Область техники
Изобретение относится к гидрообработке углеводородного сырья для получения топлива и/или базовых масел.
Уровень техники
Переработка газойлевого сырья, такого как вакуумный газойль (ВГО), и другого более тяжелого сырья может вызывать различные проблемы. Одной из возможных трудностей является интервал температур кипения сырья. Для многих важнейших областей применения газойлевого сырья может требоваться конверсия по меньшей мере части молекул сырья с получением более низкого интервала температур кипения. Некоторые виды конверсионной обработки сырья могут включать каталитические процессы, такие как некоторые типы гидрообработки. К сожалению, для гидрообработки такого сырья может требоваться значительное количество катализатора и водорода, что приводит к высокой стоимости переработки сырья.
В US 7622034 описаны способы гидрообработки сырья, такого как ВГО, с получением дизельного продукта и сырья для каталитического крекинга с псевдоожиженным слоем катализатора (ККПСК). Исходное сырье подвергают гидроочистке в зоне гидроочистки. В результате получают выходящий поток, который имеет содержание серы примерно 200-1000 ppm (частей на миллион). Часть потока, выходящего из зоны гидроочистки, затем подвергают гидрокрекингу. После разделения на фракции, по меньшей мере часть выходящего потока, подвергнутого гидрокрекингу, представляет собой сырье с интервалом кипения дизельного топлива, которое имеет интервал температур кипения примерно 140-382°С и содержание серы примерно 200-1000 wppm (массовых частей на миллион). Часть сырья для ККПСК также можно подвергать гидрокрекингу. Выходящий после гидрокрекинга поток можно подвергать доочистке для удаления меркаптанов, образовавшихся в лигроиновой фракции продукта гидрокрекинга.
В US 7449102 описаны способы получения углеводородных продуктов, включающих продукты с интервалом температур кипения дизельного топлива. Способы включают гидроочистку остатков вакуумной перегонки и разделение выходящего потока гидроочистки на газообразную и жидкую фракцию. Газообразную фракцию объединяют с газойлевым сырьем и подают на стадию гидрокрекинга. В примере, представленном в патенте, газойлевое сырье, используемое на стадии гидрокрекинга, имеет содержание серы более примерно 2 масс.%. Выходящий поток гидрокрекинга разделяют на фракции, в результате чего может быть получен продукт с интервалом температур кипения дизельного топлива.
В US 7108779 описаны способы получения углеводородных продуктов, включающих продукты с интервалом кипения дизельного топлива. Способы включают гидроочистку сырья и разделение выходящего потока гидроочистки на газообразную и жидкую фракцию. Часть жидкой фракции направляют рециклом на стадию гидроочистки, тогда как другую часть считают подходящей в качестве сырья для каталитического крекинга с псевдоожиженным слоем катализатора (ККПСК). Газообразную фракцию объединяют с углеводородным сырьем, имеющим температуру кипения ниже примерно 371°С, и подают на стадию гидрокрекинга. Выходящий поток гидрокрекинга разделяют на фракции, что приводит к получению продукта с интервалом температур кипения дизельного топлива.
В US 6638418 описаны способы переработки по меньшей мере двух видов сырья. Первое сырье подвергают гидроочистке на первой стадии. В документе не указано содержание серы в выходящем потоке первой стадии гидроочистки. Выходящий поток гидроочистки затем направляют на стадию гидрокрекинга, вместе с рециркулируемой частью выходящего потока гидрокрекинга. Другую часть выходящего потока гидрокрекинга разделяют на фракции с получением по меньшей мере дизельного топлива с низким содержанием серы. Газообразный выходящий поток стадии гидрокрекинга смешивают со вторым сырьем с интервалом температур кипения дизельного топлива и подвергают второй стадии гидроочистки. Это также обеспечивает получение фракции дизельного топлива с низким содержанием серы.
Один из аспектов изобретения относится к способу обработки углеводородного сырья, включающему смешивание углеводородного сырья, имеющего температуру кипения Т5 по меньшей мере 340°С, с выходящим потоком стадии конверсии, имеющим содержание серы примерно 50 wppm или менее, с получением смешанного углеводородного сырья. Смешанное углеводородное сырье можно обрабатывать на стадии гидроочистки, подвергая смешанное углеводородное сырье воздействию катализатора гидроочистки при эффективных условиях гидроочистки с получением выходящего потока гидроочистки, имеющего содержание серы примерно 50 wppm или менее. Выходящий поток гидроочистки можно разделять на фракции с получением по меньшей мере керосиновой фракции с содержанием серы примерно 10 wppm или менее, дизельной фракции с содержанием серы примерно 20 wppm или менее и нижней фракции. Сырьевая нижняя фракция может быть образована из нижней фракции, причем сырьевая нижняя фракция имеет температуру кипения Т5 по меньшей мере примерно 355°С. Сырьевую нижнюю фракцию можно подвергать конверсии на стадии конверсии путем обработки нижней фракции катализатором депарафинизации при эффективных условиях конверсии с получением выходящего потока стадии конверсии. В одном воплощении профиль температуры кипения выходящего потока гидроочистки может соответствовать по меньшей мере примерно 40% конверсии углеводородного сырья относительно начала конверсии, соответствующего температуре кипения Т5 сырьевой нижней фракции.
Другой аспект изобретения относится к способу обработки углеводородного сырья, включающему обработку нижней фракции, имеющей температуру кипения Т5 по меньшей мере примерно 355°С, катализатором депарафинизации при эффективных условиях конверсии на стадии конверсии с получением выходящего потока стадии конверсии. Выходящий поток стадии конверсии и углеводородное сырье с температурой кипения Т5 по меньшей мере примерно 340°С можно обрабатывать на стадии гидроочистки, подвергая выходящий поток стадии конверсии и углеводородное сырье воздействию катализатора гидроочистки в присутствии обрабатывающего газа-водорода при эффективных условиях гидроочистки, с получением выходящего потока гидроочистки, имеющего содержание серы примерно 50 wppm или менее. Выходящий поток стадии конверсии может включать по меньшей мере примерно 50% обрабатывающего газа-водорода на стадии гидроочистки. Выходящий поток гидроочистки можно разделять на фракции с получением по меньшей мере керосиновой фракции с содержанием серы примерно 10 wppm или менее, дизельной фракции с содержанием серы примерно 20 wppm или менее и нижней фракции. По меньшей мере примерно 25% нижней фракции можно подавать рециклом на стадию конверсии в качестве сырьевой нижней фракции. В одном воплощении профиль температуры кипения выходящего потока гидроочистки может соответствовать по меньшей мере примерно 40% конверсии углеводородного сырья относительно начала конверсии, соответствующего температуре кипения Т5 сырьевой нижней фракции.
Еще один аспект изобретения относится к способу обработки углеводородного сырья, включающему гидроочистку углеводородного сырья с интервалом температур кипения дизельного топлива, имеющего температуру помутнения по меньшей мере -10°С, в реакторе гидроочистки, путем обработки углеводородного сырья катализатором гидроочистки, характеризующимся сроком службы, в присутствии обрабатывающего газа-водорода, при эффективных условиях гидроочистки, включающих среднемассовую температуру слоя гидроочистки, с получением выходящего потока гидроочистки, имеющего содержание серы примерно 10 wppm или менее, и последующее направление выходящего потока гидроочистки непосредственно в реактор депарафинизации, отделенный от реактора гидроочистки и, таким образом, обеспеченный независимым регулированием температуры, для контакта с катализатором депарафинизации в присутствии водорода при эффективных условиях депарафинизации, включающих среднемассовую температуру слоя депарафинизации, с получением гидроочищенного и депарафинизированного выходящего потока, характеризующегося: (i) температурой помутнения не более -26°С, (ii) температурой помутнения по меньшей мере на 17°С ниже температуры помутнения углеводородного сырья с интервалом температур кипения дизельного топлива или (iii) параметрами (i) и (ii), где ниже по потоку от реактора гидроочистки, при необходимости, обеспечивают нагреватель для независимого регулирования разности температур между реакторами гидроочистки и депарафинизации таким образом, что среднемассовая температура слоя депарафинизации выше по меньшей мере на 20°С (например, от примерно 28°С до примерно 61°С), чем среднемассовая температура слоя гидроочистки, и срок службы катализатора гидроочистки дольше по меньшей мере на 10% (например, по меньшей мере на 15%), чем срок службы идентичного катализатора гидроочистки, без независимого регулирования температуры в одном реакторе вместе с катализатором депарафинизации, в котором предусмотрено идентичное углеводородное сырье и, если не идентичное, то подобное производительности по гидроочищенному и депарафинизированному выходящему потоку.
Краткое описание чертежей
На Фиг.1 представлена реакционная система, подходящая для осуществления способа в соответствии с изобретением.
На Фиг.2 представлена сравнительная реакционная система.
На Фиг.3 представлено воплощение системы гидроочистки и депарафинизации с двумя реакторами, соединенными последовательно, которая подходит для осуществления способа в соответствии с изобретением.
На Фиг.4 представлено другое воплощение системы гидроочистки и депарафинизации с двумя реакторами, соединенными последовательно, которая подходит для осуществления способа в соответствии с изобретением.
Подробное описание воплощений
Некоторые виды тяжелого сырья, такие как вакуумные газойли, могут служить в качестве источника как топлива, так и базовых масел. Одной из задач может быть увеличение общего выхода (в сочетании) топлива и смазочных масел, при минимизации затрат. Обычный сырьевой вакуумный газойль может содержать серу в количестве, которое выше допустимого для топлива содержания серы. Таким образом, стадия десульфурации может быть полезной для снижения содержания серы до требуемого уровня, например менее примерно 10 wppm серы. Другой задачей может быть увеличение количества топлива, полученного из более тяжелого сырья, например, путем конверсии сырья до соединений с более низкой температурой кипения. Обычный вакуумный газойль также можно улучшить путем улучшения свойств хладотекучести, например температуры застывания. Таким образом, одним из возможных способов обработки углеводородного сырья может быть десульфурация сырья в первом реакторе, а затем гидрокрекинг и/или депарафинизация сырья во втором реакторе. Затем можно использовать фракционирующую колонну для разделения на фракции полученного продукта с получением требуемых фракций топлива и базового масла.
Одним из возможных способов снижения затрат на осуществление десульфурации, за которой следует крекинг и/или депарафинизация, является направление выходящего потока стадии десульфурации на стадию крекинга/депарафинизации без промежуточного разделения. Такой способ может обеспечить проведение в одном реакторе как стадии десульфурации, так и стадии крекинга/депарафинизации. Использование одного реактора или другой схемы, в которой не требуется сепаратор между реакционными стадиями, может обеспечить значительную экономию затрат в нефтеперерабатывающих установках. К сожалению, сернистые соединения в сырьевом вакуумном газойле могут снижать активность большинства катализаторов депарафинизации. Такое подавление активности может происходить, когда сера является частью сырья (например, будучи ковалентно связанной в молекуле углеводорода в сырье) и/или когда сера находится в форме газообразной примеси, образовавшейся в результате десульфурации, такой как H2S. Таким образом, если весь выходящий поток реакции десульфурации последовательно направляют на стадию, включающую катализатор депарафинизации, может происходить значительное отравление катализатора посредством любого или обоих механизмов. Отравление катализатора может значительно увеличить объем катализатора, требующийся для эффективной обработки при заданном расходе сырья, и, таким образом, может привести к увеличению стоимости обработки.
В различных воплощениях обеспечивают системы и способы обработки углеводородного сырья, такого как вакуумный газойль. Системы и способы позволяют проводить обработку сырья с использованием двух реакционных стадий (или групп реакционных стадий) и фракционирующей колонны. В таких воплощениях не требуется дополнительного сепараторного устройства между реакционными стадиями, что, при необходимости, может позволить совмещать стадии в одном реакторе. Отсутствие промежуточного разделения позволяет снизить стоимость обработки сырья благодаря снижению количества единиц оборудования, требующихся для технологической линии. В одном воплощении поток сырья может быть организован так, что все виды сырья первоначально подают на одну или более стадий десульфурации. Десульфурацию можно осуществлять в условиях, эффективных для получения по меньшей мере дизельной фракции с содержанием серы примерно 10 wppm или менее. Десульфурированное сырье затем можно разделять на фракции с получением нескольких фракций, включающих по меньшей мере керосиновую фракцию, дизельную фракцию и нижнюю фракцию. Часть нижней фракции можно использовать в качестве сырья для смазочных масел и/или базового масла. Другую часть нижней фракции можно подавать на одну или более стадий конверсии, которую можно осуществлять в условиях, предназначенных для обработки обессеренного сырья («sweet»), вследствие относительно низкого содержания серы. В результате начальной десульфурации, поток, поступающий на одну или более стадий гидрокрекинга и/или конверсии может иметь содержание серы примерно 50 wppm или менее. Весь выходящий поток стадии конверсии можно добавлять к потоку, поступающему на стадию десульфурации. Катализатор, используемый на стадиях конверсии, может представлять собой катализатор депарафинизации и/или изомеризации, чтобы обеспечить дополнительное улучшение свойств хладотекучести любого сырья, прошедшего стадии гидрокрекинга.
В некоторых воплощениях реакционная конфигурация согласно изобретению позволяет обеспечить по меньшей мере некоторые преимущества многореакторной системы в конфигурации с одним реактором. В таких воплощениях стадии конверсии и стадии десульфурации могут быть размещены одном реакторе. Однако стадии могут быть расположены так, что стадии десульфурации находятся ниже потоку от стадии конверсии. Таким образом, выходящий поток стадий конверсии можно последовательно направлять на стадии десульфурации. Исходное или необработанное сырье также можно вводить в реактор так, чтобы сначала пропускать его через стадию десульфурации. Таким образом, входящие потоки стадии десульфурации могут включать как необработанное сырье, так и выходящий поток стадий конверсии. В таких воплощениях входящий поток стадии конверсии может представлять собой рециркулируемый нижний поток из фракционирующей колонны.
В некоторых воплощениях изобретение также позволяет получать различные фракции топлива и/или базовых масел, при снижении как количества единиц оборудования, так и количества катализатора на стадиях конверсии. Как отмечено выше, предложенная конфигурация может позволить размещать как стадии конверсии, так и стадии десульфурации в одном реакторе, что обеспечивает экономию затрат на количество единиц требуемого оборудования. Что касается объема катализатора, предложенная конфигурация может позволить осуществлять стадии конверсии в условиях, предназначенных для обессеренного сырья, с низким содержанием серы и/или азота. Частично благодаря низкому количеству примесей/ядов, стадии конверсии можно осуществлять с более низким количеством катализатора по сравнению с конфигурацией, в которой выходящий поток стадии десульфурации подают на стадии конверсии. Дополнительно или альтернативно, объемную скорость на стадиях конверсии можно увеличить по сравнению с конфигурацией, в которой выходящий поток стадии десульфурации подают на стадии конверсии. В других воплощениях изобретение может обеспечить возможность получения увеличенного количества дизельного топлива и/или керосина при той же степени конверсии для базовых масел, по сравнению с традиционным способом. Кроме того, полученный керосин может иметь улучшенные свойства, например повышенную максимальную высоту некоптящего пламени.
В приведенном ниже описании ссылки на профили температуры кипения для более тяжелых углеводородных фракций могут соответствовать температурам кипения, определяемым в соответствии со стандартом ASTM D1160. Для температур кипения в интервале дизельного топлива и других легких фракций, для которых ASTM D1160 не подходит, может быть использован ASTM D86.
Сырье
В различных воплощениях подходящее углеводородное сырье может включать сырье, кипящее в интервале температур кипения продуктов перегонки. Одним из примеров подходящего сырья является сырье с интервалом температур кипения дизельного топлива, составляющим от примерно 232°С (примерно 450°F) до примерно 800°С (примерно 427°F). Другим примером подходящего сырья является сырье с интервалом температур кипения дизельного топлива, включающего керосиновую фракцию. Такое сырье может иметь интервал температур кипения от примерно 121°С (примерно 250°F) до примерно 427°С (примерно 800°F). Еще одним примером подходящего сырья может быть более тяжелое сырье с интервалом температур кипения от примерно 288°С (примерно 550°F) до примерно 593°С (примерно 1100°F). В других воплощениях в качестве сырья можно использовать продукты перегонки с другими начальными или конечными температурами кипения в пределах вышеуказанных интервалов. В одном воплощении начальная температура кипения сырья с интервалом температур кипения продуктов перегонки может составлять по меньшей мере примерно 121°С (примерно 250°F), по меньшей мере примерно 177°С (примерно 350°F), по меньшей мере примерно 232°С (примерно 450°F), по меньшей мере примерно 260°С (примерно 500°F) или по меньшей мере примерно 288°С (примерно 550°F). Дополнительно или альтернативно, температура кипения Т5 (т.е. температура, при которой выкипает 5 масс.% сырья) может составлять по меньшей мере примерно 121°С (примерно 250°F), по меньшей мере примерно 177°С (примерно 350°F), по меньшей мере примерно 232°С (примерно 450°F), по меньшей мере примерно 260°С (примерно 500°F) или по меньшей мере примерно 288°С (примерно 550°F). Дополнительно или альтернативно, конечная температура кипения сырья с интервалом температур кипения продуктов перегонки может составлять примерно 593°С (примерно 1100°F) или менее, примерно 538°С (примерно 1000°F) или менее, примерно 482°С (примерно 900°F) или менее, примерно 427°С (примерно 800°F) или менее или примерно 371°С (примерно 700°F) или менее. Кроме того, дополнительно или альтернативно, температура кипения Т95 (т.е. температура, при которой выкипает 95 масс.% сырья) может составлять примерно 593°С (примерно 1100°F) или менее, примерно 538°С (примерно 1000°F) или менее, примерно 482°С (примерно 900°F) или менее, примерно 427°С (примерно 800°F) или менее или примерно 371°С (примерно 700°F) или менее.
Альтернативно, углеводородное сырье, используемое в соответствии со способами изобретения, может быть идентифицировано в соответствии с его источником, оно может включать минеральное углеводородное сырье, сырье биологического происхождения или их сочетание.
Минеральное углеводородное сырье относится к углеводородному сырью, получаемому из сырой нефти (включая традиционную сырую нефть, нефтяные сланцы и т.д.), возможно, подвергнутому одному или более процессам разделения и/или другим видам очистки. Минеральное углеводородное сырье, подходящее для использования в некоторых воплощениях изобретения, может представлять собой сырье с начальной температурой кипения по меньшей мере примерно 287°С (550°F), или по меньшей мере примерно 316°С (600°F), или по меньшей мере примерно 343°С (650°F). Альтернативно, сырье можно охарактеризовать температурой кипения, требующейся для выкипания определенной процентной доли сырья. Например, температуру, требующуюся для выкипания по меньшей мере 5 масс.% сырья, называют температурой кипения «Т5». В одном воплощении минеральное углеводородное сырье может иметь температуру кипения Т5 по меньшей мере примерно 340°С (644°F) или по меньшей мере примерно 350°С (662°F). В другом воплощении минеральное углеводородное сырье может иметь температуру кипения Т95 примерно 621°С (1150°F) или менее, примерно 593°С (1100°F) или менее, примерно 566°С (1050°F) или менее. Альтернативно, минеральное углеводородное сырье может иметь конечную температуру кипения примерно 649°С (1200°F) или менее, или примерно 621°С (1150°F) или менее, или примерно 593°С (1100°F) или менее, или примерно 566°С (1050°F) или менее. Примеры данного вида сырья могут включать газойли, такие как тяжелые газойли или вакуумные газойли, сырые дистилляты, необработанные продукты перегонки и другие сырые фракции, имеющие подходящий интервал температур кипения.
Потоки минерального сырья часто имеют содержание азота от примерно 50 wppm до примерно 5000 wppm, например от примерно 50 wppm до примерно 3500 wppm, от примерно 50 wppm до примерно 3000 wppm, от примерно 50 wppm до примерно 2500 wppm, от примерно 50 wppm до примерно 2000 wppm, от примерно 50 wppm до примерно 1500 wppm, от примерно 50 wppm до примерно 1000 wppm, от примерно 75 wppm до примерно 5000 wppm, от примерно 75 wppm до примерно 3500 wppm, от примерно 75 wppm до примерно 3000 wppm, от примерно 75 wppm до примерно 2500 wppm, от примерно 75 wppm до примерно 2000 wppm, от примерно 75 wppm до примерно 1500 wppm, от примерно 75 wppm до примерно 1000 wppm, от примерно 100 wppm до примерно 5000 wppm, от примерно 100 wppm до примерно 3500 wppm, от примерно 100 wppm до примерно 3000 wppm, от примерно 100 wppm до примерно 2500 wppm, от примерно 100 wppm до примерно 2000 wppm, от примерно 100 wppm до примерно 1500 wppm или от примерно 100 wppm до примерно 1000 wppm. Дополнительно или альтернативно, потоки минерального сырья часто имеют содержание серы от примерно 100 wppm до примерно 20000 wppm, например от примерно 100 wppm до примерно 15000 wppm, от примерно 100 wppm до примерно 10000 wppm, от примерно 100 wppm до примерно 7500 wppm, от примерно 100 wppm до примерно 5000 wppm, от примерно 100 wppm до примерно 4000 wppm, от примерно 100 wppm до примерно 3000 wppm, от примерно 100 wppm до примерно 2000 wppm, от примерно 200 wppm до примерно 20000 wppm, от примерно 200 wppm до примерно 15000 wppm, от примерно 200 wppm до примерно 10000 wppm, от примерно 200 wppm до примерно 7500 wppm, от примерно 200 wppm до примерно 5000 wppm, от примерно 200 wppm до примерно 4000 wppm, от примерно 200 wppm до примерно 3000 wppm, от примерно 200 wppm до примерно 2000 wppm, от примерно 350 wppm до примерно 20000 wppm, от примерно 350 wppm до примерно 15000 wppm, от примерно 350 wppm до примерно 10000 wppm, от примерно 350 wppm до примерно 75000 wppm, от примерно 350 wppm до примерно 5000 wppm, от примерно 350 wppm до примерно 4000 wppm, от примерно 350 wppm до примерно 3000 wppm или от примерно 350 wppm до примерно 2000 wppm.
Сырье биологического происхождения относится к углеводородному сырью, получаемому из компонентов биологических сырьевых материалов, таких как растительные жиры/масла, животные жиры/масла, рыбий жир, пиролизные масла и жиры/масла морских водорослей, а также компоненты таких материалов. Следует отметить, что для целей данного документа, растительные жиры/масла в общем относятся к любому растительному материалу исходному и включают жиры/масла, вырабатываемые из такого источника, как растения рода ятрофа. Жиры/масла, вырабатываемые из растений, животных, рыб и морских водорослей, которые можно использовать в настоящем изобретении, могут предпочтительно включать любые жиры/масла, содержащие триглицериды и/или свободные жирные кислоты (СЖК). Триглицериды и/или СЖК обычно содержат алифатические углеводородные цепи, включающие от 8 до 36 атомов углерода, предпочтительно от 10 до 26 атомов углерода, например от 14 до 22 атомов углерода. Другие типы сырья, которые получают из компонентов биологических сырьевых материалов, включают сложные эфиры жирных кислот, таких как алкиловые сложные эфиры жирных кислот (например, МЭЖК и/или ЭЭЖК). Примеры сырья биологического происхождения включают, но не ограничены перечисленным, рапсовое (каноловое) масло, соевое масло, кокосовое масло, подсолнечное масло, пальмовое масло, пальмоядровое масло, арахисовое масло, льняное масло, галловое масло, кукурузное масло, касторовое масло, масло ятрофы, масло жожоба, оливковое масло, масло неочищенных семян льна, рыжиковое масло, сафлоровое масло, масло бабасу, талловое масло, масло из рисовых отрубей и т.п. и их сочетание.
В одном воплощении сырье биологического происхождения может включать один или более типов липидных соединений. Липидные соединения являются типичными биологическими соединениями, нерастворимыми в воде, но растворимыми в неполярных (или жирных) растворителях. Неограничивающие примеры таких растворителей включают спирты, эфиры, хлороформ, алкилацетаты, бензол и их сочетания. Основные классы липидов включают, но не ограничены перечисленными, жирные кислоты, образованные из глицерола липиды (включающие жиры, масла и фосфолипиды), образованные из сфингозина липиды (включающие керамиды, цереброзиды, ганглиозиды и сфингомиелины), стероиды и их производные, терпены и их производные, растворимые в жирах витамины, некоторые ароматические соединения и длинноцепочечные спирты и парафины. В живых организмах липиды в основном служат основой клеточных мембран и в качестве формы запаса топлива. Липиды также могут соединяться с белками или углеводами, например, с образованием липопротеинов и липополисахаридов.
Примеры растительных масел, которые могут быть использованы, включают, но не ограничены перечисленными, рапсовое (каноловое) масло, соевое масло, кокосовое масло, подсолнечное масло, пальмовое масло, пальмоядровое масло, арахисовое масло, льняное масло, галловое масло, кукурузное масло, касторовое масло, масло ятрофы, масло жожоба, оливковое масло, масло неочищенных семян льна, рыжиковое масло, сафлоровое масло, масло бабасу, талловое масло и масло из рисовых отрубей. Здесь растительные масла также могут включать материал отработанных растительных масел. Неограничивающие примеры материала отработанных растительных масел включают жирные кислоты и алкиловые сложные эфиры жирных кислот. Алкиловые сложные эфиры обычно включают алкиловые сложные эфиры C1-C5. Один или более метиловых, этиловых и пропиловых сложных эфиров являются предпочтительными.
Примеры животных жиров, которые могут быть использованы, включают, но не ограничены перечисленным, говяжий жир (твердый животный жир), нутряное сало (свиной жир), жир индейки, рыбий жир/масло и куриный жир. Животные жиры могут быть получены из любых подходящих источников, включая рестораны и мясные производственные комплексы. Здесь животные жиры также включают материал отработанных животных жиров. Неограничивающие примеры материала отработанных животных жиров включают жирные кислоты и алкиловые сложные эфиры жирных кислот. Алкиловые сложные эфиры обычно включают алкиловые сложные эфиры C1-С5. Один или более из метиловых, этиловых и пропиловых сложных эфиров являются предпочтительными.
Масла или липиды морских водорослей могут входить в состав морских водорослей в форме компонентов мембраны, продуктов накопления и продуктов обмена веществ. Определенные штаммы водорослей, в частности микроводоросли, такие как диатомовые водоросли и цианобактерии, содержат пропорционально высокое содержание липидов. Водорослевые источники масел морских водорослей могут содержать различное количество, например от 2 масс.% до 40 масс.% липидов, исходя из общего количества водорослевой биомассы. Водорослевые источники масел морских водорослей могут включать, но не ограничены перечисленными, одноклеточные и многоклеточные водоросли. Примеры таких водорослей могут включать красные водоросли, зеленые водоросли, гетероконтофитовые водоросли, желтые водоросли, главкофитовые водоросли, хлорарахниофитовые водросли, эвглениды, гаптофитовые водоросли, криптомонадовые водоросли, диновлагелляты, фитопланктон и т.п. и их сочетания. В одном воплощении водоросли могут принадлежать к классам Chlorophyceae и/или Haptophyta. Конкретные вещества могут включать, но не ограничены перечисленными, Neochloris oleoabundans, Scenedesmus dimorphus, Euglena gracilis, Phaeodactylum tricomutum, Pleurochrysis carterae, Prymnesium parvum, Tetraselmis chui и Chlamydomonas reihardtii.
Потоки сырья биологического происхождения обычно имеют низкое содержание азота и серы. Например, потоки сырья биологического происхождения могут содержать до 500 wppm азота (в форме азотсодержащих соединений). Вместо азота и/или серы, основным гетероатомом в сырье биологического происхождения обычно является кислород (в форме кислородсодержащих соединений). Подходящие потоки сырья биологического происхождения могут включать до примерно 10-12 масс.% кислорода. В предпочтительных воплощениях содержание серы в потоке сырья биологического происхождения преимущественно может составлять до примерно 15 wppm или менее, предпочтительно примерно 10 wppm или менее, хотя, в некоторых воплощениях, поток сырья биологического происхождения преимущественно не содержит серу (например, может содержать не более 10 wppm, предпочтительно не более 5 wppm, не более 3 wppm, не более 2 wppm, не более 1 wppm, не более 500 wppb (массовых частей на миллиард), не более 200 wppb, не более 100 wppb, не более 50 wppb или количество серы, не поддающееся определению).
В различных воплощениях сырье может включать как сырье из источников биологического происхождения, так и сырье из минеральных источников. Такое смешанное сырье может включать по меньшей мере примерно 0,1 масс.% сырья биологического происхождения, например по меньшей мере примерно 0,5 масс.%, по меньшей мере примерно 1 масс.%, по меньшей мере примерно 3 масс.%, по меньшей мере примерно 5 масс.%, по меньшей мере примерно 10 масс.%, по меньшей мере примерно 15 масс.%, по меньшей мере примерно 20 масс.% или по меньшей мере примерно 25 масс.%. Дополнительно или альтернативно, смешанное сырье может включать примерно 75 масс.% или менее сырья биологического происхождения, например примерно 65 масс.% или менее, примерно 55 масс.% или менее, примерно 50 масс.% или менее, примерно 45 масс.% или менее, примерно 40 масс.% или менее, примерно 35 масс.% или менее или примерно 30 масс.% или менее. Такое смешанное сырье может включать по меньшей мере примерно 10 масс.% минерального сырья, например по меньшей мере примерно 20 масс.%, по меньшей мере примерно 25 масс.%, по меньшей мере примерно 30 масс.%, по меньшей мере примерно 35 масс.%, по меньшей мере примерно 40 масс.%, по меньшей мере примерно 45 масс.%, по меньшей мере примерно 50 масс.%, по меньшей мере примерно 55 масс.%, по меньшей мере примерно 60 масс.%, по меньшей мере примерно 65 масс.%, по меньшей мере примерно 70 масс.%, по меньшей мере примерно 75 масс.%, по меньшей мере примерно 80 масс.%, по меньшей мере примерно 85 масс.%, по меньшей мере примерно 90 масс.%, по меньшей мере примерно 95 масс.%, по меньшей мере примерно 97 масс.%, по меньшей мере примерно 98 масс.%, по меньшей мере примерно 99 масс.%, по меньшей мере примерно 99,5 масс.% или по меньшей мере примерно 99,9 масс.%. Дополнительно или альтернативно, смешанное сырье может включать примерно 99,9 масс.% или менее минерального сырья, например примерно 99,5 масс.% или менее, примерно 99 масс.% или менее, примерно 98 масс.% или менее, примерно 97 масс.% или менее, примерно 95 масс.% или менее, примерно 90 масс.% или менее, примерно 85 масс.% или менее, примерно 80 масс.% или менее, примерно 75 масс.% или менее, примерно 70 масс.% или менее, примерно 65 масс.% или менее, примерно 60 масс.% или менее, примерно 55 масс.% или менее, примерно 50 масс.% или менее, примерно 45 масс.% или менее, примерно 40 масс.% или менее, примерно 35 масс.% или менее, примерно 30 масс.% или менее или примерно 25 масс.% или менее.
Сырье также может характеризоваться в показателях других свойств, например свойств хладотекучести. Например, сырье может иметь температуру застывания по меньшей мере примерно 20°С, например по меньшей мере примерно 25°С, или по меньшей мере примерно 30°С, или по меньшей мере примерно 35°С. Дополнительно или альтернативно, сырье может иметь содержание ароматических соединений по меньшей мере примерно 20 масс.%, например по меньшей мере примерно 30 масс.%, по меньшей мере примерно 40 масс.%. Что касается содержания ароматических соединений, сырье может дополнительно или альтернативно содержать примерно 60 масс.% или менее ароматических соединений, например примерно 55 масс.% или менее или примерно 50 масс.% или менее.
Десульфурация
Одной возможностью десульфурации сырья является гидроочистка сырья. Десульфурация может включать обработку сырья на одном или более слоев катализатора в ходе одной или более стадий гидроочистки. Также для обработки можно использовать один или более неполных слоев, полных слоев и/или стадий, содержащих катализатор гидрокрекинга. Способ гидроочистки обычно может включать обработку сырья катализатором в присутствии водородсодержащего обрабатывающего газа. В некоторых воплощениях катализатор гидроочистки может включать, но не ограничен перечисленным, металл VIB группы и/или металл VIII группы, возможно, осажденный на носитель. Подходящие металлы могут включать кобальт, никель, молибден, вольфрам и их сочетания. В некоторых воплощениях катализатор гидроочистки может представлять собой только один металл VIB группы и/или только один металл VIII группы. Подходящие носители, если они присутствуют, могут включать, но не ограничены перечисленным, диоксид кремния, алюмосиликат, оксид алюминия, диоксид титана, диоксид циркония и их сочетания. В некоторых воплощениях можно использовать множество слоев катализатора, причем каждый слой катализатора может быть одинаковым или отличаться от каждого последующего слоя катализатора. В пределах одного реактора также можно использовать многостадийную гидроочистку.
Реакционные условия на стадии гидроочистки могут быть условиями, подходящими для снижения содержания серы в сырье. Например, реакционные условия могут включать один или более из следующих параметров: ЧОСЖ (часовая объемная скорость жидкости) от примерно 0,05 ч-1 до примерно 20 ч-1, например от примерно 0,1 ч-1 до примерно 10,0 ч-1, от примерно 0,3 ч-1 до примерно 5,0 ч-1 или от примерно 0,5 ч-1 до примерно 1,5 ч-1; общее давление водорода от примерно 1,7 МПа изб. (примерно 250 фунт/кв.дюйм изб.) до примерно 34 МПа изб. (примерно 5000 фунт/кв.дюйм изб.), например от примерно 3,4 МПа изб. (примерно 500 фунт/кв.дюйм изб.) до примерно 21 МПа изб. (примерно 3000 фунт/кв.дюйм изб.) или от примерно 9,7 МПа изб. (примерно 1400 фунт/кв.дюйм изб.) до примерно 14 МПа изб. (примерно 2000 фунт/кв. дюйм изб.), содержание обрабатывающего газа-водорода от примерно 17 норм.м3/м3 (100 норм.куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель); и температуру от примерно 260°С (500°F) до примерно 427°С (800°F), например от примерно 343°С (650°F) до примерно 371°С (700°F) или от примерно 371°С (700°F) до примерно 399°С (750°F).
В ходе гидроочистки содержание серы и азота в сырье обычно снижают. Реакционные условия в реакторе гидроочистки могут быть условиями, эффективными для снижения содержания серы и/или азота в сырье. В одном воплощении содержание серы в сырье может быть снижено до примерно 30 wppm или менее, например примерно 20 wppm или менее, примерно 15 wppm или менее, примерно 10 wppm или менее или примерно 5 wppm или менее. Дополнительно или альтернативно, содержание азота в сырье может быть снижено до примерно 20 wppm или менее, например примерно 15wppm или менее, примерно 10 wppm или менее, примерно 5 wppm или менее или примерно 3 wppm или менее.
В сырье биологического происхождения содержание серы, азота и ароматических соединений часто относительно низкое. При этом гидроочистка также может снижать содержание кислорода в сырье биологического происхождения. Дезоксигенирование сырья позволяет избежать проблем, связанных с отравлением или дезактивацией катализатора вследствие образования воды или оксидов углерода в ходе гидроочистки. Существенное дезоксигенирование сырья может соответствовать снижению содержания кислородсодержащих соединений, исходя из общей массы сырья, до 0,1 масс.% или менее, например 0,05 масс.% или менее, 0,01 масс.% или менее, 0,005 масс.% или менее или до уровня, при измерении неотличимого от 0. После гидроочистки также повышается сходство сырья биологического происхождения с подвергнутым гидроочистке минеральным нефтяным сырьем. Однако подвергнутое гидроочистке сырье биологического происхождения обычно обладает менее благоприятными свойствами хладотекучести относительно сопоставимого подвергнутого гидроочистке минерального нефтяного сырья. Хотя подвергнутое гидроочистке сырье биологического происхождения может иметь вязкостные свойства, например, как у дизельного топлива, свойства хладотекучести часто могут ограничивать область применения подвергнутого гидроочистке сырья биологического происхождения, например, дизельным топливом, подходящим только для теплой погоды.
В некоторых воплощениях десульфурация сырья также может включать применение катализатора гидрокрекинга. Катализатор гидрокрекинга может быть включен как часть слоя и/или стадии, которая содержит катализатор гидроочистки, или катализатор гидрокрекинга может быть включен в отдельный слой и/или стадию в составе многостадийной десульфурации. Примеры катализаторов гидрокрекинга могут включать, но не ограничены перечисленными, нанесенные катализаторы, содержащие такие осажденные элементы, как никель, никель-кобальт-молибден, кобальт-молибден, никель-вольфрам или никель-молибден. В другом воплощении катализатор гидрокрекинга может включать никель и по меньшей мере один элемент, выбранный из вольфрама и молибдена. Другие примеры катализаторов гидрокрекинга могут включать катализаторы на основе благородных металлов, неограничивающие примеры которых представляют собой платину и/или палладий. Пористые материалы носителя, которые можно использовать для катализаторов как на основе благородных металлов, так и на основе неблагородных металлов, могут включать огнеупорный оксидный материал, в том числе, не ограничиваясь перечисленным, оксид алюминия, диоксид кремния, алюмосиликат, кизельгур, диатомитовую землю, оксид магния, диоксид циркония и их сочетания, причем предпочтительными (и наиболее распространенными) являются оксид алюминия, диоксид кремния и алюмосиликат. Дополнительно или альтернативно, можно использовать цеолитовые носители, в том числе крупнопористые фожазиты, такие как USY. В одном воплощении условия гидрокрекинга можно выбирать исходя из условий гидроочистки. В другом воплощении условия гидроочистки можно выбирать исходя из эффективных условий гидрокрекинга. Подходящие условия гидрокрекинга могут включать один или более параметров, выбранных из температуры от примерно 200°С до примерно 450°С, общего давления от примерно 0,5 МПа изб. (5 бар изб.) до примерно 30 МПа изб. (300 бар изб.), (когда присутствует водород) содержание обрабатывающего газа-водорода от примерно 17 норм.м3/м3 (100 норм.куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель) и ЧОСЖ от примерно 0,05 ч-1 до примерно 10 ч-1.
Содержание обрабатывающего газа для водорода также можно определить для стадий десульфурации. В одном воплощении обрабатывающий газ-водород может быть введен на стадии десульфурации путем последовательного перемещения всего выходящего потока со стадий гидрокрекинга на стадии десульфурации. Можно также добавлять дополнительное количество обрабатывающего газа-водорода на стадиях десульфурации. Дополнительное количество газа может составлять 20% или менее от расхода водорода на стадиях десульфурации, например 10% или менее или 5% или менее. Дополнительно или альтернативно, по меньшей мере примерно 50% расхода водорода на стадиях десульфурации может составлять водород, который последовательно перемещают на стадии десульфурации со стадий конверсии, например по меньшей мере примерно 70% или по меньшей мере примерно 80%. В одном воплощении расход обрабатывающего газа на стадиях десульфурации может от примерно двух до примерно пяти раз превышать количество водорода, расходуемого на баррель свежего сырья на стадии. На стадии гидроочистки обычно расходуется от примерно 8,4 норм.м3/м3 (50 норм.куб.фут/баррель) до примерно 170 норм.м3/м3 (1000 норм.куб.фут/баррель) водорода, в зависимости от различных факторов, включающих, но не ограниченных перечисленными, природу подвергаемого гидроочистке сырья. На основе указанных количеств, расход обрабатывающего газа может составлять от примерно 17 норм.м3/м3 (100 норм.куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель). Альтернативно, расход обрабатывающего газа может от примерно четырех до примерно пяти раз превышать количество расходуемого водорода. Следует отметить, что вышеуказанные расходы обрабатывающего газа относятся к расходу водорода. Если водород подают как часть потока газа, содержащего менее 100% водорода, расход обрабатывающего газа для общего потока газа может быть пропорционально выше.
Условия на стадиях десульфурации преимущественно могут быть эффективными для конверсии по меньшей мере части сырья до соединений с более низкой температурой кипения. В одном воплощении стадии десульфурации могут обеспечить конверсию по меньшей мере примерно 5% соединений в сырье, кипящих свыше примерно 355°С, в соединения, кипящие ниже примерно 355°С, например по меньшей мере примерно 10% или по меньшей мере примерно 15% таких соединений в сырье. Дополнительно или альтернативно, стадии десульфурации могут обеспечить конверсию примерно 30% или менее соединений в сырье, кипящих свыше примерно 355°С, в соединения, кипящие ниже примерно 355°С, например примерно 25% или менее или примерно 20% или менее.
Стадия конверсии
Помимо стадий десульфурации, различные воплощения также могут включать одну или более стадий конверсии. Такие стадии можно отнести к стадиям, выполняемым в условиях обессеренного сырья, поскольку подаваемое на данные стадии сырье преимущественно может иметь относительно низкое содержание серы, такое как примерно 50 wppm или менее, например примерно 30 wppm или менее, примерно 20 wppm или менее, примерно 15 wppm или менее или примерно 10 wppm или менее. Подаваемое на стадии конверсии сырье может представлять собой часть отделенной нижней фракции выходящего потока стадий десульфурации. В одном воплощении подаваемое сырье может иметь начальную температуру кипения примерно 355°С или более, например примерно 370°С или более или примерно 380°С или более. Дополнительно или альтернативно, подаваемое сырье может иметь температуру кипения Т5 примерно 355°С или более, например примерно 370°С или более или примерно 380°С или более.
Катализатор для стадий конверсии может представлять собой катализатор, также пригодный для использования в качестве катализатора депарафинизации и/или изомеризации. Другими словами, катализатор депарафинизации можно использовать на стадии, которую осуществляют в условиях, эффективных для гидрокрекинга и/или конверсии. Использование катализатора депарафинизации и/или изомеризации на стадии конверсии/гидрокрекинга может обеспечить дополнительное преимущество изомеризации сырья в ходе гидрокрекинга. Это позволяет получить дополнительные преимущества для свойств хладотекучести выходящего потока стадии конверсии. Подходящие катализаторы депарафинизации и/или изомеризации могут включать, но не ограничены перечисленными, молекулярные сита, такие как кристаллические алюмосиликаты (цеолиты) или силикоалюмофосфаты (SAPO). В одном воплощении молекулярное сито включает или представляет собой ZSM-5, ZSM-23, ZSM-35, ZSM-48, цеолит бета или их сочетание, например ZSM-23 и/или ZSM-48. Дополнительно или альтернативно, молекулярное сито может включать или представлять собой молекулярное сито с однонаправленными порами, образованными 10-членными кольцами. Катализатор депарафинизации и/или изомеризации может включать связующее для молекулярных сит, такое как указанные выше материалы, например оксид алюминия, диоксид титана, диоксид кремния, алюмосиликат, диоксид циркония и их сочетания. В одном воплощении связующее вещество может представлять собой оксид алюминия, диоксид титана или их сочетание; в другом воплощении связующее может представлять собой диоксид титана, диоксид кремния, диоксид циркония и их сочетание.
Одним из свойств молекулярных сит, которое может влиять на активность молекулярного сита, является отношение диоксида кремния к оксиду алюминия (Si/Al2). В одном воплощении молекулярное сито может иметь отношение диоксида кремния к оксиду алюминия примерно 200:1 или менее, например примерно 120:1 или менее, примерно 100:1 или менее, примерно 90:1 или менее или примерно 75:1 или менее. Дополнительно или альтернативно, молекулярное сито может иметь отношение диоксида кремния к оксиду алюминия по меньшей мере примерно 30:1, например по меньшей мере примерно 45:1, по меньшей мере примерно 50:1, по меньшей мере примерно 55:1, по меньшей мере примерно 60:1, по меньшей мере примерно 65:1, по меньшей мере примерно 70:1 или по меньшей мере примерно 75:1.
Катализатор депарафинизации/изомеризации также обычно включает металлический гидрирующий компонент, такой как металл VIII группы. Подходящие металлы VIII группы могут включать Pt, Pd, Ni, Co или их сочетания. Металл VIII группы, если он присутствует, может составлять по меньшей мере примерно 0,1 масс.% от массы катализатора, например по меньшей мере примерно 0,3 масс.%, по меньшей мере примерно 0,5 масс.%, по меньшей мере примерно 1,0 масс.%, по меньшей мере примерно 2,0 масс.%, по меньшей мере примерно 2,5 масс.%, по меньшей мере примерно 3,0 масс.%, по меньшей мере примерно 4,0 масс.% или по меньшей мере примерно 0,5 масс.%. Дополнительно или альтернативно, металл VIII группы может составлять примерно 15 масс.% или менее от массы катализатора, например примерно 10 масс.% или менее, примерно 5,0 масс.% или менее, примерно 4,0 масс.% или менее, примерно 3,0 масс.% или менее, примерно 2,5 масс.% или менее, примерно 2,0 масс.% или менее или примерно 1,5 масс.% или менее.
В некоторых воплощениях, кроме гидрирующего металла VIII группы, катализатор депарафинизации/изомеризации также может включать металл VIB группы, такой как W и/или Мо. Если он присутствует, обычно в сочетании с металлом VIII группы, катализатор может включать по меньшей мере примерно 0,5 масс.% металла VIB группы, например по меньшей мере примерно 1,0 масс.%, по меньшей мере примерно 2,0 масс.%, по меньшей мере примерно 2,5 масс.%, по меньшей мере примерно 3,0 масс.%, по меньшей мере примерно 4,0 масс.% или по меньшей мере примерно 0,5 масс.%. Дополнительно или альтернативно, металл VIII группы может включать примерно 20 масс.% или менее от массы катализатора, например примерно 15 масс.% или менее, примерно 10 масс.% или менее, примерно 5,0 масс.% или менее, примерно 4,0 масс.% или менее, примерно 3,0 масс.% или менее, примерно 2,5 масс.% или менее, примерно 2,0 масс.% или менее, примерно 1,5 масс.% или менее или примерно 1,0 масс.% или менее. В одном воплощении катализатор может включать Pt, Pd или их сочетания. В другом воплощении катализатор может включать Ni и W, Ni и Мо или Mi и сочетание W и Мо.
В некоторых воплощениях часть катализатора на стадиях конверсии может составлять катализатор гидрокрекинга, такой как катализаторы гидрокрекинга, описанные выше для стадий десульфурации. Когда катализатор депарафинизации/изомеризации присутствует, его объем может составлять по меньшей мере примерно 30% от общего объема катализатора на стадиях конверсии, например по меньшей мере примерно 50% или по меньшей мере примерно 75%. Стадия конверсии может содержать вплоть до примерно 100% катализатора гидрокрекинга, такого как USY.
Реакционные условия на стадиях конверсии могут представлять собой реакционные условия, подходящие для конверсии по меньшей мере части сырья, имеющего температуру кипения свыше примерно 355°С, до компонентов, имеющих температуру кипения примерно 355°С или менее. Дополнительно или альтернативно, температура кипения для измерения конверсии может быть основана на начальной температуре кипения (или температуре кипения Т5) части нижней фракции, которую подают на стадии конверсии. В одном воплощении реакционные условия могут быть выбраны так, что суммарная степень конверсии сырья со стадий десульфурации и стадий гидрокрекинга составляет по меньшей мере примерно 40%, например по меньшей мере примерно 50%, по меньшей мере примерно 60% или по меньшей мере примерно 70%. Дополнительно суммарная степень конверсии сырья со стадий десульфурации и стадий конверсии может составлять примерно 90% или менее, например примерно 80% или менее, примерно 70% или менее, примерно 60% или менее или примерно 50% или менее. Подходящие условия могут включать один или более параметров, выбранных из температуры от примерно 200°С до примерно 450°С, общего давления от примерно 0,5 МПа изб. (примерно 5 бар изб.) до примерно 30 МПа изб. (примерно 300 бар изб.), (когда присутствует водород) содержание обрабатывающего газа-водорода от примерно 17 норм.м3/м (100 норм. куб.фут/баррель) до примерно 840 Нм3/м3 (5000 норм.куб.фут/баррель) и ЧОСЖ от примерно 0,05 ч-1 до примерно 10 ч-1. Дополнительно или альтернативно, ЧОСЖ может составлять по меньшей мере примерно 0,5 ч-1 или по меньшей мере примерно 1,0 ч-1. Также дополнительно или альтернативно, объемная скорость стадий конверсии может по меньшей мере примерно вдвое превышать объемную скорость конфигурации, в которой выходящий поток стадии десульфурации пропускают на стадию конверсии.
В одном воплощении расход обрабатывающего газа может быть отчасти основан на количестве водорода, расходуемого на стадиях конверсии, плюс количество водорода, расходуемого на стадии десульфурации. В таком воплощении, поскольку водород для стадии десульфурации обеспечивают путем последовательной транспортировки водорода через стадию конверсии, стадия конверсии может иметь избыток водорода. Количество водорода может быть выбрано так, чтобы оно от примерно двух до примерно пяти раз превышало количество, расходуемое на стадиях конверсии и десульфурации в сочетании. В одном воплощении на стадиях конверсии и десульфурации в сочетании может расходоваться от примерно 8,4 норм.м3/м3 (50 норм.куб.фут/баррель) до примерно 170 норм.м3/м3 (1000 норм.куб.фут/баррель) водорода, в зависимости от различных факторов, включающих, не ограничиваясь этим, природу сырья. На основе указанных количеств, расход обрабатывающего газа может составлять от примерно 17 норм.м3/м3 (100 норм. куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель). Альтернативно, количество обрабатывающего газа может от примерно четырех до примерно пяти раз превышать количество расходуемого водорода. Следует отметить, что вышеуказанные расходы обрабатывающего газа относятся к расходу водорода. Если водород подают как часть потока газа, содержащего менее 100% водорода, расход обрабатывающего газа для общего потока газа может быть пропорционально выше.
Разделение продуктов на фракции
В некоторых воплощениях сырье может проходить по следующему пути потока в системе согласно изобретению. В соответствии с одним путем потока, сырье можно подавать на стадии десульфурации. После десульфурации сырье может поступать во фракционирующую колонну. Можно выделять различные фракции продуктов, возможно включающие легкие фракции, лигроиновую фракцию, дизельную фракцию и нижнюю фракцию (кубовый остаток). По меньшей мере часть нижней фракции можно использовать в качестве базовых масел или сырья. Оставшуюся часть нижних фракций можно пропускать на стадии конверсии. Выходящий поток стадий конверсии можно затем последовательно перемещать на стадии десульфурации (например, напрямую и без какого-либо разделения), а впоследствии, обратно во фракционирующую колонну.
Нижняя фракция может соответствовать фракции, которая имеет начальную температуру кипения по меньшей мере примерно 355°С, например по меньшей мере примерно 370°С или по меньшей мере примерно 380°С, и/или имеет температуру кипения Т5 по меньшей мере примерно 355°С, например по меньшей мере примерно 370°С или по меньшей мере примерно 380°С. Нижняя фракция может соответствовать фракции сырья, которое не было преобразовано на одной или более стадиях десульфурации и конверсии. Нижняя фракция может иметь одно или более следующих свойств (характеристик): содержание серы примерно 50 wppm или менее; содержание ароматических соединений примерно 5 масс.% или менее (например, примерно 2,5 масс.% или менее, примерно 2,0 масс.% или менее или примерно 1,5 масс.% или менее); температура застывания примерно -5°С или менее (например, примерно -10°С или менее) и показатель вязкости по меньшей мере примерно 90 (например, по меньшей мере примерно 95). В одном из воплощений часть нижней фракции можно использовать в качестве подаваемого сырья для стадий конверсии, тогда как оставшуюся часть можно использовать в качестве базовых масел или сырья.
Количество нижней фракции, используемой в качестве подаваемого сырья для стадий конверсии, может зависеть от требуемого баланса между образующимися базовыми маслами и образующимся топливом. В одном воплощении по меньшей мере примерно 20% нижней фракции можно использовать в качестве подаваемого сырья для стадий конверсии, например по меньшей мере примерно 40%, по меньшей мере примерно 50%, по меньшей мере примерно 60% или по меньшей мере примерно 70%. Дополнительно или альтернативно, примерно 90% или менее нижней фракции можно использовать в качестве подаваемого сырья для стадий конверсии, например примерно 75% или менее, примерно 60% или менее, примерно 50% или менее или примерно 40% или менее.
Дизельная фракция может иметь начальную температуру кипения по меньшей мере примерно 260°С, например по меньшей мере примерно 270°С или по меньшей мере примерно 280°С, и/или температуру кипения Т5 по меньшей мере примерно 260°С, например по меньшей мере примерно 270°С или по меньшей мере примерно 280°С. Дополнительно или альтернативно, конечная температура кипения дизельной фракции может составлять примерно 355°С или менее, например примерно 370°С или менее или примерно 380°С или менее, и/или температура кипения Т95 дизельной фракции может составлять примерно 355°С или менее, например примерно 370°С или менее или примерно 380°С или менее. Дополнительно или альтернативно, конечная температура кипения и/или температура кипения Т95 дизельной фракции может примерно соответствовать начальной температуре кипения и/или температуре кипения Т5, соответственно, нижней фракции. Следует отметить, что в зависимости от характера процесса разделения на фракции, интервал температур кипения дизельной фракции и интервал температур кипения нижней фракции могут частично перекрываться.
Дизельная фракция может иметь содержание серы примерно 30 wppm или менее, например примерно 20 wppm или менее, примерно 15 wppm или менее или примерно 10 wppm или менее. Дополнительно или альтернативно, дизельная фракция может иметь цетановое число по меньшей мере примерно 40, например по меньшей мере примерно 45. Дополнительно или альтернативно, дизельная фракция может иметь температуру помутнения примерно -20°С или менее, например примерно -25°С или менее.
Керосиновая фракция может иметь начальную температуру кипения по меньшей мере примерно 150°С, например по меньшей мере примерно 155°С или по меньшей мере примерно 160°С, и/или температуру кипения Т5 по меньшей мере примерно 150°С, например по меньшей мере примерно 155°С или по меньшей мере примерно 160°С. Дополнительно или альтернативно, конечная температура кипения керосиновой фракции может составлять примерно 280°С или менее, например примерно 270°С или менее или примерно 260°С или менее, и/или температура кипения Т95 керосиновой фракции может составлять примерно 280°С или менее, например примерно 270°С или менее или примерно 260°С или менее. Дополнительно или альтернативно, конечная температура кипения и/или температура кипения Т95 керосиновой фракции может примерно соответствовать начальной температуре кипения и/или температуре кипения Т5, соответственно, дизельной фракции. Следует отметить, что в зависимости от характера разделения на фракции, интервал температур кипения керосиновой фракции и интервал температур кипения дизельной фракции могут частично перекрываться.
Керосиновая фракция может иметь содержание серы примерно 20 wppm или менее, например примерно 15 wppm или менее, примерно 10 wppm или менее или примерно 5 wppm или менее. Дополнительно или альтернативно, максимальная высота некоптящего пламени керосиновой фракции, измеренная по высоте пламени, может составлять по меньшей мере примерно 25 мм, например по меньшей мере примерно 30 мм, по меньшей мере примерно 34 мм или по меньшей мере примерно 35 мм.
Лигроиновая фракция также может иметь содержание серы примерно 15 wppm или менее, например примерно 10 wppm или менее или примерно 5 wppm или менее. Интервал температур кипения лигроиновой фракции может составлять от примерно температуры кипения углеводорода С5 (например, по меньшей мере примерно 35°С) до примерно 160°С (например, до примерно 155°С или менее или до примерно 150°С или менее). Дополнительно или альтернативно, конечная температура кипения и/или температура кипения Т95 лигроиновой фракции может примерно соответствовать начальной температуре кипения и/или температуре кипения Т5, соответственно, керосиновой фракции.
Легкие фракции могут включать различные соединения, в том числе газообразные примеси, образовавшиеся в ходе гидроочистки, такие как H2S и NH3. Легкие фракции также могут включать углеводороды C1-C4, а также любые другие компоненты, которые имеют более низкую температуру кипения, чем лигроиновая фракция.
Пример реакционной системы
На Фиг.1 показан пример реакционной системы в соответствии с изобретением. Сырье 110 подают на стадию 125 десульфурации. Выходящий поток 130 со стадии 135 гидрокрекинга также можно подавать на стадию 125 десульфурации. Выходящий поток 130 со стадии 135 конверсии может включать избыток водорода, подаваемого 140 на стадию конверсии. При необходимости, на стадию 125 десульфурации также можно добавлять дополнительное количество водорода (не показано). Выходящий поток 120 со стадии 125 десульфурации можно подавать во фракционирующую колонну 165, которая обеспечивает возможность получения различных фракций, включающих легкие фракции 162, возможно, лигроиновую фракцию 164, возможно, керосиновую фракцию 166, дизельную фракцию 168 и нижнюю фракцию 170. Часть 172 нижней фракции 170 можно использовать в качестве базовых масел и/или подавать на дополнительную обработку в качестве базовых масел. Другую часть 180 нижней фракции 170 можно использовать в качестве подаваемого сырья на стадию 135 конверсии.
Независимое регулирование температуры - раздельные стадии гидроочистки и депарафинизации
В другом аспекте изобретения углеводородное сырье, например, имеющее заранее заданный интервал температур кипения дизельного топлива, возможно, содержащее компоненты с более высокой температурой кипения, можно обрабатывать с использованием сочетания гидроочистки и депарафинизации для получения гидроочищенного и депарафинизированного выходящего потока/продукта. При такой обработке, первой стадией может быть стадия гидроочистки, в отдельном реакторе гидроочистки, а второй стадией может быть стадия депарафинизации, в отдельном реакторе депарафинизации, даже в том случае, если выходящий поток из реактора гидроочистки последовательно направляют из реактора гидроочистки непосредственно (без обработки) в реактор депарафинизации. Таким образом, более тщательное регулирование можно осуществлять независимо в условиях каждого отдельного реактора, например специально в отношении температуры гидроочистки и температуры депарафинизации.
Таким образом, в соответствии с одним аспектом изобретения, способ обработки углеводородного сырья может включать первую стадию гидроочистки углеводородного сырья с интервалом температур кипения дизельного топлива в реакторе гидроочистки, на которой углеводородное сырье подвергают воздействию катализатора гидроочистки в присутствии обрабатывающего газа-водорода, при эффективных условиях гидроочистки, включающих среднемассовую температуру слоя гидроочистки, с получением выходящего потока гидроочистки, имеющего содержание серы примерно 30 wppm или менее, например примерно 20 wppm или менее, примерно 15 wppm или менее, примерно 10 wppm или менее, примерно 8 wppm или менее, примерно 7 wppm или менее, примерно 5 wppm или менее или примерно 3 wppm или менее. Катализатор гидроочистки, обрабатывающий газ-водород и эффективные условия гидроочистки могут быть такими, как описано выше. В некоторых воплощениях среднемассовая температура слоя гидроочистки может составлять от примерно 288°С (примерно 550°F) до примерно 399°С (примерно 750°F), например от примерно 316°С (примерно 600°F) до примерно 385°С (примерно 725°F), от примерно 316°С (примерно 650°F) до примерно 385°С (примерно 725°F) или от примерно 343°С (примерно 650°F) до примерно 371°С (примерно 700°F).
Углеводородное сырье с интервалом температур кипения дизельного топлива может быть охарактеризовано одним или более таких параметров, как температура кипения, температура помутнения и т.п. В некоторых воплощениях температура кипения углеводородного сырья может быть описана с помощью: начальной температуры кипения по меньшей мере примерно 260°С, например по меньшей мере примерно 270°С или по меньшей мере примерно 280°С; температуры кипения Т5 по меньшей мере примерно 260°С, например по меньшей мере примерно 270°С или по меньшей мере примерно 280°С; температуры кипения Т95 примерно 380°С или менее, например примерно 370°С или менее или примерно 355°С или менее, или конечной температуры кипения примерно 380°С или менее, например примерно 370°С или менее или примерно 355°С или менее. Дополнительно или альтернативно, температура помутнения углеводородного сырья может составлять по меньшей мере -10°С, например по меньшей мере -9°С, по меньшей мере -5°С, по меньшей мере 0°С, по меньшей мере 5°С, по меньшей мере 10°С или по меньшей мере 15°С, и/или может составлять не более 25°С, не более 20°С, не более 15°С, не более 12°С, не более 10°С, не более 6°С, не более 5°С или не более 0°С.
Также, согласно этому аспекту изобретения, способ обработки углеводородного сырья может включать вторую стадию, на которой выходящий поток гидроочистки последовательно направляют непосредственно в реактор депарафинизации, отделенный от реактора гидроочистки и, таким образом, обеспеченный независимым регулированием температуры, для контакта с катализатором депарафинизации в присутствии водорода при эффективных условиях депарафинизации, включающих среднемассовую температуру слоя депарафинизации, с получением гидроочищенного и депарафинизированного выходящего потока. Катализатор депарафинизации и условия депарафинизации могут быть такими, как описано выше, при этом среднемассовая температура слоя депарафинизации может лежать в интервале, описанном выше для температуры депарафинизации. Более того, водород на стадии депарафинизации может в основном включать оставшийся (непрореагировавший) водород, последовательно поступающий с выходящим потоком стадии гидроочистки, но может поступать из дополнительного и/или рециркулируемого водородсодержащего обрабатывающего газа (сокращенно обозначаемого здесь как обрабатывающий газ-водород). В некоторых предпочтительных воплощениях гидроочищенный и депарафинизированный выходящий поток (обычно после удаления нежелательных газообразных компонентов, таких как водород, H2S и т.п.) может иметь следующие свойства: (i) температуру помутнения не более -26°С (например, -28°С или менее, -30°С или менее, -32°С или менее или -34°С или менее), (ii) температуру помутнения по меньшей мере на 17°С ниже (например, по меньшей мере на 18°С ниже, по меньшей мере на 19°С ниже, по меньшей мере на 20°С ниже, по меньшей мере на 21°С ниже, по меньшей мере на 22°С ниже, по меньшей мере на 23°С ниже, по меньшей мере на 24°С ниже или по меньшей мере на 25°С ниже) температуры помутнения углеводородного сырья с интервалом температур кипения дизельного топлива или (iii) оба свойства, (i) и (ii).
Преимущественно, в этом аспекте изобретения, способ можно осуществлять таким образом, что среднемассовая температура слоя депарафинизации составляет по меньшей мере на 20°С больше (например, от примерно на 28°С до примерно на 61°С больше), чем среднемассовая температура слоя гидроочистки.
В этом аспекте изобретения катализатор гидроочистки может иметь срок службы, который может представлять собой продолжительность периода времени, в течение которого продукт, соответствующий требуемым характеристикам, может быть экономично получен с помощью реакционной системы; обычно такой срок службы ограничен (в таких конфигурациях) увеличением температуры, необходимой для соответствия требованиям к продукту. В преимущественных воплощениях по изобретению срок службы катализатора гидроочистки может быть значительно дольше (по меньшей мере на 10% дольше, например по меньшей мере на 15% дольше, по меньшей мере на 20% дольше, по меньшей мере на 25% дольше, по меньшей мере на 30% дольше, по меньшей мере на 35% дольше, по меньшей мере на 40% дольше, по меньшей мере на 45% дольше, по меньшей мере на 50% дольше, по меньшей мере на 55% дольше, по меньшей мере на 60% дольше, по меньшей мере на 65% дольше, по меньшей мере на 70% дольше или по меньшей мере на 75% дольше; дополнительно или альтернативно, на величину до 125% дольше, например до 100% дольше, до 95% дольше, до 90% дольше, до 85% дольше, до 80% дольше или до 75% дольше) сравнительного срока службы идентичного катализатора гидроочистки без независимого регулирования температуры в одном реакторе вместе с катализатором депарафинизации (или в системе с соединенными последовательно отдельными реакторами, в которой регулирование температуры осуществляют только посредством нагревателя, расположенного выше по потоку относительно реактора гидроочистки), где предусмотрено идентичное углеводородное сырье и, если не идентичное, то подобное производительности по гидроочищенному и депарафинизированному выходящему потоку.
На Фиг.3 и 4 показаны воплощения согласно этому аспекту изобретения, где представлено регулирование температуры реактора гидроочистки, отделенного от реактора депарафинизации.
Как показано на Фиг.3, углеводородное сырье 405 можно пропускать через теплообменник 410 (при этом получают нагретый поток 415 сырья) и/или через теплообменник 420 (при этом получают нагретый поток 425 сырья) перед подачей его в реактор 430 гидроочистки, в котором его можно объединять с потоком водородсодержащего обрабатывающего газа (не показан) для контакта с катализатором гидроочистки при эффективных условиях гидроочистки. Гидроочищенный выходящий поток из реактора гидроочистки последовательно направляют непосредственно (без очистки) по линии 435 и, в конечном счете, в реактор 460 депарафинизации. При необходимости, часть тепла гидроочищенного выходящего потока в линии 435 можно передавать сырью 405 в теплообменнике 410, и здесь слегка охлажденный гидроочищенный выходящий поток (или гидроочищенный выходящий поток как таковой, если возможный теплообменник 410 отсутствует) на линии 445 может быть доведен до температуры депарафинизации в нагревателе 450. Нагреватель 450 может представлять собой средство независимого регулирования температуры реактора 460 депарафинизации, отделенного от реактора 430 гидроочистки. (Повторно)-нагретый выходящий поток затем можно пропускать по линии 455 в реактор 460 депарафинизации, в котором оставшийся (последовательно направляемый) непрореагировавший водород и гидроочищенный выходящий поток могут совместно контактировать с катализатором депарафинизации при эффективных условиях депарафинизации. При необходимости, количество непрореагировавшего водорода в реакторе депарафинизации можно увеличить и/или восполнить путем добавления потока водородсодержащего обрабатывающего газа (не показано). Согласно Фиг.3, гидроочищенный и депарафинизированный выходящий поток затем можно выпускать из реактора 460 депарафинизации через линию 465. При необходимости, часть тепла гидроочищенного и депарафинизированного выходящего потока в линии 465 можно передавать сырью 415 в теплообменнике 420, таким образом образуя слегка охлажденный гидрообработанный и депарафинизированный выходящий поток 500. При необходимости, гидрообработанный и депарафинизированный выходящий поток 465/500 можно подвергать дополнительной обработке, например, в отпарной колонне, чтобы удалить газообразные примеси (например, непрореагировавший водород, сероводород, аммиак или т.п. или их сочетание), и/или его можно напрямую или в конечном итоге направлять в коллектор для хранения топлива, например коллектор для хранения дизельного топлива.
На Фиг.4 представлена конфигурация, альтернативная Фиг.3. Как показано на Фиг.4, углеводородное сырье 505 можно направлять через теплообменник 510 (при этом получают нагретый поток 515 сырья) перед поступлением в реактор 530 гидроочистки, в котором его можно объединять с потоком водородсодержащего обрабатывающего газа (не показан) для контакта с катализатором гидроочистки при эффективных условиях гидроочистки. Гидроочищенный выходящий поток из реактора гидроочистки можно последовательно направлять непосредственно (без очистки) по линии 535 и, в конечном счете, в реактор 560 депарафинизации. При необходимости, часть тепла гидроочищенного и депарафинизированного выходящего потока 575 можно передавать гидроочищенному потоку в линии 535 в теплообменнике 520, здесь немного нагретый гидроочищенный выходящий поток (или гидроочищенный выходящий поток как таковой, если возможный теплообменник 520 отсутствует) находится в линии 545. Гидроочищенный выходящий поток 535/545 затем можно подавать в реактор 560 депарафинизации, в котором оставшийся (последовательно направляемый) непрореагировавший водород и гидроочищенный выходящий поток могут совместно контактировать с катализатором депарафинизации при эффективных условиях депарафинизации. При необходимости, количество непрореагировавшего водорода в реакторе депарафинизации можно увеличить и/или восполнить путем добавления потока водородсодержащего обрабатывающего газа (не показано). В соответствии с Фиг.4, гидроочищенный и депарафинизированный выходящий поток затем можно выпускать из реактора 460 депарафинизации через линию 465 и затем подвергать воздействию нагревателя 570. Нагреватель 570 может представлять собой средство независимого регулирования температуры реактора 560 депарафинизации, отделенного от реактора 530 гидроочистки; и таким образом получают нагретый гидроочищенный и депарафинизированный выходящий поток в линии 575. При необходимости, как отмечено выше, часть тепла нагретого гидроочищенного и депарафинизированного выходящего потока в линии 575 можно передавать гидрообработанному выходящему потоку 535 в теплообменнике 520, таким образом образуя слегка охлажденный гидрообработанный и депарафинизированный выходящий поток 585. Также, при необходимости, часть тепла слегка охлажденного гидрообработанного и депарафинизированного выходящего потока в линии 585 можно передавать сырью 505 в теплообменнике 510, таким образом формируя еще более охлажденный гидрообработанный и депарафинизированный выходящий поток 600. При необходимости, гидрообработанный и депарафинизированный выходящий поток 575/585/600 можно подвергать дополнительной обработке, например, в отпарной колонне, чтобы удалять газообразные примеси (например, непрореагировавший водород, сероводород, аммиак или т.п. или их сочетание), и/или его можно напрямую или в конечном итоге направлять в коллектор для хранения топлива, например коллектор для хранения дизельного топлива.
Дополнительные воплощения
Дополнительно или альтернативно, изобретение включает следующие воплощения, описанные ниже.
Воплощение 1. Способ обработки углеводородного сырья, включающий: смешивание углеводородного сырья, имеющего температуру кипения Т5 по меньшей мере примерно 340°С, с выходящим потоком стадии конверсии, имеющим содержание серы примерно 50 wppm или менее, с получением смешанного углеводородного сырья; гидроочистку смешанного углеводородного сырья на стадии гидроочистки путем обработки смешанного углеводородного сырья катализатором гидроочистки при эффективных условиях гидроочистки с получением гидроочищенного выходящего потока, имеющего содержание серы примерно 50 wppm или менее; разделение на фракции гидроочищенного сырья с получением по меньшей мере керосиновой фракции с содержанием серы примерно 10 wppm или менее, дизельной фракции с содержанием серы примерно 20 wppm или менее и нижней фракции; формирование сырьевой нижней фракции из нижней фракции, при этом сырьевая нижняя фракция имеет температуру кипения Т5 по меньшей мере примерно 355°С, и конверсию сырьевой нижней фракции на стадии конверсии путем обработки сырьевой нижней фракции катализатором депарафинизации при эффективных условиях конверсии с получением выходящего потока стадии конверсии; где профиль температуры кипения гидроочищенного выходящего потока соответствует по меньшей мере примерно 40% конверсии углеводородного сырья относительно начала конверсии, причем начало конверсии соответствует температуре кипения Т5 сырьевой нижней фракции.
Воплощение 2. Способ по воплощению 1, в котором выходящий поток стадии конверсии не подвергают разделению перед смешиванием с углеводородным сырьем.
Воплощение 3. Способ по воплощению 1 или воплощению 2, в котором смешанное углеводородное сырье не подвергают разделению перед гидроочисткой.
Воплощение 4. Способ обработки углеводородного сырья, включающий: обработку сырьевой нижней фракции, имеющей температуру кипения Т5 по меньшей мере примерно 355°С, катализатором депарафинизации при эффективных условиях конверсии на стадии конверсии с образованием выходящего потока стадии конверсии; гидроочистку выходящего потока стадии конверсии и углеводородного сырья, имеющего температуру кипения Т5 по меньшей мере примерно 340°С, на стадии гидроочистки путем обработки выходящего потока стадии конверсии и углеводородного сырья катализатором гидроочистки в присутствии обрабатывающего газа-водорода при эффективных условиях гидроочистки с получением гидроочищенного выходящего потока, имеющего содержание серы примерно 50 wppm или менее, причем выходящий поток стадии конверсии содержит по меньшей мере примерно 50% обрабатывающего газа-водорода на стадии гидроочистки; разделение на фракции гидроочищенного выходящего потока с получением по меньшей мере керосиновой фракции с содержанием серы примерно 10 wppm или менее, дизельной фракции с содержанием серы примерно 20 wppm или менее и нижней фракции и подачу по меньшей мере примерно 25% нижней фракции на стадию конверсии в качестве части сырьевой нижней фракции; где профиль температуры кипения гидроочищенного выходящего потока соответствует по меньшей мере примерно 40% конверсии углеводородного сырья относительно начала конверсии, причем начало конверсии соответствует температуре кипения Т5 сырьевой нижней фракции.
Воплощение 5. Способ по любому из предшествующих воплощений, в котором количество водорода, содержащегося в выходящем потоке стадии конверсии, соответствует по меньшей мере примерно 70%, например по меньшей мере примерно 80% водорода, поступающего на стадию гидроочистки.
Воплощение 6. Способ по любому из предшествующих воплощений, в котором гидроочистка дополнительно включает обработку сырья гидроочистки катализатором гидрокрекинга при эффективных условиях гидроочистки.
Воплощение 7. Способ по любому из предшествующих воплощений, в котором сырьевая нижняя фракция включает от примерно 25% до примерно 90% нижней фракции, например от примерно 25% до примерно 75%, от примерно 25% до примерно 50%, от примерно 50% до примерно 90% или от примерно 50% до примерно 75%.
Воплощение 8. Способ по любому из предшествующих воплощений, в котором обработка сырьевой нижней фракции катализатором депарафинизации при эффективных условиях конверсии включает обработку сырьевой нижней фракции катализатором, включающим гидрирующий металл и молекулярное сито, включающее ZSM-5, ZSM-23, ZSM-48, цеолит бета или их сочетание, например ZSM-23 или ZSM-48.
Воплощение 9. Способ воплощения 8, в котором гидрирующий металл выбирают из Pt, Pd, Pt и Pd, Ni и W, Ni и Мо и Ni и Мо и W.
Воплощение 10. Способ по любому из предшествующих воплощений, в котором обработка сырьевой нижней фракции катализатором депарафинизации при эффективных условиях конверсии дополнительно включает обработку сырьевой нижней фракции катализатором гидрокрекинга в условиях эффективной конверсии.
Воплощение 11. Способ по любому из предшествующих воплощений, в котором эффективные условия конверсии включают температуру от примерно 200°С до примерно 450°С, общее давление от примерно 0,5 МПа изб. (примерно 5 бар изб.) до примерно 30 МПа изб. (примерно 300 бар изб.), содержание водородсодержащего обрабатывающего газа от примерно 17 норм.м3/м3 (100 норм.куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель) и ЧОСЖ от примерно 0,05 ч-1 до примерно 10 ч-1.
Воплощение 12. Способ по любому из предшествующих воплощений, в котором эффективные условия гидроочистки включают ЧОСЖ от примерно 0,3 ч-1 до примерно 5,0 ч-1, общее давление от примерно 3,4 МПа изб. (примерно 500 фунт/кв.дюйм изб.) до примерно 20,7 МПа изб. (примерно 3000 фунт/кв.дюйм изб.), содержание водородсодержащего обрабатывающего газа от примерно 17 норм.м3/м3 (100 норм. куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель) и температуру от примерно 260°С (примерно 500°F) до примерно 427°С (примерно 800°F).
Воплощение 13. Способ по любому из предшествующих воплощений, в котором температура кипения Т5 сырьевой нижней фракции составляет по меньшей мере примерно 370°С, например по меньшей мере примерно 380°С.
Воплощение 14. Способ по любому из предшествующих воплощений, в котором профиль температуры кипения гидроочищенного выходящего потока соответствует по меньшей мере примерно 50% конверсии, например по меньшей мере примерно 60% конверсии или по меньшей мере примерно 70% конверсии углеводородного сырья относительно начала конверсии.
Воплощение 15. Способ переработки углеводородного сырья, включающий: гидроочистку углеводородного сырья с интервалом температур кипения дизельного топлива, имеющего температуру помутнения по меньшей мере -10°С, в реакторе гидроочистки путем обработки углеводородного сырья катализатором гидроочистки, характеризующимся сроком службы, в присутствии обрабатывающего газа-водорода, при эффективных условиях гидроочистки, включающих среднемассовую температуру слоя гидроочистки, с получением гидроочищенного выходящего потока, имеющего содержание серы примерно 10 wppm или менее, и последующее направление гидроочищенного выходящего потока непосредственно в реактор депарафинизации, отделенный от реактора гидроочистки и, таким образом, обеспеченный независимым регулированием температуры, для контакта с катализатором депарафинизации в присутствии водорода при эффективных условиях депарафинизации, включающих среднемассовую температуру слоя депарафинизации, с получением гидроочищенного и депарафинизированного выходящего потока, характеризующегося: (i) температурой помутнения не более -26°С, (ii) температурой помутнения по меньшей мере на 17°С ниже температуры помутнения углеводородного сырья с интервалом температур кипения дизельного топлива или (iii) параметрами (i) и (ii), где ниже по потоку от реактора гидроочистки, при необходимости, обеспечивают нагреватель для независимого регулирования разности температур между реакторами гидроочистки и депарафинизации таким образом, что среднемассовая температура слоя депарафинизации выше по меньшей мере на 20°С (например, от примерно 28°С до примерно 61°С), чем среднемассовая температура слоя гидроочистки, и срок службы катализатора гидроочистки дольше по меньшей мере на 10% (например, по меньшей мере на 15% дольше, по меньшей мере на 20% дольше, по меньшей мере на 25% дольше, по меньшей мере на 30% дольше, по меньшей мере на 35% дольше, по меньшей мере на 40% дольше, по меньшей мере на 45% дольше, по меньшей мере на 50% дольше, по меньшей мере на 55% дольше, по меньшей мере на 60% дольше, по меньшей мере на 65% дольше, по меньшей мере на 70% дольше, по меньшей мере на 75% дольше; дополнительно или альтернативно, на величину до 125% дольше, например до 100% дольше, до 95% дольше, до 90% дольше, до 85% дольше, до 80% дольше, до 75% дольше) сравнительного срока службы идентичного катализатора гидроочистки без независимого регулирования температуры в одном реакторе вместе с катализатором депарафинизации (или в системе с соединенными последовательно отдельными реакторами, в которой регулирование температуры осуществляют только посредством нагревателя, расположенного выше по потоку относительно реактора гидроочистки), где предусмотрено идентичное углеводородное сырье и, если не идентичное, то подобное производительности по гидроочищенному и депарафинизированному выходящему потоку.
ПРИМЕРЫ
Пример 1
Для демонстрации преимуществ воплощения изобретения, имитационные модели использовали для моделирования работы сравнительной системы и системы в соответствии с воплощением изобретения. Конфигурация сравнительной системы представлена на Фиг.2. Как сравнительная система, так и система в соответствии с воплощением изобретения могут представлять собой системы с одним реактором и фракционирующей колонной. Сравнительная система, в соответствии с моделью, включает стадию 225 гидроочистки (или десульфурации) и стадию 235 конверсии в реакторе. Сырье 210 и поток 140 водорода подают на стадию 225 гидроочистки. Выходящий поток 220 со стадии 225 гидроочистки последовательно направляют на стадию 235 конверсии без промежуточного разделения. Выходящий поток 230 со стадии конверсии поступает во фракционирующую колонну 165. Фракционирующая колонна обеспечивает получение легких фракций 162, лигроиновой фракции 164, керосиновой фракции 166, дизельной фракции 168 и нижней фракции 170. Что касается системы в соответствии с воплощением изобретения, моделировали систему с конфигурацией, аналогичной конфигурации на Фиг.1.
Как для сравнительной системы, так и для системы в соответствии с воплощением изобретения, степень конверсии для сочетания реактора десульфурации и реактора конверсии устанавливали примерно 50% при примерно 355°С. Традиционный Ni-Mo катализатор гидроочистки, нанесенный на оксид алюминия, моделировали как для сравнительной системы, так и для систем по изобретению. Что касается катализаторов стадии конверсии, моделировали сочетание катализатора USY и катализатора, содержащего ZSM-48, для обеих систем. Моделированное отношение катализатора USY к ZSM-48 составляло примерно 2:1. Как моделированный катализатор USY, так и моделированный катализатор ZSM-48 имели отношение катализатора к связующему оксиду алюминия примерно 65:35. Как моделированный катализатор USY, так и моделированный катализатор ZSM-48 содержали примерно 0,6 масс.% Pt. При моделировании использовали один и тот же тип сырья в обоих случаях. Таким образом, основное отличие между двумя системами состояло в очередности пропускания сырья по всем стадиям.
Поскольку реакционные условия для обеих систем задавали для достижения одинаковой степени конверсии, продукты из фракционирующей колонны в обеих системах имеют некоторое сходство. Однако существует разница в рабочих условиях, требуемых количествах катализатора и распределении продукта.
В таблице 1 представлены свойства сырья, используемого для данного примера модели. Эти свойства сырья выбирали для демонстрации обычного сырья вакуумного газойля.
В таблице 2 представлены требования к катализаторам и смоделированные условия работы.
Как показано в таблице 2, конфигурация по воплощению изобретения обеспечивает несколько преимуществ. Во-первых, количество катализатора, требуемое для стадии конверсии, снижают от примерно 1000 м3 до примерно 280 м3. Температуру реакции конверсии также снижают примерно на 21°С. Это происходит отчасти благодаря тому, что примеси, такие как сера и азот, удаляют перед подачей на реакционную стадию конверсии. В сравнительном варианте конфигурации с одним реактором, даже несмотря на то что в реакторе десульфурации сера и азот в значительной степени преобразуются в газообразные примеси (H2S и NH3), эти газообразные примеси, по-видимому, все же снижают активность катализатора депарафинизации. Кроме того, в сравнительной системе все сырье проходит через реактор конверсии перед поступлением во фракционирующую колонну. Напротив, в схеме в соответствии с изобретением, часть сырья проходит только через стадию десульфурации и фракционирующую колонну перед применением его в качестве базовых масел. Это происходит частично благодаря конверсии сырья, которая, как полагают, происходит в ходе десульфурации, что позволяет снизить количество катализатора депарафинизации, необходимого на стадии конверсии, чтобы достичь требуемой степени конверсии. Следует отметить, что поток через стадию десульфурации возрастает, но увеличение происходит за счет дополнительного потока уже подвергшегося десульфурации сырья, которое было подано рециклом и пропущено через стадию конверсии. Поскольку дополнительный поток уже подвергнут десульфурации, полагают, что дополнительный поток оказывает небольшое влияние на условия десульфурации или не оказывает никакого влияния.
В таблице 3 представлены данные по выходу различных моделированных фракций, образующихся, когда условия во всех реакционных блоков задают примерно для 50% конверсии.
Из таблицы 3 видно, что конфигурация по изобретению позволяет обеспечить ряд преимуществ. Конфигурация по изобретению требует меньшего количества водорода для достижения сравнимой степени конверсии. Это может быть обеспечено частично благодаря снижению объема сырья, проходящего через стадию конверсии. Конфигурация по изобретению также позволяет получить меньшее количество легких фракций и лигроина. Вместо этого, получают большее количество керосина и дизельного топлива относительно сравнительной конфигурации.
В таблице 4 представлены некоторые свойства моделированного керосинового продукта. Как показано на Фиг.4, керосиновая фракция, образующаяся в конфигурации согласно изобретению, позволяет получить керосин с повышенной максимальной высотой некоптящего пламени, что указывает на более высокое качество керосинового продукта.
В таблице 5 представлены некоторые свойства моделированного продукта дизельного топлива. Как показано с помощью температуры помутнения в таблице 5, продукт с интервалом температур кипения дизельного топлива, полученный в конфигурации по изобретению, подходит для использования в качестве дизельного топлива.
В таблице 6 показаны некоторые свойства моделированной нижней фракции. Несмотря на то что температура застывания выше для нижней фракции при конфигурации по изобретению, эта фракция походит в качестве базовых масел группы II (или подходит для дополнительной обработки в качестве базовых масел).
Пример 2
Для демонстрации преимуществ независимого регулирования температуры по изобретению, имитационные модели использовали для моделирования работы сравнительной системы и двух систем (Фиг.3 и 4) в соответствии с изобретением. Конфигурация сравнительной системы отличается от систем в соответствии с изобретением тем, что в сравнительной системе обеспечено регулирование температуры в реакторе гидроочистки, соединенном с реактором депарафинизации, т.е. отличие от Фиг.3 и 4 состоит в том, что нагреватель расположен выше по потоку от реактора гидроочистки, а не после реактора депарафинизации или между реактором гидроочистки и реактором депарафинизации. Как сравнительная система, так и системы в соответствии с изобретением могут представлять собой системы с двумя реакторами и одним нагревателем, хотя в равной степени для сравнительной системы возможно последовательное размещение стадии гидроочистки и стадии депарафинизации в одном реакторе, а не в отдельных реакторах, при условии что нагреватель размещен выше по потоку от стадии гидроочистки.
Как для сравнительной системы, так и для систем по изобретению в данном примере, моделирование проводили для работы на смешанном углеводородном сырье (характеристики представлены в таблице 7 ниже) при рабочем давлении примерно 8,7 МПа изб. (1260 фунт/кв.дюйм изб.), расходе обрабатывающего газа примерно 610 норм.м3/м3 (3600 норм.куб.фут/баррель), с катализатором гидроочистки NiMo, нанесенным на оксид алюминия, при ЧОСЖ примерно 0,9 ч-1, и катализатором депарафинизации Pt-ZSM-48, при ЧОСЖ примерно 3,3 ч-1. Моделирование, основанное на данных нефтепереработки, использовали для оценки температур в реакторах гидроочистки и депарафинизации, чтобы поддерживать содержание серы в гидроочищенном и депарафинизированном выходящем потоке (без учета газообразных примесей) максимально 10 wppm и температуру помутнения -26°С или менее и/или снижение температуры помутнения, по сравнению с сырьем, на 17°С или более.
В таблице 8 ниже представлены температуры, полученные в результате моделирования. Следует отметить, что температуры, представленные под заголовком «Конфигурация по изобретению», представляют температуры как для конфигурации Фиг.3, так и для конфигурации Фиг.4. «СМТС» представляет собой среднемассовую температуру слоя.
Как видно из таблицы 8, любая из конфигураций по изобретению позволяет обеспечить намного более низкую температуру гидроочистки в реакторе гидроочистки, чем в сравнительной конфигурации, что показывает улучшение в случае независимого регулирования температуры по сравнению с конфигурациями со взаимосвязанным регулированием температуры. Не опираясь на конкретную теорию, полагают, что более низкая среднемассовая температура слоя в ректоре гидроочистки приводит к снижению дезактивации катализатора гидроочистки в конфигурациях по изобретению, и это означает, что нет необходимости увеличивать температуру в реакторе гидроочистки настолько, чтобы компенсировать дезактивацию катализатора, и таким образом возможно увеличить срок службы катализатора гидроочистки. На основании аппроксимации фактических данных нефтепереработки для катализатора гидроочистки, срок службы катализатора гидроочистки в конфигурации по изобретению может составлять примерно 60 месяцев, по сравнению со сроком службы только примерно 36 месяцев для катализатора гидроочистки в сравнительной конфигурации. Таким образом, срок службы катализатора гидроочистки увеличивают примерно на 67%.
Хотя настоящее изобретение описано и проиллюстрировано посредством конкретных воплощений, специалисту в данной области техники очевидно, что в изобретение могут быть внесены изменения, которые могут быть не показаны в данном описании. По этой причине, для определения действительной области защиты изобретения, следует обращаться только к прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРООБРАБОТКИ В КИСЛОЙ СРЕДЕ ДЛЯ ПРОИЗВОДСТВА ДИЗЕЛЬНОГО ТОПЛИВА | 2009 |
|
RU2509142C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ДИЗЕЛЬНОГО ТОПЛИВА | 2014 |
|
RU2662430C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИЗЕЛЬНОГО ТОПЛИВА ИЗ ПОТОКА УГЛЕВОДОРОДОВ | 2017 |
|
RU2703724C1 |
| СПОСОБ ГИДРОКРЕКИНГА, СЕЛЕКТИВНЫЙ В ОТНОШЕНИИ УЛУЧШЕННОГО ДИСТИЛЛЯТА И УЛУЧШЕННОГО ВЫХОДА СМАЗОЧНЫХ МАТЕРИАЛОВ И ИХ СВОЙСТВ | 2011 |
|
RU2565669C2 |
| СПОСОБ ГИДРООБРАБОТКИ В КИСЛОЙ СРЕДЕ ДЛЯ ПРОИЗВОДСТВА БАЗОВЫХ СМАЗОЧНЫХ МАСЕЛ | 2009 |
|
RU2513105C2 |
| ОБРАБОТКА ПОСРЕДСТВОМ ГИДРООЧИСТКИ И ДЕПАРАФИНИЗАЦИИ ДЛЯ УЛУЧШЕНИЯ ТЕМПЕРАТУРЫ ЗАМЕРЗАНИЯ ТОПЛИВА ДЛЯ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2513992C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОСТАДИЙНОЙ ГИДРООЧИСТКИ И ГИДРОКРЕКИНГА | 2018 |
|
RU2725152C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГИДРООБРАБОТКИ ДВУХ ПОТОКОВ | 2012 |
|
RU2540081C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИЗЕЛЬНОГО ТОПЛИВА | 2013 |
|
RU2625802C2 |
| МНОГОСТУПЕНЧАТЫЙ ГИДРОКРЕКИНГ КУБОВОГО ОСТАТКА | 2017 |
|
RU2722644C1 |
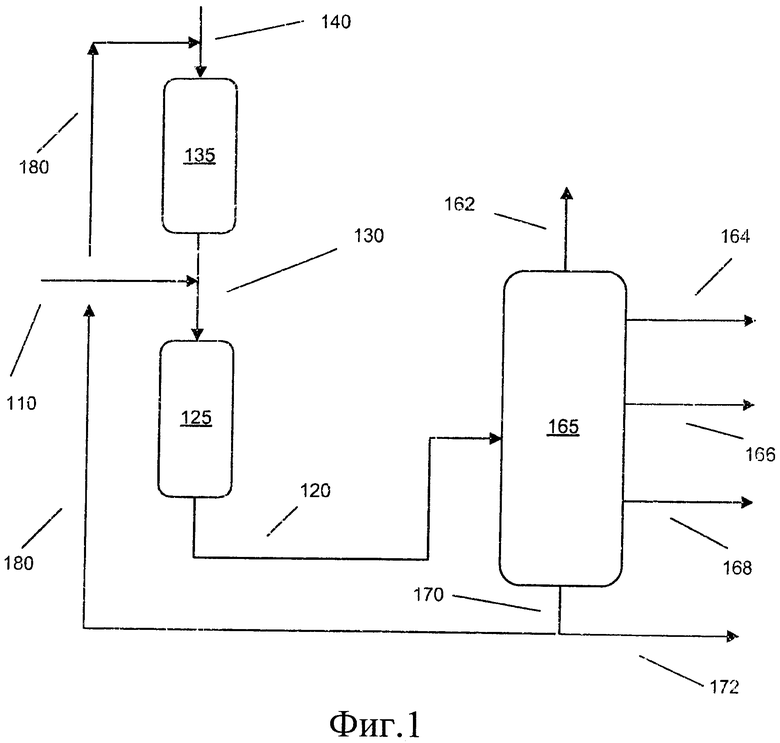
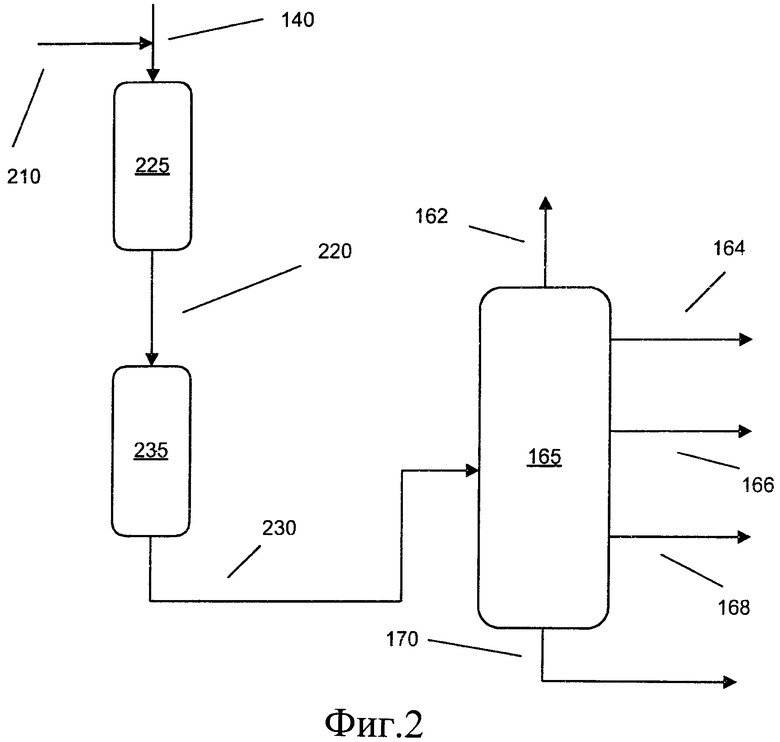
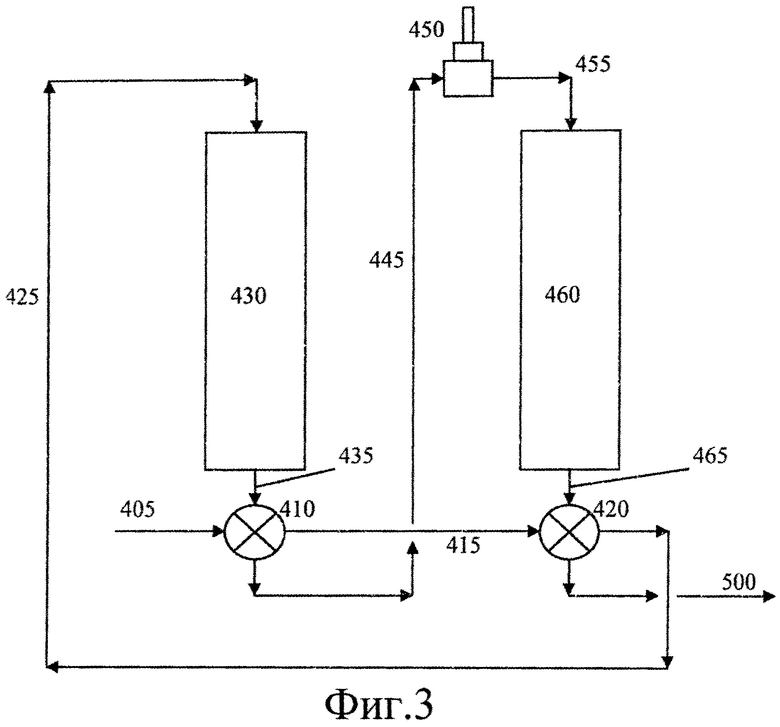
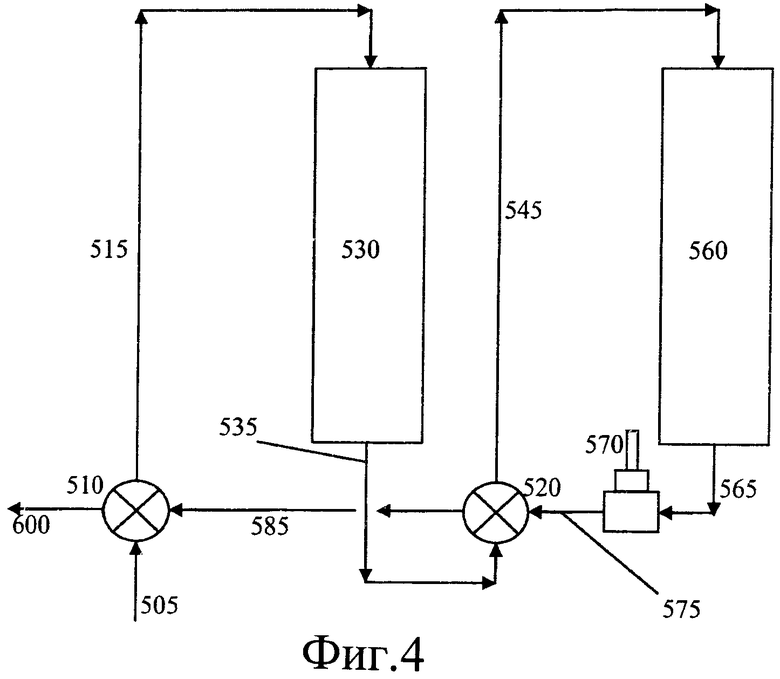
Изобретение относится к способу обработки углеводородного сырья, включающему: смешивание минерального углеводородного сырья, имеющего температуру кипения Т5 по меньшей мере примерно 340°С и содержание серы от 200 до 20000 wppm (масс. частей на миллион), с выходящим потоком стадии конверсии, имеющим содержание серы примерно 50 wppm или менее, с получением смешанного углеводородного сырья; гидроочистку смешанного углеводородного сырья на стадии гидроочистки путем обработки смешанного углеводородного сырья катализатором гидроочистки при условиях гидроочистки, включающих температуру от 260°С (500°F) до 427°С (800°F), общее давление от 3,4 МПа изб. (500 фунт/кв.дюйм изб.) до 20,7 МПа изб. (3000 фунт/кв.дюйм изб.) и часовую объемную скорость жидкости (ЧОСЖ) от 0,3 ч-1 до 5,0 ч-1, с получением гидроочищенного выходящего потока с содержанием серы примерно 50 wppm или менее; разделение на фракции гидроочищенного выходящего потока с получением по меньшей мере керосиновой фракции с содержанием серы примерно 10 wppm или менее, дизельной фракции с содержанием серы примерно 20 wppm или менее и нижней фракции, имеющей температуру кипения Т5 по меньшей мере 355°С; причем профиль температуры кипения гидроочищенного выходящего потока соответствует по меньшей мере примерно 40% конверсии углеводородного сырья относительно начала конверсии, соответствующего температуре кипения Т5 нижней фракции, и конверсию части нижней фракции на стадии конверсии путем обработки катализатором депарафинизации при условиях конверсии, включающих температуру от 200°С до 450°С, общее давление от 0,5 МПа изб. (5 бар изб.) до 30 МПа изб. (300 бар изб.) и ЧОСЖ от 0,05 ч-1 до 10 ч-1, с получением выходящего потока стадии конверсии. Способ позволяет получить дизельное топливо с низким содержанием серы. 12 з.п. ф-лы, 4 ил., 8 табл., 2 пр.
1. Способ обработки углеводородного сырья, включающий:
смешивание минерального углеводородного сырья, имеющего температуру кипения Т5 по меньшей мере примерно 340°С и содержание серы от 200 до 20000 wppm (масс. частей на миллион), с выходящим потоком стадии конверсии, имеющим содержание серы примерно 50 wppm или менее, с получением смешанного углеводородного сырья;
гидроочистку смешанного углеводородного сырья на стадии гидроочистки путем обработки смешанного углеводородного сырья катализатором гидроочистки при условиях гидроочистки, включающих температуру от 260°С (500°F) до 427°С (800°F), общее давление от 3,4 МПа изб. (500 фунт/кв.дюйм изб.) до 20,7 МПа изб. (3000 фунт/кв.дюйм изб.) и часовую объемную скорость жидкости (ЧОСЖ) от 0,3 ч-1 до 5,0 ч-1, с получением гидроочищенного выходящего потока с содержанием серы примерно 50 wppm или менее;
разделение на фракции гидроочищенного выходящего потока с получением по меньшей мере керосиновой фракции с содержанием серы примерно 10 wppm или менее, дизельной фракции с содержанием серы примерно 20 wppm или менее и нижней фракции, имеющей температуру кипения Т5 по меньшей мере 355°С; причем профиль температуры кипения гидроочищенного выходящего потока соответствует по меньшей мере примерно 40% конверсии углеводородного сырья относительно начала конверсии, соответствующего температуре кипения Т5 нижней фракции, и
конверсию части нижней фракции на стадии конверсии путем обработки катализатором депарафинизации при условиях конверсии, включающих температуру от 200°С до 450°С, общее давление от 0,5 МПа изб. (5 бар изб.) до 30 МПа изб. (300 бар изб.) и ЧОСЖ от 0,05 ч-1 до 10 ч-1, с получением выходящего потока стадии конверсии.
2. Способ по п.1, в котором выходящий поток стадии конверсии не подвергают разделению перед смешиванием с углеводородным сырьем.
3. Способ по п.1, в котором смешанное углеводородное сырье не подвергают разделению перед гидроочисткой.
4. Способ по п.1, в котором водород, содержащийся в выходящем потоке стадии конверсии, составляет по меньшей мере примерно 70% водорода, подаваемого на стадию гидроочистки.
5. Способ по п.1, в котором гидроочистка дополнительно включает обработку углеводородного сырья катализатором гидрокрекинга при условиях гидроочистки.
6. Способ по п.1, в котором часть нижней фракции, которую подвергают обработке катализатором депарафинизации при условиях конверсии, составляет от примерно 25% до примерно 90% нижней фракции.
7. Способ по п.1, в котором обработка части нижней фракции катализатором депарафинизации при условиях конверсии включает обработку части нижней фракции катализатором, включающим гидрирующий металл и молекулярное сито, включающее ZSM-48, USY или их сочетание.
8. Способ по п.7, в котором гидрирующий металл выбирают из Pt, Pd и Pt совместно с Pd.
9. Способ по п.1, в котором обработка части нижней фракции катализатором депарафинизации при условиях конверсии дополнительно включает обработку части нижней фракции катализатором гидрокрекинга при условиях конверсии.
10. Способ по п.1, в котором условия конверсии включают содержание обрабатывающего газа-водорода от примерно 17 норм.м3/м3 (100 норм. куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель).
11. Способ по п.1, в котором условия гидроочистки включают содержание обрабатывающего газа-водорода от примерно 17 норм.м3/м3 (100 норм.куб.фут/баррель) до примерно 840 норм.м3/м3 (5000 норм.куб.фут/баррель).
12. Способ по п.1, в котором температура кипения Т5 сырьевой нижней фракции составляет по меньшей мере примерно 370°С.
13. Способ по любому из предшествующих пунктов, в котором профиль температуры кипения гидроочищенного выходящего потока соответствует по меньшей мере примерно 50% конверсии углеводородного сырья относительно начала конверсии.
| WO 2003070857A1, 28.08.2003 | |||
| ПОДШИПНИКОВОЕ УСТРОЙСТВО С ДОРОЖКАМИ ДЛЯ ПРИМЕНЕНИЯ В ПОВОРОТНОМ СОЕДИНЕНИИ (ВАРИАНТЫ) И ПОВОРОТНОЕ СОЕДИНЕНИЕ (ВАРИАНТЫ) | 1995 |
|
RU2154225C2 |
| US 6447671B1, 10.09.2002 | |||
| US 4518485A1, 21.05.1985 | |||
| WO 2005047431A1, 26.05.2005 | |||
| US 4788378A1, 29.11.1988 | |||
| US 20040050753A1, 18.03.2004 | |||
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО МАСЛА, ХАРАКТЕРИЗУЮЩЕГОСЯ ИНДЕКСОМ ВЯЗКОСТИ В ДИАПАЗОНЕ ОТ 80 ДО 140 | 2003 |
|
RU2334782C2 |

