Изобретение относится к обработке металлов давлением, в частности к определению технологических параметров процессов (напряжений, деформаций).
Известен способ определения диаграмм истинных напряжений металлических материалов путем механических испытаний на растяжение [1]. При этом получают так называемую машинную диаграмму в координатах усилие-удлинение, на основании которой путем специального графического построения и расчета получают диаграмму истинных напряжений (диаграмму упрочения) в координатах истинное напряжение-деформация.
Определение таких диаграмм встречает большие трудности, связанные с вычислением истинной площади сечения испытуемого образца, соответствующей усилию растяжения в данный момент времени, особенно с момента локализации деформации (образованию шейки).
Наиболее близким к предлагаемому техническому решению является способ определения свойств деформирования, представленный в патенте [2].
В данном способе образец в форме пластины подвергается свободному изгибу на двух опорах цилиндрическим пуансоном и полученная машинная диаграмма сравнивается с аналогичными расчетными диаграммами, полученными путем подбора различных моделей кусочно-линейной аппроксимации диаграмм истинных напряжений.
Недостатком известного способа является то, что он позволяет построить диаграмму истинных напряжений только при сравнительно небольших пластических деформациях.
Заявляемое техническое решение направлено на повышение точности и достоверности испытания, а также на расширение его технологических возможностей.
Это достигается тем, что в способе определения свойств деформирования диаграмму истинных напряжений строят в области как малых, так и больших пластических деформаций, установленных непосредственно по экспериментальным данным.
На чертеже представлена схема проведения испытания: слева от оси симметрии - положение образца перед испытанием, справа - положение образца после испытания.
Способ осуществляют следующим образом. Из листа исследуемого материала вырезают образец 1 в форме диска, на одну из рабочих поверхностей которого наносят делительную сетку. Затем образец размещают на зеркале жесткой круглой матрицы 2. К контейнеру 3, в который помещен эластичный пуансон 4, прикладывают усилие пресса и проводят поэтапную вытяжку образца на заданную глубину. За счет применения в качестве материала пуансона эластичной среды при испытании обеспечивается высокая равномерность распределения давления на рабочей части образца и тем самым в ее пределах реализуется двухосное равномерное растяжение. При этом обеспечивается прижим образца к зеркалу матрицы по всему его контуру, а усилие прижима по ходу деформирования увеличивается.
После каждого этапа испытания образец извлекают из матрицы и измеряют его размеры. В процессе вытяжки эластичным пуансоном в жесткую круглую матрицу плоская заготовка преобразуется в сферический сегмент, для которого главные радиусы кривизны в окружном и меридиональном направлениях равны

где h - высота сферического сегмента;
r - радиус галтели образца (радиус вытяжного ребра матрицы);
с - сумма полухорды сферического сегмента и радиуса галтели.
По величине давления q на образец со стороны эластомера и размерам образца рассчитывают интенсивность напряжений

Здесь t - толщина образца в полюсе сферического сегмента;

где Р - деформирующее усилие;
Dk - диаметр контейнера с эластичной средой.
Деформированное состояние формуемых сферических сегментов устанавливают методом делительных сеток. По начальным и конечным размерам ячеек делительной сетки на каждом этапе вытяжки определяют окружную εt и меридиональную εm деформации, рассчитывают интенсивность деформаций

и строят диаграмму истинных напряжений в координатах интенсивность напряжений σ0 - интенсивность деформаций ε0.
Реализация предлагаемого способа позволит по сравнению с известным техническим решением повысить точность и достоверность определения свойств деформирования и расширить его технологические возможности.
Пример конкретной реализации предлагаемого способа.
Испытания проводили на плоских круглых образцах диаметром 210 мм и толщиной 1,5 мм из алюминиевых сплавов Д16АМ и Д16АТ. Вытяжку проводили на испытательной машине ЦД40 в специальном вытяжном штампе эластичным пуансоном в круглую жесткую матрицу диаметром 70 мм с радиусом вытяжного ребра 10 мм. В качестве эластомера использовали технологическую резину марки 3826 с исходной твердостью 70HSD. Для уменьшения влияния сил трения на результаты испытаний и обеспечения условий однородного двухосного растяжения между образцом и эластомером помещали фторопластовую пленку толщиной 0,4 мм, обладающую хорошими антифрикционными свойствами. С этой же целью между образцом и матрицей размещали полиэтиленовую пленку толщиной 0,1 мм.
Для определения интенсивности деформаций до начала испытания на поверхность образцов фотоконтактным способом наносили делительную сетку из системы пересекающихся окружностей диаметром d0=2,6 мм. Так как напряженно-деформированное состояние сферических сегментов, полученных вытяжкой листовых заготовок эластичной средой в круглую жесткую матрицу, близко к двухосному равномерному растяжению, то при установлении деформированного состояния ограничивались определением деформаций трех ячеек, расположенных вблизи полюса сферы. Для этого после вытяжки с помощью инструментального микроскопа БМИ-1, с точностью 0,005 мм измеряли размеры a, b ячеек деформированной делительной сетки соответственно в окружном и меридиональном направлениях.
Окружную εt и меридиональную εm деформации определяли, используя соотношения 
Затем по формуле (4) рассчитывали интенсивность деформаций ε0.
По величине деформирующего усилия Р для каждого этапа деформирования по формуле (3) определяли давление q со стороны эластичной среды на образец. Определив размеры t, R полученного при вытяжке сферического сегмента, по формуле (2) устанавливали значение интенсивности напряжений сто и строили диаграммы истинных напряжений для испытанных материалов в области как малых, так и больших пластических деформаций. Предельные значения интенсивности деформаций в предлагаемом способе для исследованных материалов (εопр≈0,8) значительно превышает их уровень, достигаемый при испытании в условиях одноосного растяжения (εопр≈0,2). Применение таких диаграмм позволит повысить точность проектирования операций листовой штамповки и прогнозирования технологических отказов деформационного типа.
Предлагаемый способ позволяет повысить точность и достоверность определения свойств деформирования. Использование предлагаемого способа обеспечивает возможность определять диаграммы истинных напряжений в широком диапазоне пластических деформаций и позволяет заменить собой известный способ определения диаграмм истинных напряжений с помощью испытаний на растяжение плоских образцов. Предлагаемый способ не требует применения специального оборудования и в силу простоты его реализации может быть использован в механических лабораториях промышленных предприятий.
Источники информации
1. ГОСТ 1497-84. Металлы. Методы испытаний на растяжение. М., Стандартинформ, 2005.
2. Патент РФ 2020013, кл. В21D 5/00. 30.09.94, БИ №18.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА ДВУХОСНОЕ РАСТЯЖЕНИЕ | 2007 |
|
RU2344407C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА ДВУХОСНОЕ РАСТЯЖЕНИЕ | 2002 |
|
RU2229696C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА РАСТЯЖЕНИЕ | 2002 |
|
RU2226682C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА РАСТЯЖЕНИЕ | 2012 |
|
RU2527671C2 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| СПОСОБ ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2621324C2 |
| СПОСОБ ОЦЕНКИ ПРЕДЕЛЬНОЙ ДЕФОРМАЦИИ ПРИ ЛОКАЛЬНОЙ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2324918C1 |
| СПОСОБ ИСПЫТАНИЯ КОНСТРУКЦИОННОГО МАТЕРИАЛА НА ПЛАСТИЧНОСТЬ | 2013 |
|
RU2555476C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ | 2013 |
|
RU2537105C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
Изобретение относится к обработке металлов давлением, в частности к определению технологических параметров процессов, и может быть использовано при определении механических свойств листовых материалов. Плоский образец круглой формы нагружают эластичным пуансоном в круглой жесткой матрице в несколько этапов, на каждом из которых определяют интенсивность напряжений и интенсивность деформаций и строят диаграмму истинных напряжений. Повышается точность и достоверность испытания путем определения деформаций и напряжений в широком диапазоне пластических деформаций непосредственно по экспериментальным данным. 1 ил.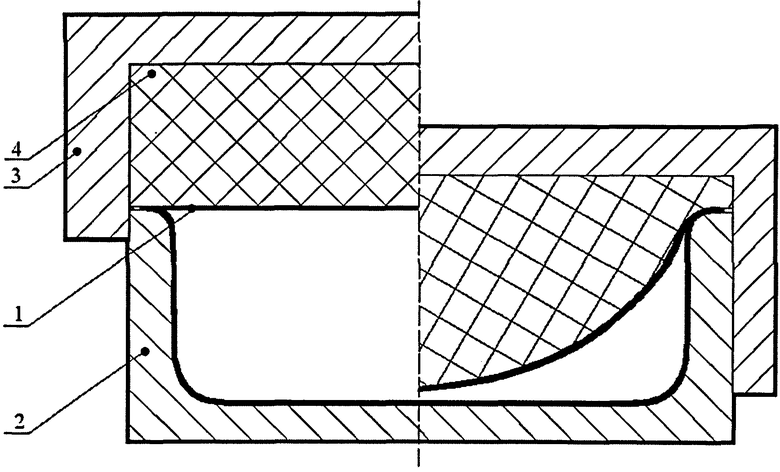
Способ определения напряжений при деформировании деталей из листовых металлических материалов, включающий построение диаграммы истинных напряжений при упруго-пластическом воздействии на плоский образец цилиндрическим пуансоном, отличающийся тем, что на одну из рабочих поверхностей плоского образца в виде диска наносят делительную сетку и осуществляют его вытяжку эластичным пуансоном в круглой жесткой матрице с вытяжным ребром с образованием сферического сегмента в несколько этапов с обеспечением прижима образца к зеркалу матрицы по всему контуру, причем на каждом из этапов по величине деформирующего усилия определяют интенсивность напряжений, а методом делительных сеток - интенсивность деформаций, которые используют для построения диаграммы истинных напряжений.
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ ДЕФОРМИРОВАНИЯ | 1991 |
|
RU2020013C1 |
| Способ определения свойств деформирования | 1991 |
|
SU1827306A1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ДЕФОРМИРОВАНИЯ МАТЕРИАЛА | 2006 |
|
RU2319945C1 |
| EP 0435722 A1, 03.07.1991 | |||

