Изобретение относится к машиностроению, в частности к приборостроению, и может быть использовано при создании прецизионных приводов, преобразующих вращательное движение в поступательное.
Известен ролико-винтовой механизм (см. Решетов Д.Н. «Детали машин», Учебник для студентов машиностроительных и механических специальностей вузов, 4-е изд. - М.: Машиностроение, 1989 г., стр. 314), состоящий из винта, гайки и помещенных между ними резьбовых роликов, оси которых параллельны осям винта и гайки. Ролики для предотвращения перекосов своими торцовыми цапфами установлены в сепараторах по обе стороны гайки. Чтобы исключить самопроизвольное выкатывание роликов из гайки за счет проскальзывания при вращении, они дополнительно связаны по торцам с гайкой зубчатым зацеплением - гайка имеет зубчатые венцы, а на торцах роликов нарезаны зубчатые колеса. Винт выполнен с наружной многозаходной резьбой, гайка - с внутренней многозаходной резьбой, а ролики - с наружной однозаходной резьбой. Витки роликов находятся в резьбовом зацеплении с витками винта и гайки. Межцентровые расстояния и параметры зацепления в парах «винт-ролик» и «ролик - гайка» должны выдерживаться только за счет высокоточного изготовления деталей.
Недостатком технического решения является технологическая сложность изготовления деталей механизма и выполнение многозаходной резьбы на внутренней поверхности стальной гайки, закаленной до высокой твердости (HRC55-60 см. Бушенин Д.М. Винтовые механизмы, г. Владимир, 1980 г.). По этим причинам производство ролико-винтовых механизмов, по большинству эксплуатационных параметров превосходящих другие виды механизмов для преобразования вращательного движения в поступательное, на неспециализированных производствах затруднено. Изготовление подобных ролико-винтовых механизмов освоено только на нескольких высокотехнологичных предприятиях во всем мире.
Известно устройство для преобразования вращательного движения в поступательное (см. патент US №4926708, МПК5 F16H 25/22, опубл. 22.05.1990 г.), в котором отсутствует гайка с внутренней резьбой. Данное устройство состоит из ходового винта, корпуса и роликов. Корпус имеет ту же ось, что и винт, а оси роликов параллельны ей. На внутренней цилиндрической поверхности корпуса выполнены, по меньшей мере, два кольцевых паза. На каждом ролике выполнены кольцевые проточки, чередующиеся с участками, на которых нарезана резьба. Резьбовые участки каждого ролика, расположенные между соседними проточками, одной стороной взаимодействуют с резьбой винта, а противоположной стороной обращены в кольцевые пазы корпуса. Таким образом, количество кольцевых пазов корпуса равно числу резьбовых участков на каждом ролике, а число кольцевых проточек на каждом ролике на единицу меньше. Ролики равномерно распределены по окружности вокруг ходового винта. Таким образом, корпус устройства не имеет внутренней многозаходной резьбы, а устройство в целом - сепараторов и зубчатых венцов. При работе устройства винт вращается, ролики совершают планетарное движение и перемещают корпус поступательно вдоль оси винта. Рабочая осевая сила передается с винта на ролики за счет зацепления витков резьб этих деталей, а с роликов на корпус - за счет контакта сопрягаемых поверхностей роликов с пазами корпуса с трением качения и с большой долей скольжения (проскальзывания).
Недостатками данного устройства являются большой «удельный вес» трения скольжения, который ведет к снижению КПД, износу сопрягаемых поверхностей и к снижению долговечности устройства, а также, несмотря на отсутствие гайки с внутренней многозаходной резьбой, остаются чрезвычайно высокими требования по точности изготовления компонентов механизма.
Наиболее близким по технической сущности к заявляемому устройству является ролико-винтовой механизм (см. патент DE 102014202326 А1, 2015.08.13, F16H 25/22, опубл. 13.08.2015 г.), выбранный в качестве прототипа.
Ролико-винтовой механизм содержит ходовой винт с винтовой нарезкой, гайку с внутренней кольцевой нарезкой, находящиеся с ними в резьбовых зацеплениях ролики-сателлиты, установленные в сепараторе равномерно по окружности в пространстве между винтом и гайкой и выполненные в виде тел вращения с двумя краевыми и одной центральной зонами, при этом краевые зоны каждого ролика-сателлита имеют одинаковый диаметр, отличный от диаметра их центральной зоны, внутренняя кольцевая нарезка гайки выполнена в зонах, сопрягаемых с краевыми зонами роликов-сателлитов, также выполненными с кольцевой нарезкой. При этом ролики-сателлиты в своей центральной зоне, диаметр которой больше диаметра краевых зон, выполнены с кольцевой нарезкой и находятся во взаимодействии с винтовой нарезкой ходового винта, который может быть выполнен или однозаходным, или многозаходным. Таким образом, ролики-сателлиты в своей центральной зоне находятся в резьбовом зацеплении с ходовым винтом, а в краевых зонах - с гайкой и своими концевыми цапфами установлены в сепаратор.
Существенным недостатком этого механизма является наличие суммарного зазора в осевом направлении в резьбовых зацеплениях между гайкой и роликами-сателлитами, а также роликами-сателлитами и ходовым винтом. Это обусловлено тем, что выполнение нарезки как в краевых зонах роликов-сателлитов, так и в центральной зоне, которая имеет больший диаметр, чем краевые зоны, неизбежно приводит к накоплению погрешности при переходе из одной зоны в другую. Из-за выполнения сепаратора из двух частей, установленных с противоположных концов гайки, затруднено позиционирование установочных отверстий для цапф роликов-сателлитов, обеспечивающее параллельность их осей с осями гайки и ходового винта. В данном механизме суммарные технологические ошибки должны быть скомпенсированы обеспечением гарантированного технологического зазора в резьбовых зацеплениях между элементами механизма. Уменьшение зазоров приводит к затруднению сборки, нарушению плавности хода и даже к заклиниванию механизма. В то же время наличие суммарного зазора в осевом направлении в резьбовых зацеплениях, так называемого «мертвого хода», приводит к ухудшению чувствительности устройства к управляющим воздействиям, что снижает точность перемещения выходного звена механизма. Это особенно существенно для прецизионных приводов линейного перемещения, которые должны обеспечивать микроперемещения при движении в любом направлении, в том числе и при сменах направления (реверсах). Конструктивное выполнение механизма исключает возможность уменьшения или регулирования технологического осевого зазора во время или после сборки.
Технической задачей, на решение которой направлено изобретение, является повышение чувствительности ролико-винтового механизма к управляющим воздействиям за счет устранения осевого зазора в резьбовых зацеплениях роликов-сателлитов с ходовым винтом и гайкой (мертвого хода), что обеспечивает повышение точности перемещений выходного звена.
Поставленная задача решается тем, что в ролико-винтовом механизме, содержащем многозаходный ходовой винт с винтовой нарезкой, гайку с внутренней кольцевой нарезкой, находящиеся с ними в резьбовых зацеплениях ролики-сателлиты в количестве, равном количеству заходов ходового винта, установленные в сепараторе равномерно по окружности в пространстве между ходовым винтом и гайкой и выполненные в виде тел вращения с двумя краевыми и одной центральной зонами, при этом краевые зоны роликов-сателлитов имеют одинаковый диаметр, отличный от диаметра их центральной зоны, внутренняя кольцевая нарезка гайки выполнена в зонах, сопрягаемых с краевыми зонами роликов-сателлитов, также выполненными с кольцевой нарезкой, центральная зона роликов-сателлитов выполнена в виде гладкого цилиндра, диаметр которого меньше диаметра впадин канавок кольцевой нарезки их краевых зон, сепаратор установлен внутри гайки и выполнен в виде полого цилиндра с продольными пазами на его внутренней поверхности для позиционирования роликов-сателлитов, осевая длина сепаратора равна длине центральной зоны роликов-сателлитов, которые краевыми зонами находятся в резьбовом зацеплении одновременно с ходовым винтом и гайкой, при этом гайка выполнена из двух полугаек с возможностью изменения и фиксации осевого зазора между ними.
А также тем, что профиль винтовой нарезки ходового винта, профили канавок кольцевой нарезки гайки и роликов-сателлитов одинаковы и имеют треугольную форму.
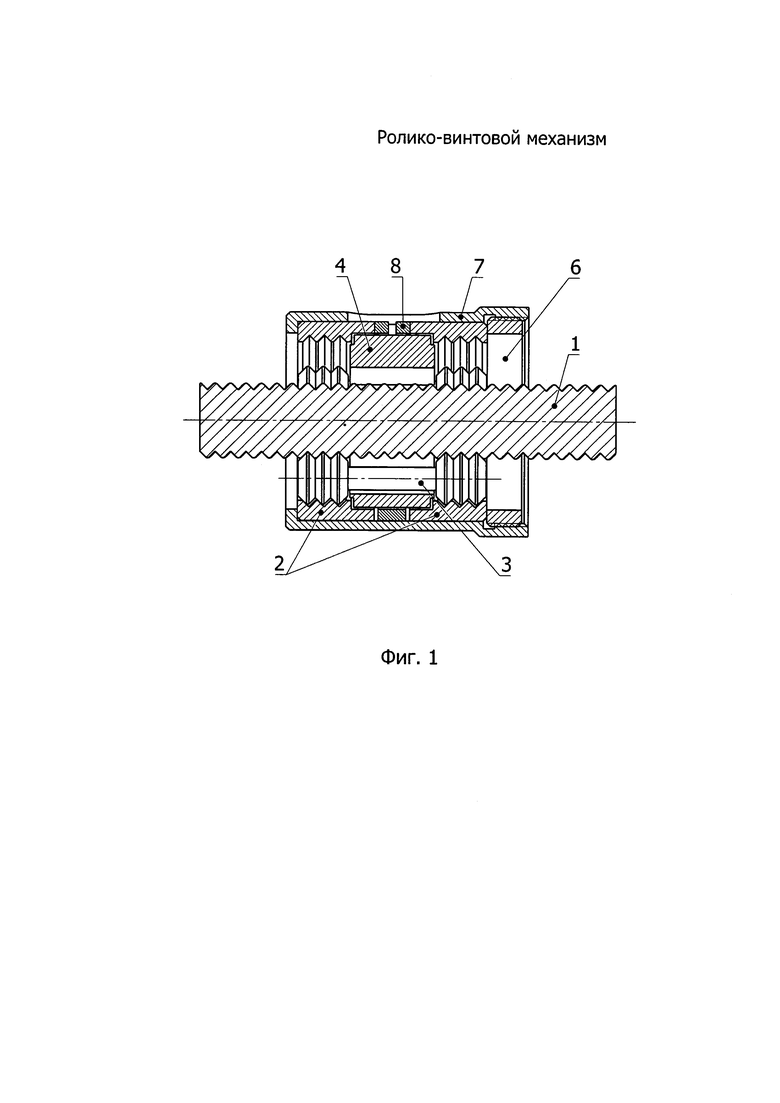
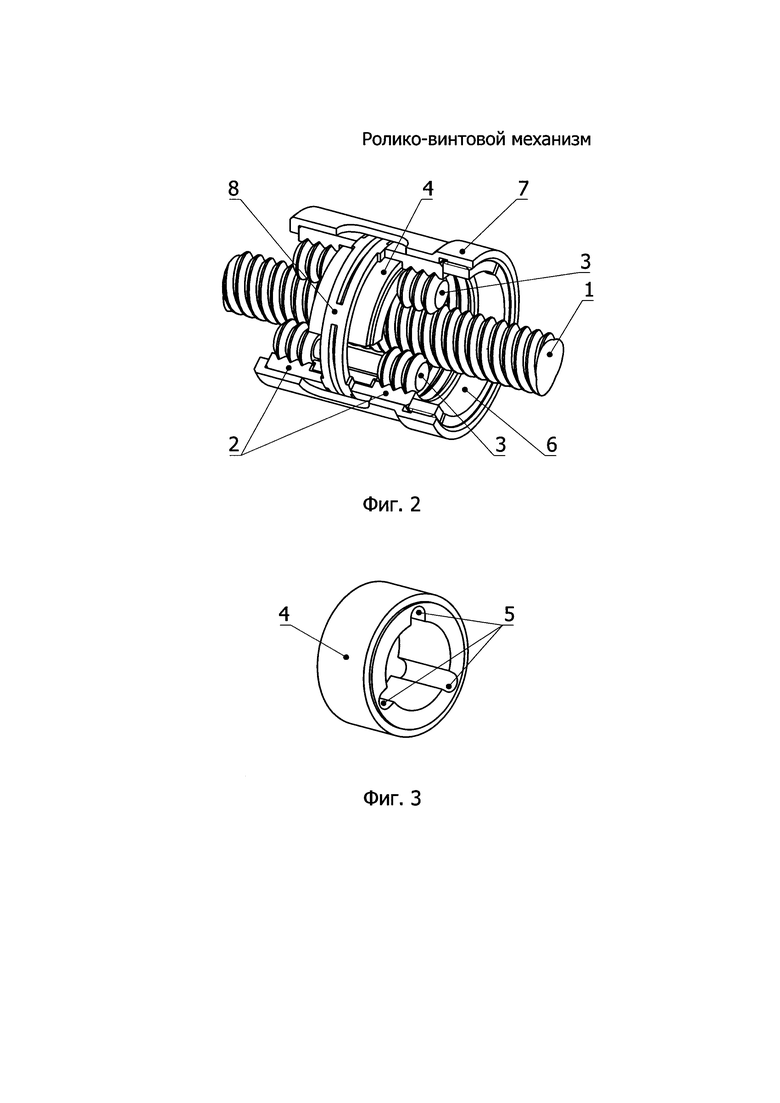
На фиг. 1 и фиг. 2 представлена конструкция предлагаемого ролико-винтового механизма (РВМ).
На фиг. 3 представлена конструкция сепаратора.
РВМ содержит многозаходный ходовой винт 1 с винтовой нарезкой, гайку 2 с внутренней кольцевой нарезкой, находящиеся с ними в резьбовых зацеплениях ролики-сателлиты 3, установленные в сепараторе 4 равномерно по окружности в пространстве между винтом 1 и гайкой 2 и выполненные в виде тел вращения с двумя краевыми и одной центральной зонами, при этом краевые зоны роликов-сателлитов 3 имеют одинаковый диаметр, больший диаметра их центральной зоны. Внутренняя кольцевая нарезка гайки 2 выполнена только в зонах, сопрягаемых с краевыми зонами роликов-сателлитов 3, также выполненными с кольцевой нарезкой. Центральная зона роликов-сателлитов 3 выполнена в виде гладкого цилиндра, диаметр которого меньше диаметра впадин канавок кольцевой нарезки их краевых зон. Меньший диаметр центральной зоны роликов-сателлитов 3 позволяет выполнять кольцевую нарезку в их краевых зонах за один проход, что обеспечивает снижение погрешности нарезки. Сепаратор 4 установлен внутри гайки 2 и выполнен в виде полого цилиндра с продольными пазами 5 на его внутренней поверхности для позиционирования роликов-сателлитов 3. Осевая длина сепаратора 4 равна длине центральной зоны роликов-сателлитов 3, которые своей центральной гладкой цилиндрической зоной вложены в продольные пазы 5 сепаратора 4, а краевыми зонами находятся в резьбовом зацеплении одновременно с ходовым винтом 1 и гайкой 2. Гайка 2 выполнена из двух полугаек, установленных с возможностью изменения и фиксации осевого зазора между ними, например с помощью прижимного (резьбового) кольца 6, вворачивающегося в корпус гайки 7 (см. фиг. 1 и фиг. 2). Для обеспечения упругого взаимодействия между полугайками между ними можно установить распорное кольцо 8. Профиль винтовой нарезки ходового винта 1, профили канавок кольцевой нарезки гайки 2 и роликов-сателлитов 3 имеют треугольную форму.
РВМ обеспечивает преобразование вращательного движения в поступательное. Входным (вращающимся) звеном может быть и ходовой винт 1, и гайка 2. Следовательно, выходным звеном (поступательно перемещающимся) тогда будут или гайка 2, или ходовой винт 1. Входное звено кинематически связано с внешним приводом вращательного движения. Выходное звено застопорено от вращения и связано с поступательно перемещающейся кареткой управляемого устройства (привод вращательного движения и перемещающаяся каретка на фиг. 1 - 3 не показаны).
Ролико-винтовой механизм работает следующим образом.
Входное звено, например ходовой винт 1, вращаясь, увлекает за собой расположенные вокруг него по окружности и вложенные в продольные пазы 5 сепаратора 4 ролики-сателлиты 3, находящиеся с ходовым винтом 1 в резьбовом зацеплении своими краевыми зонами. Ходовой винт 1 вращается вокруг собственной оси, а ролики-сателлиты 3 совершают планетарное движение вокруг него, обкатываются по винтовой нарезке ходового винта 1, свободно проворачиваясь в продольных пазах 5 сепаратора 4. Поскольку кольцевая нарезка краевых зон роликов-сателлитов 3 находится одновременно в зацеплении с кольцевой нарезкой гайки 2, гайка 2 при этом вместе с роликами-сателлитами 3 поступательно перемещается вдоль оси ходового винта 1.
Если же входным звеном является гайка 2, движение роликов-сателлитов 3 инициируется вращающейся гайкой 2. Ролики-сателлиты 3 вращаются внутри гайки 2, совершают планетарное движение вокруг застопоренного от вращения ходового винта 1 по его винтовой нарезке и винт 1 начинает двигаться поступательно по отношению к гайке 2.
За счет внешней воздействующей силы, при вворачивании прижимного (резьбового) кольца 6 в корпус гайки 7 ролики-сателлиты 3 перемещаются радиально по направлению к винту. При этом продольные пазы 5 сепаратора 4, удерживающие ролики-сателлиты 3, обеспечивают перемещение последних только в радиальном направлении. После возникновения контактов роликов-сателлитов 3 с полугайками гайки 2 и ходовым винтом 1 регулировка прекращается. В результате боковые поверхности выступов кольцевой нарезки роликов-сателлитов 3 и канавок кольцевой нарезки полугаек соприкасаются, в зонах контактов роликов-сателлитов 3 с полугайками и ходовым винтом 1 осевые зазоры замыкаются с двух сторон, до полного устранения мертвого хода. При этом наилучший контакт боковых поверхностей реализуется, когда профиль винтовой нарезки ходового винта, профили канавок кольцевой нарезки гайки 2 и роликов-сателлитов 3 одинаковы и имеют треугольную форму. С целью сохранения выполненной регулировки в процессе работы механизма в зазор между полугайками гайки 2 устанавливают распорное кольцо 8, обеспечивающее упругое взаимодействие между ними. Распорное кольцо 8 может быть выполнено, например, в виде пружины сжатия. Точность перемещения выходного звена в предлагаемом ролико-винтовом механизме с шагом резьбы 0,75 мм составляет 6 мкм при повороте винта на один градус.
Таким образом, конструкция предлагаемого ролико-винтового механизма позволяет устранить суммарный зазор в осевом направлении в резьбовых зацеплениях роликов-сателлитов с винтом и гайкой, избавиться от «мертвого хода», что обеспечивает повышение чувствительности ролико-винтового механизма к управляющим воздействиям и, соответственно, повышение точности перемещения его выходного звена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарная винтовая передача качения | 1990 |
|
SU1772491A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1981 |
|
SU1002134A1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2015 |
|
RU2613138C1 |
| Редуктор-шарнир | 2017 |
|
RU2663030C1 |
| ВИНТОВАЯ ПЕРЕДАЧА | 2013 |
|
RU2544033C1 |
| Планетарная винтовая передача качения | 1976 |
|
SU739289A1 |
| Устройство для преобразования вращательного движения в поступательное | 1985 |
|
SU1361403A1 |
| Планетарная передача винт-гайка | 1987 |
|
SU1663273A1 |
| ПЛАНЕТАРНАЯ РОЛИКО-ВИНТОВАЯ ПЕРЕДАЧА | 2001 |
|
RU2194202C2 |
| Планетарная передача винт-гайка качения | 1986 |
|
SU1395883A1 |
Изобретение относится к области машиностроения, в частности к ролико-винтовым механизмам (РВМ). РВМ содержит многозаходный ходовой винт с винтовой нарезкой, гайку с внутренней кольцевой нарезкой, находящиеся с ними в резьбовых зацеплениях ролики-сателлиты, установленные в сепараторе равномерно по окружности в пространстве между винтом и гайкой. Ролики-сателлиты выполнены в виде тел вращения с двумя краевыми и одной центральной зонами, при этом краевые зоны имеют одинаковый диаметр, больший, чем диаметр их центральной зоны. Внутренняя кольцевая нарезка гайки выполнена только в зонах, сопрягаемых с краевыми зонами роликов-сателлитов, также выполненными с кольцевой нарезкой. Центральная зона роликов-сателлитов выполнена в виде гладкого цилиндра, диаметр которого меньше диаметра впадин канавок кольцевой нарезки их краевых зон. Сепаратор установлен внутри гайки и выполнен в виде полого цилиндра с продольными пазами на его внутренней поверхности. Гайка выполнена из двух полугаек, установленных с возможностью изменения и фиксации осевого зазора между ними. Достигается повышение точности перемещения выходного звена. 1 з.п. ф-лы, 3 ил.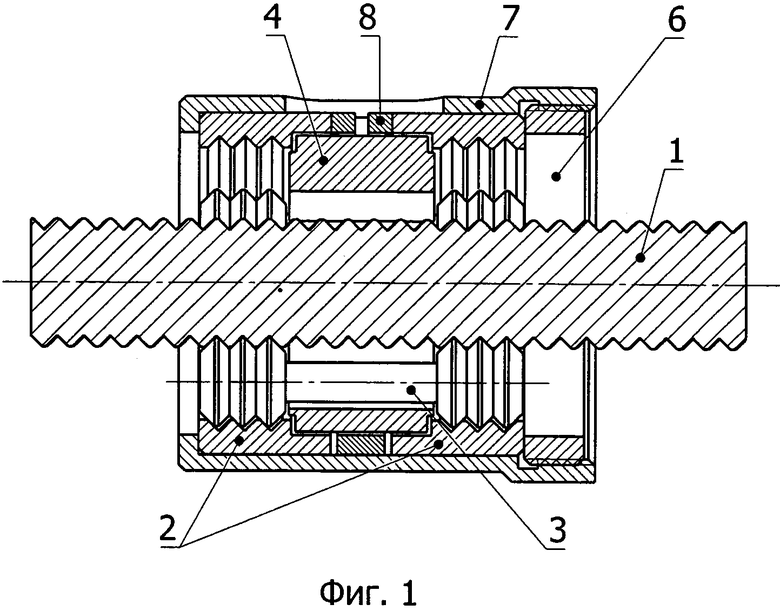
1. Ролико-винтовой механизм, содержащий многозаходный ходовой винт с винтовой нарезкой, гайку с внутренней кольцевой нарезкой, находящиеся с ними в резьбовых зацеплениях ролики-сателлиты в количестве, равном количеству заходов ходового винта, установленные в сепараторе равномерно по окружности в пространстве между винтом и гайкой и выполненные в виде тел вращения с двумя краевыми и одной центральной зонами, при этом краевые зоны роликов-сателлитов имеют одинаковый диаметр, отличный от диаметра их центральной зоны, внутренняя кольцевая нарезка гайки выполнена в зонах, сопрягаемых с краевыми зонами роликов-сателлитов, также выполненными с кольцевой нарезкой, отличающийся тем, что центральная зона роликов-сателлитов выполнена в виде гладкого цилиндра, диаметр которого меньше диаметра впадин канавок кольцевой нарезки их краевых зон, сепаратор установлен внутри гайки и выполнен в виде полого цилиндра с продольными пазами на его внутренней поверхности для позиционирования роликов-сателлитов, осевая длина сепаратора равна длине центральной зоны роликов-сателлитов, которые краевыми зонами находятся в резьбовом зацеплении одновременно с ходовым винтом и гайкой, при этом гайка выполнена из двух полугаек с возможностью изменения и фиксации осевого зазора между ними.
2. Ролико-винтовой механизм по п. 1, отличающийся тем, что профиль винтовой нарезки ходового винта, профили канавок кольцевой нарезки гайки и роликов-сателлитов одинаковы и имеют треугольную форму.
| УЗЕЛ ОСЕВОГО ПЕРЕМЕЩЕНИЯ ПЛАНЕТАРНОЙ РОЛИКОВИНТОВОЙ ПЕРЕДАЧИ | 1998 |
|
RU2140592C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2004 |
|
RU2272199C1 |
| US 4926708 A1, 22.05.1990 | |||
| CN 103453098 A, 18.12.2013 | |||
| US 3099168 A1, 30.07.1963. | |||

