Устройство относится к машино- и приборостроению и может быть использовано в механизмах, преобразующих вращательное движение в возвратно-поступательное с высокой точностью перемещения рабочих органов.
Известна ходовая гайка механизма линейного перемещения, содержащая соединенные между собой основную и вспомогательную полугайки и расположенный между полугайками пружинный элемент (см. патент РФ №2107857, F16H 25/20, 1996 г.).
Средство компенсации осевых зазоров в резьбе этого устройства исполнено в виде промежуточного соединительного кольца с секторным пазом, охватывающего пружину, выполненную в виде набора тарельчатых шайб, которое установлено между основной и вспомогательной гайками.
Недостатками данной конструкции являются сложность ее изготовления и монтажа, обусловленные геометрической сложностью конструктивных элементов деталей и необходимостью применения специальных приспособлений при сборке механизма, а также наличие степени свободы тарельчатых пружин в радиальном направлении, что может привести к возникновению вибраций.
Задача, на решение которой направлено данное техническое решение, заключается в разработке конструкции, лишенной указанных недостатков.
Сущность технического решения состоит в том, что ходовая гайка механизма линейного перемещения содержит соединенные между собой основную и вспомогательную полугайки, а также расположенные между ними пружинные элементы, при этом в полугайках выполнены равноудаленные от центра и между собой сквозные соосные отверстия, в которые вставлены цилиндрические штифты, а также между сквозными отверстиями на близлежащих торцах основной и вспомогательной гаек выполнены углубления, в которые установлены цилиндрические пружины сжатия, кроме того, дополнительно в углублениях основной полугайки выполнены сквозные отверстия меньшего диаметра, чем диаметр углубления, а во вспомогательной полугайке - глухие резьбовые отверстия, в которые ввернуты винты, пропущенные через соответствующие сквозные отверстия основной полугайки и регулирующие степень сжатия пружин.
Пример выполнения ходовой гайки механизма линейного перемещения иллюстрируется чертежами.
На фиг.1 изображен разрез ходовой гайки.
На фиг.2 изображен вид слева на фиг.1.
Ходовая гайка механизма линейного перемещения содержит соединенные между собой основную полугайку 1 (фиг.1) и вспомогательную полугайку 2, в которых выполнены равноудаленные от центра и между собой три сквозные отверстия, в которые вставлены цилиндрические штифты 3 (фиг.2), соединяющие полугайки, между которыми на близлежащих торцах полугаек расположены соосные цилиндрические углубления, в которые установлены цилиндрические пружины сжатия 4, причем степень сжатия пружин регулируется винтами 5, проходящими по центру углублений, сквозь отверстия в основной полугайке и вкручивающиеся в резьбовые отверстия в центре углублений во вспомогательной гайке.
Процесс изготовления ходовой гайки состоит из технологических процессов изготовления полугаек 1 и 2 и сборки ходовой гайки. Для изготовления полугаек используется цельнометаллическая заготовка. Обработка данной заготовки до разрезания включает две операции - токарную и сверлильную. На токарной операции производится обработка наружного контура заготовки, сверление и растачивание центрального отверстия, снятие в нем фасок, а также предварительное нарезание трапецеидальной резьбы. На сверлильной операции производится сверление и зенкерование сквозных отверстий во фланце, сверление, зенкерование и развертывание сквозных отверстий под штифты 3, причем развертывание выполняется в два этапа: со стороны фланца на глубину, равную длине полугайки 1 по переходной посадке штифта, и с противоположной стороны на глубину, равную сумме длины полугайки 2 и расстояния между полугайками а по скользящей посадке штифта. Кроме того, производится сверление глухих отверстий под резьбу для последующей установки винтов 5, их зенкерование и развертывание на глубину, равную длине полугайки 1, а также цекование под головку винта на глубину, превышающую высоту головки на половину шага резьбы винтов. Затем производится разрезка заготовки с глубиной резания, равной расстоянию между полугайками a.
Дальнейшая обработка полугаек осуществляется на двух операциях: токарной и сверлильной. На токарной операции обрабатываются полученные после разрезания торцы полугаек. На сверлильной операции выполняется цекование углублений для установки пружин, а также нарезание резьбы под винты 5 на глубину b, приблизительно равную рабочему ходу пружин 4 таким образом, чтобы на ней укладывалось целое число шагов резьбы винтов. Кроме того, для снятия заусенцев в отверстиях под штифты 3, образовавшихся при разрезании, производится развертывание на небольшую глубину.
После этого выполняется сборка гайки. Сборка происходит следующим образом: основная полугайка 1 устанавливается на стол фланцем. В ее отверстия запрессовываются штифты 3, используемые для жесткой механической связи полугаек в направлении вращения и в качестве направляющих осевого перемещения, а в углубления устанавливаются пружины 4, подобранные таким образом, чтобы при их сжатии на величину рабочего хода обеспечивалась суммарная сила, превышающая действующие осевые нагрузки при работе винтовой пары на 10-15%. Затем на штифты 3 устанавливается вспомогательная полугайка 2, после чего конструкция переворачивается и устанавливается на стол торцом полугайки 2. Далее винты 5 устанавливают в отверстия полугайки 1 и завинчивают в резьбовые отверстия полугайки 2 на длину, равную рабочему ходу пружин, контролируя ее по числу оборотов ключа. При этом расстояние между полугайками должно быть кратно шагу трапецеидальной резьбы. При невыполнении данного требования производится подрезка соответствующего торца полугайки 2 и повторная сборка ходовой гайки.
В собранном состоянии производится окончательная обработка трапецеидальной резьбы на токарном станке.
Монтаж ходовой гайки на ходовой винт механизма линейного перемещения производят следующим образом. Навинчивают собранную гайку на ходовой винт. Затем производят отвинчивание винтов 5 на пол-оборота. При этом за счет действия силы упругости пружин 4 полугайки 1 и 2 перемещаются друг относительно друга в осевом направлении до соприкосновения витков резьбы полугаек с витками резьбы ходового винта. При реверсивном движении ходовой гайки нагрузку воспринимает только одна из полугаек, так как витки полугаек 1 и 2 прижимаются к виткам винта своими противоположными сторонами, а во время движения в одном направлении нагружена только одна сторона профиля резьбы. При этом за счет наличия упругих элементов - пружин 4, расположенных между полугайками 1 и 2, при реверсивном движении автоматически компенсируется зазор между витками ходового винта и ходовой гайки, вызванный их износом.
Использование предлагаемой конструкции ходовой гайки механизма линейного перемещения позволяет устранить явление «мертвого хода» при смене направления вращения ходового винта, снизить уровень вибраций и шума, обеспечивает высокую точность перемещения исполнительного органа и долговечность ходовой гайки. Кроме того, предложенная конструкция является технологичной, что позволяет даже в условиях малого предприятия (единичного и мелкосерийного производства) значительно повысить надежность работы изготавливаемых механизмов линейного перемещения при небольших затратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТОЧНАЯ ГАЙКА | 1994 |
|
RU2085794C1 |
| Маточная гайка токарно-винторезного станка | 1976 |
|
SU601123A1 |
| БЫСТРОДЕЙСТВУЮЩИЙ ЭЛАСТИЧНЫЙ ВИНТОВОЙ МЕХАНИЗМ | 1995 |
|
RU2140591C1 |
| Оправка резьбовая | 1979 |
|
SU806283A1 |
| РОЛИКО-ВИНТОВОЙ МЕХАНИЗМ | 2016 |
|
RU2631096C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2002 |
|
RU2204070C1 |
| ХОДОВАЯ ГАЙКА | 1969 |
|
SU254964A1 |
| ГАЙКА-ШАРНИР | 2007 |
|
RU2331807C1 |
| Устройство для поштучной выдачи плоских заготовок | 1987 |
|
SU1426681A1 |
| РАЗДВИЖНАЯ ГАЙКА | 1970 |
|
SU273584A1 |

Устройство относится к машино- и приборостроению и может быть использовано в механизмах, преобразующих вращательное движение в возвратно-поступательное. Ходовая гайка механизма линейного перемещения содержит основную полугайку (1) и вспомогательную полугайку (2), в которых выполнены равноудаленные от центра и между собой сквозные соосные отверстия, в которые вставлены цилиндрические штифты (3), соединяющие полугайки. Между сквозными отверстиями на близлежащих торцах полугаек расположены соосные цилиндрические углубления, в которые установлены цилиндрические пружины сжатия (4). В центре углублений во вспомогательной гайке выполнены резьбовые отверстия, а в центре углублений в основной полугайке - сквозные отверстия, диаметром меньше диаметра углублений, в которые установлены винты (5), соединяющие полугайки и регулирующие степень сжатия пружин (4). За счет применения пружин, расположенных между полугайками, при реверсивном движении автоматически компенсируется зазор между витками ходового винта и ходовой гайки, вызванный их износом. 2 ил.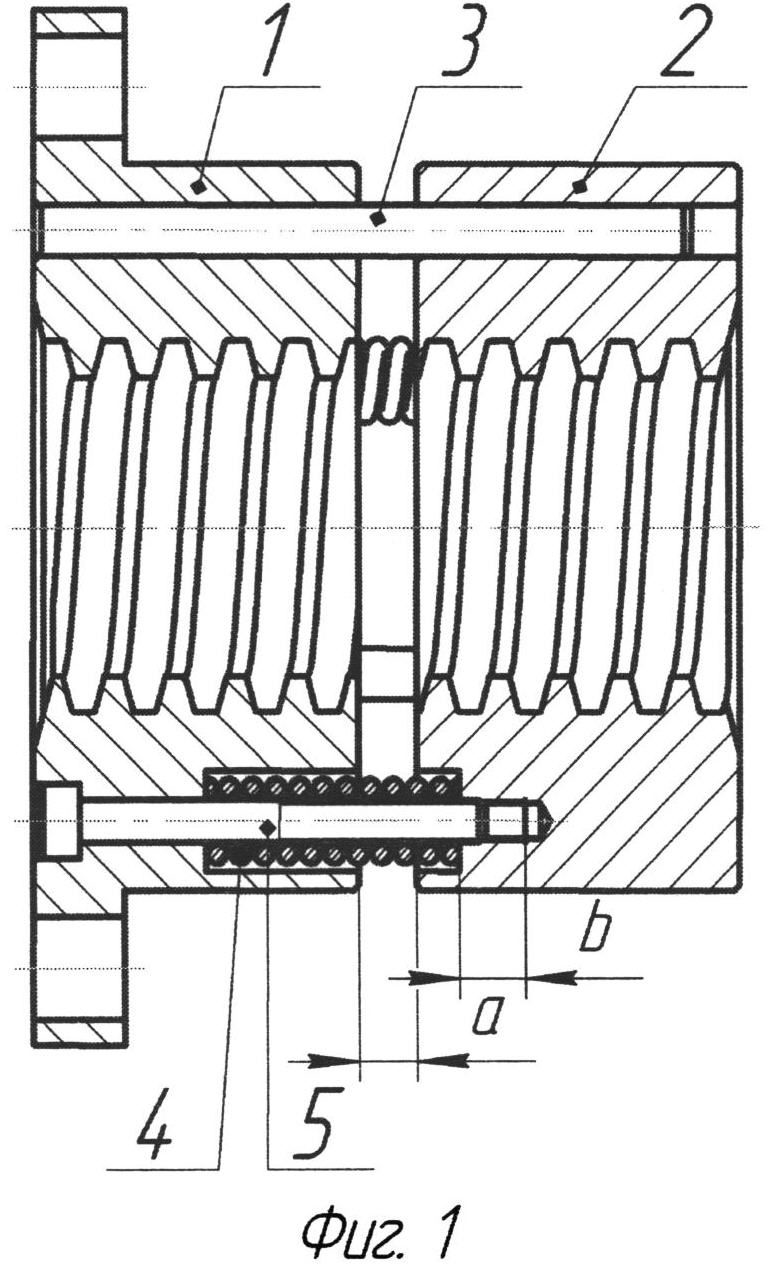
Ходовая гайка механизма линейного перемещения, содержащая соединенные между собой основную и вспомогательную полугайки, а также расположенные между ними пружинные элементы, отличающаяся тем, что в полугайках выполнены равноудаленные от центра и между собой сквозные соосные отверстия, в которые вставлены цилиндрические штифты, а также между сквозными отверстиями на близлежащих торцах основной и вспомогательной гаек выполнены углубления, в которые установлены цилиндрические пружины сжатия, кроме того, дополнительно в углублениях основной полугайки выполнены сквозные отверстия меньшего диаметра, чем диаметр углубления, а во вспомогательной полугайке - глухие резьбовые отверстия, в которые ввернуты винты, пропущенные через соответствующие сквозные отверстия основной полугайки и регулирующие степень сжатия пружин.
| МЕХАНИЗМ ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ | 1996 |
|
RU2107857C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ (ВАРИАНТЫ) | 2008 |
|
RU2374527C1 |
| US 6101891 A, 15.08.2000 | |||

