Область техники
Настоящее изобретение относится к усовершенствованиям так называемых янки-цилиндров, применяемых в бумажной промышленности.
Известный уровень техники
Согласно наиболее традиционным технологиям изготовление бумаги начинается с создания водянистой пульпы из целлюлозных волокон и некоторых дополнительных добавок с очень низким содержанием сухого продукта, составляющим порядка долей процента весовой доли. Данная смесь подается напорным баком на формовочную нитку и после последовательного перемещения между нитками и войлочными элементами с использованием откачивающих систем содержание воды в слое пульпы постепенно снижается до получения ленты или слоя целлюлозного волокна с содержанием воды, настолько низким, чтобы консистенция ленты позволяла его передачу в сушильную систему. В некоторых машинах для производства бумаги сушильная система содержит янки-цилиндр, который является полым внутри цилиндром, в котором производится циркуляция текучей среды-теплоносителя, обычно пара. Бумажная лента высушивается, т.е. в ней понижается содержание воды, при помощи испарения за счет тепла, полученного от янки-цилиндра через его внешнюю стенку, вдоль которой направляется бумажный материал.
Примеры янки-цилиндров описаны в документах US 3,224,084; US 3,116,985; US 3,911,595; US 3,914,875; US 4,320,582; GB 685,009.
Традиционно янки-цилиндры выполнялись из чугуна. В последнее время появились стальные янки-цилиндры, например, подобные описанным в документах WO-A-2006/057023; WO-A-2008/105005.
Стальные янки-цилиндры обычно изготавливаются при помощи сварки и содержат внешнюю цилиндрическую поверхность, образованную цилиндрической оболочкой, к торцам которой прикреплены крышки. Прикрепление обычно выполняется при помощи сварки. На крышках снаружи установлены опорные шипы цилиндра. Между крышками и оболочкой сформирован полый внутренний объем янки-цилиндра, в который подается пар для нагрева внешней поверхности янки-цилиндра.
В стальных янки-цилиндрах крышки обычно являются плоскими, в отличие от чугунных янки-цилиндров, в которых, как правило, крышки имеют криволинейную форму, выпуклую снаружи.
Пар, подаваемый в янки-цилиндр, должен передавать тепло бумажной ленте через цилиндрическую поверхность. Тепло, рассеиваемое с поверхности крышки, представляет собой энергетические потери. В документе описывается чугунный янки-цилиндр с вогнутыми крышками, оборудованный изоляционной системой, функцией которой является снижение рассеивания тепла через крышки.
Краткое описание изобретения
Целью настоящего изобретения является разработка янки-цилиндра, более конкретно стального янки-цилиндра с эффективной системой изоляции крышек.
По существу в одном варианте осуществления изобретения разработан янки-цилиндр для сушки лент целлюлозного материала, содержащий цилиндрическую оболочку, имеющую по существу цилиндрическую внешнюю поверхность, к которой прикреплены торцевые крышки, предпочтительно при помощи сварки, указанная оболочка и указанные крышки определяют полый внутренний объем цилиндра, крышки имеют соответствующие опорные шипы и содержат изоляцию торцевых крышек. Согласно предпочтительным вариантам осуществления изоляция, установленная на каждой торцевой крышке, соединена с торцевой крышкой с возможностью синхронного вращения вместе с янки-цилиндром. Соединение между изоляционным экраном и торцевой крышкой может осуществляться посредством соединительного кольцевого обода. В некоторых вариантах осуществления изобретения соединительный кольцевой обод выступает из по существу плоской внешней поверхности соответствующего торцевого бака. Предпочтительно кольцевой соединительный обод имеет внешнюю цилиндрическую поверхность, которая расположена заподлицо с внешней цилиндрической поверхностью оболочки и с внешними цилиндрическими краями торцевых крышек. В результате обеспечивается тепловая изоляция по всем боковым поверхностям янки-цилиндра. Соответствующий шип прикреплен к торцевой крышке при помощи винтового соединения или предпочтительно при помощи сварочного соединения и выступает от него и предпочтительно находится в центре кольцевого соединительного обода. В некоторых вариантах осуществления изобретения изоляционный экран закреплен относительно соответствующего шипа, а также относительно соединительного обода. Предпочтительно соединительный обод имеет внешнюю цилиндрическую поверхность, которая образует продолжение внешней цилиндрической поверхности оболочки. Может выполняться сварной шов, проходящий до цилиндрической поверхности. Может обеспечиваться непрерывная поверхностная обработка по цилиндрической поверхности оболочки, цилиндрическим поверхностям торцевых крышек и внешним цилиндрическим поверхностям соединительных ободьев, за счет которой получается непрерывная обработанная цилиндрическая поверхность, по которой направляется бумажная лента, и которая производит ее захват. В предпочтительных вариантах осуществления изобретения крышки и оболочка свариваются друг с другом и с соответствующими поверхностями сварных швов на цилиндрической поверхности цилиндра.
Предпочтительно торцевые крышки янки-цилиндра не имеют просверленных отверстий для прикрепления к ним изоляционного экрана, за счет чего обеспечивается более высокая надежность с точки зрения механической прочности. Это является наиболее важным, учитывая, что оболочка и торцевые крышки янки-цилиндра подвержены высоким динамическим нагрузкам.
Согласно некоторым предпочтительным вариантам осуществления изобретения к каждой крышке прикреплен соединительный обод, который имеет по существу цилиндрическую внешнюю поверхность, на которой располагается по существу непрерывный кольцевой сварной шов для скрепления соединительного обода с соответствующей крышкой, указанный обод предпочтительно снабжен резьбовыми отверстиями для крепления изоляции.
Согласно предпочтительным вариантам осуществления изобретения обод для крепления изоляции, расположенный вокруг соответствующего шипа на некотором расстоянии от него, закреплен на каждой из указанных крышек. Крепление соединительного обода предпочтительно обеспечивается при помощи сварки.
В некоторых предпочтительных вариантах осуществления изобретения обод крепления изоляции имеет цилиндрическую боковую поверхность, расположенную заподлицо с внешней цилиндрической поверхностью оболочки янки-цилиндра, и являющейся ее продолжением.
В некоторых вариантах осуществления изобретения изоляция содержит множество сегментов или секторов, примыкающих друг к другу, каждый из которых закреплен на соответствующем соединительном ободе и на соответствующем шипе. Каждый изоляционный сегмент или сектор может быть выполнен из изоляционного листа. Радиальные края последовательно расположенных сегментов или секторов предпочтительно перекрываются для получения более стабильной фиксации указанных сегментов для повышения механической надежности.
Согласно предпочтительным вариантам осуществления изобретения каждый сегмент или сектор содержит изоляционный лист, предпочтительно снабженный слоем теплоизоляционного материала, скрепленного с соединительным ободом при помощи винтового средства в окрестности внешнего в радиальном направлении края и удерживаемого его внутренним в радиальном направлении краем относительно соответствующего шипа, например, за счет вставки внутреннего в радиальном направлении края листа в кольцевой паз или канавку шипа. Предпочтительно данная канавка имеет завышенную глубину для обеспечения радиального относительного перемещения изоляционных листов и боковых поверхностей канавки. На практике, в эксплуатационных условиях янки-цилиндр нагревается до более высоких температур, чем изоляционные листы. Поскольку данные листы жестко соединены с внешним в радиальном направлении периметром янки-цилиндра, и поскольку данные листы имеют меньшую температуру, расширение янки-цилиндра вызывает перемещение листа наружу от канавки, т.е. они имеют тенденцию выхода наружу. Для предотвращения полного выхода листа из канавки (что будет означать потерю фиксации в осевом направлении относительно янки-цилиндра) он должен быть опущен в канавку на глубину, определенно большую, чем максимальная разница между прогнозируемыми расширениями.
Согласно особенно предпочтительным вариантам осуществления изобретения соединительный обод имеет по существу цилиндрическую внешнюю поверхность, являющуюся продолжением по существу цилиндрической внешней поверхности оболочки.
Предпочтительно соединительный обод приваривается к соответствующей крышке при помощи по существу непрерывного кольцевого сварного шва. Данный сварной шов предпочтительно расположен на внешнем в радиальном направлении крае крышки, указанный соединительный обод имеет внешний диаметр, равный внешнему диаметру оболочки янки-цилиндра. Предпочтительно сварной шов выполнен таким образом, что он расположен на внешней в радиальном направлении поверхности указанного соединительного обода и на внутренней в радиальном направлении поверхности указанного соединительного обода. Для этой цели согласно предпочтительным вариантам осуществления изобретения между соединительным ободом и крышкой на внутренней в радиальном направлении стороне соединительного обода сформирован кольцевой непрерывный паз или канавка. Наличие подобной канавки позволяет получить два преимущества:
1) обеспечение достижения поверхности при выполнении сварки на внешней в радиальном направлении поверхности. Таким образом обеспечивается полностью проникающая сварка, отличающаяся тем, что поверхности, идущие к поверхности как в радиальном направлении наружу, так и в радиальном направлении внутрь, обрабатываются станком, и поэтому имеют более качественную чистовую обработку поверхности, которая обеспечивает более высокое сопротивление сварного шва усталостным напряжениям;
2) выполнение паза обеспечивает получение такой формы сечения обода, при которой происходит изолирование зоны, на которой выполнены глухие резьбовые отверстия для крепления листов при помощи винтов. Это полезно, поскольку подобные отверстия представляют собой зоны снижения прочности и углубления, способствующие концентрации напряжений. Снижение прочности, полученное за счет поворота канавки, обеспечивает ограничение напряжения около таких отверстий. Кроме того, возможное образование трещин за счет усталости в районе вершины отверстия может развиваться только вверх к внутренней стенке канавки, не оказывая влияния на крышку янки-цилиндра. В этом отношении канавка дополнительно повышает надежность изолированного янки-цилиндра.
Предпочтительно оболочка, крышки и соединительные ободья выполнены из стали, и каждая крышка имеет по существу плоскую внешнюю поверхность.
Далее описываются прочие предпочтительные признаки и варианты осуществления цилиндра по изобретению и способа его изготовления со ссылками на некоторые варианты осуществления изобретения и в прилагаемой формуле изобретения, являющейся неотъемлемой частью настоящего описания.
Краткое описание чертежей
Изобретение станет более понятно после ознакомления с описанием и с прилагаемым чертежом, на котором показаны практически не ограничивающие варианты осуществления изобретения. Более конкретно, на чертеже:
фиг.1 - продольное сечение янки-цилиндра;
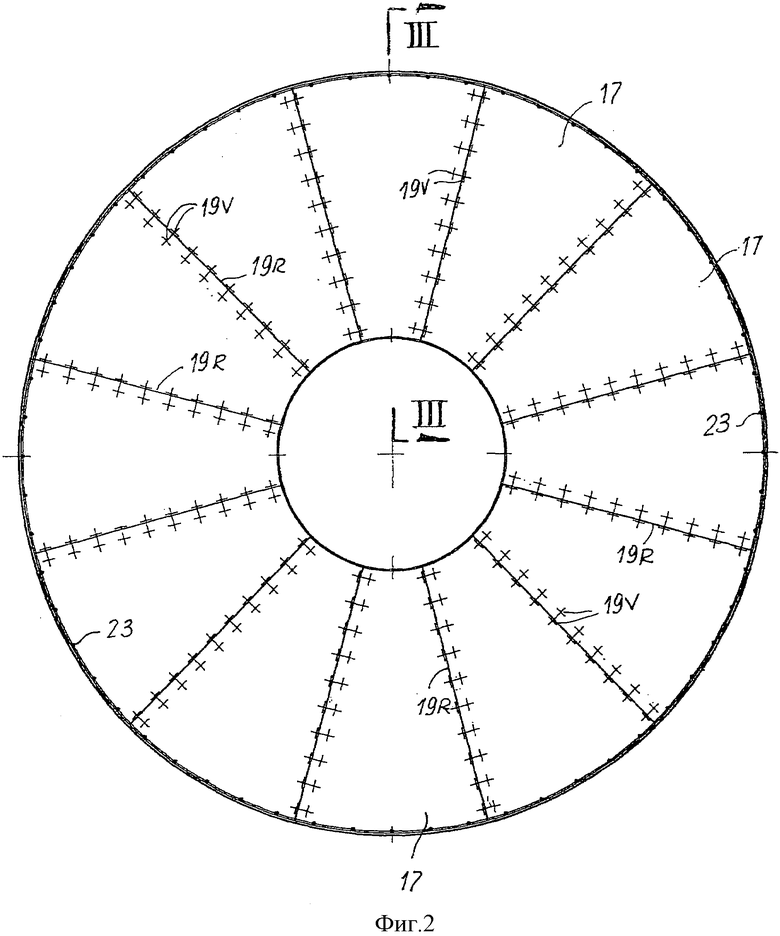
фиг.2 - вид спереди по линии II-II фиг.1;
фиг.3 - вид в сечении по линии III-III фиг.2;
фиг.4А и 4В - увеличенный местный вид крышки, демонстрирующий процесс установки систем для фиксации изоляции на крышке; и
фиг.5A-5F - фигуры, аналогичные фиг.4 В, на которых показаны модифицированные варианты осуществления изобретения.
Подробное описание вариантов осуществления изобретения
На фиг.1 показан стальной янки-цилиндр, в целом обозначенный цифрой 1. Янки-цилиндр содержит оболочку 3 и торцевые крышки 5, обычно прикрепленные к оболочке 3 при помощи сварки. Крышки 5 и оболочка 3 определяют полый внутренний объем 4, в который подается пар или другая текучая среда-теплоноситель, которая отдает тепло через цилиндрическую поверхность оболочки 3. Текучая среда-теплоноситель поступает внутрь полого объема 4 и проходит через него таким образом, что тепло непосредственно передается от текучей среды внутренней поверхности оболочки и через указанную оболочку бумажной ленте, направляемой по периметру внешней цилиндрической поверхности янки-цилиндра 1. На внутренней поверхности оболочки могут быть выполнены имеющие кольцевую форму канавки для сбора конденсата (см. фиг.4А, 4В).
Поскольку янки-цилиндр 1 предпочтительно выполняют из стали и изготавливают из плоского листа, подвергаемого обработке и сварке, а не при помощи процесса литья, крышки 5 имеют по существу плоскую развертку или выполняют из участков плоского листа, приваренных один к другому. Общая конструкция стального янки-цилиндра данного типа и возможные технологии сварки и системы для его получения описаны в документе WO 2008/105005, содержимое которого включено в настоящее описание.
Опорные шипы 7 янки-цилиндра закреплены на внешних крышках 5 при помощи сварки и/или при помощи винтов.
На фиг.2 показан вид спереди по линии II-II фиг.1, а на фиг.3 показано сечение по линии III-III фиг.2. В этом сечении более подробно показана зона соединения крышки 5 и цилиндрической оболочки 3 янки-цилиндра 1, а также шип 7, закрепленный на соответствующей крышке 5. В данном варианте осуществления изобретения соединение шипа и крышки 5 обеспечивается при помощи набора винтов 11. Крышка 5 закреплена вдоль соответствующего края оболочки 3 при помощи двух сварных швов 13 и 15, которые могут быть выполнены, например, в соответствии с документом WO 2008/105005, в котором и приводится более подробное описание.
Изоляция, на всех фигурах обозначенная цифрой 15, закреплена на внешней поверхности крышки 5. Данная изоляция сформирована из отдельных сегментов 17 (см., в частности, фиг.2), каждый из которых содержит изоляционный лист 19, изолированный слоем изоляционного материала 21, например, стекловаты, шлаковаты. В некоторых вариантах осуществления изобретения возможно применение простого листа 19 без дополнительного изоляционного слоя, поскольку определенная степень теплоизоляции может быть обеспечена просто за счет наличия объема или слоя воздуха, который является неподвижным относительно крышки янки-цилиндра, между указанной крышкой и листом 19, снижающего таким образом рассеивание тепла за счет конвекции, вызываемой вращением цилиндра. Каждый лист или листовой сегмент 19 имеет крайнюю в радиальном направлении внутрь кромку 19А, выступающую относительно изоляционного слоя 21 внутрь в радиальном направлении, т.е. в сторону оси А-А янки-цилиндра для обеспечения вставки в кольцевую канавку 7А, выполненную на внешнем фланце шипа 7. Эта канавка 7А в холодном состоянии янки-цилиндра имеет глубину, большую, чем необходимо для посадки кромки 19А листового сегмента 19, для обеспечения теплового расширения крышки без потери связи между шипом 7 и внутренней в радиальном направлении кромкой листа 19, самая крайняя во внешнем направлении кромка которого закреплена при помощи винтов 23 на соединительном ободе 25 между изоляцией 15 и янки-цилиндром 1.
Как подробно показано на фиг.3, соединительный обод 25 имеет утопленное кольцевое гнездо 25А, сформированное на внешней передней поверхности данного обода 25. Данное гнездо содержит внешние кромки 19В различных листов или листовых сегментов 19, которые закреплены в гнезде при помощи вышеупомянутых винтов 23.
Сечение соединительного обода 25 имеет переменную толщину для формирования непрерывного кольцевого паза 27 между соединительным ободом 25 и внешней поверхностью соответствующей крышки 5.
Соединительный обод 25 прикреплен к внешней поверхности крышки 5 при помощи сварного шва 29, который располагается как на внешней цилиндрической поверхности янки-цилиндра 1, так и на внутренней поверхности паза 27, что позволяет производить его контроль при помощи ультразвуковых или рентгеновских систем. Данный сварной шов обеспечивает выполнение полностью проникающей сварки с механической обработкой выходящих наружу поверхностей для исключения впадин и получения более качественной чистовой обработки поверхности. Таким образом обеспечивается более высокая конструкционная надежность, в особенности, с точки зрения усталостной прочности.
Паз 27 имеет такую форму, которая частично влияет на толщину крышки 5, т.е. по существу кольцевой паз 27 углубляется внутрь толщины крышки 5 на постепенно увеличивающуюся величину от самого крайнего в радиальном направлении внутрь участка к самому крайнему в радиальном направлении наружу участку и образует, таким образом, по существу коническую поверхность, получаемую механической обработкой, начинающейся от плоской поверхности крышки 5 и выполняемой согласно процессу, описываемому далее. Подобный паз получается путем удаления стружки в процессе токарной обработки для восстановления сварного шва от внутреннего в радиальном направлении участка обода. Причиной углубления внутрь крышки является то, что крышка только номинально является плоской: на самом деле, в процессе изготовления листов и янки-цилиндра в целом возникают отклонения от плоскостности крышки 5. Поскольку паз 27 выполняется при помощи токарной обработки, единственным способом полного восстановления сварного шва изнутри обода является «разрушение» инструмента внутри номинальной плоскости.
В качестве альтернативного варианта для ограничения глубины разрушения внутри крышки и упрощения производственного процесса возможно проведение правки крышки перед привариванием обода. Подобная правка позволит полностью восстановить плоскость. Обод может затем привариваться непосредственно на данную плоскость. Таким образом, канавка будет заглубляться в крышку только на величину, необходимую для восстановления внутренней поверхности сварного шва без необходимости компенсации отклонений от плоскостности.
В предпочтительном варианте осуществления изобретения, показанном на фиг.3, соединительный обод 25 приваривается к самому крайнему в направлении наружу участку соответствующей крышки 5 и его внешняя в радиальном направлении поверхность 25R образует продолжение цилиндрической поверхности 3S оболочки 3. Таким образом, с одной стороны, обеспечивается преимущество, заключающееся в непрерывности поверхности цилиндрической оболочки 3. Янки-цилиндр 1 таким образом получает цилиндрическую внешнюю поверхность, образованную расположенными заподлицо внешними цилиндрическими поверхностями оболочки 3, двумя торцевыми крышками 5, двумя соединительными ободьями 25. С другой стороны, обеспечивается преимущество, заключающееся в создании сварного шва 29, который соединяет соединительный обод 25 с крышкой 5 на максимально возможном удалении от сварных швов 13 и 15, которые соединяют соответствующую крышку 5 и оболочку 3. За счет этого обеспечивается важное преимущество с точки зрения механических напряжений янки-цилиндра 5, поскольку сварочный шов 29 выполняется на участке, который наиболее удален от силовых линий, возникающих под действием изгибающих напряжений в зоне сварных швов 12, 15.
На фиг.4А и 4В показана возможная последовательность операций обработки для закрепления соединительного обода 25 на крышке 5 янки-цилиндра 1. На первом этапе обработки соединительный обод 25, который может изготавливаться лощением плоского листа, приваривается двойным внешним 29 и внутренним 29А сварным швом к внешней поверхности 5А крышки 5. Начальный диаметр DA соединительного обода 25 является несколько меньшим, чем начальный диаметр DM оболочки 3, за счет чего внешняя поверхность последнего выступает в радиальном направлении относительно внешней поверхности соединительного обода 25.
При последующей механической токарной обработке с оболочки 3 удаляется слой материала или припуск S3, а с соединительного обода 25 удаляется слой материала или припуск S25. Слой S25 припуска удаляется не только с внешней цилиндрической поверхности обода 25, но и с его плоской передней поверхности до формирования утопленного гнезда 24А. Толщина материала S3 и S25, снимаемого с внешней цилиндрической поверхности, обеспечивает формирование непрерывной цилиндрической поверхности таким образом, что внешняя цилиндрическая поверхность соединительного обода 25 становится продолжением внешней цилиндрической поверхности оболочки 3, как описано выше.
На данном этапе также производится вырезание паза 27 путем удаления стружки соответствующим инструментом, который проникает между внешней плоской поверхностью 5А крышки и внутренней цилиндрической поверхностью обода 25, одновременно удаляя внутренний сварной шов 29А, проникая в материал обода 25 и крышки 5 до выхода на поверхность самой крайней в направлении внутрь части сварного шва 29, благодаря чему к нему обеспечивается доступ снаружи и изнутри для вышеупомянутого контроля качества и контроля с применением ультразвука и рентгеновского излучения и достигается такая его форма, которая обеспечивает конструкционные преимущества, упомянутые выше, за счет удаления неровностей поверхности, которые могут стать катализаторами усталостного разрушения.
После данных производственных этапов вдоль развертки соединительного обода 25 выполняются резьбовые отверстия для винтов 23 крепления изоляционных панелей или сегментов 17. Таким образом, резьбовые отверстия, обозначенные 23F на фиг.4В, для крепления панелей или сегментов 17 выполняются в соединительном ободе 25, а не в толще крышки 5, что исключает снижение прочности последней. Листы 19 каждой изоляционной панели или сегмента 17 имеют радиальные края 19R (фиг.2), которые частично перекрываются для обеспечения полного закрытия внешней в радиальном относительно шипа 7 направлении поверхности крышки 5. Винты, соединяющие листовые сегменты 19 друг с другом, обозначены 19V.
На фиг.5A-5F показаны менее предпочтительные варианты осуществления изоляционной системы по изобретению. Элементы одинаковые или подобные элементам, описанным выше, имеют такие же обозначения.
В частности, на фиг.5А крепежное кольцо 25 приваривается двойным сварным швом на участке, который убран внутрь в радиальном направлении по отношению к внешней поверхности оболочки 3, что предполагает обеспечение меньшего преимущества как с точки зрения возможности контроля сварного шва между соединительным ободом и крышкой, так и с точки зрения смещения сварного шва между соединительным ободом и крышкой от силовых линий, создаваемых напряжениями между оболочкой 3 и крышкой 5. Кроме того, получаются более жесткие неровности.
На фиг.5В показана модификация варианта осуществления с фиг.5А, в которой радиальная развертка изоляции еще меньше, а соединительный обод 25 приварен на крайнем в направлении внутрь участке, обладающая недостатками, аналогичными уже описанным со ссылками на фиг.5А, и, кроме того, обеспечивающая более плохую изоляцию. В этом случае по сравнению с решением на фиг.5А, конструкционные недостатки уменьшены, поскольку зона с высоким градиентом напряжений расположена дальше, но это обеспечивается за счет отсутствия изоляции в зоне с максимальной окружной скоростью цилиндра Янка, т.е. в зоне, в которой рассеивание тепла за счет конвекции выше. По существу, ради повышения надежности сварного соединения между ободом и крышкой по сравнению с вариантом осуществления изобретения, показанным на фиг.5А, снижается эффективность изоляции.
На фиг.5С соединительный обод 25 закреплен при помощи винтов на участке, который смещен внутрь в радиальном направлении относительно внешней цилиндрической поверхности оболочки 3, что обеспечивает меньшие конструкционные преимущества из-за наличия соединительных винтов между янки-цилиндром и соединительным ободом 25. Причиной этого является то, что глухие отверстия для винтов представляют собой потенциальные катализаторы образования усталостных трещин.
На фиг.5D показан вариант осуществления изобретения, аналогичный варианту фиг.5В, в котором при этом каждый изоляционный сегмент продлен наружу относительно соединительного обода 25, что повышает качество изоляции по сравнению с фиг.5В, но при этом снижается надежность крепления изоляции к крышке. Фактически, участок, выступающий в радиальном направлении за пределы соединительного обода 25, имеет менее жесткое закрепление в направлении действия центробежной силы, которая на периферии янки-цилиндра может иметь существенную величину.
На фиг.5Е показан вариант осуществления изобретения, аналогичный вариантам, приведенным на фиг.3-4В, но в котором соединительный обод 25 имеет меньший радиальный размер, чем оболочка 3, за счет чего формируется кольцевой выступ D на внешней цилиндрической поверхности янки-цилиндра.
И, наконец, на фиг.5F показан вариант осуществления изобретения, аналогичный варианту фиг.5D, но в котором крепежный обод 25 закреплен на крышке 5 при помощи набора винтов, а не при помощи сварки, что, очевидно, дает меньшие преимущества с точки зрения конструкционной прочности цилиндра из-за наличия изгибающихся отверстий в крышке.
Следует понимать, что вышеприведенное описание исключительно представляет собой практические не ограничивающие варианты осуществления изобретения, которые могут вносить изменения, затрагивающие форму и компоновку, но при этом не выходящие за пределы объема и концепции, на которой базируется изобретение. Любые цифровые обозначения в прилагаемой формуле изобретения приводятся исключительно в целях упрощения чтения формулы изобретения в свете вышеприведенного изобретения и прилагаемых чертежей, и ни в коей мере не должны рассматриваться как ограничения, налагаемые на объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ СИСТЕМА ДЛЯ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2662190C2 |
| ГЕРМЕТИЗИРОВАННЫЙ И ТЕПЛОИЗОЛИРОВАННЫЙ ГРУЗОВОЙ ТАНК, ИНТЕГРИРОВАННЫЙ В НЕСУЩУЮ КОНСТРУКЦИЮ | 2012 |
|
RU2588920C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| ПОСЕВНОЙ КОМБИНИРОВАННЫЙ АГРЕГАТ | 1997 |
|
RU2126199C1 |
| Устройство Чуйко для внутренней монолитной изоляции сварного соединения трубопровода (варианты) | 2017 |
|
RU2677913C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ И/ИЛИ ОТДЕЛКИ ВОЛОКНИСТОГО ПОЛОТНА | 2005 |
|
RU2380469C2 |
| АДСОРБЦИОННАЯ ЕМКОСТЬ С РАДИАЛЬНЫМ ПОТОКОМ, ОБОРУДОВАННАЯ ГИБКОЙ ПЕРЕГОРОДКОЙ | 2019 |
|
RU2746451C2 |
| КРЫШКА БУТЫЛКИ ДЛЯ БУТЫЛКИ ПОД ЖИДКОСТЬ | 2024 |
|
RU2825485C1 |
| УСТРОЙСТВО ИЗ ВОСПРИНИМАЮЩЕГО ДАВЛЕНИЕ КОЖУХА И НАХОДЯЩЕЙСЯ ВНУТРИ НЕГО КАРКАСНОЙ СИСТЕМЫ | 2019 |
|
RU2798072C2 |
| АЭРОЗОЛЬНЫЙ БАЛЛОНЧИК | 2014 |
|
RU2588452C2 |




Изобретение относится к усовершенствованиям янки-цилиндров, применяемых в бумажной промышленности.
Теплоизолированный янки-цилиндр для сушки лент целлюлозного материала содержит цилиндрическую оболочку с цилиндрической внешней поверхностью, к которой при помощи сварки закреплены торцевые крышки. При этом указанная оболочка и указанные крышки формируют полый внутренний объем цилиндра, а крышки имеют соответствующие опорные цапфы. Согласно изобретению цилиндр содержит изоляцию на каждой торцевой крышке, соединительный обод для соединения изоляции с соответствующей крышкой, обеспечивающий крепление изоляции к соответствующей торцевой крышке таким образом, что изоляция может вращаться как одно целое с янки-цилиндром, причем каждый соединительный обод расположен вокруг соответствующей цапфы на расстоянии от нее. 30 з.п. ф-лы, 11 ил.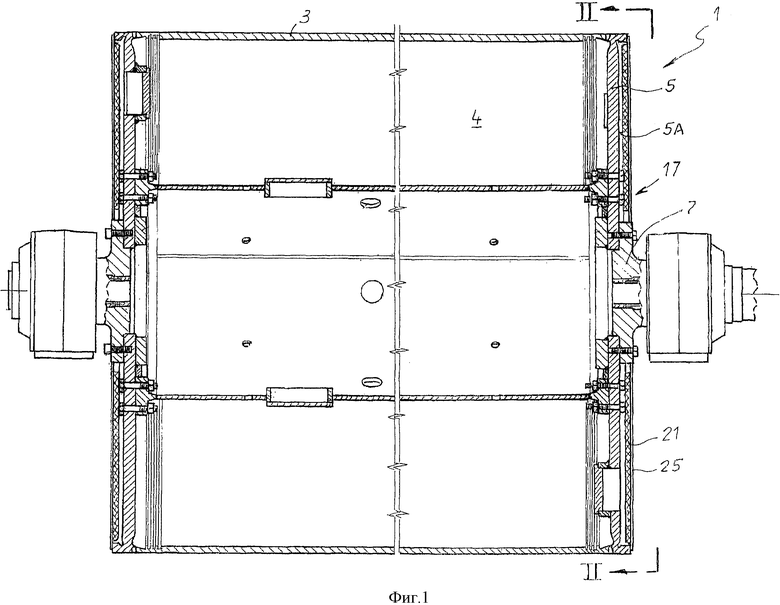
1. Янки-цилиндр для сушки лент целлюлозного материала, содержащий цилиндрическую оболочку с цилиндрической внешней поверхностью, к которой при помощи сварки закреплены торцевые крышки, при этом указанная оболочка и указанные крышки формируют полый внутренний объем цилиндра, а крышки имеют соответствующие опорные шипы, отличающийся тем, что
содержит изоляцию на каждой торцевой крышке, соединительный обод для соединения изоляции с соответствующей крышкой, обеспечивающий крепление изоляции к соответствующей торцевой крышке таким образом, что изоляция может вращаться как одно целое с янки-цилиндром, причем каждый соединительный обод расположен вокруг соответствующего шипа на расстоянии от него.
2. Янки-цилиндр по п.1, отличающийся тем, что каждый соединительный обод приварен к внешней плоской поверхности соответствующей торцевой крышки и выступает от указанной плоской поверхности.
3. Янки-цилиндр по п.1, отличающийся тем, что каждый соединительный обод закреплен на крышке при помощи сварки.
4. Янки-цилиндр по п.1, отличающийся тем, что указанная изоляция содержит множество сегментов, примыкающих друг к другу, каждый из которых закреплен относительно соединительного обода и соответствующего шипа.
5. Янки-цилиндр по п.2, отличающийся тем, что указанная изоляция содержит множество сегментов, примыкающих друг к другу, каждый из которых закреплен относительно соединительного обода и соответствующего шипа.
6. Янки-цилиндр по п.3, отличающийся тем, что указанная изоляция содержит множество сегментов, примыкающих друг к другу, каждый из которых закреплен относительно соединительного обода и соответствующего шипа.
7. Янки-цилиндр по п.4, отличающийся тем, что каждый сегмент содержит изоляционный лист, закрепленный на соединительном ободе при помощи винтовых средств в области его внешнего в радиальном направлении края и закреплен при помощи его внутреннего в радиальном направлении края относительно шипа.
8. Янки-цилиндр по п.5, отличающийся тем, что каждый сегмент содержит изоляционный лист, закрепленный на соединительном ободе при помощи винтовых средств в области его внешнего в радиальном направлении края и закреплен при помощи его внутреннего в радиальном направлении края относительно шипа.
9. Янки-цилиндр по п.6, отличающийся тем, что каждый сегмент содержит изоляционный лист, закрепленный на соединительном ободе при помощи винтовых средств в области его внешнего в радиальном направлении края и закреплен при помощи его внутреннего в радиальном направлении края относительно шипа.
10. Янки-цилиндр по п.7, отличающийся тем, что каждый шип содержит непрерывную кольцевую канавку, в которую входят внутренние в радиальном направлении края изоляционных листов, формирующих изоляцию соответствующей крышки.
11. Янки-цилиндр по п.8, отличающийся тем, что каждый шип содержит непрерывную кольцевую канавку, в которую входят внутренние в радиальном направлении края изоляционных листов, формирующих изоляцию соответствующей крышки.
12. Янки-цилиндр по п.9, отличающийся тем, что каждый шип содержит непрерывную кольцевую канавку, в которую входят внутренние в радиальном направлении края изоляционных листов, формирующих изоляцию соответствующей крышки.
13. Янки-цилиндр по п.10, отличающийся тем, что глубина непрерывной кольцевой канавки указанных шипов имеет больший размер, чем радиальный размер изоляционных листов для обеспечения теплового расширения крышек при сохранении механической связи между изоляционными листами и шипами.
14. Янки-цилиндр по п.11, отличающийся тем, что глубина непрерывной кольцевой канавки указанных шипов имеет больший размер, чем радиальный размер изоляционных листов для обеспечения теплового расширения крышек при сохранении механической связи между изоляционными листами и шипами.
15. Янки-цилиндр по п.12, отличающийся тем, что глубина непрерывной кольцевой канавки указанных шипов имеет больший размер, чем радиальный размер изоляционных листов для обеспечения теплового расширения крышек при сохранении механической связи между изоляционными листами и шипами.
16. Янки-цилиндр по п.7, отличающийся тем, что изоляционные листы, прикрепленные к указанной крышке, имеют частичное перекрытие друг с другом по радиальным краям.
17. Янки-цилиндр по любому из пп.8-15, отличающийся тем, что изоляционные листы, прикрепленные к указанной крышке, имеют частичное перекрытие друг с другом по радиальным краям.
18. Янки-цилиндр по любому из пп.1-16, отличающийся тем, что указанный соединительный обод имеет по существу цилиндрическую внешнюю поверхность, образующую продолжение по существу цилиндрической внешней поверхности оболочки.
19. Янки-цилиндр по любому из пп.1-16, отличающийся тем, что указанный соединительный обод приварен к соответствующей крышке при помощи по существу непрерывного кольцевого сварного шва.
20. Янки-цилиндр по п.18, отличающийся тем, что указанный соединительный обод приварен к соответствующей крышке при помощи по существу непрерывного кольцевого сварного шва и тем, что указанный по существу непрерывный кольцевой сварной шов расположен на внешнем в радиальном направлении крае крышки.
21. Янки-цилиндр по п.20, отличающийся тем, что внешняя цилиндрическая поверхность оболочки, радиальная внешняя поверхность крышек, радиальная внешняя поверхность соединительных ободьев и кольцевой сварной шов между каждым соединительным ободом и соответствующей крышкой имеют общую непрерывную поверхностную обработку.
22. Янки-цилиндр по п.19, отличающийся тем, что указанный сварной шов выполнен таким образом, что он выходит на поверхность внешней в радиальном направлении поверхности указанного соединительного обода.
23. Янки-цилиндр по п.19, отличающийся тем, что указанный сварной шов выполнен таким образом, что он выходит на внутреннюю в радиальном направлении поверхность указанного соединительного обода.
24. Янки-цилиндр по п.19, отличающийся тем, что между указанным соединительным ободом и указанной крышкой на внутренней стороне указанного обода выполнен по существу кольцевой непрерывный паз.
25. Янки-цилиндр по п.24, отличающийся тем, что указанный по существу кольцевой паз проникает в толщину соответствующей крышки в осевом направлении в толщину соответствующего соединительного обода в радиальном направлении под осевой торцевой поверхностью соединительного кольца, формируя опору для изоляции.
26. Янки-цилиндр по п.25, отличающийся тем, что указанный по существу кольцевой паз имеет глубину в соответствующей крышке, которая увеличивается наружу в окружном направлении, за счет чего формируется наклонная кольцевая поверхность, которая проходит от по существу плоской внешней поверхности крышки наружу в радиальном направлении и внутрь крышки в осевом направлении.
27. Янки-цилиндр по любому из пп.1-16, отличающийся тем, что указанный соединительный обод имеете сечение переменной толщины, минимальное на внутреннем диаметре и максимальное на внешнем диаметре, определяющее полый кольцевой объем между крышкой и соединительным ободом.
28. Янки-цилиндр по любому из пп.1-16, отличающийся тем, что указанный соединительный обод имеет переднюю внешнюю поверхность, на которой сформировано гнездо для установки внешних в радиальном направлении краев изоляционных листов, образующих указанную изоляцию.
29. Янки-цилиндр по п.28, отличающийся тем, что указанная внешняя поверхность по существу перпендикулярна оси янки-цилиндра.
30. Янки-цилиндр по любому из пп.1-16, отличающийся тем, что указанная оболочки и указанная крышка выполнены из стали.
31. Янки-цилиндр по любому из пп.1-16, отличающийся тем, что конструкция и компоновка указанного внутреннего объема, ограниченного указанной оболочкой и указанными торцевыми крышками, обеспечивает прием текучей среды-теплоносителя, при этом указанная текучая среда отдает тепло через указанную оболочку ленте, направляемой по периметру янки-цилиндра, и указанная текучая среда находится в непосредственном контакте с внутренней поверхностью указанной оболочки.
| ЦИЛИНДР | 1990 |
|
RU2008385C1 |
| Сушильный цилиндр | 1979 |
|
SU861454A1 |
| US 0004955268 A1, 11.09.1990 | |||
| US 0004520578 A1, 04.06.1985 | |||

