Изобретение относится к производству абразивных инструментов и может быть использовано в машиностроении и металлургии.
Целью изобретения является повыше ние механической прочности круга путем улучшения условий микрорезания.
Шлифовальный круг состоит из чередующихся в радиальном и окружном направлениях абразивосодержащих и безабразивных графитосодержащих участков, причем последние дополнительно содержат окалину в количестве 35- 60 мае.. %.
Размещением абразивосодержащих и графитосодержащих участков чередующимися в радиальном и окружном направлениях достигается повышение механической прочности круга благодаря равномерному распределению в его рабочей части упрочненных элементов.
Вводом в массу графитосодержащих участков, характеризующихся пониженной по сравнению с абразивными участками механической прочностью окалины обеспечивается армирование графитосодержащих участков, повьппающее механическую прочность круга.
Выполнение рабочей части круга в
виде чередующихся абразивосоде жащих и графитосодержащих участков по окружности инструмента и в радиальном направлении может быть осуществлен с использованием армирующих стеклосеток.
Выбор оптимального количества вводимой в масеу графитосодержащих участков окалины обусловлен следующим. Увеличение количества окалины в массе свьше 60 мас.% приводит к повышению коэффициента трения из-за металлизации графитосодержащих участков и ухудшенияопроцесса обновления этих участков. Ввод в графитосодер- жащие участки окалины в количестве менее 35 мас.% не обеспечивает необходимой механической прочности круга.
Ввод в состав массы шлифовального круга окалины в качестве армирующего компонента обусловлен следующим Окалина практически не изменяет химических и физических свойств под действием возникающих в зоне обработки высоких температур и не вступает, таким образом, во взаимодействие с обрабатываемым металлом (адгезионное, диффузионное и др,), снижа
5
0
5
ющее качество металла и затрудняющее резание. Хрупкость окалины способствует ее беспрепятственному измельчению в зоне резания и удалению со стружкой, облегчает условия измельчения и засыпки в пресс-форму. Окалина как сырье доступна, является отходом производства.
Размер частиц окалины, вводимой в безабразивные участки, принимается, по существу, равным размерам зерен абразивосодержащих участков круга,
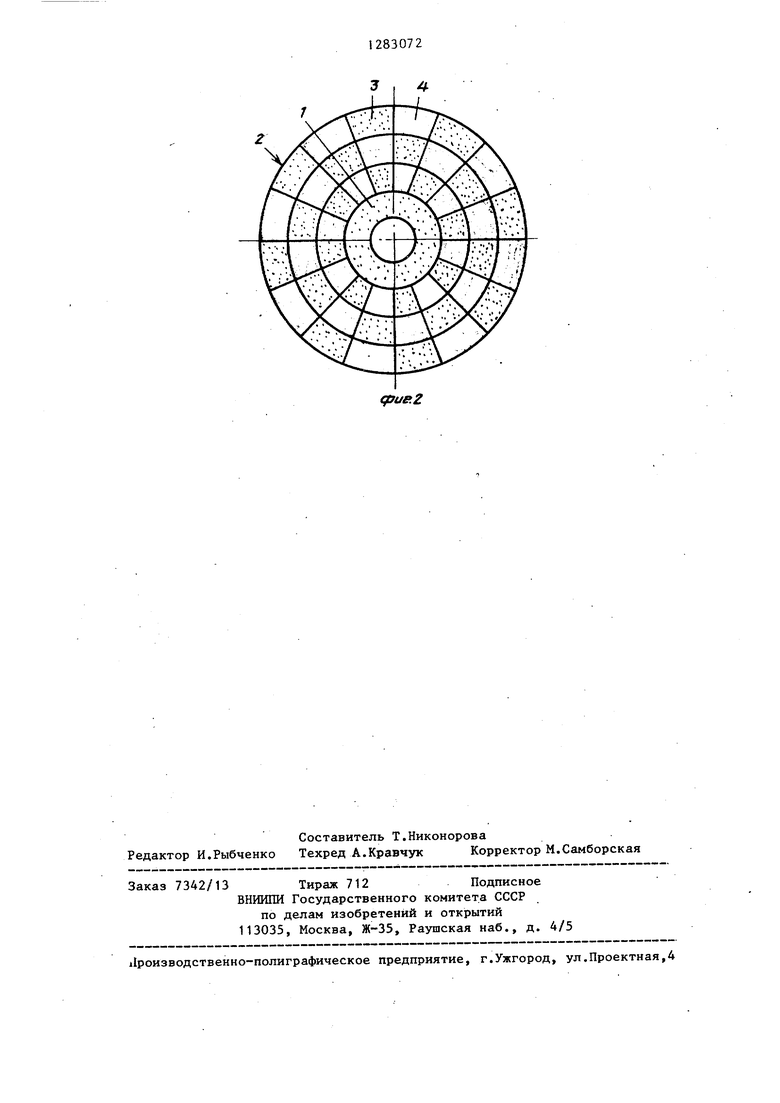
На фиг. 1 - шлифовальный круг, общий чередующимися абразиво- содержащими и графитосодержащими участками в окружном направлении; на фиг. 2 - то же, в радиальном направлении.
Шлифовальный круг состоит из центральной подфланцевой упрочненной мелкозернистой части 1 из неабразивных материалов и рабочей части 2. Рабочая часть 2 круга выполнена в виде чередующихся абразивосодержащих 3 и графитосодержащих 4 участков.
Для упрочнения рабочей части 2 кругов, предназначенных для шлифования труднообрабатываемых сталей и сплавов, абразивосодержащие 3 и гра- фитосодержащие 4 участки выполнены чередующимися в радиальном направлении,
Графитосодержащие участки содер- жат, мас,%:
Криолит7-10
Жидкий бакелит 1-2
Порошкообразный
графит10-25
Окалина 30-60
Пульвербакелит Остальное
Предлагаемый шлифовальный круг может быть изготовлен следующим образом.
Приготавливают массу для абразивосодержащих участков., содержащую следующие компоненты, мас.%:
Абразив (38А) 50-80
Жидкий бакелит
(БЖ-3)1-2
Пульвербакелит
(СФП-0119А) 7-10
Криолит (КО
или К1)10-12
Составляющие вводят в массу в следующей последовательности: абразив, жидкий бакелит, Пульвербакелит, криолит, при постоянном перемешивании
0
0
5
0
5
в смесителе лопастного типа в течение 10-12 мин.
Приготавливают массу для графито- содержащих участков, содержащую следующие компоненты, мас.%: Криолит (КО или К) , 7-10 . Жидкий бакелит (БЖ-3) 1-2
Порошкообразный
графит10-25
Окалина35-60
Пульвербакелит
(СФП-0119А) Остальное
Составляющие вводят в массу в следующей последовательности: окалина, жидкий бакелит, пульвербакелит, по- рошкообразный графит, криолит, при пстоянном перемещивании в смесителе лопастного типа в течение 12-15 мин.
Приготавливают массу для подфлан- цевой упрочненной мелкозернистой час ти круга, состоящую пз следукидих компонентов, мас.%: - Измельченные отходы
ферроматериалов- 35-40
Связующее (СФП-0119А) 60-65
Перемешивание производят в смесителях лопастного типа в течение 10 мин
В пресс-форму укладывают армирующую стеклосетку, обеспечивающую необходимое распределение абразивосоде жащих и графитосодержащих участков и подфланцевой упрочненной мелкозернистой части круга, после чего участки круга заполняют соответствующими составами абразивной и безабразивной масс.
Массу инструмента разравнивают с помощью специальных лопаток и формую Сформованную массу нагревают до 100 в течение 30 мин. Затем пресс-форму с заготовкой круга подают под пресс для окончательного Прессования (усилие прессования 1-5 МН в зависимости .от типоразмера круга) . Массу в пресс-форме разогревают до и выдерживают с поддержанием температуры в течение 1,5-2,0 ч. .Заготовку охлаждают и выпрессовы- вают.
Для определения влияния конструк- ции инструмента и состава массы на механическую прочность круга, а также на его режущую способность были
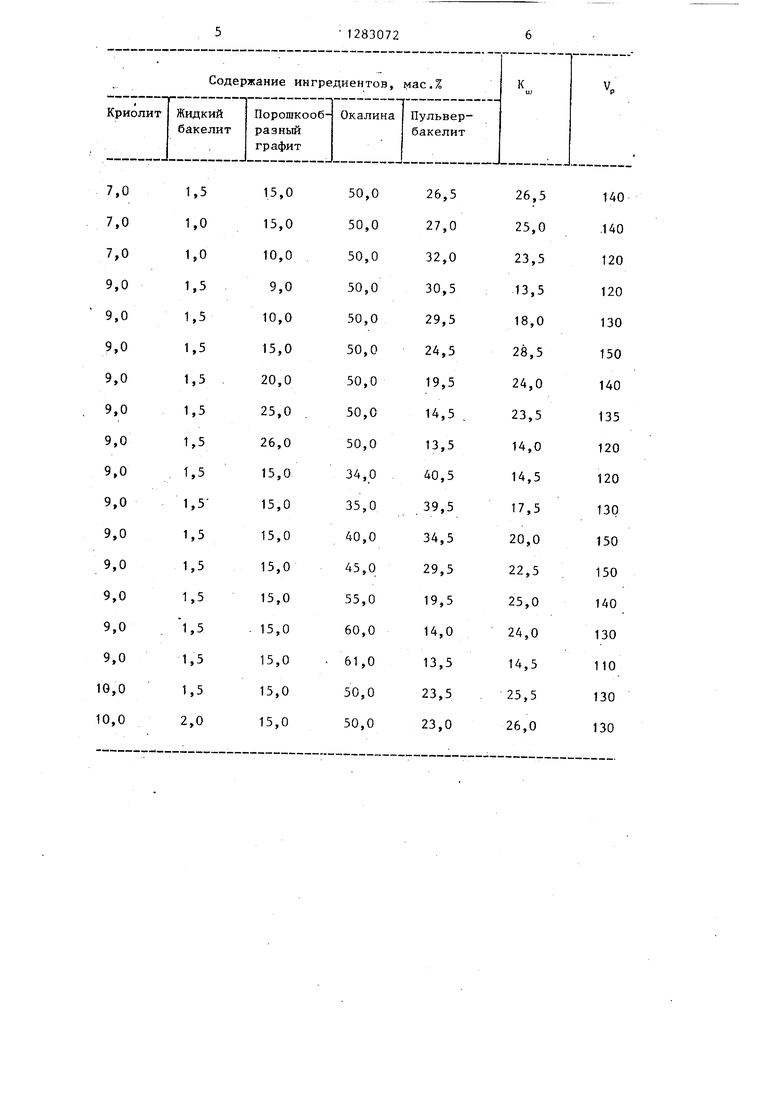
изготовлены круги с граничными и оптимальными соотношениями всех ии градиентов массы, а также с выходящим за граничные соотношения содержанием порошкообразного графита и окалины при фиксированных значениях остальных ингредиентов.
Результаты опытов по сопоставлению работоспособности, механической прочности предлагаемого круга и круга с известным составом абразивной массы приведены в таблице. В качестве критериев оценки выбраны следующие параметры: К, - коэффициент шлифования, где лм„ скорость съема металла, кг/ч; - скорость износа круга, кг/ч; VP - максимальная скорость разрыва круга, м/с.
Шлифовальный круг -работает следующим образом.
При вращении круга абразивосодер- жащие участки 3 и графитосодержащие участки 4 попеременно контактируют с обрабатываемой поверхностью металла. В момент контакта металла с аб- разивосодержащими участками 3 осуществляется съем металла, в момент контакта с графитосодержащими участками 4 на поверхности инструмента под действием высокой температуры происходит деструкция бакелитового связующего, ослабление межмолекулярных связей, высвобождение зерен графита и нанесение графита на поверх- {ость обрабатываемого металла.
Формула изобретения
1.Шлифовальный круг, содержащий чередующиеся,абразивосодержащие и безабразивные графитосодержащие участки, отличающийся тем, что, с целью повышения механической прочности круга, безабразивны участки дополнительно содержат окалину в количестве 35-60 мас.%.
2.Шлифовальный круг по п. 1, отличающийся тем, что абразивосодержащие и беэабразивные графитосодержащие участки чередуются
в радиальном и окружном направлениях рие.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная масса | 1983 |
|
SU1134356A1 |
| Масса для изготовления абразивного инструмента | 1986 |
|
SU1380924A1 |
| Абразивная масса | 1984 |
|
SU1248780A1 |
| АБРАЗИВНАЯ МАССА | 2008 |
|
RU2371303C1 |
| Абразивный инструмент | 2023 |
|
RU2824642C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ | 2005 |
|
RU2299118C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2009 |
|
RU2419534C1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1166980A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ФЕНОЛЬНОМ СВЯЗУЮЩЕМ | 1992 |
|
RU2117568C1 |
Изобретение относится к области производства абразивных инструментов и позволяет повысить механическую прочность круга за счет упрочнения графитосодержащих безабразивных участков, которые дополнительно содержат окалину в количестве 35- 60 мае.ч. и чередуются с абразивосо- держащими участками в радиальном и окружном направлениях. Шлифовальный круг сбстоит из центральной подфлан- цевой упрочненной мелкозернистой части 1 из неабразивных материалов и рабочей части 2, которая, в свою очередь, выполнена в виде чередующихся абразивосодержащих 3 и графитосодержащих 4 участков. 1 з.п. ф-лы, 2 ил., 1 табл. с Ев (Л с ю 00 00 о IND effUS.1
| Шлифовальный круг | 1973 |
|
SU536954A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
