Область техники, к которой относится изобретение
Настоящее изобретение относится к способу подачи смазочного масла в процессе холодной прокатки, а более конкретно к способу подачи смазки в виде масляной эмульсии.
Уровень техники
В холодной прокатке стального листа с точки зрения стабилизации операций прокатки, формы и качества поверхности продукта, предупреждения заедания, увеличения срока службы валков и т.д. необходимо поддерживать коэффициент трения между прокатываемым материалом (стальным листом) и рабочими валками на соответствующем уровне. Для получения соответствующего коэффициента выбирают смазочное масло в зависимости от сорта, размеров и режима прокатки листа, и подачу смазки осуществляют с входной стороны клети прокатного стана на прокатываемый материал и рабочие валки.
При холодной прокатке стального листа обычно используют эмульсионную смазку. Для получения соответствующего коэффициента трения, как правило, регулируют скорость подачи эмульсии и концентрацию эмульсии.
Существуют следующие способы регулирования подачи смазки согласно модели:
(1) Способ оценки и регулирования подачи смазки с ограничением по заеданию исходя из некой константы, существующей для каждого режима прокатки, концентрации, скорости прокатки и т.д. (например, см. японскую патентную публикацию (Кокай) №2002-224731),
(2) Способ определения мест расположения форсунок для подачи смазочного масла с учетом времени, необходимого для отделения масла от воды в тот момент, когда смазочное масло растекается по стальному листу и т.д. (время переходной фазы) (например, смотри японскую патентную публикацию (Кокай) № 2000-094013), и т.д.
В прошлом невозможно было оценить или измерить толщину масляной пленки, образующейся в процессе эмульсионной смазки. Для замера толщины масляной пленки можно установить измеритель толщины масляной пленки на выходной стороне прокатной клети прокатного стана, но нельзя узнать, какова толщина масляной пленки непосредственно в данный момент в зеве прокатных валков. В результате при применении вышеуказанного традиционного способа смазки невозможно было добиться необходимой толщины пленки масла в зеве валков и нельзя было с высокой точностью регулировать подачу смазки.
Поэтому вышеуказанный способ (1), поскольку он предназначен для прогнозирования ограничения по заеданию, не может применяться при низкой скорости. Таким образом, существует возможность сокращения удельного расхода масла в области низких скоростей. Далее рассмотрим вышеуказанный способ (2), в котором требуется время на осуществление переходной фазы, связанной с растеканием эмульсии смазочного масла. Установка положений, в которых прекращается подача смазочного масла, с учетом времени переходной фазы действительно эффективна, но способ определения времени переходной фазы не установлен, поэтому проблема состоит в том, что эти положения нельзя точно определить.
Раскрытие изобретения
Целью настоящего изобретения является решение вышеуказанной проблемы и создание способа подачи смазочного масла в процессе холодной прокатки, который позволяет с высокой точностью регулировать подачу смазки.
(1) Способ подачи смазочного масла в процессе прокатки согласно настоящему изобретению представляет собой способ подачи смазочного масла в процессе холодной прокатки с обеспечением эмульсионной смазки, отличающийся тем, что используется "константа" (эффективность подачи), получаемая при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины материала или длины бочки валков, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла и "толщины масляной пленки" в процессе чистой смазки, осуществляемой при конкретных условиях смазки во время прокатывания, чтобы предел "толщины смазочной пленки", получаемой при эмульсионной смазке в конкретных условиях осуществления смазки во время прокатывания, и регулировка, по меньшей мере, одного из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания, с тем чтобы полученная расчетная толщина масляной пленки соответствовала заданной толщине масляной пленки.
(2) Другой способ подачи смазочного масла согласно настоящему изобретению представляет собой способ подачи смазочного масла в процессе холодной прокатки с обеспечением эмульсионной смазки, отличающийся тем, что включает в себя определение нагрузки в процессе прокатки, скорости листа на выходной стороне и скорости валка; обратный расчет коэффициента трения по толщине листа на входной, стороне толщине листа на выходной стороне, нагрузки, скорости листа на выходной стороне и скорости валка исходя из схемы обжатий: предварительное сохранение зависимости между константой (эффективностью подачи), полученной при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла и коэффициента трения для каждого сорта прокатываемого материала в табличной форме, определение коэффициента трения при конкретных условиях смазки во время прокатывания исходя из подачи; и регулирование, по меньшей мере, одного из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания, с тем чтобы коэффициент трения соответствовал заданной величине.
(3) Другой способ подачи смазочного масла согласно настоящему изобретению представляет собой способ подачи смазочного масла в процессе холодной прокатки с обеспечением эмульсионной смазки, отличающейся тем, что включает в себя: определение скорости листа на выходной стороне и скорости валка с целью расчета опережения, предварительное сохранение зависимости между константой (эффективностью подачи), полученной при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла и коэффициента трения для каждого сорта прокатываемого материала в табличной форме, определение опережения при конкретных условиях смазки во время прокатывания исходя из эффективности подачи; и регулирование, по меньшей мере, одного из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания, с тем чтобы опережение соответствовало заданной величине.
(4) Способ подачи смазочного масла по п.(1), дополнительно включающий в себя: установку измерителя толщины масляной пленки на выходной стороне клети прокатного стана, определение разности между результатом замера, произведенного с помощью измерителя толщины масляной пленки, и результатом замера толщины масляной пленки, периодическую корректировку эффективности подачи смазки в зависимости от этих условий смазки во время прокатывания; и, вместе с тем, определение толщины масляной пленки при осуществлении эмульсионной смазки.
(5) Способ подачи смазочного масла по любому из п.п.(1) - (4), дополнительно включающий в себя: определение эффективности подачи, полученной при конкретных условиях смазки во время прокатывания в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла.
(6) Способ подачи смазочного масла по любому из п.п.(1) - (5), дополнительно включающий в себя определение эффективности подачи по формуле:
α=hemu/hneat,
где α - эффективность подачи (в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла);
hemu - толщина масляной пленки при осуществлении эмульсионной смазки, обеспечиваемой в конкретных условиях смазки во время прокатывания;
hneat - толщина масляной пленки при чистой смазке, осуществляемой в конкретных условиях смазки во время прокатывания.
Способ подачи смазочного масла согласно настоящему изобретению предусматривает использование эффективности подачи, определенной при конкретных условиях смазки во время прокатывания, и толщины масляной пленки в процессе чистой смазки для определения толщины масляной пленки при осуществлении эмульсионной смазки, и регулирования скорости подачи эмульсии и т.д. исходя из полученного при этом значения толщины масляной пленки.
Эффективность подачи является функцией скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла, чтоб позволяет регулировать смазку с высокой точностью.
При высокой точности регулирования смазки толщина соответствующей масляной пленки, образующейся непосредственно в зеве прокатных валков, не будет ни велика ни мала и коэффициент трения между прокатываемым материалом и рабочими валками будет сохранять значение, соответствующее условиям прокатки. В результате можно предотвратить проскальзывание между прокатываемым материалом и рабочими валками и заедание прокатываемого материала, а также стабилизировать процесс прокатки. Следовательно, возможно уменьшение финансовых затрат на прокатку и повышение качества продукции.
Краткое описание чертежей
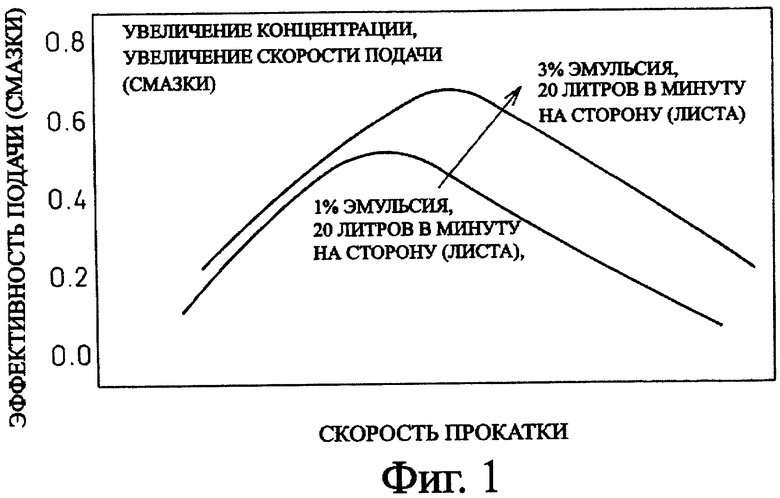
Фиг.1 представляет собой примерную зависимость между скоростью прокатки и эффективностью смазки с учетом таких параметров, как подача эмульсии и концентрация эмульсии.
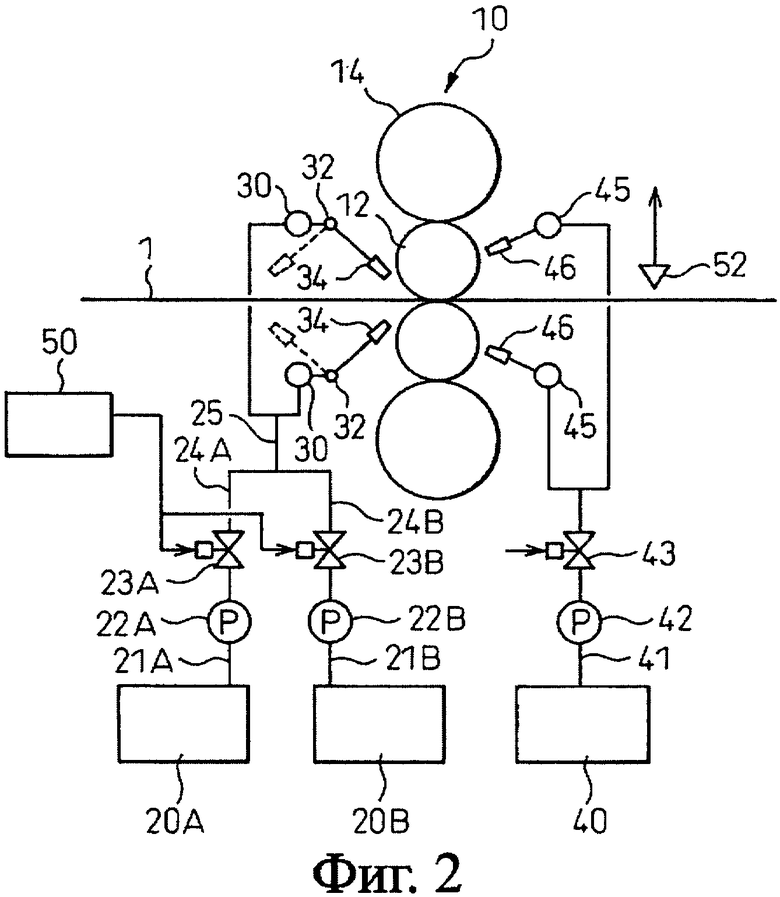
Фиг.2 является схемой примерного прокатного агрегата, осуществляющего способ подачи смазочного масла согласно настоящему изобретению.
Осуществление изобретения
В настоящем изобретении эффективность подачи, обеспечиваемой в условиях конкретной скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла, и значение толщины масляной пленки в процессе осуществления чистой смазки в конкретных условиях смазки во время прокатывания используются для определения толщины масляной пленки, получаемой при осуществлении эмульсионной смазки в конкретных условиях прокатки.
Далее, по меньшей мере, один из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания регулируется с тем, чтобы расчетная толщина масляной пленки соответствовала заданной толщине масляной пленки.
Здесь понятие "конкретные" означает - определяемые для каждого из различных условий смазки во время прокатывания. Под термином "длина растекания" подразумевается расстояние от места подачи эмульсии до входа в зев валков, обеспечивающее достаточное время для того, чтобы смазочное масло, подаваемое в виде эмульсии на поверхность движущегося стального листа, отделилось от воды и растеклось по поверхности стального листа.
Далее, можно установить длину растекания с учетом случая подачи смазочного масла непосредственно на валки. Эффективность подачи может быть определена в функции от скорости прокатки, подачи эмульсии, и т.д. по модели. Эффективность подачи может быть определена, например, следующим образом.
Толщина масляной пленки, получаемой в случае чистой смазки при определенных условиях прокатывания, обозначается как "hneat", тогда как толщина масляной пленки, получаемой в случае эмульсионной смазки (любой концентрации) при тех же самых условиях прокатки, обозначается как "hemu". При тех же самых условиях смазки во время прокатывания толщина пленки масла в процессе чистой смазки имеет максимальное значение и поэтому при эмульсионной смазке толщина масляной пленки становится меньше, чем при чистой смазке. Таким образом, эффективность подачи α определяется как hemu/hneat.
Здесь "hemu" может быть получено путем измерения толщины масляной пленки в процессе прокатки. A "hnead" может быть измерено предварительно при проведении фактических экспериментов с применением чистой смазки или определено расчетным путем по теории смазки и т.д.
При применении чистой смазки вместе с увеличением скорости прокатки количество вводимого масла возрастает вследствие подклинивания масла, и происходит снижение коэффициента трения. В противоположность этому при эмульсионной смазке в области низких скоростей прокатки количество вводимого масла увеличивается благодаря подклиниванию смазочного масла, но когда скорость прокатки превышает определенное значение, смазка становится недостаточной, уменьшается толщина масляной пленки и увеличивается коэффициент трения.
При расчете эффективности подачи для каждой скорости прокатки в соответствии с определением получим результат, показанный на фиг.1. Изобретатели обнаружили, что эта кривая изменяется в зависимости от скорости подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла, но если все эти условия смазки при прокатывании остаются теми же самыми, то тогда эта кривая сохраняется все время такой же.
Поэтому, создав предварительно соответствующую модель эффективности подачи для целого ряда режимов работы, можно определять толщину масляной пленки непосредственно в зеве валков в процессе эмульсионной смазки исходя из эффективности подачи и толщины пленки масла при осуществлении чистой смазки.
Следовательно, при регулировании концентрации эмульсии или подачи эмульсии таким образом, чтобы расчетная толщина пленки масла соответствовала заданному значению, возникает возможность подавать смазочное масло без избытка или недостатка в соответствии с существующими условиями смазки при прокатывании.
Далее изобретатели обнаружили, что имеется возможность определять эффективность подачи исходя из скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла. Уравнение для расчета эффективности подачи может быть составлено с четом значений, полученных в ходе экспериментов с получением соответствующей функции.
Изобретатели установили, что эффективность подачи может быть выражена, по меньшей мере, в виде экспоненциальной функции для каждой из следующих областей: области низких скоростей и области высоких скоростей. Может быть использована любая другая функция, разумеется, при соответствующем ее уточнении.
Однако область низких скоростей и область высоких скоростей определяются с использованием максимального значения эффективности подачи в качестве граничной величины. Известно, что α может быть определена по уравнению модели, благодаря чему эта функция (htmu=α×hneat) может использоваться для определения толщины масляной пленки, образующейся в процессе эмульсионной смазки исходя из толщины масляной пленки, образующейся в процессе чистой смазки (фактически замеряемой или определяемой с использованием значений, полученных на основании теории текучей среды применительно к смазке) при тех же самых условиях, что и условия подачи смазочного масла в процессе эмульсионной смазки (подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания).
Следовательно, имеется возможность постоянно определять эффективность подачи в интерактивном режиме, определять толщину масляной пленки в конкретных условиях осуществления эмульсионной смазки и, таким образом, обеспечивать регулирование процесса смазки.
Простейшим параметром, используемым в качестве контрольного фактора, является скорость подачи эмульсии. Несколько баков для смазки могут быть использованы для изменения концентрации эмульсии. Аналогично для изменения длины растекания можно измерять направление форсунок.
Фиг.2 является схемой примерного прокатного агрегата, осуществляющего способ подачи смазочного масла согласно настоящему изобретению. Прокатный агент, например, включают в себя пять клетей. На фиг.2 показана только одна из них - клеть 10 прокатного стана. Клеть 10 прокатного стана представляет собой четырехвалковую клеть прокатного стана с рабочими валками 12 и опорными валками 14.
Прокатный агрегат снабжен эмульсионными баками 20А и 20В для хранения эмульсии и баком 40 для охлаждающей воды. Хранящаяся эмульсия приготовляется заранее по ее типу и концентрации в соответствии с конкретными условиями осуществления смазки во время прокатывания, тогда как тип и/или концентрация смазочного масла в баках различны.
Эмульсионные трубы 21А и 21В, присоединенные к эмульсионным бакам 20А и 20В, имеют эмульсионные насосы 22А и 22В и соединенные с ними клапаны 23А и 23В, регулирующие скорости подачи эмульсии. Кроме того, эмульсионные трубы 21А и 21В соединены также с главной трубой 25.
На входной стороне клети 10 прокатного стана расположен эмульсионный коллектор 30. Эмульсионный коллектор 30 снабжен множеством эмульсионных форсунок 34 с поворотными соединениями 32, форсунки расположены по направлению ширины листа.
Каждая эмульсионная форсунка может поворачиваться на поворотном соединении 32 вокруг оси вращения, направленной горизонтально по ширине листа. Эмульсионные форсунки 34 могут вращаться, изменяя направление струи эмульсии, как это показано пунктирными линиями, благодаря чему регулируется длина растекания.
Труба 41 для охлаждающей воды, тянущаяся из бака 40 для охлаждающей воды, имеет насос 42 для перекачивания охлаждающей воды и соединенный с ним клапан 43, регулирующий скорость подачи охлаждающей воды. С другой стороны на выходной стороне клети 10 прокатного стана расположен коллектор 45 охлаждающей воды. Коллектор 45 охлаждающей воды соединен с трубой 41 для охлаждающей воды и имеет множество охлаждающих форсунок 46, установленных по направлению ширины листа.
Прокатный агрегат снабжен устройством 50 для регулирования смазки, представляющим собой компьютер. Устройство 50 для регулирования смазки хранит в себе уравнения модели условий осуществления смазки во время прокатывания и эффективности подачи смазки α, а также другие данные. Устройство 50 для регулирования смазки проводит расчет эффективности подачи смазки α по уравнениям модели, основываясь на данных условиях осуществления смазки во время прокатывания.
Прокатный агрегат, как показано ранее, выполнен таким образом, что если выбрана, например, эмульсия ЕА, исходя из условий проката и эффективности подачи α, то включают эмульсионный насос 22А и направляют эмульсию ЕА из эмульсионного бака 20А через эмульсионную трубу 21А в главную трубу 25. Для регулирования скорости подачи с помощью клапана 23А регулирования скорости подачи эмульсии может быть использован рабочий сигнал, получаемый от устройства 50 для регулирования смазки.
В этот момент эмульсионный насос 22В выключается и клапан 23 В регулирования скорости подачи закрывается. Эмульсия ЕА поступает через главную трубу 25, эмульсионный коллектор 30 и поворотные соединения 32 в эмульсионные форсунки 34, которые подают ее на стальной лист 1 с входной стороны клети прокатного стана. Рабочие валки 12 дополнительно охлаждаются посредством подачи охлаждающей воды из форсунок 46 для охлаждающей воды.
Условия осуществления смазки во время прокатывания изменяются в каждый текущий момент, так если, например, произведен расчет новой эффективности подачи α, то возможно при сохранении прочих условий постоянными, изменить только лишь длину растекания с целью соответствующего изменения толщины масляной пленки. Изменяемый параметр не ограничивается только длиной растекания, т.к. таким параметром может являться также и скорость подачи эмульсии или температура эмульсии. Кроме того, возможно также изменение сразу нескольких разных параметров.
Помимо этого, если условия осуществления смазки во время прокатывания изменяются и устанавливают новое значение эффективности подачи α, то в этом случае эмульсионный насос 22А выключают, а клапан 23А, регулирующий скорость подачи эмульсии, закрывают. Затем приводят в действие эмульсионный насос 21В, а для регулирования скорости подачи эмульсии используют клапан 23В, регулирующий скорость подачи эмульсии ЕВ.
Эмульсию подают, пока происходит переключение с эмульсии ЕА на эмульсию ЕВ, после чего происходит изменение подачи эмульсии. Заметим, что в этом случае смазочные масла могут быть одного и того же или различных типов, а скорость подачи эмульсии может оставаться неизменной. Кроме того, также возможно изменение длины растекания.
Если периодически корректируется эффективность подачи (функция обучения), то на выходной стороне клети прокатного стана устанавливают измеритель 52 толщины масляной пленки. Замеряемое значение толщины масляной пленки направляется измерителем в устройство 50 регулирования смазки, где учитывается разность между замеряемым значением и расчетным значением толщины масляной пленки. Затем, основываясь на найденной разности, периодически корректируют эффективность подачи в условиях осуществления смазки во время прокатывания, определяя при этом толщину масляной пленки при эмульсионной смазке.
Благодаря этому возможно дальнейшее повышение точности регулирования смазки. Периодичность корректировки может быть изменена в соответствии с условиями осуществления смазки во время прокатывания.
Эффективность подачи α является параметром, показывающим состояние процесса смазки, так как она непосредственно связана с коэффициентом трения или опережением. Коэффициент трения и опережение зависят от того, сколько смазочного масла вводится в зев валков. На скорость введения смазки влияют показатели ее подачи, т.е. концентрация эмульсии, скорость подачи, длина растекания и т.д., благодаря чему существует глубокая взаимосвязь между этим параметром и эффективностью подачи α.
Возможны предварительные исследования коэффициента трения или опережения и эффективности подачи и расчеты эффективности подачи исходя из условий подачи смазочного масла, проводимые с целью определения коэффициента трения или опережения. Если расчетные значения коэффициента трения или же опережение не соответствуют заданным значениям, то можно соответственно изменить скорость подачи, длину растекания или другие параметры с тем, чтобы добиться получения заданных показателей при осуществлении смазки.
Поэтому при использовании настоящего изобретения можно определить нагрузку в процессе прокатки, скорость листа с выходной стороны и скорость вращения валка, осуществлять обратный расчет коэффициента трения в зависимости от толщины листа на входной стороне и толщины листа на выходной стороне, полученной в соответствии со схемой обжатий с учетом вышеуказанных параметров, сохранять зависимости между коэффициентом трения и эффективностью подачи для каждого из сортов прокатываемого материала в виде предварительно составленной таблицы, найти коэффициент трения для конкретных условий прокатки на основании эффективности подачи и соответственно отрегулировать, по меньшей мере, один из следующих параметров: подачу эмульсии, концентрацию эмульсии, температуру эмульсии и длину растекания с тем, чтобы привести коэффициент трения в соответствие с заданным его значением.
Кроме того, можно также определить скорость листа на выходной стороне и скорость прокатки с целью расчета опережения, сохранить зависимость между опережением и эффективностью подачи для каждого из сортов прокатываемого материала в виде предварительно составленной таблицы, найти опережение для конкретных условий прокатки на основании эффективности подачи и соответственно отрегулировать, по меньшей мере, один из следующих параметров: подачу эмульсии, концентрацию эмульсии, температуру эмульсии и длину растекания с тем, чтобы привести опережение в соответствие с заданным его значением.
Однако известно, что даже при тех же самых условиях подачи смазочного масла коэффициент трения или опережение изменяются в соответствии с износом валков, сортом прокатываемого материала и т.д. Корректировка на износ валка должна производиться в зависимости от количества прокатанных тонн продукции после очередной замены валков. Сорта прокатываемого материала подразделяются, например, по сопротивлению деформации на имеющие этот показатель менее 350 МПа, от 350 до 600 МПа, от 600 до 800 МПа, от 800 до 1200 МПа и свыше 1200 МПа. При этом не существует какой-либо проблемы с запоминанием зависимости между коэффициентом трения или опережением и эффективностью подачи для каждого из сортов материала в виде соответствующих таблиц.
Настоящее изобретение не ограничивается приведенными выше конкретными примерами его осуществления. Например, прокатываемыми материалами, помимо стали, могут быть также титан, алюминий, магний, медь или другие металлы и сплавы этих металлов.
Могут быть также применены три или более эмульсионных бака. Кроме того, возможно также использование одного бака для хранения смазочного масла с обеспечением смешивания смазочного масла, подаваемого из этого бака, с нагретой водой посередине трубы с целью приготовления эмульсии.
В этом случае также возможно изменение соотношения между смазочным маслом и нагретой водой при их смешивании в соответствии с условиями осуществления смазки во время прокатывания и регулирование концентрации эмульсии и/или изменение скорости подачи эмульсии.
Примеры
Для прокатки рулонов была использована одна четырехвалковая клеть экспериментального прокатного стана. В качестве базового смазочного масла в этих экспериментах использовали пальмовое масло (концентрация эмульсии 2%, длина растекания 0,3 м, скорость подачи 1 литр/мин на сторону, ширина листа 50 мм), а расчет эффективности подачи был проведен заранее на основании результатов предварительных испытаний. Прокатку проводили с увеличением скорости до постоянного ее значения 1500 м/мин в течение 10 минут, затем прокатку замедляли и прекращали.
На первом рулоне опробовали предложенную модель (расчетный период 1 секунда), причем величина α находилась в пределах от 0,11 до 0,23. Лист был прокатан с изменением его подачи таким образом, чтобы расчетная толщина масляной пленки (текущее значение в пределах от 0,38 до 0,48 мкм) соответствовала заданной толщине масляной пленки. В качестве заданной толщины масляной пленки было принято такое значение толщины масляной пленки, которую она приобретает в предельно допустимый момент на грани возникновения трещин в результате заедания. При применении предложенной модели прокатка была возможна без таких проблем, как возникновение трещин заедания.
Даже при обычной прокатке производится изменение скорости подачи в зависимости от скорости прокатки, но это всего лишь грубое регулирование по табличным значениям. Поэтому при такой прокатке режим ее проведения не все время находился на грани его ограничения по заеданию, что имеет место в предложенной модели.
Если использовать расчетные табличные значения, принятые при обычном проведении прокатки, то, как установлено в ходе настоящего эксперимента, скорость подачи составляет 92% от обычно принятой при проведении такой операции (после корректировки на ширину листа). Предложенной моделью может быть подтверждено, что затраты можно без каких-либо осложнений сократить.
Затем проведен был расчет эффективности подачи в процессе прокатки при проведении аналогичных экспериментов. Для проверки точности модели расчета эффективности провели прокатку 23 рулонов при различных сочетаниях условий прокатки, толщины, ширины листов. При этом не возникло никаких осложнений ни с одним из рулонов, в том числе не было отмечено случаев возникновения трещин вследствие заедания.
Таким же образом как и прежде сравнили подачу при нормальном режиме, и в ходе этого эксперимента подтвердилось, что подача составляет 93% при нормальном режиме. Получение такого эффекта подтвердилось даже в случае проведения расчета эффективности подачи в процессе прокатки.
Промышленная применимость
Как указано выше, настоящее изобретение позволяет с высокой точностью регулировать смазку в процессе прокатки. Следовательно, настоящее изобретение имеет большие возможности для практического применения его в черной металлургии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 2005 |
|
RU2352414C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2351419C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СО СМАЗКОЙ | 2004 |
|
RU2308334C2 |
| Способ горячей прокатки крупногабаритных слитков из алюминиевых сплавов | 1990 |
|
SU1787607A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| СПОСОБ И ФОРСУНОЧНОЕ УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ В ОЧАГЕ ДЕФОРМАЦИИ ПЕРЕМЕННОЙ ШИРИНЫ | 2002 |
|
RU2287385C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ АЛЮМИНИЕВОГО ИЗДЕЛИЯ И СВЯЗАННАЯ С НИМ УСТАНОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2020 |
|
RU2774690C1 |
| Способ очистки поверхности полосы при холодной прокатке на непрерывном стане | 1990 |
|
SU1784322A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ РЕГУЛИРУЕМОГО РАСПРЕДЕЛЕНИЯ РАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ, В ЧАСТНОСТИ, В КРАЕВЫХ ОБЛАСТЯХ ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2358820C2 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
Изобретение предназначено для обеспечения высокой точности регулирования оптимальной толщины масляной пленки в очаге деформации при подаче эмульсии в процессе прокатки. Способ включает подачу смазочного масла в процессе холодной прокатки с обеспечением эмульсионной смазки. Предельно допустимая толщина масляной пленки на грани возникновения трещин в результате заедания обеспечивается за счет того, что при регулировании используют константу - эффективность подачи смазки в виде соотношения толщин масляной пленки при подаче чистого масла и эмульсии. Константу получают при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла и толщины масляной пленки в процессе чистой смазки, осуществляемой при конкретных условиях смазки во время прокатывания, чтобы оценить толщину масляной смазки, получаемой при эмульсионной смазке в конкретных условиях осуществления смазки, и регулируют по меньшей мере один из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания, с тем чтобы расчетная толщина масляной пленки соответствовали заданной толщине масляной пленки. 3 н. и 6 з.п. ф-лы, 2 ил.
1. Способ подачи смазочного масла с обеспечением эмульсионной смазки в процессе холодной прокатки, отличающийся тем, что включает использование константы - эффективности подачи α, определяемой по формуле (1), получаемой при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла и толщины масляной пленки в процессе чистой смазки, осуществляемой при упомянутых конкретных условиях смазки во время прокатывания, чтобы оценить толщину масляной пленки, получаемой при эмульсионной смазке в упомянутых конкретных условиях осуществления смазки, и регулирование, по меньшей мере, одного из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания с тем, чтобы упомянутая расчетная толщина масляной пленки соответствовала заданной толщине масляной пленки,
при этом α=hemu/hneat (1),
где α - эффективность подачи в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла,
hemu - толщина масляной пленки при осуществлении эмульсионной смазки, обеспечиваемой в конкретных условиях смазки во время прокатывания,
hneat - толщина масляной пленки при чистой смазке, осуществляемой в конкретных условиях смазки во время прокатывания.
2. Способ подачи смазочного масла по п.1, включающий в себя установку измерителя толщины масляной пленки на выходной стороне клети прокатного стана, определение разности между результатом замера, произведенного с помощью измерителя и расчетным значением толщины масляной пленки, периодическую корректировку эффективности подачи смазки в зависимости от этих условий смазки во время прокатывания с определением толщины масляной пленки при осуществлении эмульсионной смазки.
3. Способ подачи смазочного масла по п.1 или 2, включающий определение эффективности подачи полученной в упомянутых конкретных условиях смазки во время прокатывания в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла.
4. Способ подачи смазочного масла с обеспечением эмульсионной смазки в процессе холодной прокатки, отличающийся тем, что включает в себя определение нагрузки в процессе прокатки, скорости листа на выходной стороне и скорости валка, расчет коэффициента трения по толщине листа на входной стороне, толщине листа на выходной стороне, нагрузке, скорости листа на выходной стороне и скорости валка, исходя из схемы обжатий, предварительное сохранение в виде таблицы зависимостей между указанным коэффициентом трения и константой - эффективностью подачи α (1), получаемой при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла для каждого сорта прокатываемого материала, определение действительного коэффициента трения при упомянутых конкретных условиях смазки во время прокатывания, исходя из упомянутой зависимости в табличной форме и эффективности подачи, и регулирование, по меньшей мере, одного из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания с тем, чтобы указанный действительный коэффициент трения соответствовал заданной величине.
5. Способ подачи смазочного масла по п.4, включающий определение эффективности подачи полученной в упомянутых конкретных условиях смазки во время прокатывания в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла.
6. Способ подачи смазочного масла по п.4 или 5, включающий определение эффективности подачи по формуле:
α=hemu/hneat (1),
где α - эффективность подачи в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла,
hemu - толщина масляной пленки при осуществлении эмульсионной смазки, обеспечиваемой в конкретных условиях смазки во время прокатывания,
hneat - толщина масляной пленки при чистой смазке, осуществляемой в конкретных условиях смазки во время прокатывания.
7. Способ подачи смазочного масла с обеспечением эмульсионной смазки в процессе холодной прокатки, отличающийся тем, что включает в себя определение скорости листа на выходной стороне и скорости валка для расчета опережения, предварительное сохранение в виде таблицы зависимостей между указанным опережением и константой - эффективностью подачи α (1), получаемой при конкретных значениях скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала, типа смазочного масла для каждого сорта прокатываемого материала, определение действительного опережения в упомянутых конкретных условиях смазки во время прокатывания, исходя из упомянутой зависимости в табличной форме и упомянутой эффективности подачи, и регулирование, по меньшей мере, одного из следующих параметров: подача эмульсии, концентрация эмульсии, температура эмульсии и длина растекания с тем, чтобы указанное действительное опережение соответствовало заданной величине.
8. Способ подачи смазочного масла по п.7, включающий определение эффективности подачи полученной в упомянутых конкретных условиях смазки во время прокатывания в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, температуры эмульсии, длины растекания, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла.
9. Способ подачи смазочного масла по п.7 или 8, включающий определение эффективности подачи по формуле:
α=hemu/hneat (1),
где α - эффективность подачи в функции от скорости прокатки, подачи эмульсии, концентрации эмульсии, длины растекания, температуры эмульсии, ширины прокатываемого материала или длины бочки валка, нагрузки при прокатке, сорта прокатываемого материала и типа смазочного масла,
hemu - толщина масляной пленки при осуществлении эмульсионной смазки, обеспечиваемой в конкретных условиях смазки во время прокатывания,
hneat - толщина масляной пленки при чистой смазке, осуществляемой в конкретных условиях смазки во время прокатывания.
| JP 6372417 А, 02.04.1988 | |||
| Способ прокатки металлов | 1985 |
|
SU1311799A1 |
| Способ эксплуатации эмульсии и охлаждающе-моющей жидкости при прокатке на многоклетевом стане | 1987 |
|
SU1468628A1 |
| Способ смазки при прокатке | 1979 |
|
SU816598A1 |

