Изобретение относится к обработке металлов давлением, в частности, к определению технологических параметров процессов (усилий, напряжений, деформаций, перемещений).
Известен способ определения диаграмм истинных напряжений металлических материалов путем механических испытаний на разрыв. При этом получают так называемую машинную диаграмму в координатах усилие - удлинение, на основании которой путем специального графического построения и расчета получают диаграмму истинных напряжений (диаграмму упрочнения) в координатах истинное напряжение-деформация.
Определение таких диаграмм встречает большие трудности, связанные с вычислением истинной площади сечения испытуемого образца, соответствующей усилию растяжения в данный момент времени, особенно с момента локализации деформаций (образование шейки).
Наиболее близким, принятым за прототип способом является способ [1].
Недостатком известного способа является то, что он требует изготовления специальных образцов путем чистовой токарной обработки с высокой точностью и снятием поверхностных слоев испытуемого материала. Это также вносит погрешности в определение диаграммы и последующие расчеты параметров процессов пластической обработки материала.
Техническим результатом изобретения является повышение точности, упрощение процедуры испытаний и уменьшение их стоимости путем разработки нового способа определения свойств деформирования.
В качестве испытуемого образца принимают прямоугольную пластину, подвергаемую свободному симметричному изгибу на двух опорах цилиндрическим пуансоном по всей ширине пластины, в процессе изгиба записывается опытная машинная диаграмма в координатах усилие -прогиб путем решения упруго-пластической контактной задачи свободного изгиба для заданных условий деформирования, исходя из различных моделей кусочно-линейной аппроксимации диаграмм истинных напряжений строится ряд расчетных диаграмм в координатах усилие-прогиб, аналогичных опытной машинной. Расчетная диаграмма, наиболее близко совпадающая с опытной машинной, и соответствующая ей аналитическая модель диаграммы истинных напряжений принимаются за фактическую для данного материала. При этом толщина изгибаемой пластины принимается равной исходной толщине испытуемого материала, а для уменьшения усилий изгиба можно в широких пределах изменять расстояние между опорами и размеры пластины.
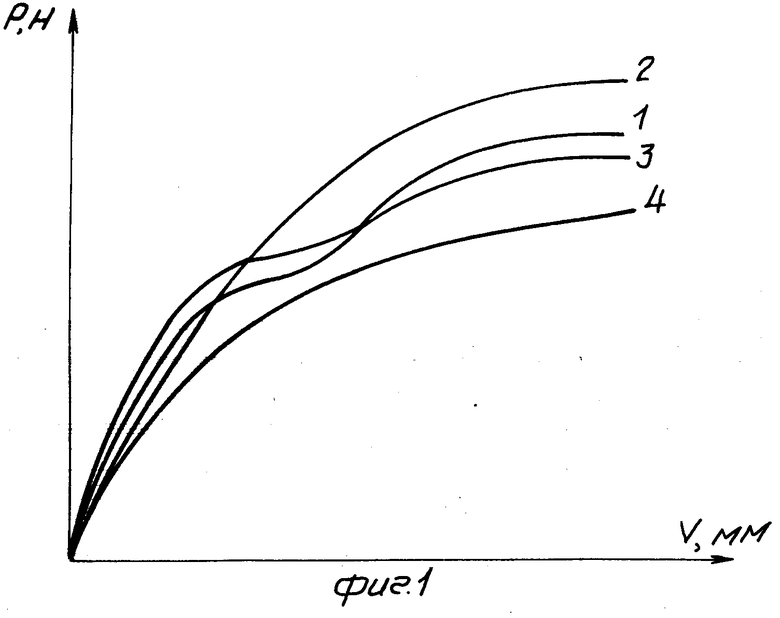
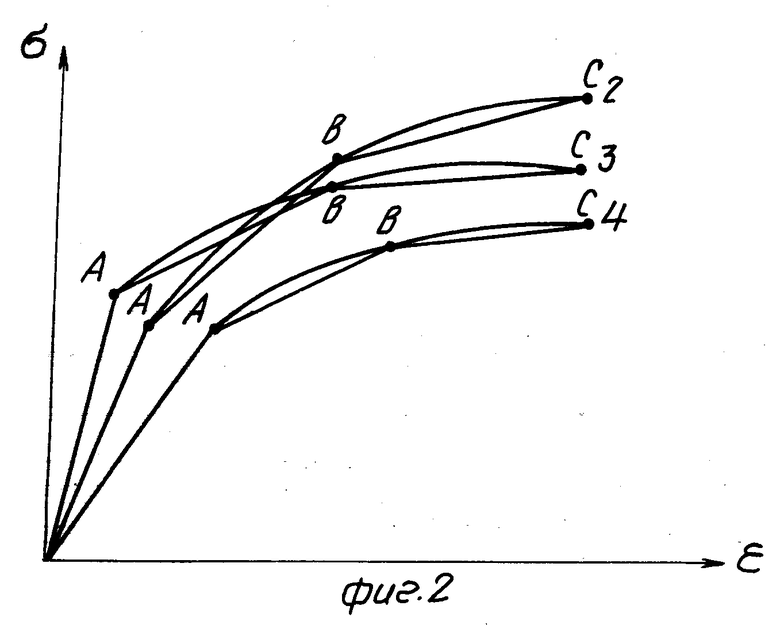
На фиг. 1 показана машинная диаграмма, полученная при свободном изгибе пластины из испытуемого материала; на фиг. 2 - расчетные диаграммы, соответствующие принятым моделям упрочнения.
Наиболее близкой к опытной кривой 1 является кривая 3, поэтому соответствующая ей модель упрочнения 3 (диаграмма упрочнения) и принимается за истинную.
П р и м е р. Пластина из стали марки 10 ХСНД размером 100х400, толщиной 10 мм подвергалась симметричному свободному изгибу на двух опорах, расстояние между которыми составляет 80 мм, пуансоном радиусом 25 мм шириной 150 мм.
Записана машинная диаграмма в координатах усилие (Р)-прогиб (V) (кривая 1). Выполнены расчеты и построены аналогичные диаграммы для следующих моделей упрочнения при кусочно-линейной аппроксимации диаграммы истинных напряжений:
на участке ОА:
σ= 80+200˙ε
на участке АВ:
σ= 96+83˙ε
на участке ВС:
σ= 106+60˙ε
Наиболее близкой к опытной машинной диаграмме оказалась кривая 3, таким образом каждому линейному участку аппроксимации соответствует следующая модель упрочнения:
σ=σТn+Пn˙ε ; где σТn- предел текучести в начале каждого n-участка;
Пn - модуль упрочнения n-го участка, равный тангенсу угла наклона каждого линейного участка.
При использовании изобретения могут быть получены следующие преимущества: простота испытания; высокая точность определения диаграмм истинных напряжений; уменьшение затрат на изготовление образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения свойств деформирования | 1991 |
|
SU1827306A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ ФОРМООБРАЗОВАНИЯ ГНУТЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2200639C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ ДЕФОРМИРОВАНИЯ | 2013 |
|
RU2537341C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНЫХ ИСТИННЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ | 2012 |
|
RU2516592C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛИЧЕСКИХ ОБРАЗЦОВ | 2009 |
|
RU2406993C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНЫХ ИСТИННЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ | 2006 |
|
RU2319944C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИЧЕСКОГО КРИТЕРИЯ ПРОЧНОСТИ МАТЕРИАЛОВ | 2003 |
|
RU2234692C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО ОПРЕДЕЛЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2460057C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ АВИАЦИОННОЙ ПАНЕЛИ | 2003 |
|
RU2243525C1 |
Использование: обработка металлов давлением, в частности определение параметров технологических процессов. Сущность изобретения: образец подвергается свободному изгибу на двух опорах и полученная машинная диаграмма сравнивается с аналогичными расчетными диаграммами, полученными путем подбора различных моделей кусочно-линейной аппроксимации диаграмм истинных напряжений. В качестве испытуемого образца принимают прямоугольную пластину. Способ позволяет заменить определение диаграмм истинных напряжений с помощью испытаний на разрыв цилиндрических образцов. 3 з.п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мошнин Е.Н | |||
| Гибка, обтяжка и правка на прессах | |||
| М.: Машгиз, 1959, с.10-15. | |||
