиной с положительным углом резания, имеющей задний угол резания больше 0°. Кроме того, стружколомная канавка 10 может не продолжаться по всей периферии режущей кромки 6, а может продолжаться только в требуемом диапазоне. Необязательно применять только один стружколомный выступ 20, но также эффективно применение множества стружколомных выступов, которые могут быть расположены вокруг вершинного участка таким образом, чтобы соответственно обеспечивать различные направления оттока стружки. Поднимающаяся поверхность 22 стенки стружколомного выступа 20 может быть образована единственной или множеством плоских или изогнутых поверхностей. Кроме того, хонинговальное средство, образованное плоской или криволинейной фаской, может быть добавлено к гребневому участку режущей кромки вдоль режущей кромки 6 для усиления кромки или может быть добавлен отрицательный угол и фаска 42 гребневого участка режущей кромки может быть наклонной. Кроме того, наоборот, может быть добавлен положительный угол и фаска 42 может быть наклонена для снижения сопротивления резанию. Режущая пластина согласно этому изобретению также может применяться в качестве режущей пластины для нарезания резьбы (не показана) или режущей пластины для фрезерования (не показана).
Промышленная применимость
Режущая пластина согласно настоящему изобретению может использоваться для обработки резанием металлического материала посредством съемного прикрепления к корпусу инструмента таким же образом, как и режущая пластина известного уровня техники. Кроме того, способ ее производства аналогичен способу производства режущей пластины известного уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА СО СТРУЖКОЛОМНЫМИ ВЫСТУПАМИ | 2015 |
|
RU2702166C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2492970C1 |
| РЕЗЬБОВАЯ РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2106933C1 |
| РЕЗЬБОНАРЕЗНАЯ ПЛАСТИНА | 2019 |
|
RU2780850C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2108894C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136448C1 |
| ДВУХСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2661694C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ПУТЕМ ТОЧЕНИЯ | 2016 |
|
RU2725270C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2501632C2 |
| ПЛАСТИНА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ И ТОКАРНЫЙ ИНСТРУМЕНТ | 2014 |
|
RU2664348C2 |





Режущая пластина с многоугольной внешней формой содержит переднюю поверхность со стружколомом, заднюю поверхность, режущую кромку, образованную на участке пересечения между передней поверхностью и задней поверхностью и содержащую дугообразную режущую кромку на одном из вершинных участков, рабочую режущую кромку, продолжающуюся от одной стороны дугообразной режущей кромки, и линейную режущую кромку, продолжающуюся от другой стороны дугообразной режущей кромки. Вогнутый стружколомный участок образован вблизи дугообразной режущей кромки на передней поверхности; стружколомный выступ поднимается от участка нижней поверхности стружколомного вогнутого участка. Вогнутый стружколомный участок образован наклонной поверхностью, которая изогнута вогнутым образом и плавно соединена с участком нижней поверхности, постепенно наклоняясь к участку нижней поверхности от периферийного кромочного участка на стороне вершинного участка к участку нижней поверхности. При этом угол подъема поверхности стенки относительно плоскости, параллельной верхней и нижней поверхностям, меньше угла подъема поверхности стенки стружколомного выступа относительно плоскости, параллельной верхней и нижней поверхностям. Технический результат: улучшение дробления стружки при различных режимах обработки. 3 з.п. ф-лы, 8 ил.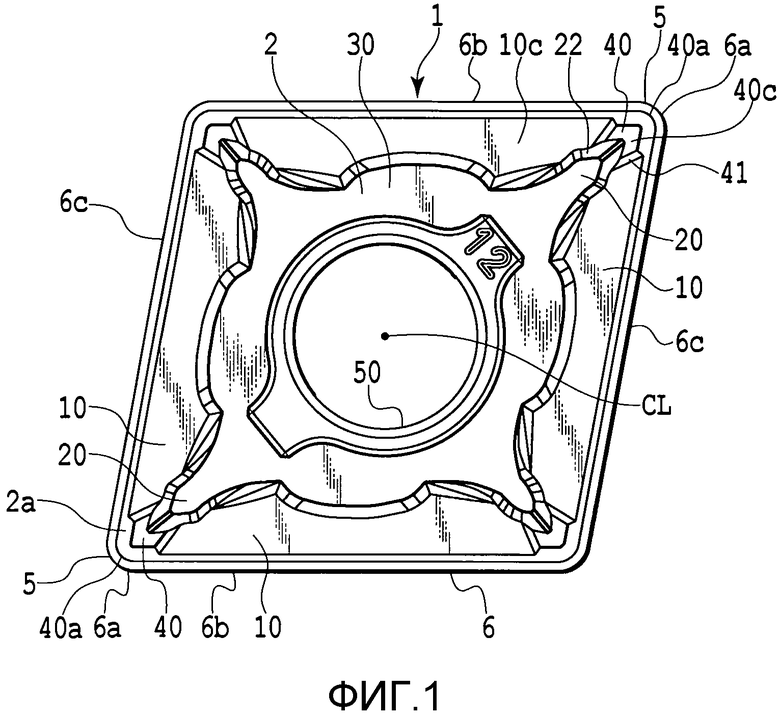
1. Режущая пластина (1), образованная пластинчатым элементом с по существу многоугольной внешней формой и содержащая:
переднюю поверхность (2а) со стружколомным выступом (20), который образован на по меньшей мере одной из верхней и нижней поверхностей (2, 3);
заднюю поверхность, образованную на внешней периферийной поверхности, продолжающейся между верхней и нижней поверхностями; и
режущую кромку (6), образованную на участке пересечения между передней поверхностью и задней поверхностью и содержащую дугообразную режущую кромку (6а), изогнутую в форме дуги и расположенную на по меньшей мере одном из вершинных участков (5), рабочую режущую кромку (6b) со стружколомной канавкой (10), продолжающуюся от одной стороны дугообразной режущей кромки (6а), и линейную режущую кромку (6с), продолжающуюся от другой стороны дугообразной режущей кромки (6а), причем
вблизи дугообразной режущей кромки (6а) на передней поверхности (2а) образован вогнутый стружколомный участок (40);
стружколомный выступ (20) поднимается от участка (40с) нижней поверхности стружколомного вогнутого участка (40); а
на стороне вершинного участка (5) вогнутый стружколомный участок (40) образован наклонной поверхностью (40b), которая изогнута вогнутым образом и плавно соединена с участком (40с) нижней поверхности, постепенно наклоняясь к участку (40с) нижней поверхности от периферийного кромочного участка (40а),
на стороне стружколомной канавки (10) вогнутый стружколомный участок (40) образован поверхностью стенки, поднимающейся от участка (40с) нижней поверхности к периферийному кромочному участку (41b); и
угол η1 подъема поверхности упомянутой стенки относительно плоскости, параллельной верхней и нижней поверхностям (2, 3), меньше угла η2 подъема поверхности (22) стенки стружколомного выступа (20) относительно плоскости, параллельной верхней и нижней поверхностям.
2. Режущая пластина (1) по п.1, в которой
в передней поверхности (2а) образована стружколомная канавка (10), смежная с вогнутым стружколомным участком (40) и стружколомным выступом (20);
стружколомная канавка (10) содержит наклонную поверхность (10b), которая изогнута вогнутым образом и плавно соединена с нижним участком (10с) стружколомной канавки (10), постепенно наклоняясь к нижнему участку (10с) от периферийного кромочного участка (10а) на стороне рабочей режущей кромки к нижнему участку (10с) стружколомной канавки (10); и
радиус R2 кривизны наклонной поверхности (10b) стружколомной канавки (10) меньше радиуса R1 кривизны наклонной поверхности (40b) вогнутого стружколомного участка (40).
3. Режущая пластина (1) по п.1 или 2, в которой
периферийный кромочный участок (40а) на стороне стружколомной канавки вогнутого стружколомного участка (40) продолжается от стороны вершинного участка (5) к стороне стружколомного выступа (20).
4. Режущая пластина (1) по п.1, в которой
вогнутый стружколомный участок (40) образован симметрично относительно биссектрисы угла (θ) при вершине, образованного вершинным участком (5).
| Колосоуборка | 1923 |
|
SU2009A1 |
| Групповой коммутатор для зажигания нескольких ртутно-кварцевых ламп | 1950 |
|
SU89999A2 |
| Режущая пластина | 1991 |
|
SU1798045A1 |
| СВАРНОЙ ТОПЛИВНИК С ОХЛАЖДЕНИЕМ ГОРЛОВИНЫ И ПОДОГРЕВОМ ВОЗДУХА ДЛЯ ГАЗОГЕНЕРАТОРОВ | 1949 |
|
SU85383A1 |

