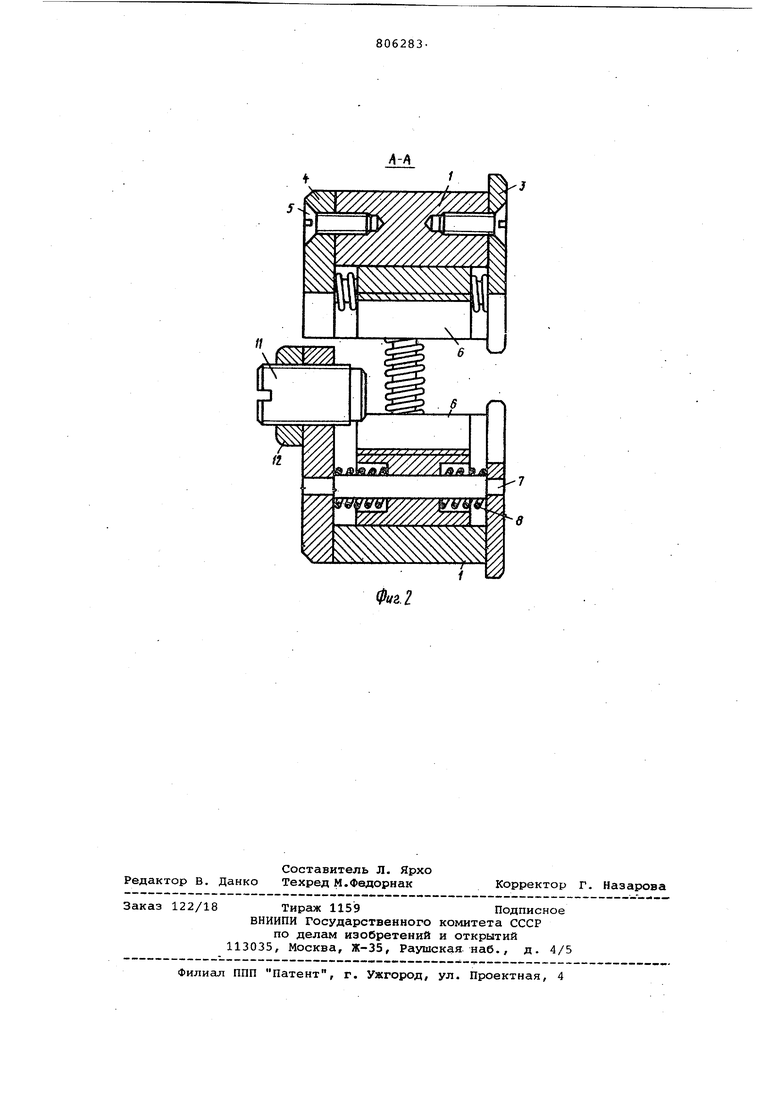
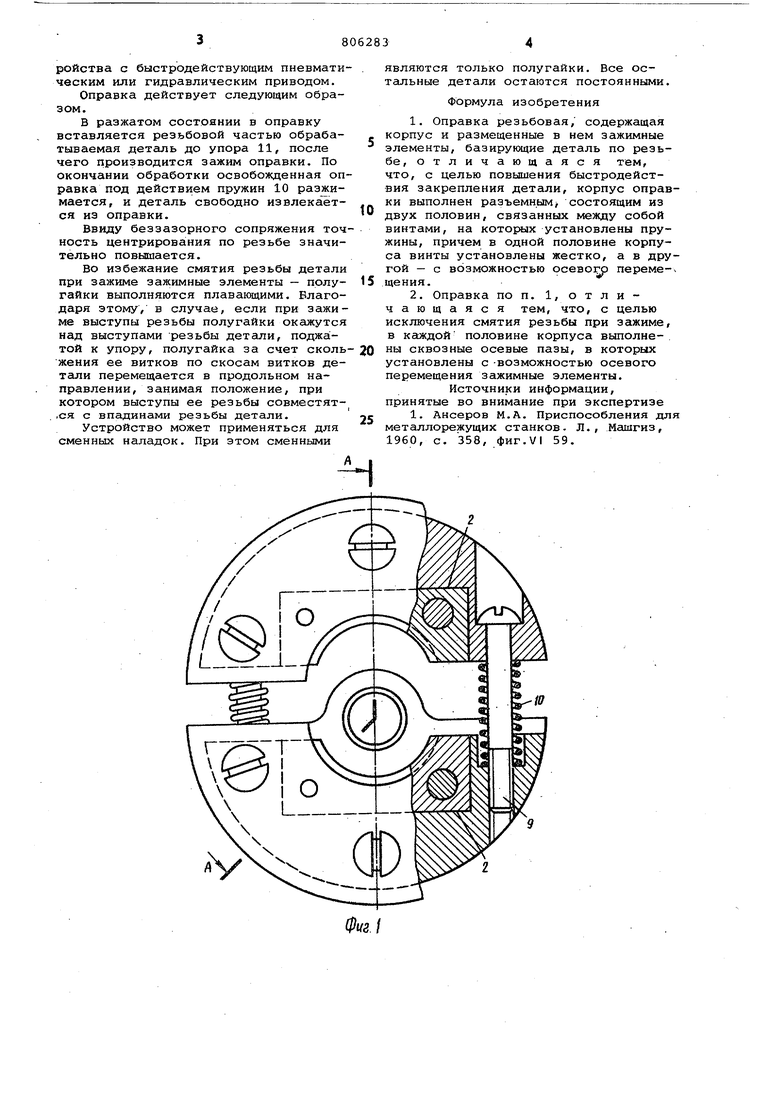
Изобретение относится к станкостроению и может быть использовано для закрепления деталей с резьбой пр токарной обработке. Известны устройства аналогичного назначения, содержащие корпус и размещенные в нем зажимные элементы 1 Недостатком известных устройств являются большие затраты вспомогательного времени при установке деталей. Цель изобретения - повышение быст родействия . с этой целью корпус оправки выпол нен разъемным, состоящим из двух половин, связанных между собой винтами на которых установлены пружины, причем в одной половине корпуса винты установлены жестко, а в другой - с возможностью осевого перемещения. Кроме того, с целью исключения смятия резьбы при зажиме, в каждой половине корпуса выполнены сквозные осевые пазы, в которых установлены с возможностью осевого перемещения з жимные элементы. На фиг. 1 показана оправка с частичнь разрезом, общий вид}на фиг.2 разрез А-А на фиг. 1. Корпус оправки состоит из половин 1, имеющих форму, например, полуцилиндров с продольными сквозными пазами 2 прямоугольного сечения. Передние 3 и задние 4 крышки прикреплены к ним винтами 5. В паз 2 каждой половины помещен зажимной элемент в виде плавающей полугайки 6, который имеет возможность скользить на стержнях 7, Каждая из полугаек 6 с обеих сторон подпружинена пружинами 8, надетыми на стержни 7. Половины 1 соединены между собой винтами 9, на которые одеты пружины 10. Все детали каждой из половин 1 попарно одинаковы. Исключение составляет задняя крышка, которая выполнена для одной половины с рещиусным вырезом, а для другой - с выступом, в резьбовое отверстие которого ввинчен peгyлиpye ttгй упор 11, закрепленный гайкой 12. Оправка может применяться с обычНЕЛМи токарным самоцентрирующим патроном широко известной конструкции или также известным зажимным приспособлением тисочного типа, либо встраиваться в аналогичные зажимные устройства с быстродействующим пневматическим или гидравлическим приводом.
Оправка действует следующим образом.
В разжатом состоянии в оправку вставляется резьбовой частью обрабатываемая деталь до упора 11, после чего производится зажим оправки. По окончании обработки освобожденная оправка под действием пружин 10 разжимается, и деталь свободно извлекается из оправки.
Ввиду беззазорного сопряжения точность центрирования по резьбе значительно повышается.
Во избежание смятия резьбы детали при зажиме зажимные элементы - полугайки выполняются плавающими. Благодаря этому, в случае, если при зажиме выступы резьбы полугайки окажутся над выступами резьбы детали, поджа:той к упору, полугайка за счет скольжения ее витков по скосам витков детали перемещается в продольном направлении, занимая положение, при котором выступы ее резьбы совместят,ся с впадинами резьбы детали.
Устройство может применяться для сменных наладок. При этом сменными
являются только полугайки. Все остальные детали остаются постоянными.
Формула изобретения
1.Оправка резьбовая, содержащая корпус и размещенные в нем зажимные элементы, базирующие деталь по резьбе, отличающаяся тем, что, с целью повышения быстродействия закрепления детали, корпус оправки выполнен разъемным/ состоящим из двух половин, связанных между собой винтами, на которых установлены пружины, причем в одной половине корпуса винты установлены жестко, а в другой - с возможностью осевого перемещения.
2.Оправка по п. 1, отличающаяся тем, что, с целью исключения смятия резьбы при зажиме, в каждой половине корпуса выполнены сквозные осевые пазы, в которых установлены с -возможностью осевого перемещения зажимные элементы.
Источники информации, принятые во внимание при экспертизе
1. Ансеров М.А. Приспособления дл металлорежущих станков. Л., Машгиз, I960, с. 358, фиг.VI 59.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Прецизионный токарный самоцентрирующий патрон | 1985 |
|
SU1386374A1 |
| ХОДОВАЯ ГАЙКА МЕХАНИЗМА ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ | 2013 |
|
RU2542787C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Разъемное зажимное соединение | 1990 |
|
SU1739075A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| Зажимное устройство | 1989 |
|
SU1726226A1 |
| Оправка | 1972 |
|
SU448082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |