Изобретение относится к области машиностроения, а именно к производству абразивных инструментов, в частности шлифованных кругов на керамической связке, в том числе тонких, обдирочных, профильных, для глубинного шлифования, работающих с высокими скоростями и нагрузками.
Известен шлифовальный круг, содержащий рабочую и нерабочую части, при этом нерабочая часть выполнена в виде втулки с внутренним диаметром, равным посадочному диаметру круга и наружным диаметром, равным примерно 0,3-0,7 наружного диметра круга, характеристики материалов обеих частей отличались по прочности и абразивной способности, см. патент на полезную модель №41431, МПК B24D 18/00, опубл. 27.10.2004 г.
При термообработке такого инструмента, вследствие отличия характеристик по сечению, из-за образования внутренних напряжений, может быть повышенный брак по трещинам.
Известен шлифовальный круг, состоящий из режущей и не режущей частей, при этом диаметр не режущей части на 2-3 мм меньше диаметра допустимого износа круга, см. свидетельство на полезную модель №37667, МПК B24D 7/10, опубл. 20.12.2003 г. Этот инструмент также характеризуется повышенным браком при производстве.
Известен шлифовальный круг, состоящий из элементов различных характеристик по зернистости и пористости, отдельно закрепляемых на основном корпусе круга, см. патент №2076039, МПК B24D 5/06, опубл. 27.03.1997 г. Конструкция такого круга сложная, не рациональная для серийного производства.
Известен шлифовальный круг, состоящий из слоев различной характеристики за счет пропитки их разными составами, например наружные слои пропитаны бакелитом, а средний - парафином, см. патент №2400348, МПК B24D 5/14, опубл. 27.03.2010 г.
Технология изготовления такого круга достаточно сложная, применимость его довольна узкая.
Известен шлифовальный круг, состоящий из слоев различных характеристик, отличающихся степенью твердости, например наружные слои выполнены большей твердости, но меньшей прочности, а средний - наоборот, меньшей твердости и большей прочности, см. патент на полезную модель №75603, МПК B24D 7/18, опубл. 20.08.2008 г., принят за прототип. Данный шлифовальный круг достаточно технологичен в производстве, однако обеспечивает заданные требования к обработке только в определенном диапазоне твердостей и не отличается высокой прочностью на разрыв, что не позволяет применять его при повышенных скоростях резания.
Сущность предлагаемого изобретения заключается в следующем.
Шлифовальный круг выполнен чередующимися по высоте слоями абразивно-керамической массы и термостойкой армирующей сетки, например базальтовой, при этом слои сетки по внутреннему диаметру должны быть примерно равны диаметру отверстия круга, а по наружному - диаметру нерабочей части круга, количество слоев сетки может быть один или более, слои могут быть расположены под углом от 0 до 90 градусов.
Техническим результатом заявляемого изобретения является повышение прочности на разрыв шлифовальных кругов на керамической связке, что позволяет применять их к работе с повышенными скоростями и нагрузками, снизить или исключить случаи поломки при эксплуатации.
Предложенный шлифовальный круг изготавливается следующим образом. В пресс-форму укладывается первая расчетная часть навески абразивно-керамической массы, затем укладывается слой термостойкой сетки, который по внутреннему диаметру должен быть примерно равен диаметру отверстия круга, а по наружному - диаметру нерабочей части круга, следом укладывается второй слой абразивно-керамической массы, далее - слой сетки, потом - массы и так далее, количество слоев сетки может быть один или более, слои могут быть расположены под углом от 0 до 90 градусов.
Далее известными способами производится прессование, извлекается заготовка из пресс-формы, затем производится сушка при температуре примерно 100°С для удаления влаги и обжиг с максимальной температурой примерно 1100-1280°С, в зависимости от вида керамической связки.
Во время обжига термостойкая армирующая сетка подплавляется, приходя в пластическое состояние, и адгезионно взаимодействует с абразивно-керамической массой основы шлифовального круга.
Таким образом, введение сетки приводит к получению как армирующего, так и адгезионно-упрочняющего эффектов.
Конструкция предлагаемого шлифовального круга поясняется чертежом.
Шлифовальный круг наружного диаметра D содержит абразивно-керамическую массу 1 и слои термостойкой армирующей сетки 2. Слои сетки по внутреннему диаметру примерно равны диаметру отверстия круга d, а по наружному - диаметру нерабочей части круга d1.
На чертеже приведен пример круга, где слои абразивно-керамической массы и сетки расположены параллельно, т.е. под углом 0 градусов, слоев сетки - 2.
Проведены исследования с изготовлением экспериментальных образцов из масс на плавящейся керамической связке с электрокорундом и на спекающейся керамической связке с карбидом кремния, при введении 1-3 слоев армирующей базальтовой сетки. Достигнуто повышение прочности на разрыв полученного армированного материала на 15-40%. Лучшие результаты достигнуты на плавящейся керамической связке с введением 3-х слоев базальтовой сетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2433032C1 |
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354534C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| Композиционный шлифовальный круг для торцевого шлифования | 2024 |
|
RU2840031C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536576C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении шлифовальных кругов на керамической связке, в том числе тонких, обдирочных, профильных, для глубинного шлифования, работающих с высокими скоростями и нагрузками. Шлифовальный круг выполнен с чередующимися по высоте и расположенными под углом от 0 до 90° слоями абразивно-керамической массы и термостойкой армирующей сетки, например базальтовой. Количество слоев сетки составляет один или более. Слои сетки по внутреннему диаметру равны примерно диаметру отверстия круга, а по наружному - диаметру его нерабочей части. В результате повышается прочность на разрыв шлифовального круга и обеспечивается возможность его работы с повышенными скоростями и нагрузками. 1 ил.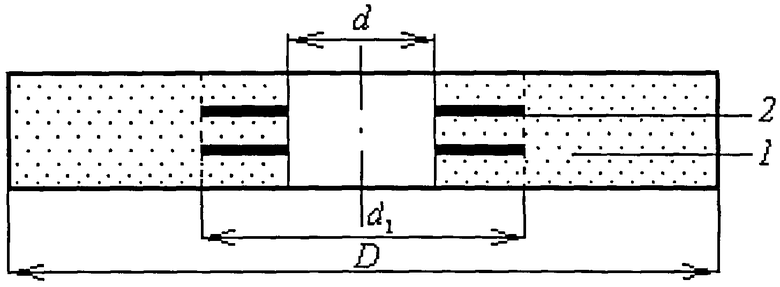
Шлифовальный круг на керамической связке, состоящий из слоев с различными характеристиками, отличающийся тем, что он выполнен из чередующихся по высоте и расположенных под углом от 0 до 90° слоев из абразивно-керамической массы и термостойкой армирующей сетки, например базальтовой, при этом слои упомянутой сетки по внутреннему диаметру равны примерно диаметру отверстия шлифовального круга, а по наружному - диаметру его нерабочей части, причем шлифовальный круг содержит один или более слоев упомянутой сетки.
| Способ фрезерования резьбы на токарном станке при помощи винтовых фрез | 1943 |
|
SU75603A1 |
| Шлифовальный круг | 1985 |
|
SU1283072A1 |
| СПОСОБ УПРОЧНЕНИЯ АБРАЗИВНЫХ КРУГОВ | 1995 |
|
RU2113341C1 |
| CH 202726754 U, 13.02.2013 | |||
| CH 202162711 U, 14.03.2012. | |||

