Изобретение относится к резьбонарезной пластине, характеризующейся признаками ограничительной части п. 1 формулы изобретения, к набору резьбонарезных пластин, характеризующемуся признаками ограничительной части пункта 14 формулы изобретения, и к инструменту для нарезания резьбы с такой пластиной или таким набором пластин. Также испрашивается охрана для способа нарезания резьбы.
Известна резьбонарезная пластина (также называемая резьбонарезным резцом), например, как описано в ЕР 0718062 А1 и CN 202622095 U.
В традиционных резьбонарезных пластинах на одной пластине сформировано более одного режущего зуба. При работе за режущим зубом идет следующий режущий зуб, который обычно расширяет и/или углубляет канавку, созданную предыдущим режущим зубом.
Рядом с режущей кромкой, противоположной направлению, в котором режущий зуб входит в нарезаемый материал, расположена структура, называемая "стружколом". Стружколом расположен на передней поверхности резьбонарезной пластины. Его функция заключается в том, чтобы направлять и при необходимости отклонять стружку, образованную режущим зубом на режущей кромке перед ним.
Задачей изобретения является создание усовершенствованной резьбонарезной пластины, усовершенствованного набора резьбонарезных пластин и усовершенствованного инструмента для нарезания резьбы. В особенности, цель состоит в том, чтобы улучшить производительность резания и удаления стружки соответственно резьбонарезной пластиной, набором резьбонарезных пластин и инструментом для нарезания резьбы.
Эта задача решена благодаря созданию резьбонарезной пластины, характеризующейся признаками п. 1, набора резьбонарезных пластин, характеризующихся признаками соответствующего пункта формулы изобретения, и инструмента для нарезания резьбы, характеризующегося признаками соответствующего пункта формулы изобретения. Варианты реализации изобретения изложены в зависимых пунктах формулы изобретения.
Термин «форма» относится к «контуру» или «траектории» на виде сверху (на котором видна передняя поверхность, причем передняя поверхность параллельна плоскости обзора). Таким образом, фраза «форма стружколома по существу соответствует форме данного режущего зуба» означает, что контур указанного стружколома по существу такой же, как и контур режущей кромки указанного режущего зуба, как видно на виде сверху резьбонарезной пластины.
Термин «последующие» используется в значении «следующие друг за другом».
«Направление подачи» - это осевое направление, в котором резьбонарезная пластина или резьбонарезные пластины перемещается или перемещаются в процессе резания относительно объекта или материала, в котором должна нарезаться резьба. Очевидно, что существует также вращательное относительное движение между резьбонарезной пластиной (резьбонарезными пластинами) и объектом или материалом, в котором должна нарезаться резьба, так что комбинация движения в направлении подачи и вращательного движения приводит к формированию спиральной траектории резьбонарезной пластины (резьбонарезных пластин).
Как традиционные, так и предлагаемые резьбонарезные пластины работают таким образом, что первый контакт с объектом или материалом, в котором должна нарезаться резьба, должен осуществляться не одновременно всеми режущими зубьями. Напротив, предполагается, что они осуществляют первый контакт друг за другом, поскольку предполагается, что каждый режущий зуб, за исключением самого первого режущего зуба, воздействует на канавку, прорезанную предыдущими режущими зубьями. «Порядок входа во взаимодействие в процессе резания» означает последовательность, в которой режущие зубья впервые контактируют с объектом или материалом, предназначенным для нарезки резьбы.
Согласно изобретению, по меньшей мере один режущий зуб вдоль режущей части снабжен назначенным стружколомом, форма которого адаптирована к форме того режущего зуба, который в соответствии с порядком входа во взаимодействие в процессе резания предшествует последующему вдоль режущей части режущему зубу (и который для краткости далее именуется «предыдущим зубом»), так что указанный по меньшей мере один стружколом имеет форму, адаптированную к поперечному сечению набегающей на него стружки. Основным преимуществом изобретения является снижение силы резания благодаря облегчению прохождения стружки через стружколом.
Поперечное сечение стружки, набегающей на стружколом, зависит от:
- формы канавки, образованной предыдущим зубом, и
- формы режущего зуба, которому назначен стружколом, потому что режущий зуб должен удалить больше материала в тех местах вдоль его режущей кромки, где предыдущий зуб удалил меньше материала, и наоборот.
Как известно из уровня техники, стружколом имеет форму, в основном соответствующую форме режущего зуба, которому он назначен. Обычно его контур просто повторяет форму соответствующего режущего зуба.
Однако в соответствии с изобретением форма предыдущего зуба также должна иметь значение для формы стружколома (последующего) зуба. Другими словами, при проектировании стружколома данного конкретного зуба учитывается форма предыдущего (по порядку входа во взаимодействие) зуба.
Преимуществом этого является тот факт, что необходимое усилие резания снижается, поскольку стружке легче течь по стружколому, форма которого соответствует поперечному сечению стружки, так что
- там, где толщина стружки в поперечном сечении велика, потому что режущий зуб, которому назначен стружколом, должен срезать больше материала (поскольку предыдущий зуб удалил меньше материала), стружколом оставляет больше места для стружки, и
- там, где толщина стружки в поперечном сечении мала, потому что режущий зуб, которому назначен стружколом, должен резать меньше материала (поскольку предыдущий зуб удалил больше материала), стружколом оставляет меньше места для стружки, что приводит к лучшему удалению стружки благодаря направлению потока стружки без такого увеличения силы резания, которое было бы необходимо в решениях, известных из уровня техники.
«Адаптированная» форма стружколома означает, что в форме стружколома данного конкретного зуба учитывается форма предыдущего (по порядку входа во взаимодействие) зуба. Кроме того, в местах, где толщина поперечного сечения стружки велика, расстояние между режущей кромкой и соответствующим стружколомом больше, чем в местах, где толщина поперечного сечения стружки меньше. Таким образом, стружколом имеет форму, адаптированную к поперечному сечению набегающей на него стружки.
Поскольку толщина поперечного сечения стружки, образованной зубом, вполне может быть неоднородной, но варьироваться по ширине, расстояние между режущей кромкой и соответствующим стружколомом может соответственно изменяться, то есть быть непостоянным, что означает, что контур стружколома не обязательно параллелен соответствующей режущей кромке.
Улучшенное удаление стружки достигается благодаря предотвращению того, чтобы стружка оставалась прямой, и благодаря ориентации ее потока (в особенности когда речь идет о длинной стружке, которую не предполагается ломать).
Что касается набора по меньшей мере из двух резьбонарезных пластин, по меньшей мере один режущий зуб отдельно взятой резьбонарезной пластины снабжен назначенным стружколомом, форма которого по существу соответствует форме того режущего зуба, который расположен на резьбонарезной пластине, которая при работе предшествует указанной отдельно взятой резьбонарезной пластине по порядку их входа во взаимодействие во время резания, так что указанный по меньшей мере один стружколом имеет форму, адаптированную к поперечному сечению набегающей на него стружки. Преимущество использования набора по меньшей мере из двух резьбонарезных пластин перед использованием одной резьбонарезной пластины состоит в том, что силы резания распределяются по нескольким имеющимся резьбонарезным пластинам.
Если явно не указано иное, все утверждения относятся как к одной резьбонарезной пластине, так и к набору по меньшей мере из двух резьбонарезных пластин.
Может быть предусмотрено, что форма стружколома, назначенного первому режущему зубу, находится в соответствии с формой объекта или материала, на который должна быть нарезана резьба, например, с поперечным сечением материала, предназначенного для нарезки резьбы.
Таким образом, форма некоторого стружколома, назначенного некоторому режущему зубу, соответствует форме того режущего зуба, который по порядку входа во взаимодействие в процессе резания предшествует указанному некоторому режущему зубу вдоль режущей части, но тем не менее высота и/или ширина определенного стружколома может соответствовать тому режущему зубу, которому назначен стружколом.
Что касается одиночной резьбонарезной пластины, характеризующейся признаками п. 1, «порядок входа во взаимодействие в процессе резания» соответствует тому, как режущие зубья физически расположены на резьбонарезной пластине против направления подачи, т.е. осевого направления, в котором резьбонарезная пластина перемещается относительно объекта или материала, в котором при вращении резьбонарезной пластины по отношению к объекту или материалу должна быть нарезана резьба. Первым режущим зубом, вступающим во взаимодействие с объектом или материалом, в котором должна быть нарезана резьба, является первый режущий зуб с противоположной направлению подачи стороны.
Что касается набора по меньшей мере из двух резьбонарезных пластин, характеризующихся признаками п. 11, «порядок входа во взаимодействие в процессе резания» соответствует тому, как режущие зубья входят в объект или материал, в котором должна быть нарезана резьба. Иными словами, в отличие от единственной резьбонарезной пластины, вдоль режущей кромки которой имеет место физический порядок, здесь порядок входа во взаимодействие режущих зубьев, расположенных на разных резьбонарезных пластинах, определяется последовательностью, в соответствии с которой режущие зубья входят в объект или материал, в котором должна быть нарезана резьба. В качестве примера, если должен использоваться набор из трех резьбонарезных пластин, во время работы за первым режущим зубом первой резьбонарезной пластины должен следовать первый режущий зуб второй резьбонарезной пластины, за которым следует первый режущий зуб третьей резьбонарезной пластины, за которым следует второй режущий зуб первой резьбонарезной пластины, и т.д.
В наборе резьбонарезных пластин по меньшей мере один режущий зуб вдоль режущей части отдельно взятой резьбонарезной пластины снабжен назначенным стружколомом, форма которого по существу соответствует форме режущего зуба, который расположен на резьбонарезной пластине, которая при работе предшествует указанной отдельно взятой резьбонарезной пластине по порядку входа во взаимодействие режущих зубьев в процессе резания, так что указанный по меньшей мере один стружколом имеет форму, адаптированную к поперечному сечению набегающей на него стружки.
Как в резьбонарезной пластине по настоящему изобретению, так и в наборе резьбонарезных пластин по настоящему изобретению, в обоих случаях реализован один и тот же изобретательский замысел, а именно то, что стружколомы имеют форму, адаптированную к поперечному сечению набегающей на них стружки. Таким образом улучшается производительность резания и удаления стружки соответственно резьбонарезной пластины и набора.
Форма стружколомов согласно изобретению по существу адаптирована к поперечному сечению набегающей на них стружки, как более подробно объяснено ниже: Форма, в частности поперечное сечение стружки, зависит не только от формы режущего зуба, которому назначен этот стружколом, но также от формы канавки, образованной тем режущим зубом, который согласно порядку входа во взаимодействие в процессе резания предшествует режущему зубу, которому назначен стружколом. Очевидно, что последующий зуб должен удалить больше материала в тех местах вдоль его режущей кромки, в которых предыдущий зуб удалил меньше материала.
Получающаяся стружка, таким образом, обычно не характеризуется однородным поперечным сечением (например, прямоугольным), а напротив, имеет поперечное сечение переменной толщины.
Заявитель обнаружил, что путем адаптации стружколомов к поперечному сечению набегающей на них стружки можно улучшить производительность соответственно резьбонарезной пластины и набора резьбонарезных пластин.
Предпочтительно более двух режущих зубьев, возможно, все режущие зубья, по форме отличаются друг от друга. Это относится как к единичным резьбонарезным пластинам, так и к набору по меньшей мере из двух резьбонарезных пластин. В последнем случае режущие зубья разной формы расположены на разных резьбонарезных пластинах. Следует отметить и в отношении отдельно взятой резьбонарезной пластины из набора по меньшей мере из двух резьбонарезных пластин, что более двух режущих зубьев, возможно, всех режущих зубьев, по форме могут отличаться друг от друга.
В предпочтительном варианте осуществления изобретения предусмотрено, что каждый из режущих зубьев, следующих за первым режущим зубом, снабжен назначенным стружколомом, форма которого по существу соответствует форме того режущего зуба, который, по порядку входа во взаимодействие в процессе резания, предшествует последующему вдоль режущей части зубу, так что каждый стружколом, назначенный режущему зубу, следующему за первым режущим зубом, имеет форму, адаптированную к поперечному сечению набегающей на него стружки. Наилучшие результаты достигаются, если снабдить такими стружколомами все режущие зубья (кроме первого).
В предпочтительном варианте осуществления изобретения предусмотрено, что высота и/или ширина режущих зубьев вдоль режущей части увеличиваются/ увеличивается по порядку входа во взаимодействие в процессе резания. «Высота» - это размер в плоскости, содержащей переднюю поверхность и перпендикулярной направлению подачи резьбонарезной пластины. «Ширина» - это размер в плоскости, содержащей переднюю поверхность и перпендикулярной высоте. Таким образом, силы резания равномерно распределяются по всей режущей части, поскольку каждый режущий зуб расширяет и/или углубляет канавку, созданную предыдущим режущим зубом.
Может быть предусмотрено, что передняя поверхность выполнена в виде плоской поверхности. Из плоской передней поверхности могут выступать приподнятые структуры. Например, в предпочтительном варианте осуществления изобретения стружколомы выполнены в виде возвышений, расположенных на передней поверхности резьбонарезной пластины. Преимущество приподнятого стружколома в отличие от стружколома в форме канавки, как указано в документе CN 202622095 U, заключается в том, что его форма (если смотреть сверху на резьбонарезную пластину) может быть спроектирована или подогнана без влияния на формирование стружки и течение стружки прежде чем стружка достигнет стружколома.
В предпочтительном варианте осуществления изобретения стружколомы удалены от режущей кромки режущей части или, альтернативно, часть по меньшей мере одного из стружколомов достигает режущей кромки режущей части. Очевидно, что в той части стружколома, которая достигает режущей кромки, не происходит формирования стружки и не присутствует видимая часть передней поверхности.
«Задняя поверхность стружколома» - это та часть стружколома, которая проходит между верхней поверхностью резьбонарезной пластины и передней поверхностью резьбонарезной пластины. Обычно задняя поверхность представляет собой небольшую часть стружколома и проходит вдоль режущей кромки. В предпочтительном варианте осуществления изобретения стружколомы сформированы с задними поверхностями плоской формы. Очевидно, что стружколомы могут также быть сформированы с задними поверхностями криволинейной формы.
Толщина по меньшей мере одного стружколома, предпочтительно всех стружколомов, может быть выбрана в диапазоне 0,2-1,2 мм, предпочтительно в диапазоне 0,4-0,8 мм.
На виде сверху расстояние между режущей кромкой и задней поверхностью соответствующего стружколома, предпочтительно по отношению ко всем стружколомам, может быть выбрано в диапазоне 0,1-1,1 мм, предпочтительно в диапазоне 0,3-0,6 мм. Это расстояние можно изменять в зависимости от толщины стружки. Например, для толстой стружки расстояние следует выбирать больше, чем для тонкой стружки.
Угол наклона задней поверхности, измеренный между передней поверхностью и задней поверхностью по меньшей мере одного из стружколомов, предпочтительно всех стружколомов, может быть выбран в диапазоне от 30° до 60°, предпочтительно 45°.
В одном из вариантов осуществления изобретения может быть предусмотрено, что угол наклона или радиус кривизны задней поверхности стружколомов изменяется вдоль выступа стружколомов, что приводит к образованию закрученной задней поверхности. Это позволяет изменять направление отклонения стружки без изменения формы стружколомов.
В одном из вариантов осуществления изобретения резьбонарезная пластина имеет задний угол. Если резьбонарезная пластина не имеет заднего угла или для увеличения заднего угла, образованного резьбонарезной пластиной, можно при работе наклонить резьбонарезную пластину по отношению к объекту или материалу, предназначенному для нарезки резьбы.
Предпочтительно формы по меньшей мере двух последовательно расположенных режущих зубьев не являются геометрически подобными. Термин «подобный» здесь используется в геометрическом смысле, то есть форма отдельного зуба не может быть масштабирована так, чтобы она совпадала с формой предыдущего или последующего зуба. Настоящее изобретение лучше всего работает с зубьями разной формы, поскольку изобретение направлено на адаптацию формы стружколома к форме режущего зуба, который по порядку входа во взаимодействие в процессе резания предшествует последующему режущему зубу. При разной форме зубьев получаются стружки с неоднородной толщиной поперечного сечения, что дополнительно улучшает производительность резания и удаление стружки. Неравномерная толщина стружки в поперечном сечении означает, что стружка, образованная зубом, имеет разную толщину по всей ее ширине.
Испрашивается охрана для способа нарезания резьбы, в котором используют по меньшей мере одну резьбонарезную пластину согласно по меньшей мере одному из пунктов формулы изобретения, так что за режущим зубом в соответствии с порядком входа во взаимодействие следует режущий зуб со стружколомом, форма которого адаптирована к форме соответствующего предыдущего режущего зуба, так что форма стружколома адаптирована к поперечному сечению набегающей на него стружки.
Варианты осуществления изобретения показаны на чертежах:
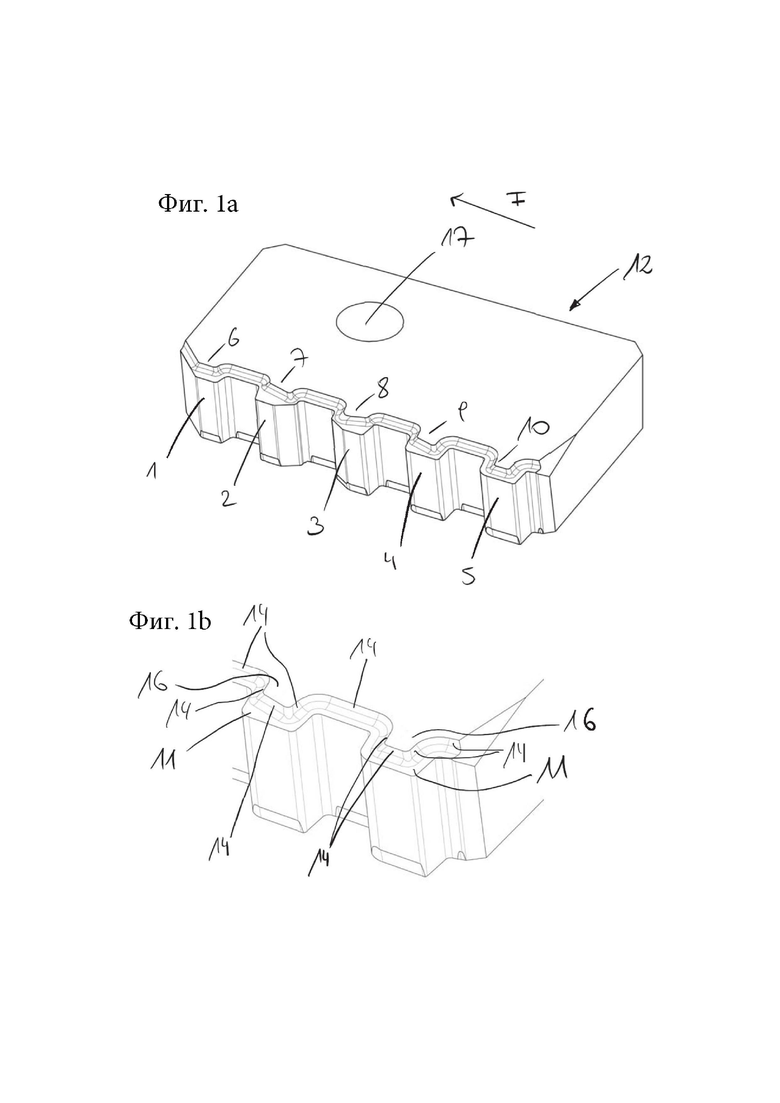
Фиг. 1а, b: Вид в перспективе резьбонарезной пластины согласно изобретению и увеличенный частичный вид резьбонарезной пластины.
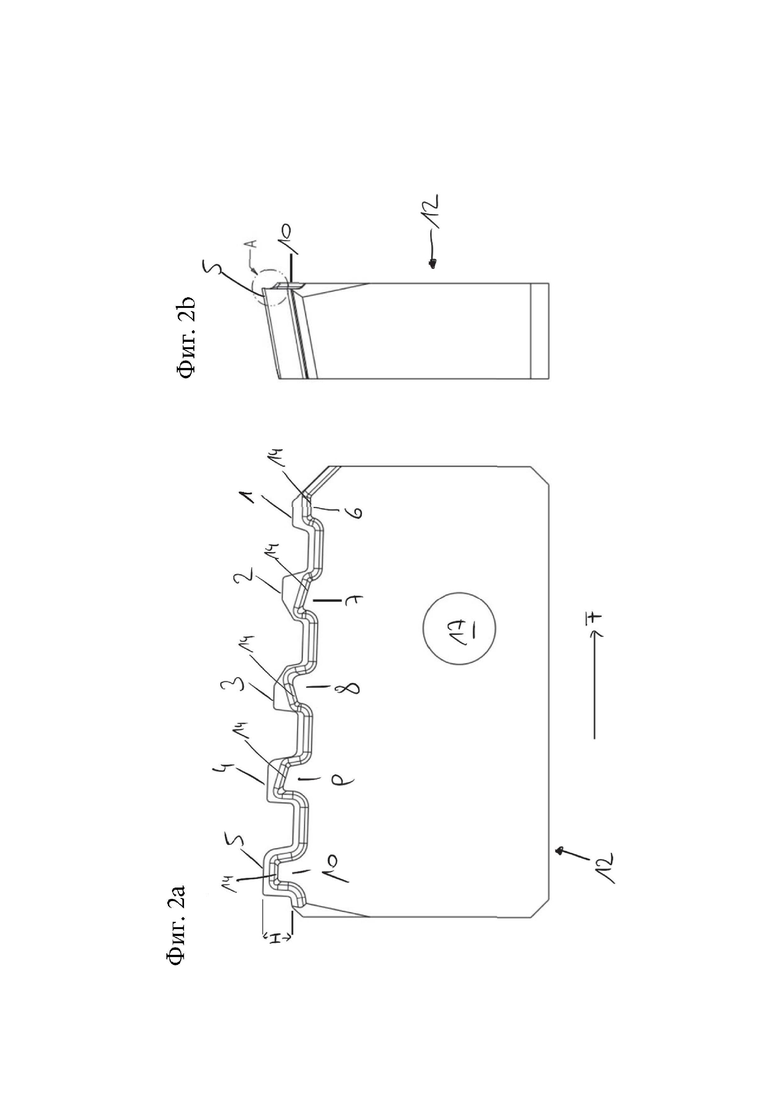
Фиг. 2a-d: Вид сверху (фиг. 2а) и вид сбоку (фиг. 2b) в европейской проекции и два частичных увеличенных вида (фиг. 2c, d) резьбонарезной пластины, представленной на фиг. 1а, b.
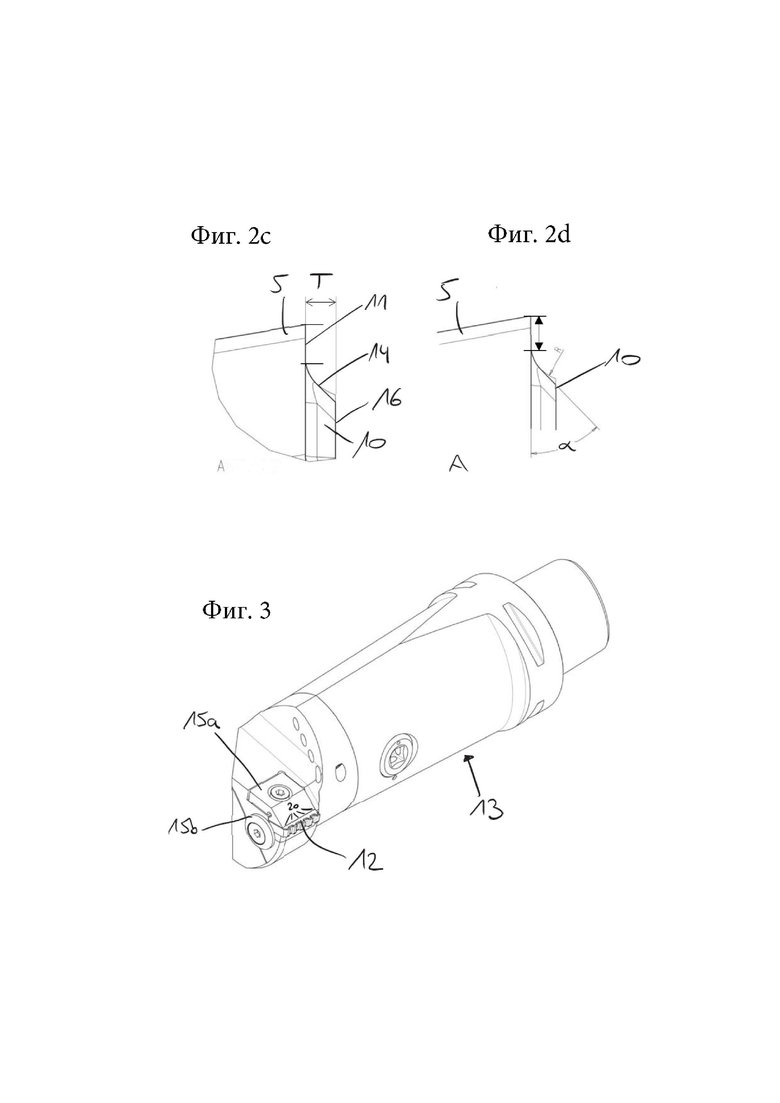
Фиг. 3: Резьбонарезная пластина согласно фиг. 1a, b и 2a-d, установленная на державке.
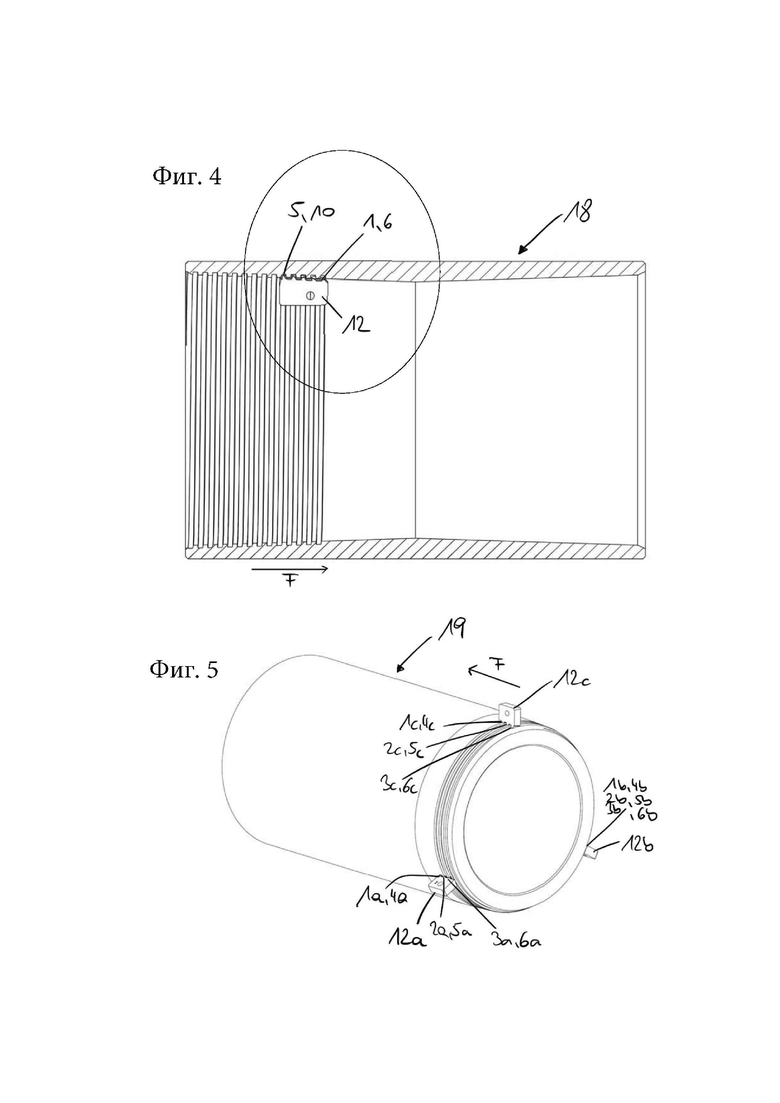
Фиг. 4: Вид в разрезе муфты для соединения труб в процессе нарезки внутренней резьбы резьбонарезной пластиной, показанной на предыдущих чертежах.
Фиг. 5: Вид в перспективе трубы в процессе нарезки наружной резьбы комплектом из трех резьбонарезных пластин.
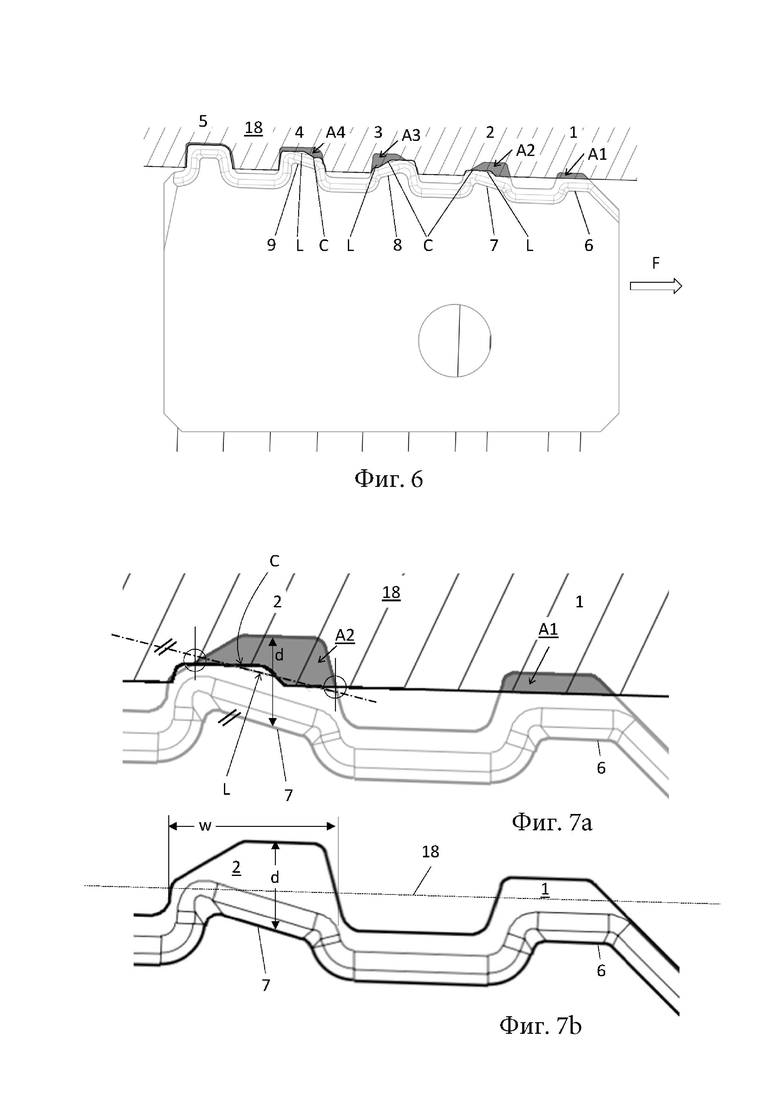
Фиг. 6: Увеличенный вид, иллюстрирующий процесс нарезки резьбы, представленный на фиг. 4.
Фиг. 7а-b: увеличенные виды режущих зубьев.
Фиг. 8а-с: детализированные виды режущих зубьев.
На фиг. 1a, b и 2a-d показана резьбонарезная пластина 12 с пятью режущими зубьями 1, 2, 3, 4, 5, расположенными вдоль режущей части. Стрелка F обозначает направление подачи резьбонарезной пластины 12. Отверстие 17, показанное на фиг. 1 и 2, может использоваться для подачи охлаждающей жидкости.
Первый режущий зуб 1 является первым режущим зубом 1 по порядку входа во взаимодействие в процессе резания, второй режущий зуб 2 является вторым режущим зубом 2 по порядку входа во взаимодействие в процессе резания и так далее. Режущие зубья 1, 2, 3, 4 с первого по четвертый отличаются друг от друга по форме. В настоящем варианте реализации пятый режущий зуб 5 имеет форму, идентичную форме одного из четвертых режущих зубьев 4, но отличается от четвертого режущего зуба 4 тем, что имеет большую высоту Н и ширину.
Каждый режущий зуб 1, 2, 3, 4, 5 снабжен назначенным стружколомом 6, 7, 8, 9, 10 в виде выступов, расположенных на передней поверхности 11 резьбонарезной пластины 12.
Стружколомы 6, 7, 8, 9, 10 наиболее удалены от режущей кромки режущей части, однако есть части стружколома 6, назначенного первому режущему зубу 1, и стружколома 9, назначенного четвертому режущему зубу 4, примыкающие к режущей кромке.
Режущие зубья 2, 3, 4, 5 со второго по пятый вдоль режущей части снабжены назначенными стружколомами 7, 8, 9, 10, форма которых по существу соответствует форме того режущего зуба 1, 2, 3, 4, который по порядку входа во взаимодействие в процессе резания предшествует последующему режущему зубу 2, 3, 4, 5 вдоль режущей части, так что стружколомы 7, 8, 9, 10, расположенные на режущих зубьях 2, 3, 4, 5 со второго по пятый, имеют форму, адаптированную к поперечному сечению набегающей на них стружки.
Как видно из чертежей, высота Н режущих зубьев 1, 2, 3, 4, 5 вдоль режущей части увеличиваются по порядку входа во взаимодействие в процессе резания (против направления подачи F).
Имеется последовательность из трех соседних зубьев 2, 3, 4 с назначенными стружколомами 7, 8, 9, в которой стружколом 8 последующего режущего зуба 3 этой последовательности - по порядку входа во взаимодействие в процессе резания - имеет форму, которая по существу является зеркальной формой стружколома 7 предыдущего режущего зуба 2, а стружколом 9 имеет форму, которая по существу является зеркальной формой стружколома 8 предыдущего режущего зуба 3. Как видно из чертежей, стружколом 7 наклонен вправо, стружколом 8 наклонен влево, а стружколом 9 снова наклонен вправо. Эти формы связаны с усечением зубьев 1, 2, 3. Следует отметить, эта конструкция (с усечением) не является существенной для изобретения. Однако при наличии усечения для изобретения важно, чтобы при наклоне предыдущего зуба вправо, стружколом, назначенный следующему по порядку режущему зубу, тоже должен быть наклонен вправо, потому что только в этом случае можно обеспечить, чтобы при большой в поперечном сечении толщине стружки стружколом, на который набегает эта стружка, оставлял достаточно места для нее.
Однако не обязательно, чтобы режущие зубья были выполнены с усечением.
Форма стружколома 6, назначенного первому режущему зубу 1, связана с формой объекта или материала, предназначенного для нарезки резьбы, а именно с поперечным сечением этого объекта или материала. Форма стружколома 10, назначенного пятому зубу 5, связана с формой четвертого режущего зуба 4.
Та часть стружколома 6, 7, 8, 9, 10, которая проходит между верхней поверхностью 16 пластины 12 и передней поверхностью 11 пластины 12 и проходит вдоль режущей кромки, называется задней поверхностью 14. Обычно задняя поверхность 14 представляет собой лишь небольшую часть стружколома 6, 7, 8, 9, 10. Из фиг. 2а видно, что задние поверхности 14 стружколома 6, 7, 8, 9, 10 могут быть соединены друг с другом посредством выпуклых и вогнутых криволинейных участков. В предпочтительном варианте осуществления изобретения стружколомы 6, 7, 8, 9, 10 выполнены с задними поверхностями 14 плоской формы с углом наклона а (жирная линия на фиг. 2с и 2d). Очевидно, что стружколомы 6, 7, 8, 9, 10 могут также быть выполнены с задними поверхностями 14 криволинейной формы с радиусом кривизны R (тонкие линии на фиг. 2с и 2d).
Из фиг. 2b-d можно видеть, что пластина 12 имеет положительный задний угол.
На фиг. 2с в плоскости, перпендикулярной передней поверхности 11, показана часть стружколома 10, связанная с пятым режущим зубом 5. Как показано жирными линиями, наклонная задняя поверхность стружколома 10 соединяется с передней поверхностью 11 участком, имеющим соединительный радиус. Соединительный радиус позволяет иметь плавный переход между передней поверхностью 11 и задней поверхностью 14 стружколома 10. Тонкими линиями показан альтернативный контур стружколома 10, в котором задняя поверхность 14 выполнена криволинейной. В случае, если задняя поверхность 14 выполнена криволинейной, радиус кривизны R задней поверхности 14 не обязательно должен быть таким же, как радиус кривизны участка, имеющего соединительный радиус. Некоторые или все задние поверхности всех стружколомов 6, 7, 8, 9 могут иметь одну из форм, показанных на фиг. 2b и 2с и относящихся к стружколому 10.
На фиг. 2с толщина Т стружколома 10 показана в плоскости, перпендикулярной передней поверхности 11, причем толщина Т определяется расстоянием между передней поверхностью 11 и верхней поверхностью 16 стружколома 10. Все стружколомы 6, 7, 8, 9, 10 могут иметь одинаковую толщину Т, но они также могут иметь и разную толщину Т.
В случае, если толщина Т по меньшей мере двух стружколомов 6, 7, 8, 9, 10 различна, толщина Т в месте расположения каждого стружколома 6, 7, 8, 9, 10 определяется расстоянием между передней поверхностью 11 и верхней поверхностью 16 в месте расположения соответствующего стружколома 6, 7, 8, 9, 10. В этом случае верхняя поверхность 16 не будет плоской поверхностью, параллельной передней поверхности 11.
На фиг. 3 показана резьбонарезная пластина 12 согласно фиг. 1 и 2, установленная на державке 13, конфигурация которой известна из уровня техники. Как видно из чертежа, пластина 12 крепится к державке 13 двумя зажимами 15а, 15b, один из которых (зажим 15а) в этом примере расположен поверх пластины 12, а другой (зажим 15b) расположен на боковой стороне пластины 12. Два зажима 15а, 15b могут иметь и иное расположение. Расположенный сверху зажим 15а имеет каналы 20, через которые в режущую часть пластины 12 может поступать охлаждающая жидкость.
На фиг. 4 показано поперечное сечение муфты 18, используемой для сборки двух труб 19 или трубок, на внешней стороне которых имеется резьба (пример такой трубы 19 можно увидеть на фиг. 5). На чертеже проиллюстрирован процесс нарезания резьбы с использованием пластины 12, представленной на фиг. 1 и 2. Направление подачи F - вправо. На внутренней поверхности муфты 18 слева часть резьбы уже нарезана. Резьба на внутренней поверхности муфты 18 справа может быть нарезана с использованием резьбонарезной пластины 12 в процессе отдельной операции. Державка 13, на котором установлена пластина 12, не показана (см. фиг. 3). В этом варианте осуществления форма стружколома 6, назначенного первому режущему зубу 1, выбрана с учетом сужения внутренней поверхности муфты 18. Сужение означает, что так называемая средняя линия резьбы не параллельна продольной оси заготовки (в данном случае муфты 18), а наклонена к ней под углом сужения. Средняя линия обычно определяется как элемент воображаемого цилиндра (для цилиндрической резьбы) или конуса (для конической резьбы), который, согласно общей терминологии винтов и резьб, используется для определения среднего диаметра. Средний диаметр - это диаметр цилиндрической поверхности (цилиндра или конуса), концентричной по оси резьбы, которая пересекает боковые стороны профиля резьбы в равноудаленных точках, если смотреть в плоскости поперечного сечения, содержащей ось резьбы, причем расстояние между этими точками составляет ровно половину шага резьбы.
На фиг. 5 показана труба 19, в которой набор из трех резьбонарезных пластин 12а-с (каждая резьбонарезная пластина 12а-с имеет три режущих зуба 1а-с, 2а-с, 3а-с) используется для нарезания резьбы на внешней поверхности трубы 19, причем каждая резьбонарезная пластина 12а-с имеет режущие зубья 1а-с, 2а-с, 3а-с, каждый режущий зуб 1а-с, 2а-с, 3а-с снабжен назначенным стружколомом 4а-с, 5а-с, 6а-с, и стружколомы 4а-с, 5а-с, 6а-с размещены на передней поверхности 11а-с соответствующей пластины 12а-с. Три пластины 12а-с не обязательно должны быть размещены как на чертеже, на одинаковых расстояниях по окружности трубы 19. В этом варианте форма стружколома 4а, назначенного первому режущему зубу 1а на первой резьбонарезной пластине, выбрана с учетом сужения внешней поверхности трубы 19.
Например, режущий зуб 1b, который расположен на второй резьбонарезной пластине 12b и который в процессе работы входит во взаимодействие с трубой 19 вторым по порядку, может быть сформирован точно так же, как второй режущий зуб 2 единичной резьбонарезной пластины 12, представленной на фиг. 1 и 2, а режущий зуб 1с, который расположен на третьей резьбонарезной пластине 12 с и который в процессе работы входит во взаимодействие с трубой 19 третьим по порядку, может быть сформирован так же, как третий режущий зуб 3 единичной резьбонарезной пластины 12 на фиг. 1 и 2, и так далее.
Резьбонарезные пластины 12а-с предназначены для установки на державках (не показаны, но каждая державка может быть сконструирована так же, как и державка 13, показанная на фиг. 3) так что по порядку их входа во взаимодействие в процессе резания режущие зубья 1а-с, 2а-с, 3а-с, установленные на разных резьбонарезных пластинах 12а-с, в процессе работы следуют друг за другом. По меньшей мере два режущих зуба 1а-с, 2а-с, 3а-с по форме отличаются друг от друга. Каждый из режущих зубьев 1b-с, 2а-с, 3а-с отдельно взятой резьбонарезной пластины 12а-с снабжен назначенным стружколом 4b-с, 5а-с, 6а-с, форма которого по существу соответствует форме того режущего зуба 1а-с, 2а-с, 3а-b, который установлен на резьбонарезной пластине 12а-с, которая в процессе работы предшествует указанной отдельно взятой резьбонарезной пластине 12а-с по порядку их входа во взаимодействие в процессе резания, так что стружколомы 4b-с, 5а-с, ба-с, назначенные режущему зубу 1b-с, 2а-с, 3а-с, следующему за первым режущим зубом 1а, имеют форму, адаптированную к поперечному сечению набегающей на них стружки.
На фиг. 6 изображен увеличенный вид, иллюстрирующий процесс нарезки резьбы, представленный на фиг. 4.
Штриховыми линиями показан материал стенки трубы 18, а направление F подачи пластины указано стрелкой. В данном примере обрабатываемый материал имеет конусность, и пластина приспособлена к этой конусности.
Как показано на предыдущем чертеже фиг. 4, все режущие зубья контактируют с материалом, предназначенным для нарезки резьбы, и можно понять, что каждый последующий режущий зуб осуществляет дополнительное резание канавки, уже прорезанной предыдущими зубьями. Серая заштрихованная область - это поперечное сечение образующейся стружки. Жирной сплошной линией показан контур С предыдущего зуба/предыдущих зубьев.
Как видно на примере последующих зубьев с 1 по 4, первый зуб 1 удаляет стружку с площадью поперечного сечения А1.
Что касается крайнего правого режущего зуба (режущий зуб 1, см. также фиг. 1 и 2), поперечное сечение А1 просто определяется формой этого режущего зуба в сочетании с формой не подвергшегося резанию материала.
В отношении следующего по очереди режущего зуба (второй режущий зуб 2) видно, что поперечное сечение А2 больше в правой области, чем в левой области канавки, потому что форма первого режущего зуба 1 такова, что он осуществлял резание только в левой области в дополнение к режущему зубу 2, усеченному с левой стороны.
Последующий зуб 2 удаляет стружку с площадью поперечного сечения А2. Поперечное сечение А2 стружки соответствует форме зуба 2 за вычетом площади поперечного сечения, которая уже была удалена предыдущим зубом 1, как показано контуром С.
Как видно из фиг. 6, стружка могут быть неоднородной по толщине поперечного сечения, но при этом толщина стружки может изменяться по ширине. Это связано с тем, что последующие зубья по форме не являются геометрически подобными. Следует отметить, что не обязательно все пары следующих друг за другом зубьев имеют разные формы. Однако предпочтительно, чтобы по меньшей мере одна пара последующих зубьев отличалась по форме. Получающееся в результате неоднородное поперечное сечение стружки полезно для отвода стружки. Кроме того, идея изобретения лучше всего работает в случае последовательности зубьев разной формы, поскольку полностью используется адаптация стружколомов. Например, можно предвидеть, что формы последних двух зубьев («последних» с учетом их входа во взаимодействие) подобны, как показано для зубьев 4 и 5 в настоящем примере. Желательно, чтобы по меньшей мере пара последующих зубьев отличалась друг от друга по форме, что приводит к неоднородной толщине поперечного сечения стружки. Например, поперечное сечение А2 больше в правой области, чем в левой области канавки, поскольку режущий зуб 2 не подобен предыдущему зубу 1.
Если теперь провести аппроксимирующую кривую L (например, методом наименьших квадратов) этого контура С, соответствующую границе зоны стружкообразования с нарезной стороны отдельного зуба, получается штрихпунктирная линия, показанная на фиг. 6. Другими словами, эта штрихпунктирная аппроксимирующая кривая L представляет собой линейную аппроксимацию той части границы стружки, которая была создана вышеупомянутыми зубьями, плюс, возможно, формы не подвергшегося резанию материала с нарезной стороны. Другими словами, аппроксимирующая кривая представляет собой линейную аппроксимацию траектории всей границы стружки с нарезной стороны, созданной соответствующим зубом. Эта граница с нарезной стороны может быть образована исключительно контуром предыдущего зуба, когда следующий зуб имеет в боковом направлении такую же ширину, как и ширина предыдущего зуба, или меньшую ширину. Если же следующий зуб в боковом направлении шире предыдущего зуба, часть границы стружки включает часть, образованную вышеупомянутыми зубьями, плюс часть не подвергшегося резанию материала с нарезной стороны, как показано, например, в отношении зуба 2 на фиг. 7а.
Как видно из чертежей, соответствующие стружколомы 7, 8 и т.д. имеют по существу параллельный наклон, предпочтительно параллельный соответствующей аппроксимирующей кривой L соответствующего зуба. Таким образом, назначенный стружколом 7, 8, 9, 10 адаптирован к форме того режущего зуба 1, 2, 3, 4, который по порядку входа во взаимодействие в процессе резания предшествует вдоль режущей части последующему зубу 2, 3, 4, 5.
Если бы стружколом 7, назначенный второму режущему зубу 2, не был адаптирован к форме первого режущего зуба 1 таким образом, чтобы он был адаптирован к форме поперечного сечения набегающей на него стружки, но был бы той же формы, что и режущий зуб 2, в правой части канавки было бы слишком мало места для стружки, что привело бы к увеличению силы резания, поскольку стружка в этой области была бы сдавлена стружколомом.
Как видно из фиг. 6 (а также из предыдущих фиг. 1 и 2), стружколом 7, назначенный второму режущему зубу 2, фактически адаптирован к поперечному сечению стружки, поскольку он оставляет больше места для стружки в нужном месте. То же справедливо для стружколомов 8 и 9, закрепленных за третьим и четвертым режущими зубьями 3, 4. Также видно, что стружколом не обязательно должен иметь точно такую же форму, что и поперечное сечение стружки, достаточно, чтобы он был по существу такой же формы. Например, проще изготавливать стружколомы с линейными контурами, поэтому форма стружколомов проходит по упрощенной траектории, заданной аппроксимирующими кривыми, описанными выше.
Следует подчеркнуть, что вышеизложенное может быть выведено специалистом из одного только чертежа фиг. 4. В частности, специалисту известно, как пластина входит в материал и, следовательно, как формируется стружка. Специалист также хорошо понимает значение выражения «стружколом имеет форму, адаптированную к поперечному сечению набегающей на него стружки», например, для толстой стружки расстояние d между режущей кромкой и стружколомом следует выбирать больше, чем для тонкой стружки.
На фиг. 7а показан увеличенный местный вид с фиг. 6 для улучшенной визуализации геометрических особенностей. На фиг. 7а только зубья 1 и 2 показаны в их взаимодействии с материалом 18. Объяснения, приведенные ниже, относятся не только к зубьям 1 и 2, но применимы также и к другим зубьям.
Стадия процесса резания, проиллюстрированная на фиг. 7а, дополнительно проиллюстрирована на фиг. 7b, показывающем увеличенный местный вид с фиг. 2а.
На фиг. 7b также показаны только два зуба 1 и 2, представленные на фиг. 7а, то есть те же зубья, но не взаимодействующие с материалом. Каждый зуб имеет определенную ширину (поперечную ширину) w. Пунктирной линией обозначена поверхность материала 18, на которую должна быть нарезана резьба.
Как объяснено выше в отношении фиг. 6, площадь А2 поперечного сечения стружки получается в результате наложения площади А1 поперечного сечения стружки (удаленной предыдущим зубом 1) и формы следующего зуба 2. Площадь поперечного сечения стружки с одной стороны определяется граничной линией с нарезной стороны, заданной контуром С предыдущего зуба, а с другой стороны контурной линией режущей кромки соответствующего зуба («сторона материала»).
На увеличенном виде на фиг. 7а проведена штрихпунктирная аппроксимирующая кривая L, полученная в результате линейной аппроксимации граничной линии полученной стружки с нарезной стороны. Начальная и конечная точки граничной линии с нарезной стороны условно обозначены кругами. Эти точки соответствуют положениям, в которых соответствующий зуб фактически входит в материал 18.
Аппроксимирующая кривая L может быть определена как линия, полученная в результате линейной аппроксимации контура С между двумя входными точками, условно обозначенными кругами.
Как видно на виде сверху, наклон соответствующего стружколома 7 по существу следует (проходит параллельно) аппроксимирующей кривой L.
Учитывая криволинейность стружколома, должно быть понятно, что не весь стружколом 7 следует (параллельно) аппроксимирующей кривой L, но по меньшей мере часть стружколома 7, а именно его прямая часть, обращенная к режущей кромке, см. символы на фиг. 7а, обозначающие параллельность.
Таким образом, назначенный стружколом 7 адаптирован к форме предыдущего режущего зуба 1, или, точнее говоря, наклон стружколома 7 адаптирован к траектории контура стружки с нарезной стороны, полученной в результате входа следующего зуба 2 во взаимодействие в канавку, образованную предыдущим зубом 1.
Таким образом, форма стружколома учитывает материал, уже удаленный вышеупомянутым зубом.
Вышесказанное касается наклона стружколома на виде сверху. Эта предпочтительная конструкция стружколома может быть реализована по меньшей мере для одного стружколома или нескольких стружколомов на пластине.
На следующем этапе расстояние d между режущей кромкой и соответствующим стружколомом устанавливают в соответствии с толщиной набегающей стружки. Для толстой стружки расстояние следует выбирать больше, чем для тонкой стружки. Результирующую толщину стружки можно легко определить из геометрических соотношений между двумя последующими зубьями. Толщину поперечного сечения стружки можно определить из площади поперечного сечения А2 в настоящем примере.
Как показано на фиг. 7а и 7b, расстояние d больше в местах, где более толстая стружка, чем в местах, на которые набегает более тонкая стружка. Таким образом, указанный по меньшей мере один стружколом 7, 8, 9, 10 имеет форму, адаптированную к поперечному сечению набегающей на него стружки. Предпочтительно режущая пластина сконструирована таким образом, чтобы расстояние d между режущей кромкой и соответствующим стружколомом 7, 8, 9, предпочтительно по отношению ко всем стружколомам, было установлено в соответствии с толщиной стружки, набегающей на соответствующую часть режущей кромки таким образом, чтобы в тех местах, на которые набегает более толстая стружка, расстояние d было выбрано больше, чем в тех местах, на которые набегает более тонкая стружка.
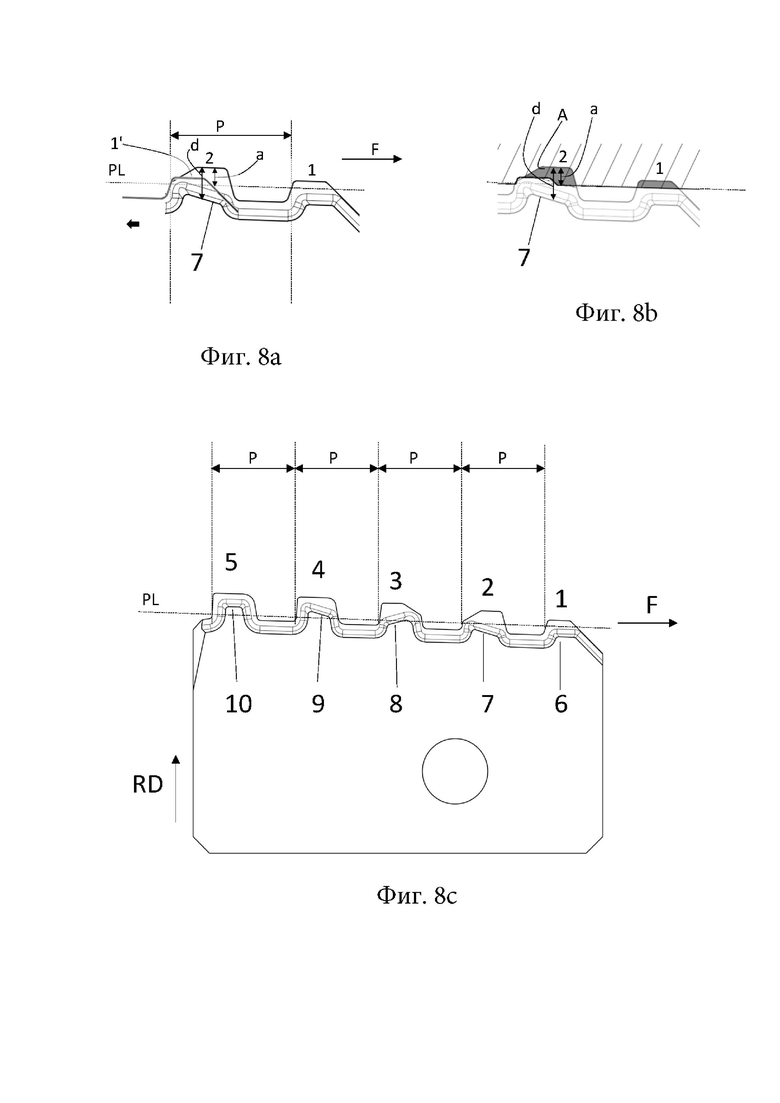
Вышеприведенные пояснения изложены функционально с точки зрения входа режущих зубьев во взаимодействие с материалом. Однако вполне возможно также указать характеристики резьбонарезной пластины согласно изобретению чисто конструктивно, как это показано на фиг. 8а и 8b.
На фиг. 8а показан участок резьбонарезной пластины, уже рассмотренной выше и представленной на предыдущих чертежах. На фиг. 8с показана пластина в целом для определения соответствующих направлений. Предполагаемое направление подачи F соответствует осевому направлению резьбонарезной пластины. Направление, перпендикулярное подаче или осевому направлению, может быть определено как радиальное направление RD.
Итак, на фиг. 8а показано (воображаемое) наложение двух последующих режущих зубьев; в данном примере это режущие зубья 1 и 2. Для наглядности виртуально смещенный зуб 1 обозначен «1'». Это воображаемое наложение осуществляется благодаря поступательному смещению в осевом направлении резьбонарезной пластины на один шаг Р резьбонарезной пластины. Шаг определяется как расстояние от некоторой точки на нитке резьбы до соответствующей точки на следующей нитке, измеренной параллельно осевому направлению резьбы. Следует отметить, что когда режущая пластина установлена для работы с коническими заготовками, как в данном примере, воображаемое поступательное смещение для достижения наложения должно выполняться продольно, то есть параллельно сужению (т.е. так называемой средней линии PL). Когда нет конуса, средняя линия PL параллельна осевому направлению резьбонарезной пластины. Как показано на чертежах, режущий зуб 1 смещен по средней линии PL к следующему зубу 2, который при работе следует за зубом 1. Направление относительного смещения, ведущее к наложению, обозначено черной жирной стрелкой. Другими словами, наложение достигается путем виртуального проецирования режущего зуба 1 на последующий режущий зуб 2.
Теперь можно получить радиальное кромочное расстояние - а - между контурами, то есть между режущими кромками наложенных друг на друга зубьев 2 и 1'. Кроме того, радиальное расстояние d стружколома, то есть радиальное расстояние между режущей кромкой и стружколомом, описывает траекторию соответствующего стружколома 7 зуба 2. Все размеры приведены при виде сверху.
Согласно вышеописанной идее в ее наиболее общем случае, наложение образуется как сумма всех предыдущих режущих кромок. С точки зрения теории множеств, наложение означает объединение (нем. Vereinigungsmenge) контуров всех вышеперечисленных режущих кромок.
С учетом вышесказанного, радиальное кромочное расстояние - а - определяется как радиальное расстояние между огибающей (термин из геометрии) наложения предыдущих режущих кромок и режущей кромкой данного конкретного режущего зуба.
Наложение, как легко понять, осуществляется смещением индивидуальных контуров режущей кромки на их соответствующее расстояние от данного конкретного режущего зуба. Расстояние между ними может быть выражено в шагах Р резьбы. Для примера с помощью фиг. 8с можно представить, что при наложении режущих зубьев с 1 по 4 режущий зуб 1 виртуально смещают на четырехкратную длину шага Р для проецирования на режущий зуб 5, режущий зуб 2 виртуально смещают на трехкратную длину шага Р для проецирования на режущий зуб 5, режущий зуб 3 виртуально смещают на двухкратную длину шага Р для проецирования на режущий зуб 5, режущий зуб 4 виртуально смещается на один шаг Р для проецирования на режущий зуб 5, причем каждый зуб смещают вдоль средней линии PL.
Как можно видеть, режущая пластина предпочтительно сконструирована таким образом, чтобы в тех местах по оси, где радиальное кромочное расстояние - а - больше, радиальное расстояние стружколома - d - соответствующего стружколома по отношению к режущей кромке, по меньшей мере частично, было выбрано большим, чем в местах, где радиальное кромочное расстояние - а - меньше.
Предпочтительно, вышеуказанная конструкция реализуется для нескольких или всех режущих зубьев 2, 3, 4, 5.
В предпочтительном варианте осуществления радиальное расстояние d соответствующего стружколома по меньшей мере частично по существу линейно пропорционально радиальному кромочному расстоянию а.
Следует отметить, что рассмотренный выше конструктивный критерий в равной степени действителен для набора режущих пластин. В этом случае идея изобретения реализуется на отдельных пластинах. Иными словами, в случае набора следующие (по порядку входа во взаимодействие) зубья находятся не на одной физической пластине, а на разнесенных режущих пластинах.
Принцип наложения вышеуказанных контуров режущих кромок для формирования огибающей и установки фактического радиального расстояния стружколома - d - соответствующего стружколома в зависимости от радиального кромочного расстояния - а - в равной степени может быть применен к способу нарезания резьбы.
На фиг. 8b дано альтернативное представление вышеописанного конструктивного критерия: режущая пластина показана в работе. Заштрихованная область А отображает толщину поперечного сечения стружки, созданной соответствующим режущим зубом 2. Можно видеть, что благодаря описанной выше предпочтительной траектории стружколома 7 стружколом адаптирован к набегающей на него стружке.
Как обсуждалось выше в отношении вариантов осуществления, показанных на чертежах, идея изобретения может быть реализована либо с использованием одной режущей резьбонарезной пластины 12, либо с набором по меньшей мере из двух резьбонарезных пластин 12а-с.
Охрана также испрашивается для способа нарезания резьбы, в котором используется по меньшей мере одна резьбонарезная пластина или набор резьбонарезных пластин, так что за режущим зубом 1, 2, 3, 4 в зависимости от порядка входа во взаимодействие следует режущий зуб 2, 3, 4, 5 со стружколомом 7, 8, 9, 10, форма которого приспособлена к форме соответствующего предыдущего зуба 1, 2, 3, 4, так что форма стружколома адаптирована к поперечному сечению набегающей на него стружки.
Предпочтительно, чтобы форма стружколома 7, 8, 9, 10, характеризующаяся радиальным расстоянием - d - от режущей кромки соответствующего режущего зуба 2, 3, 4, 5, была выбрана так, что при воображаемом наложении двух режущих зубьев, последовательно расположенных по порядку входа во взаимодействие, радиальное расстояние - а - может быть определено между контурами наложенных друг на друга режущих зубьев, при этом в тех местах по оси, где радиальное расстояние - а - больше, радиальное расстояние - d - соответствующих стружколомов 7, 8, 9, 10 выбирают большим, чем в местах, где радиальное расстояние - а - меньше.
Список обозначений
1 режущий зуб на единичной резьбонарезной пластине
2 режущий зуб на единичной резьбонарезной пластине
3 режущий зуб на единичной резьбонарезной пластине
4 режущий зуб на единичной резьбонарезной пластине
5 режущий зуб на единичной резьбонарезной пластине
6 стружколом на единичной резьбонарезной пластине
7 стружколом на единичной резьбонарезной пластине
8 стружколом на единичной резьбонарезной пластине
9 стружколом на единичной резьбонарезной пластине
10 стружколом на единичной резьбонарезной пластине
1a-с режущий зуб на резьбонарезной пластине с первой по третью
2а-с режущий зуб на резьбонарезной пластине с первой по третью
3а-с режущий зуб на резьбонарезной пластине с первой по третью
4а-с стружколом на резьбонарезной пластине с первой по третью
5а-с стружколом на резьбонарезной пластине с первой по третью
6а-с стружколом резьбонарезной пластине с первой по третью
11 передняя поверхность резьбонарезной пластины
11а-с передняя поверхность на резьбонарезной пластине с первой по третью
12 единичная резьбонарезная пластина
12а-с резьбонарезные пластины с первой по третью
13 державка для резьбонарезной пластины
14 задняя поверхность стружколома
15а, 15б зажимы резьбонарезной пластины
16 верхняя поверхность стружколома
17 отверстие для охлаждающей жидкости
18 муфта
19 труба
20 каналы для охлаждающей жидкости
а радиальное кромочное расстояние (радиальное расстояние между наложенными режущими кромками)
С контур материала, предназначенного для нарезки резьбы
d радиальное расстояние стружколома (радиальное расстояние между режущей кромкой и соответствующий стружколом)
F направление подачи
Н высота стружколома
L аппроксимирующая кривая
PL Направление средней линии
R радиус закругления задней поверхности стружколома
RD радиальное направление
Т толщина стружколома
w ширина зуба (боковая ширина)
α угол наклона задней поверхности стружколома.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА | 2011 |
|
RU2532612C2 |
| СВЕРЛО И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА СО СТРУЖКОЛОМНЫМИ ВЫСТУПАМИ | 2015 |
|
RU2702166C2 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| СМЕННАЯ РЕЖУЩАЯ МНОГОГРАННАЯ РЕЗЬБОВАЯ ПЛАСТИНА СО СТРУЖКОЛОМОМ | 2011 |
|
RU2483846C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2198767C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2016 |
|
RU2695792C1 |
| ЦИРКУЛЯРНАЯ ПИЛА ДЛЯ РЕЗКИ МЕТАЛЛА | 2018 |
|
RU2754861C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТЯЖЕЛОГО ТОЧЕНИЯ | 2001 |
|
RU2258580C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С ИНДЕКСИРУЕМОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2010 |
|
RU2470743C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
Изобретение относится к области машиностроения, в частности к резьбонарезным пластинам для нарезания резьбы. Резьбонарезная пластина для нарезания резьбы имеет режущие зубья, расположенные вдоль режущей части. Каждый режущий зуб снабжен определенным по месту стружколомом. Стружколомы расположены на передней поверхности резьбонарезной пластины. По меньшей мере два режущих зуба отличаются друг от друга по форме. По меньшей мере один режущий зуб снабжен вдоль режущей части назначенным стружколомом. При этом форма стружколома адаптирована к форме режущего зуба. Данный режущий зуб в соответствии с порядком входа во взаимодействие в процессе резания предшествует последующему режущему зубу вдоль режущей части. При этом по меньшей мере один стружколом имеет форму, адаптированную к поперечному сечению набегающей на него стружки. Техническим результатом изобретения является улучшение производительности резания и удаления стружки. 4 н. и 17 з.п. ф-лы, 8 ил.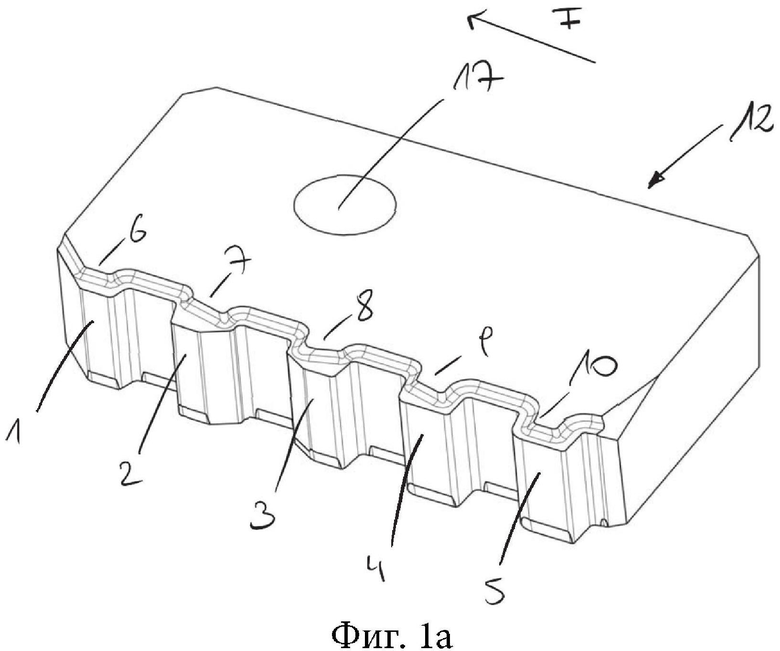
1. Резьбонарезная пластина (12) для нарезания резьбы, имеющая по меньшей мере три режущих зуба (1, 2, 3, 4, 5), расположенных вдоль режущей части, причем каждый режущий зуб (1, 2, 3, 4, 5) снабжен определенным по месту стружколомом (6, 7, 8, 9, 10), при этом стружколомы (6, 7, 8, 9, 10) расположены на передней поверхности (11) резьбонарезной пластины (12) и по меньшей мере два режущих зуба (1, 2, 3, 4, 5) отличаются друг от друга по форме, отличающаяся тем, что по меньшей мере один режущий зуб (2, 3, 4, 5) снабжен вдоль режущей части определенным по месту стружколомом (7, 8, 9, 10), форма которого адаптирована к форме того режущего зуба (1, 2, 3, 4), который в соответствии с порядком входа во взаимодействие в процессе резания предшествует последующему режущему зубу (2, 3, 4, 5) вдоль режущей части так, что указанный по меньшей мере один стружколом (7, 8, 9, 10) имеет форму, адаптированную к поперечному сечению набегающей на него стружки.
2. Резьбонарезная пластина по п.1, в которой стружколом (7, 8, 9, 10) проходит на переменном радиальном расстоянии (d) стружколома по отношению к режущей кромке, причем при воображаемом наложении предыдущих режущих кромок и данного конкретного режущего зуба (2, 3, 4, 5) формируется огибающая наложения режущих кромок, при этом радиальное кромочное расстояние (а) определено как радиальное расстояние между огибающей наложения вышеуказанных режущих кромок и режущей кромкой данного конкретного режущего зуба, при этом в тех местах по оси, где радиальное кромочное расстояние (а) больше, радиальное расстояние (d) соответствующего стружколома (7, 8, 9, 10) по отношению к данной конкретной режущей кромке выбрано большим, чем в тех местах, где радиальное кромочное расстояние (а) меньше.
3. Резьбонарезная пластина по п.1 или 2, в которой стружколом (7, 8, 9, 10) проходит на переменном радиальном расстоянии (d) стружколома по отношению к режущей кромке, причем при воображаемом наложении двух следующих друг за другом режущих зубьев (1, 2, 3, 4, 5) радиальное кромочное расстояние (а) определено между контурами наложенных друг на друга режущих зубьев, при этом в тех местах по оси, где радиальное кромочное расстояние (а) больше, радиальное расстояние (d) соответствующего стружколома (7, 8, 9, 10) по отношению к режущей кромке выбрано большим, чем в тех местах, где радиальное кромочное расстояние (а) меньше.
4. Резьбонарезная пластина по любому из пп.1-3, в которой каждый из режущих зубьев (2, 3, 4, 5), следующих за первым режущим зубом (1), снабжен определенным по месту стружколомом (7, 8, 9, 10), форма которого адаптирована к форме того режущего зуба (1, 2, 3, 4), который по порядку входа во взаимодействие в процессе резания предшествует вдоль режущей части последующему режущему зубу (2, 3, 4, 5) так, что каждый стружколом (7, 8, 9, 10), определенный по месту для режущего зуба (2, 3, 4, 5), следующего за первым режущим зубом (1), имеет форму, адаптированную к поперечному сечению набегающей на него стружки.
5. Резьбонарезная пластина по любому из пп.1-4, в которой последовательность соседних зубьев (2, 3) из указанных режущих зубьев (1, 2, 3, 4, 5) имеет усеченные режущие зубья (2, 3), причем усеченные части последующих усеченных зубьев (2, 3) расположены на чередующихся сторонах режущих зубьев (2, 3).
6. Резьбонарезная пластина по любому из пп.1-5, в которой высота (Н) и/или ширина режущих зубьев (1, 2, 3, 4, 5) вдоль режущей кромки увеличивается по порядку входа во взаимодействие в процессе резания.
7. Резьбонарезная пластина по любому из пп.1-6, в которой количество режущих зубьев (1, 2, 3, 4, 5) вдоль режущей части равно 3 или 12, или от 3 до 12, предпочтительно равно 3 или 6 или от 3 до 6.
8. Резьбонарезная пластина по любому из пп.1-7, в которой среди указанных режущих зубьев (1, 2, 3, 4, 5) имеется последовательность по меньшей мере из двух соседних зубьев (1, 2, 3, 4, 5) с определенными по месту стружколомами (6, 7, 8, 9, 10), причем стружколом (7, 8, 9, 10) последующего режущего зуба (2, 3, 4, 5) последовательности - в зависимости от порядка входа во взаимодействие в процессе резания - имеет форму, которая выполнена в виде зеркальной формы стружколома (6, 7, 8, 9) предыдущего режущего зуба (1, 2, 3, 4).
9. Резьбонарезная пластина по любому из пп.1-8, в которой стружколомы (6, 7, 8, 9, 10) выполнены в виде возвышений, расположенных на передней поверхности (11) резьбонарезной пластины (12).
10. Резьбонарезная пластина по любому из пп.1-9, в которой стружколомы (6, 7, 8, 9, 10) расположены на расстоянии от режущей кромки режущей части или часть по меньшей мере одного из стружколомов (6, 7, 8, 9, 10) достигает режущей кромки режущей части.
11. Резьбонарезная пластина по любому из пп.1-10, в которой стружколомы (6, 7, 8, 9, 10) имеют задние поверхности (14) плоской или криволинейной формы.
12. Резьбонарезная пластина по п. 11, в которой угол (α) наклона или кривизна (R) задней поверхности (14) стружколомов (6, 7, 8, 9, 10) изменяется по длине стружколомов (6, 7, 8, 9, 10).
13. Резьбонарезная пластина по любому из пп.1-12, в которой формы по меньшей мере пары последующих режущих зубьев (1, 2, 3, 4, 5) не являются геометрически подобными.
14. Комплект по меньшей мере из двух резьбонарезных пластин (12а-с), каждая из которых имеет по меньшей мере три режущих зуба (1а-с, 2а-с, 3а-с), причем каждый режущий зуб (1а-с, 2а-с, 3а-с) имеет определенный по месту стружколом (4а-с, 5а-с, 6а-с), при этом указанные стружколомы (4а-с, 5а-с, 6а-с) размещены на передней поверхности (11а-с) соответствующей резьбонарезной пластины (12а-с), при этом резьбонарезные пластины (12а-с) выполнены с возможностью установки на державках (13а-с) так, чтобы по порядку их входа во взаимодействие в процессе резания режущие зубья (1а-с, 2а-с, 3а-с), расположенные на разных режущих пластинах (12а-с), при работе следовали друг за другом, при этом по меньшей мере два режущих зуба (1а-с, 2а-с, 3а-с) на разных резьбонарезных пластинах (12а-с) отличаются друг от друга по форме, отличающийся тем, что по меньшей мере один режущий зуб (1b-с, 2а-с, 3а-с) отдельно взятой резьбонарезной пластины (12а-с) снабжен определенным по месту стружколомом (4b-с, 5а-с, 6а-с), форма которого соответствует форме того режущего зуба (1а-с, 2а-с, 3а-b), который расположен на той резьбонарезной пластине (12а-с), которая при работе предшествует указанной отдельно взятой резьбонарезной пластине (12а-с) в соответствии с порядком их входа во взаимодействие в процессе резания, так что указанный по меньшей мере один стружколом (4b-с, 5а-с, 6а-с) имеет форму, адаптированную к поперечному сечению набегающей на него стружки.
15. Комплект по п. 14, в котором определенный по месту стружколом (4b-с, 5а-с, 6а-с) по меньшей мере одного из режущих зубьев (1b-с, 2а-с, 3а-с), проходит на переменном радиальном расстоянии (d) по отношению к режущей кромке, при этом при воображаемом наложении предыдущих режущих зубьев или предыдущего режущего зуба и данного конкретного режущего зуба, определяющем радиальное кромочное расстояние (а) между контуром наложенных друг на друга режущих кромок и режущей кромкой указанного конкретного режущего зуба, указанное радиальное расстояние (d) соответствующего стружколома по отношению к его соответствующей режущей кромке выбрано большим в тех местах по оси, где радиальное кромочное расстояние (а) больше, чем в местах, в которых радиальное кромочное расстояние (а) меньше.
16. Комплект по п.14 или 15, в котором каждый из режущих зубьев (1b-с, 2а-с, 3а-с) отдельно взятой резьбонарезной пластины (12а-с), следующий за первым режущим зубом (1а) первой резьбонарезной пластины, снабжен определенным по месту стружколомом (4b-c, 5а-с, 6а-с), форма которого соответствует форме того режущего зуба (1а-с, 2а-с, 3а-b), который расположен на резьбонарезной пластине (12а-с), при работе предшествующей указанной отдельно взятой резьбонарезной пластины (12а-с) по порядку их входа в процесс резания так, что каждый определенный по месту стружколом (4b-с, 5а-с, 6а-с) режущего зуба (1b-с, 2а-с, 3а-с), следующего за первым режущим зубом (1а), имеет форму, адаптированную к поперечному сечению набегающей на него стружки.
17. Комплект по любому из пп.14-16, в котором высота (Н) и/или ширина режущих зубьев (1а-с, 2а-с, 3а-с), расположенных на резьбонарезных пластинах (12а-с), которые в процессе работы следуют друг за другом по порядку их входа во взаимодействие во время резания, увеличивается.
18. Комплект по любому из пп.14-17, в котором по меньшей мере одна из резьбонарезных пластин (12а-с) представляет собой резьбонарезную пластину по любому из пп.1-13.
19. Инструмент для нарезания резьбы, содержащий
державку (13) и резьбонарезную пластину (12) по любому из пп.1-13, установленную на державке (13), или
комплект державок (13) и комплект резьбонарезных пластин (12а-с) по любому из пп.14-17, при этом каждая резьбонарезная пластина (12а-с) комплекта установлена на державке.
20. Способ нарезания резьбы, в котором по меньшей мере одну резьбонарезную пластину или комплект резьбонарезных пластин используют таким образом, что за режущим зубом (1, 2, 3, 4) следует по порядку входа в процесс резания режущий зуб (2, 3, 4, 5) со стружколомом (7, 8, 9, 10), причем форма стружколома (7, 8, 9, 10) соответствует форме соответствующего предыдущего режущего зуба (1, 2, 3, 4) так, что эта форма адаптирована к поперечному сечению набегающей на него стружки.
21. Способ по п.20, отличающийся тем, что форму стружколома (7, 8, 9, 10), характеризующуюся радиальным расстоянием (d) до этого стружколома от режущей кромки соответствующего режущего зуба (2, 3, 4, 5), выбирают так, что при воображаемом наложении по меньшей мере двух режущих зубьев, последовательно расположенных по порядку входа во взаимодействие, радиальное кромочное расстояние (а) определено между контурами наложенных друг на друга режущих зубьев, при этом в тех местах по оси, где радиальное кромочное расстояние (а) больше, радиальное расстояние (d) соответствующего стружколома (7, 8, 9, 10) выбирают большим, чем в местах, в которых радиальное кромочное расстояние (а) меньше.
| Установка для транспортирования навоза от животноводческих помещений | 1978 |
|
SU718062A1 |
| Резьбонарезная гребенка | 1938 |
|
SU55467A1 |
| Стружколом | 1979 |
|
SU887068A1 |
| РЕЗЬБОНАРЕЗНАЯ ГРЕБЕНКА | 1993 |
|
RU2086365C1 |
| ГРЕБЕНКА ДЛЯ НАРЕЗАНИЯ МНОГОЗАХОДНЫХ РЕЗЬБ | 2001 |
|
RU2214321C2 |
| Ферма из гнутых замкнутых профилей | 1972 |
|
SU449137A1 |

