Ot
CD
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения верхнего листа от стопы Васильева В.И. | 1986 |
|
SU1484416A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Устройство для поштучной выдачи заготовок | 1987 |
|
SU1456271A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| ХОДОВАЯ ГАЙКА МЕХАНИЗМА ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ | 2013 |
|
RU2542787C1 |
| Устройство для подачи заготовок | 1988 |
|
SU1576276A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| Устройство для отделения от стопы и подачи листовых заготовок в пресс | 1982 |
|
SU1013043A1 |
Изобретение относится к обработке металлов давлением, а именно к сервисным устройствам-робототехни- ческих комплексов, и м.б, испольэова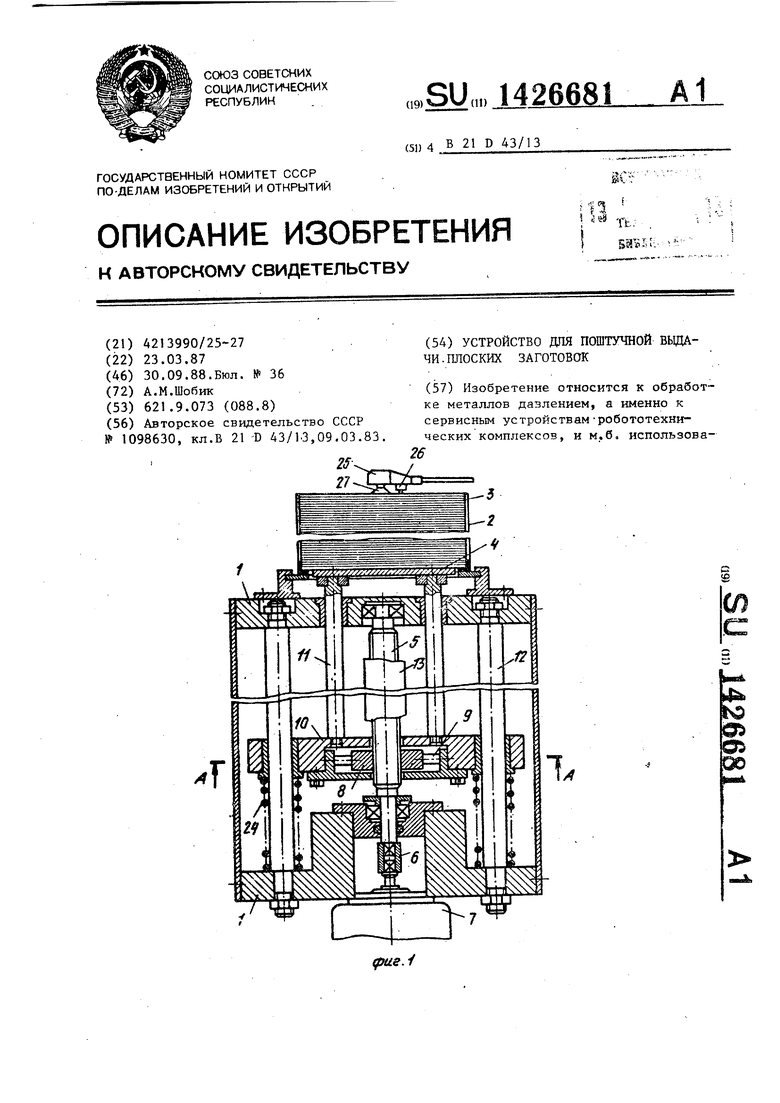
(pUS.i
но для поштучной выдачи плоских заго- тЬвок из магазина на позицию их зах- BJaTa схватом руки промьшшенного робота. Цель - повышение производительности путем сокращения времени Холостого хода. Устройство содержит установленный на станине 1 магазин 2 со стопой плоских заготовок 3. Подъ- е{мный стол 4 со стопой заготовок поручает движение от винтовой пары, содержащей ходовой винт ХВ 5, соеди- Ценный с выходным валом электродви- г|ателя 7, и две полугайки 8, снабжен- штифтами. В станине 1 закреплены 4ве направляющие 13 П-образного сече- 1|ия, установленные симметрично отно- (Штельно оси ХВ 5. Штифты находятся
: . 1
Изобретение относится к средст- дам механизации и автоматизации обработки металлов давлением, в частности к сервисным устройствам робо- 1 отехнических комплексов (РТК) , и может быть использовано для поштучной вьщачи плоских заготовок из магазина на позицию их захвата схватом руки промьшшенного робота с последующим переносом в зону обработки.
Целью изобретения является повьше- ние производительности путем сокращения времени холостого хода подъем- ного- стола.
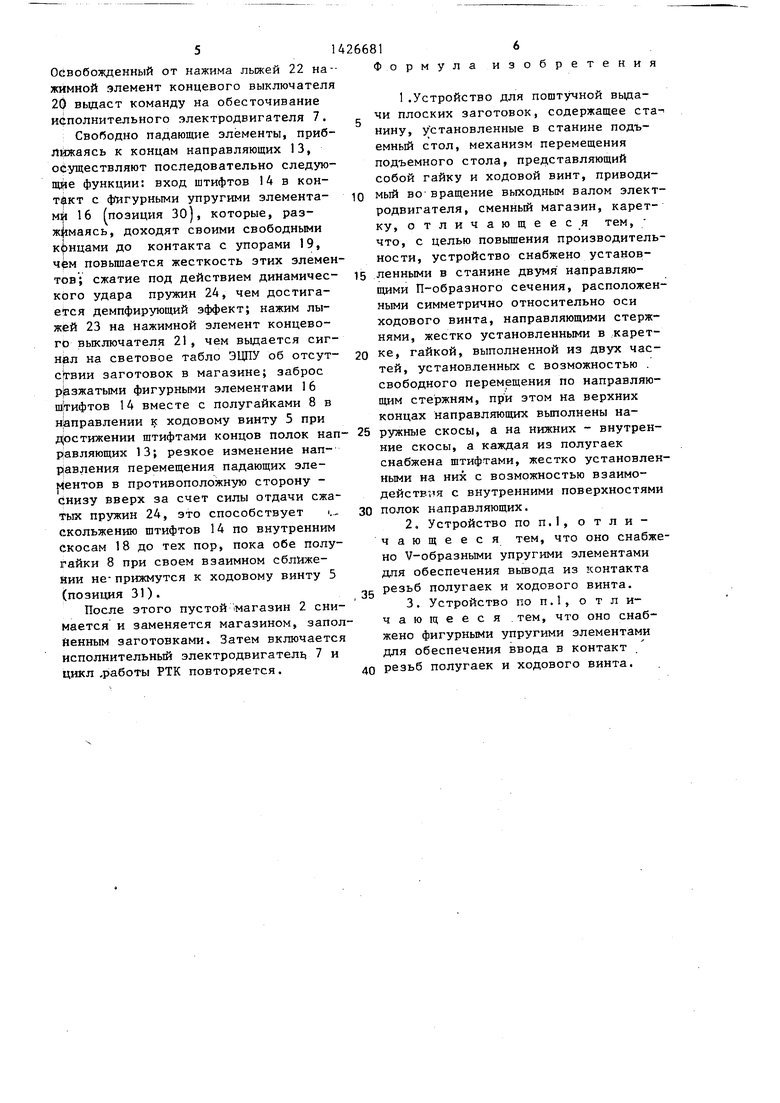
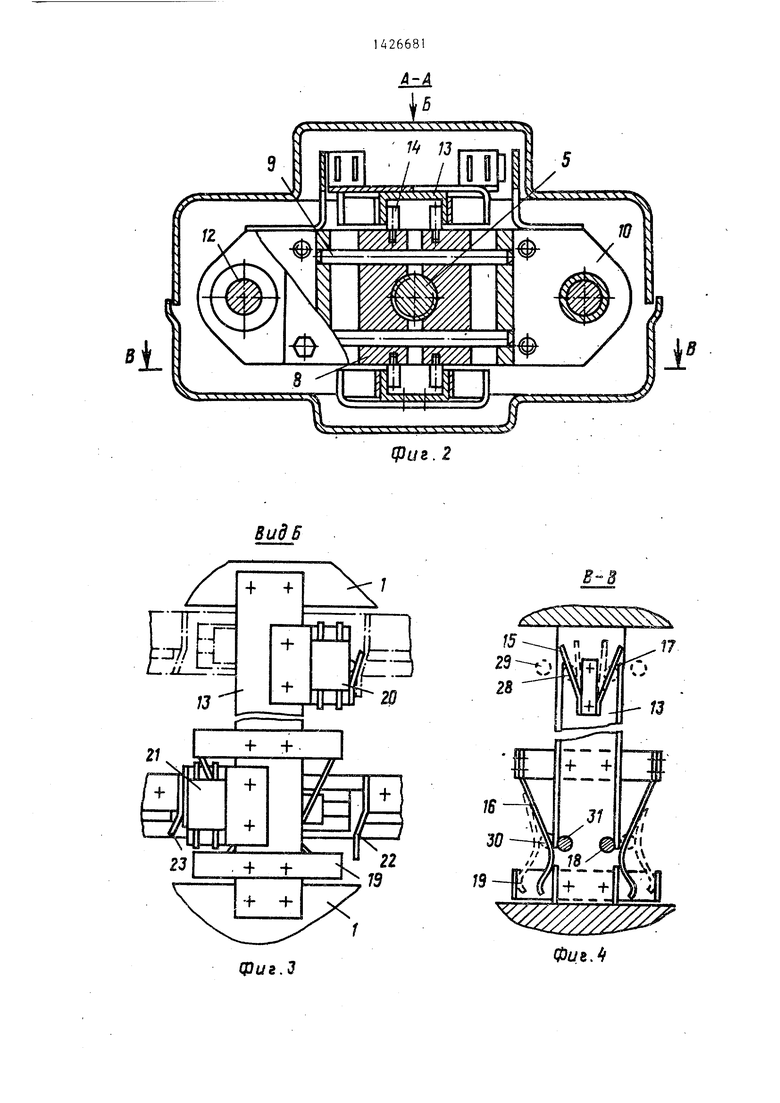
На фиг. схематически показано предлагаемое устройство, продольный разрез; на фиг.2 - разрез А-А на . :фиг.. 1; на фиг.З - вид Б на фиг.2; на фиг.4 - разрез В-В на фиг.2|
Устройство содержит установленный на станине 1 магазин 2 со стопой плоских заготовок 3, размещенной на подъемном столе 4, получающем движение от винтовой пары. Винтовая пара вкйочает ходовой винт 5, соединенный муфтой 6 с выходным валом исполнительного электродвигателя 7, и гайку, состоящую из двух полугаек 8, Указан- ные полугайки смонтированы с возмож - ностью свободного перемещения поперечно оси ходового винта 5 вдоль направво взаимодействии с полками направ- ;, ляющих 13, обеспечивая соединение резьбы полугаек 8 с резьбой ХВ 5. Вывод и ввод полугаек 8 из взаимодействия с ХВ 5 осуществляется штифтами при помощи установленных на направляющих 13 фигурных элементов, Полугайки 8 свободно пepdмeщaютcя поперечно оси ХВ 5 по направляющим стержням 9, установленным в каретке 10. После опустошения магазина 2 происходит разведение полугаек 8. Каретка 10 и подъемный стол 4 свободно подают вниз. После этого происходит . прижатие полугаек 8 к ХВ 5 и подача заготовок возобновляется. 3 з.п. ф-лы, А ил.
5
0
0
ляющих стержней 9, неподвижно установленных в каретке 10, которая жестко связана посредством штанг 11 с подъемным столом 4 и смонтирована с возможностью свободного перемещения . по неподвижно установленным в станине 1 параллельно оси ходового винта 5 колонкам 12.
В станине 1 закреплены направляющие 13 П-образного сечения. Каждая из полугаек 8 снабжена щтифтами 14, жестко установленными на них с возможностью взаимодействия с внутренними поверхностями полок направляющих 13, с установленными у верхних концов полок V-рбразными упругими элементами 15, с установленными у нижних концов полок фигурными упруг н- ми элементами 16.
На верхних концах полок направляющих 13 вьшолнены наружные скосы 17, а на нижних концах полок - внутренние скосы 18. На стенках направляющих 13 смонтированы упоры 19, предназначенные для ограничения отклонения нижних концов упругих элементов 16, и концевые выключа гели 20 и 21.
На каретке 10 смонтированы лыжи 2-2 и 23 с возможностью взаимодействия с нажимными элементами концевых выключателей 20 и. 21 соответственно. Каретка 10 подпружинена относительно станины 1 пружинами 24.
На руке 25 промьгашенного робота (ПР) установлен микровыключатель 26, электрически связанный с исполнительным электродвигателем 7 и предназначенный для контроля уровня верхней заготовки стопы.
Устройство для поштучной выдачи плоских заготовок работает следующим образом.
В исходном положении подъемный стол 4 вместе с кареткой 10 находятся в нижнем положении, при этом на- элемент концевого выключателя 21 нажат лыжей 23, чем выдается сигнал на остановку программы. Штифты 14 занимают позицию 31, каретка 10 с подъемным столом 4 снизу поджата пружинами 24, благодаря чему штифты 14,-контактируя с внутренними скосами 18 направляющих 13, сближают обе полугайки 8 до их прижатия к ходовому винту 5.
После этого заполненный плоскими заготовками 3 магазин 2 устанавл1;ва- ется на станину 1. Высота стопы заготовок 3 берется из расчета, чтобы плоскость верхней заготовки была заподлицо с верхним уровнем магазина 2 Такая высота стопы рассчитана на то, чтобы при подведенной над стопой руке 25 ПР, находящейся на своем нижнем уровне, расстояние от плоскости верхней заготовки до нажимного элемента микровыключателя 26 было бы в пределах 3-5 мм.
Включают в работу электронное цикловое программное устройство (ЭЦПУ) (не показано), которое обеспечивает автоматический режим работы робото- технического комплекса (РТК) по заданной программе.
Цикл работы РТК включает следующие переходы: опускание руки 25 до своего нижнего уровня; включение исполнительного электродвигателя 7. Вращающийся выходной вал последнего через муфту 6 передает вращение ходовому винту 5 и поджимающиеся к нему полугайки 8 входят во взаимодействие с ходовым винтом 5 своими резьбами, осуществляя подъем стопы :заготовок 3 до достижения поверхностью верхней заготовки своего ис- , ходного уровня, подъем стопы осуществляется до тех пор, пока от нажима верхней заготовки на нажимной элемент микровык.пючателя 26 не будет отключен исполнительный электродвига2668 4
тель 7. Во время выполнения этого перехода одновременно произойдет контакт присоса 27 вакуумного схвата руки ПР с поверхностью верхней заготовки, создание внутри присоса 27, поднятие руки 25 ПР всеете с верхней заготовкой, поворот руки 25 на заданный угол для осуществлепяя
10 транспортировки заготовки к зоне обработки, опускание 25 nnf-: установки заготовки на рабочую позицл-о в зоне обработки,-- например в штамп, освобождение руки 25 от заготовки
15 снятием вакуумирования и отвод в ее исходное положение над стопой, во время выполнения этого перехода осуществляется обработка, например в штампе заготовки, и удаление из
20 рабочей зоны готовой детали.
После этого цикл работы РТК повторяется, чем обеспечивается непре- рьтаная шаговая подача ззготовок F зону обработки до полкой рырабэткм
25 стопы.
При нажШ е последней заготовки на нажимной элемент микрозьпспгачателя 26 одновременно льока 22 нажтмет на нажимной элемент концевого вык/ почателя 20«
30 Этим действием достигается блоккро- вание сигнала на ост ковку вращения
ходового БИНТ
выданного в к; оченным микроЕыключз елем 26, icncrxHi; тельяр ш электродзига 1 ель 7 продотсгснт
35-Вращение ходового нкнтй 5 н перакеце ние вверх полугагк 8 в;,-:естй с кпрз - кой О.
Вблизи верхних- концов полок направляющих 13 штифты 4 входят Б кон40 такт с V-сбразными упрз гими злемента ми 15, отклоняя свободные концы последних навстречу друг другу (погнцня 28). При достижении верхних концов полок направляющих 13, штифты 14
45 выйдя из взаимодействия с поверхностями полок5прд влиянием щелчка действующих на Н1ГХ сил У-обрс}зГ({ых упругих элементов 15, сбрасьшоютсл наружу за пределы направляющих 3 (позн50 Ция 29), при этом нарухсные скосы 7 способствуют беспрепятственному выб™ росу штифтов 14 за пределы каправлякщих 13. Описанные действия прт-шодят к отводу от ходового винта 5 полу55 гаек 8 и потери взаимодействия кх резьб.
Ничем теперь не удерживаемые каретку 10 вместе с подъемным столом-4 под собственным весом падают вниз.
5
Освобожденный от нажима лыжей 22 нажимной элемент концевого выключателя 20 вьщаст команду на обесточивание исполнительного электродвигателя 7.
Свободно падающие элементы, приближаясь к концам направляющих 13, осуществляют последовательно следующие функции: вход штифтов 14 в кон- т$кт с фигурными упругими элемента- м 16 fпoзиция ЗО, которые, раз- ж |1маясь, доходят своими свободными к|)нцами до контакта с упорами 19, чём повьппается жесткость этих элементов; сжатие под действием динамического удара пружин 24, чем достигается демпфирующий эффект; нажим лыжей 23 на нажимной элемент концевого выключателя 21, чем выдается сиг- н|ал на световое табло ЭЦПУ об отсут- с|гвии заготовок в магазине; заброс р|азжатыми фигурными элементами 16 ш тифтов 14 вместе с полугайками 8 в Н аправлении к ходовому винту 5 при д|остижении штифтами концов полок нап р1авляющих 13; резкое изменение направления перемещения падающих эле- NteHTOB в противоположную сторону - снизу вверх за счет силы отдачи сжа- тьж пружин 24, это способствует .., скольжению штифтов 14 по внутренним скосам 18 до тех пор, пока обе полугайки 8 при своем взаимном сближении не- прижмутся к ходовому винту 5 (позиция 31).
После этого пустой магазин 2 снимается и заменяется магазином, запол йенным заготовками. Затем включается исполнительный электродвигателе) 7 и цикл .работы РТК повторяется.
266816
Формула изобретения
2g резьб полугаек и ходового винта.
40 резьб полугаек и ходового винта.
/4- ;j
flu / / fl
S
Г2
«i
- У -У -хх-ч ух .хх
Buds
Сриг.З
4zl
l5
/4- ;j
/ /
fpuB.2
Фие.
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
