Изобретение относится к прокатному производству и может быть использовано при холодной прокатке и дрессировке стальных полос с применением эмульсии на основе минеральных и синтетических масел.
Известен способ подготовки технологической смазки в виде эмульсии масла в воде, согласно которому эмульсию подвергают обработке гидростатическим давление 5-100 МПа и регламентированной выдержке перед подачей к валкам и полосе, причем продолжительность выдержки определяют по приведенной зависимости (1).
Недостатки этого способа состоят в том, что эмульсия после обработки гидростатическим давлением и регламентированной выдержкой имеет низкую стойкость, что ухудшает ее эксплуатационные характеристики, не позволяет обеспечить высокую производительность прокатного стана.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ подготовки смазки, включающий приготовление эмульсии масла в воде, обработку ее в проточной камере озвучивания акустическими колебаниями с частотой 6,1-8,4 кГц и последующую подачу к валкам и полосе (2) - прототип.
Недостатки известного способа состоят в следующем. В качестве технологической смазки при холодной прокатке и дрессировке используют эмульсию минерального или синтетического масла в воде, получаемую с помощью эмульгатора. Применение эмульгатора обусловлено тем, что из-за большого собственного поверхностного натяжения вода не смачивает масло, которое стремится сосредоточиться на поверхности воды в виде отдельной фазы. Поэтому для получения устойчивых эмульсий с концентрацией дисперсной фазы выше 0,1% необходимо присутствие эмульгатора: растворяясь, эмульгатор уменьшает поверхностное натяжение воды и его раствор смачивает гидрофобные частицы масла. В результате на поверхности капель масла образуется коллоидно-адсорбционная пленка эмульгатора с достаточно высокой вязкостью и прочностью. Таким образом, капли масла оказываются изолированными одна от другой и при механическом перемешивании распределяются в воде, образуя полидисперсную эмульсию. Обработка эмульсии, полученной с применением эмульгатора, акустическими колебаниями с частотой 6,1-8,4 кГц (согласно способу-прототипу) приводит к коалесценции капель масла, неравномерности их размеров из-за образования в камере озвучивания стоячих акустических волн, являющихся результатом интерференции бегущей и отраженной от стенок камеры озвучивания волны. Это снижает стабильность и гомогенность эмульсии, уменьшает производительность прокатки.
Цель изобретения состоит в повышении стойкости эмульсии и производительности прокатки.
Поставленная цель достигается тем, что в известном способе подготовки смазки, включающем приготовление эмульсии масла в воде, обработку ее в проточной камере озвучивания акустическими колебаниями с частотой 6,1-8,4 кГц и последующую подачу к валкам и полосе, согласно предложению обработку в проточной камере озвучивания ведут в течение 0,3-0,7 с при величине избыточного давления эмульсии 0,1-0,8 МПа.
Сущность изобретения состоит в следующем. В процессе обработки акустическими колебаниями заэмульгированного (при помощи эмульгатора) масла в воде происходит диспергирование капель масла в ультрамелкодисперсную фазу с диаметром капель 0,03 мкм. За период обработки 0,3-0,7 с при избыточном давлении 0,1-0,8 МПа в ультрамелкодисперсную фазу переходит 95-97% масляных капель. Кроме того, при указанной продолжительности обработки и наличии избыточного давления исключается коалесценция капель масла в проточной камере озвучивания из-за наличия стоячих волн, т.к. времени для протекания коалесценции недостаточно, а сами стоячие волны при создании избыточного давления 0,1-0,8 МПа в движущемся потоке эмульсии практически подавляются.
Обработанная акустическими колебаниями эмульсия, приготовленная с применением эмульгатора, сохраняет высокую стабильность при многократном ее использовании в замкнутой циркуляционной системе стана холодной прокатки, а также характеризуется высокой смазочной и охлаждающей способностью. Все это позволяет увеличить производительность прокатки.
При обработке эмульсии акустическими колебаниями с частотой менее 6,1 кГц не обеспечивается измельчение капель масла до оптимальных размеров, ухудшается смазочная эффективность эмульсии и ее стабильность. Увеличение частоты более 8,4 кГц приводит к коалесценции масла и снижению стабильности эмульсии.
Если продолжительность обработки эмульсии в проточной камере озвучивания менее 0,3 с, то не все капли масла разбиваются до одинакового оптимального размера. Эмульсия сохраняет гетерогенный состав, снижается ее стабильность. Удлинение продолжительности обработки более 0,7 с не улучшает стабильность эмульсии, а лишь удлиняет процесс обработки и увеличивает энергозатраты, что нецелесообразно.
Избыточное давление эмульсии в проточной камере озвучивания повышает эффективность обработки, способствует интенсификации измельчения капель масла, сокращает необходимую продолжительность обработки и устраняет негативное влияние стоячих звуковых волн на гомогенность масляной фазы. При снижении избыточного давления менее 0,1 МПа увеличивается гетерогенность масляной фазы, происходит коалесценция капель масла. Увеличение избыточного давления более 0,8 МПа не повышает стабильность эмульсии, требует увеличения прочности системы и энергозатрат, вследствие чего это нецелесообразно.
Примеры реализации способа
Эмульсол марки ЭТ-2Б, содержащий минеральное масло "Индустриальное-20" и эмульгатор-триэтаноламин, смешивают с химически очищенной водой. В образовавшейся эмульсии концентрация масла составляет 30% по массе. Затем эмульсию посредством нагнетающего насоса подают к проточной камере озвучивания гидродинамической сирены СГД-3Г, где осуществляют ее обработку акустическими колебаниями с частотой 7,2 кГц и звуковом давлении 120-190 дБ. В проточной камере озвучивания с помощью нагнетающего насоса создают избыточное давление эмульсии, равное 0,45 МПа. Время обработки устанавливают равным 0,5 с за счет изменения скорости прохождения эмульсии через проточную камеру озвучивания. После обработки эмульсию накапливают в резервуаре, из которого подают к валкам и полосе стана 1700 холодной прокатки.
Поступившая на стан 1700 эмульсия частично уносится с прокатанной полосой, а оставшаяся часть стекает в картер стана. Эмульсию из картера стана после очистки вновь подают к валкам и полосе для прокатки. Благодаря высоким эксплуатационным свойствам, которые обеспечивает подготовка по предложенному способу, эмульсия сохраняет стабильность в течение всего срока эксплуатации, составляющего 20 суток непрерывной работы. Производительность стана 1700 холодной прокатки повышается на 18% как из-за сокращения простоев, связанных с необходимостью более частых замен эмульсии, так и от увеличения допустимых скоростей прокатки и дрессировки.
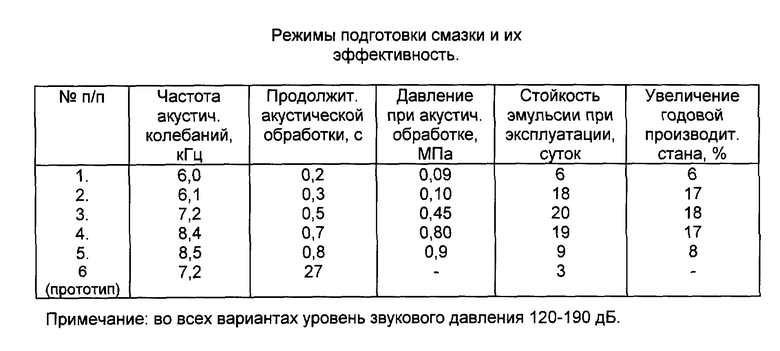
Варианты реализации способа подготовки смазки и показатели их эффективности приведены в таблице.
Как следует из таблицы, реализация предложенного способа (варианты 2-4) обеспечивает наибольшее повышение стойкости эмульсии и производительности прокатки. При запредельных значениях заявляемых параметров (варианты 1 и 5) имеет место снижение стойкости эмульсии и производительности прокатки. Также более низкая стойкость эмульсии и производительность прокатки достигается в случае применения способа-прототипа (вариант 6).
Технико-экономические преимущества предложенного способа подготовки смазки состоят в том, что обработка приготовленной с применением эмульгатора эмульсии минерального или синтетического масла в воде в проточной камере озвучивания акустическими колебаниями с частотой 6,1-8,4 кГц в течение 0,3-0,7 с при величине избыточного давления эмульсии 0,1-0,8 МПа обеспечивает повышение стойкости эмульсии и производительности прокатки.
За базовый объект принят способ-прототип. Применение предложенной технологии позволит повысить рентабельность холодной прокатки и дрессировки полос на 5-7%.
Источники информации
1. Авт. св. СССР N 115338, кл. B 21 B 27/06, 1987.
2. Авт. св. СССР N 1692701, кл. B 21 B 45/02, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки смазки | 1989 |
|
SU1692701A1 |
| КОНЦЕНТРАТ ДЛЯ ПРИГОТОВЛЕНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1997 |
|
RU2131452C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ | 2000 |
|
RU2177383C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
| СИСТЕМА ПОДАЧИ ЭМУЛЬСИИ НА ДРЕССИРОВОЧНОМ СТАНЕ | 1991 |
|
RU2021047C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМУЛЬСИОННОГО КОСМЕТИЧЕСКОГО СРЕДСТВА | 2010 |
|
RU2419414C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЭМУЛЬСИЯ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2322482C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| СПОСОБ ДРЕССИРОВКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАРГАНЦОВИСТОЙ СТАЛИ | 2005 |
|
RU2288790C1 |
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке и дрессировке стальных полос с применением эмульсии на основе минеральных и синтетических масел. Способ включает приготовление эмульсии масла в воде, обработку ее в проточной камере озвучивания акустическими колебаниями с частотой 6,1 - 8,4 кГц и последующую подачу к валкам и полосе. С целью повышения стойкости эмульсии и производительности прокатки обработку в проточной камере озвучивания ведут в течение 0,3 - 0,7 с при величине избыточного давления эмульсии 0,1 - 0,8 МПа. Способ обеспечивает повышение стойкости эмульсии и производительности прокатки. 1 з.п.ф-лы, 1 табл.
Способ подготовки смазки, включающий приготовленные эмульсии масла в воде, обработку ее в проточной камере озвучивания акустическими колебаниями с частотой 6,1 - 8,4 кГц и последующую подачу к валкам и полосе, отличающийся тем, что обработку в проточной камере озвучивания ведут в течение 0,3 - 0,7 с при величине избыточного давления эмульсии 0,1 - 0,8 мПа.
| Способ смазки при прокатке | 1983 |
|
SU1151338A1 |
| Способ подготовки смазки | 1989 |
|
SU1692701A1 |
| SU 1151388 A1,23.04.85 | |||
| US 3837199, 22.10.76 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

