ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Приоритет данной заявки заявляется по предварительной заявке на патент США №61/105717, зарегистрированной 15 октября 2008 года, и предварительной заявке на патент США №61/180403, зарегистрированной 21 мая 2009 года, описание каждой из которых целиком включено в данный документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Данное изобретение, в общем, относится к ортопедическому инструментарию и, более конкретно, к внутренним фиксирующим устройствам.
Ортопедические фиксирующие устройства могут использоваться, например, для стабилизации травмы, обеспечения опоры при переломе кости, для соединения сустава или исправления деформации. Ортопедическое фиксирующее устройство может быть прикреплено постоянно или временно, при этом оно может быть прикреплено к кости в различных местах, включая имплантацию в канал или другую полость кости, имплантацию под мягкой тканью и прикрепление к наружной поверхности кости, или оно может быть расположено снаружи с присоединением крепежными средствами, например винтами, штырями и/или проволокой. Некоторые ортопедические фиксирующие устройства устанавливают с возможностью регулировки при позиционировании и/или ориентации двух или более костных фрагментов или двух или более костей относительно друг друга. Ортопедические фиксирующие устройства обычно обрабатывают на станке или формуют из изотропных материалов, таких как металлы, включая титан, титановые сплавы, нержавеющую сталь, кобальтохромовые сплавы и тантал.
Несмотря на то что имплантаты из металла используются уже на протяжении века, тем не менее, все еще остаются некоторые связанные с ними проблемы. Например, наличие плохой сочетаемости жесткости металлического имплантата и кости. Это обстоятельство иногда приводит к экранированию напряжений и потере кости. Кроме того, у многих пациентов имеется аллергия на металлические имплантаты. Наконец, задержки, связанные с приобретением некоторых металлов, бывают столь значительны, что это приводит к срыву сроков изготовления.
Во многих случаях необходимо позиционировать ортопедическое фиксирующее устройство относительно кости. В настоящее время существует два основных способа обеспечения надлежащей глубины ортопедического фиксирующего устройства в интрамедуллярном канале кости. Первый и наиболее старый способ заключается в использовании хирургом рентгенографии для визуального выравнивания отверстия в ортопедическом фиксирующем устройстве с головкой и шейкой бедра. Сложность этого способа заключается в определении оси отверстия в ортопедическом фиксирующем устройстве, по которой выполняют выравнивание с головкой и шейкой бедра. Второй и более новый способ заключается в использовании выравнивающих рычагов/кондукторов, которые прикрепляют к направляющей втулке сверла. Для получения рентгенограммы устанавливаемых в кости имплантата и направляющей втулки сверла используют рентгеновский аппарат типа С-дуга. Выравнивающий рычаг прикрепляют к направляющей втулке сверла и выводят на переднюю сторону пациента. Указанный рычаг содержит рентгеноконтрастные маркеры, видимые на рентгенограмме. Маркер показывает проекцию крепежного средства, которое должно проходить через ортопедическое фиксирующее устройство в головку бедра, при этом хирург использует данную проекцию для выравнивания имплантата с головкой бедра.
Как вариант, хирург для визуального определения правильного поворота ортопедического фиксирующего устройства относительно головки и шейки бедра обычно использует рентгенограмму. Используя средне-боковое изображение, хирург выравнивает отверстия под винт или профили штифта с головкой и шейкой бедра. Другой способ и соответствующий ему вариант заключаются в использовании направляющей втулки сверла, с заделанными в нее пластинами или металлической проволокой, которые пользователь выравнивает с головкой и шейкой бедра, используя рентгенограмму.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом данного изобретения предлагается ортопедическое фиксирующее устройство, например интрамедуллярный штифт или пластина, обеспечивающее опору для кости или фрагментов кости, которое содержит множество слоев из биосовместимого пластика и упрочняющего волокна, например углеродного волокна, с созданием конструкции из ламинированного композиционного материала. Данную конструкцию выбирают так, чтобы обеспечить требуемые эксплуатационные характеристики посредством избирательной ориентации волокон внутри каждого слоя. Например, жесткость при сжатии, жесткость на изгиб, включая жесткость на изгиб консольной конструкции и жесткость при кручении данного устройства, можно изменять количеством и ориентацией слоев из пластика/волокон данного устройства. Указанное устройство может быть сконструировано с помощью системы, работа которой заключается в выборе конструкции из заданных конструкций, связанных с некоторой моделью устройства. Данная система обеспечивает анализ конструкции для определения того, будет ли данная конструкция ортопедического фиксирующего устройства удовлетворять требуемым эксплуатационным характеристикам, и выводит данные по указанной конструкции, если указанная конструкция удовлетворяет требуемым эксплуатационным характеристикам. При использовании данная система может принимать входную информацию от пользователя, например требуемые значения характеристик, включая значения силы, смещения и/или жесткости. Дополнительно или как вариант, данная система может принимать входную информацию, включая выбранные характеристики, которые отображают практическое применение и/или описывают особенности пациента с точки зрения педиатрии, возрастные и иные особенности, например минеральную плотность прикрепляемой кости, при этом данная система определяет значения параметров данного устройства на основе вводимых характеристик и/или другой входной информации.
Как вариант, предлагается способ исполнения изделия из ламинированного композиционного материала, включающий введение в компьютерную систему данных, касающихся требуемой характеристики данного изделия, выбор модели изделия на основе указанных данных, выбор конструкции изделия из ламинированного композиционного материала, армированного волокнами, из группы конструкций из ламинированного композиционного материала, связанной с моделью, сравнение результатов анализа выбранной конструкции и требуемой характеристики, выполненного методом конечных элементов, и вывод данных о выбранной конструкции, если сравнительный анализ указывает на то, что указанное изделие удовлетворяет требуемой характеристике.
В другом варианте исполнения требуемая характеристика включает один из параметров - жесткость при сжатии, жесткость на изгиб, жесткость при кручении, конкретные данные о пациенте, общая информация о пациенте и данные, касающиеся изотропности изделия.
В еще одном варианте исполнения предлагается способ выбора модели изделия, включающий выбор модели из библиотеки моделей.
В другом варианте исполнения группа конструкций из ламинированного композиционного материала включает конструкции, содержащие слои армированного волокнами композиционного материала, причем каждый слой имеет заданную угловую ориентацию волокон, при этом угловые ориентации волокон слоев являются симметричными относительно середины слоев конструкции.
В другом варианте исполнения модель сдержит данные, касающиеся наружных и внутренних размеров изделия.
В еще одном варианте исполнения конструкции связаны с моделью на основе разницы между наружным размером и внутренним размером модели, которая меньше суммарной толщины слоев конструкции.
В другом варианте исполнения выбранная конструкция содержит инструкции по производству изделия из ламинированного композиционного материала. Другой вариант исполнения содержит инструкции по обеспечению пригодности изготовленного ортопедического фиксирующего устройства для имплантации в тело человека.
В еще одном аспекте данного изобретения предлагается внутренний фиксатор для стягивания перелома, причем указанный внутренний фиксатор содержит множество слоев, каждый из которых содержит компонент из термопластического материала и компонент из волокнистого материала, при этом каждый слой из множества слоев содержит волокна, образующие выбранный узор их угловой ориентации, причем выбранные узоры угловой ориентации волокон расположены симметрично от первого слоя к последнему слою, при этом симметричное выполнение узоров угловой ориентации волокон включает по меньшей мере два слоя, имеющие, по существу, противоположные узоры угловой ориентации волокон.
В другом варианте исполнения внутренний фиксатор является фиксатором из интрамедуллярного штифта и пластинки для скрепления отломков кости. В еще одном варианте исполнения, в каждом слое, волокна слоя проходят, по существу, параллельно.
В другом варианте исполнения данное изобретение также содержит отверстие, проходящее сквозь внутренний фиксатор, для вмещения крепежного средства.
В другом варианте исполнения данное изобретение дополнительно содержит датчик, расположенный на некотором расстоянии от отверстия.
В еще одном варианте исполнения в данном отверстии расположена манжета, с конфигурацией, обеспечивающей вмещение в данную манжету крепежного средства.
В другом варианте исполнения данное изобретение содержит наружное покрытие из термопластического материала, по существу, без компонента из волокнистого материала.
В еще одном варианте исполнения внутренний фиксатор является интрамедуллярным штифтом, причем указанный интрамедуллярный штифт содержит головку, стержень и переходной участок, расположенный между головкой и стрежнем.
В другом варианте исполнения указанная головка содержит количество слоев, превышающее количество слоев стержня.
В еще одном варианте исполнения выбранные узоры угловой ориентации волокон слоев выбирают таким образом, что данное устройство обладает выбранной характеристикой жесткости.
В другом варианте исполнения данное изобретение дополнительно содержит канал вдоль наружной поверхности.
В еще одном аспекте данного изобретения предлагается способ создания системы для конструирования изделия из ламинированного композиционного материала, включающий создание библиотеки моделей, причем данные модели определяют наружные размеры изделия, создание библиотеки конструкций изделий из ламинированного композиционного материала, причем каждая конструкция связана по меньшей мере с одной моделью, и каждая конструкция содержит многослойную структуру данного изделия, при этом каждый слой содержит данные по угловой ориентации волокон слоя, программирование машины, обеспечивающей выбор конструкции из библиотеки конструкций на основе выбранной характеристики изделия из ламинированного композиционного материала и вывод данных о выбранной конструкции, а также программирование машины для проведения анализа методом конечных элементов, выполняемого для определения соответствия результата анализа выбранной конструкции выбранной характеристике.
В одном варианте исполнения создание библиотеки моделей включает хранение наружных размеров интрамедуллярного штифта и хранение минимального диаметра центральной полости.
В другом варианте исполнения увязка конструкции с моделью устанавливается на основании определения того, что суммарная толщина слоев конструкции меньше, чем разница между минимальным диаметром центральной полости и сохраненным наружным диаметром, связанным с моделью.
В еще одном варианте исполнения обеспечивающая выбор машина может работать с последовательным выбором конструкции, связанной с моделью, в порядке возрастания номера слоя.
В другом варианте исполнения машина для анализа методом конечных элементов выполнена для определения того, удовлетворяет ли выбранная конструкция по меньшей мере одному из параметров - требуемой жесткости при сжатии, требуемой жесткости на изгиб и требуемой жесткости при кручении.
Как вариант исполнения, конфигурирование системы для вывода данных о выбранной конструкции, если машина для анализа методом конечных элементов определяет соответствие выбранной конструкции выбранной характеристике.
Как вариант исполнения, конфигурирование системы для выбора другой конструкции, если машина для анализа методом конечных элементов определяет несоответствие выбранной конструкции выбранной характеристике.
В другом варианте исполнения, программирование машины для анализа методом конечных элементов включает подтверждение того, что результаты теоретического тестирования конструкций, генерируемые машиной для анализа методом конечных элементов, аналогичны результатам физического тестирования этих конструкций.
В еще одном варианте исполнения, программирование машины для анализа методом конечных элементов дополнительно включает настройку параметра указанной машины, если она генерирует результаты теоретического тестирования конструкций, которые не аналогичны результатам физического испытания конструкций.
В еще одном аспекте данного изобретения предлагается система для конструирования изделия из ламинированного композиционного материала, содержащая устройство ввода, выполненное для приема информации об изделии из ламинированного композиционного материала, по меньшей мере одно запоминающее устройство, хранящее ряд моделей и ряд конструкций изделия из ламинированного композиционного материала, причем каждая конструкция связана по меньшей мере с одной моделью, машину для выбора конструкции из ряда конструкций в соответствии с указанной моделью, машину для анализа методом конечных элементов и выработки результатов анализа выбранной конструкции и устройство вывода, обеспечивающее вывод данных о выбранной конструкции.
В одном из вариантов исполнения система имеет конфигурацию для определения того, аналогичны ли результаты анализа введенным данным. В еще одном варианте исполнения конфигурация системы обеспечивает вывод данных о выбранной конструкции, если результаты анализа соответствуют введенным данным.
В еще одном варианте исполнения машины ее конфигурация обеспечивает выбор конструкции в порядке возрастания номера слоя.
В другом варианте исполнения указанные данные относятся по меньшей мере к одному из следующих параметров: жесткости при сжатии, жесткости на изгиб, жесткости при кручении, конкретным данным о пациенте, общим данным о пациенте и данным относительно изотропности изделия.
В еще одном варианте исполнения, одним из параметров, содержащихся в конкретных данных о пациенте, являются, по меньшей мере, данные о возрасте пациента и данные, относящиеся к минеральной плотности кости пациента.
В другом варианте исполнения возрастные данные пациента содержат по меньшей мере один параметр, касающийся возрастной группы, характеристику уровня активности пациента и параметр, характеризующий качество кости пациента.
Детали одного или нескольких из вариантов исполнения изложены в нижеприведенном описании и сопроводительных чертежах. Другие свойства будут очевидны из описания и чертежей, а также из формулы изобретения.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид в аксонометрии ортопедического фиксирующего устройства.
Фиг.2 - вид в поперечном разрезе ортопедического фиксирующего устройства, взятого по линии 2-2, показанной на фиг.2.
Фиг.3 - вид в аксонометрии ортопедического фиксирующего устройства при конструировании.
Фиг.4 - вид в аксонометрии ортопедического фиксирующего устройства.
Фиг.5 - вид в поперечном разрезе ортопедического фиксирующего устройства, по линии 5-5, показанной на фиг.4.
Фиг.6 - вид в аксонометрии ортопедического фиксирующего устройства.
Фиг.7 - принципиальная схема системы для конструирования ортопедического фиксирующего устройства из ламинированного композиционного материала.
Фиг.8 - блок-схема, иллюстрирующая способ создания ортопедического фиксирующего устройства из ламинированного композиционного материала.
Фиг.9 - блок-схема, иллюстрирующая способ создания системы, показанной на фиг.7.
Фиг.10 и 11 иллюстрируют интрамедуллярный штифт в среднебоковом виде в первом варианте исполнения.
Фиг.12 и 13 иллюстрируют интрамедуллярный штифт в переднезаднем виде во втором варианте исполнения.
Фиг.14-17 иллюстрируют интрамедуллярный штифт в третьем варианте исполнения.
Фиг.18 иллюстрирует вид сбоку в разрезе интрамедуллярного штифта в четвертом варианте исполнения.
Фиг.19 иллюстрирует вид сбоку в разрезе интрамедуллярного штифта в пятом варианте исполнения.
Фиг.20 иллюстрирует интрамедуллярный штифт в переднезаднем виде в шестом варианте исполнения.
Фиг.21 иллюстрирует интрамедуллярный штифт, показанный на фиг.20, в среднебоковом виде.
Фиг.22 иллюстрирует интрамедуллярный штифт в седьмом варианте исполнения.
Фиг.23 иллюстрирует интрамедуллярный штифт в восьмом варианте исполнения.
Фиг.24 иллюстрирует вид сбоку в разрезе интрамедуллярного штифта в девятом варианте исполнения.
Фиг.25 иллюстрирует интрамедуллярный штифт в десятом варианте исполнения.
Фиг.26 иллюстрирует вид в разрезе интрамедуллярного штифта, показанного на фиг.25.
Фиг.27-30 иллюстрируют интрамедуллярный штифт в одиннадцатом варианте исполнения.
Фиг.31 и 32 иллюстрируют пластинки для скрепления отломков кости в первом варианте исполнения.
Фиг.33 иллюстрирует пластинку для скрепления отломков кости во втором варианте исполнения.
Фиг.34 представляет собой вид снизу варианта выполнения, показанного на фиг.33.
Фиг.35 иллюстрирует пластинку для скрепления отломков кости в третьем варианте исполнения.
Фиг.36 иллюстрирует пластинку для скрепления отломков кости в четвертом варианте исполнения.
Фиг.37 иллюстрирует пластинку для скрепления отломков кости в пятом варианте исполнения.
Фиг.38 иллюстрирует пластинку для скрепления отломков кости в шестом варианте исполнения.
Фиг.39 иллюстрирует интрамедуллярный штифт в двенадцатом варианте исполнения.
Фиг.40 иллюстрирует интрамедуллярный штифт в тринадцатом варианте исполнения.
ПОДРОБНОЕ ОПИСАНИЕ
В соответствии с фиг.1, 2 и 3 интрамедуллярный штифт 100 содержит стержень 102 и головку 104. Стержень 102 определяет границы отверстий 111, вмещающих винты или другие крепежные средства (не показаны), а головка 104 определяет границы отверстий 111, вмещающих стержень Р, винты или другие крепежные средства (не показаны), обеспечивающие прикрепление интрамедуллярного штифта 100 внутри интрамедуллярного канала длинной трубчатой кости. Крепежные средства могут быть выполнены из металлического, полимерного или композиционного материала.
Штифт 100 сконструирован из множества слоев 201-213 из композиционного материала, например полиэфирэфиркетона (ПЭЭК), и композиционного материала, упрочненного углеродными волокнами. Композиционный материал может быть сплошным армированным волокнами материалом, например листовым материалом, лентой или жгутом, в котором углеродные волокна, по существу, параллельны волокнам, длина которых ориентирована в направлении длины листового материала, ленты или жгута. Данные слои имеют, по существу, равномерную толщину в диапазоне 0,01-4 мм, в некоторых вариантах - толщину 0,14±0,1 мм. Волокна каждого слоя, по существу, проходят параллельно и непрерывно, так что в каждом слое все или, по существу, все волокна имеют общую угловую ориентацию относительно продольной оси L-L штифта 100. Например, первый слой композиционного материала может содержать волокна, ориентированные, по существу, поперек длины, приблизительно под 90° к продольной оси L-L. Другой слой, расположенный выше или ниже первого слоя (или внутри или снаружи первого слоя), может содержать волокна, ориентированные под углом в 5°, или другим выбранным углом, относительно продольной оси L-L. В некоторых вариантах исполнения первый слой и/или последний слой может быть выполнен из исходного ПЭЭК (т.е. ПЭЭК без армирования).
Поскольку волокна композиционного материала проявляют различные механические характеристики при воздействии различных сил относительно их продольной оси и поскольку волокна каждого слоя проходят, по существу, параллельно и непрерывно, то влияние каждого слоя на механические характеристики штифта 100 в ответ на воздействие различных сил определяется ориентацией волокон относительно продольной оси L-L штифта 100. Во многих случаях штифт 100 получает преимущество при наличии по меньшей мере одного слоя, содержащего волокна, ориентированные поперек продольной оси L-L, и по меньшей мере одного слоя, содержащего волокна, ориентированные вдоль продольной оси L-L. Кроме того, ориентация волокон каждого слоя штифта 100 может быть выбрана так, что штифт 100 проявляет выбранные характеристики в ответ на воздействие различных сил. Например, штифт 100 может обеспечивать выбранные характеристики жесткости в ответ на воздействие сжимающих, изгибающих и крутящих сил за счет выбора ориентации волокон каждого слоя, исходя из конкретных характеристик материала.
Штифт 100 имеет первый конец 100а, второй, противоположный, конец 100b и среднюю часть 100 с, проходящую между первым концом 100а и вторым концом 100b. Первая секция 101 имеет первый конец 100а и первую окружность С1. Вторая секция 103 имеет вторую окружность С2 и второй конец 100b. Каждая из первой секции 101 и второй секции 103 содержит одно или более сквозных отверстий 111, вмещающих стержень Р или другое крепежное средство, например винт, болт или стержень (не показаны), для присоединения штифта 100 к кости. Штифт 100 имеет продольную ось L-L и круговой профиль вдоль продольной оси L-L, приспособленный для имплантации в канал кости, например бедренный канал, канал большеберцовой кости, канал плечевой кости или канал ключицы. Как показано, первая секция 101 имеет первую окружность С1, а вторая секция 103 имеет вторую, более маленькую, окружность С2. Переходная секция 105 имеет уменьшающуюся вдоль продольной оси L-L окружность от первой окружности С1 ко второй окружности С2 в направлении от первого конца 100а ко второму концу 100b. В некоторых вариантах первая окружность С1 может составлять приблизительно 13 мм, а размер второй окружности С2 может быть выбран приблизительно совпадающим с размером канала кости, в который вводится штифт 100. Переходная секция 105 может иметь постоянный наклон между первой секцией 101 и второй секцией 103, или может иметь изменяющийся наклон, чтобы получить закругленный переход. Кроме того, вторая окружность С2 может быть приблизительно равна первой окружности С1 и, соответственно, переходная секция 105 может быть изъята.
При необходимости наличия центральной полости или трубчатого канала 200а штифт 100 выполняют, например, посредством наматывания на сердечник предварительно пропитанного ПЭЭК жгута с углеродными волокнами, для образования слоя. После создания штифта 100 сердечник удаляют, при этом остается полость 200а, которая проходит по большей части продольной оси L-L от первого конца 100а в направлении второго конца 100b. Однако как вариант, штифт может иметь сплошную центральную часть. Для образования сплошного штифта сердечник остается внутри слоев или может быть заменен другим материалом, например биосовместимым пластиком. Кроме того, сердечник может быть выполнен из материала, который растворяется и/или абсорбируется телом пациента. Например, сердечник может быть абсорбирован так, что штифт будет сплошным при имплантации, а после имплантации образуется полость.
Сердечник может быть выбран так, что он имеет наружный размер, приблизительно равный требуемому внутреннему размеру штифта. Кроме того, форма сердечника может быть выбрана так, что штифт будет иметь аналогичную форму. Например, сердечник может иметь цилиндрическую форму с кольцевым, трапецеидальным, овальным или другим поперечным сечением с целью создания штифта с подобными формами. Кроме того, сердечник может содержать две или более части с различными формами, например круговую цилиндрическую часть, связанную со стержневой конструкцией, и прямоугольную цилиндрическую часть, связанную с головкой. В некоторых вариантах исполнения круговая цилиндрическая часть сердечника связана со стержневой конструкцией 102 штифта 100, а трапецеидальная цилиндрическая часть связана с головкой 104 штифта 100.
Во время наматывания волокна могут быть проложены вокруг отверстий 111, например, жгут располагают вокруг направляющих элементов в местах формирований отверстий 111. При прокладывании волокон вокруг отверстий 111 необходимость в последующем удалении частей композиционного материала для образования отверстий 111 в штифте 100 может быть исключена. Кроме того, формирование отверстий 111 с использованием направляющих элементов может обеспечить гладкое проходящее сквозь штифт 100 отверстие и может исключить поломку углеродных волокон. Как вариант, данные отверстия могут быть выполнены с использованием направляющих элементов, которые превышают требуемый размер отверстий, при этом в отверстие, формируемое направляющим элементом для создания отверстий 111 требуемого размера, обеспечивающих вмещение стержня Р соответствующего размера, может быть установлен вкладыш или другой упрочняющий или защищающий элемент. Подобный вкладыш или упрочняющий элемент может уменьшить повреждение композиционного материала в области около отверстий.
Последующие слои могут быть добавлены посредством наматывания предварительно пропитанного жгута с углеродными волокнами вокруг предыдущего слоя. По завершении наматывания слоя сердечник или другие направляющие могут быть извлечены. При использовании жгута, ленты или тесьмы, как было изложено выше, углеродные волокна расположены внутри слоя, при этом в длину каждое волокно расположено, по существу, параллельно длине жгута. Таким образом, если требуется создать слой с ориентацией волокон под 90°, то жгут может быть намотан вокруг сердечника (и предыдущего слоя, при его наличии) приблизительно под 90° к продольной оси L-L.
Штифт 100 прикрепляют к различным костям или различным участкам костей посредством костных гвоздей или винтов (не показаны), расположенных в отверстиях 111. По существу, среднюю часть 100с, которая содержит переходную секцию, можно считать рабочей частью штифта 100, испытывающей воздействие сжимающих, изгибающих и крутящих сил, которые приложены к различным костям или различным участкам костей. Например, при прикреплении костных отломков штифт 100 может поддерживать участки кости на противоположных сторонах трещины и может передавать усилие, приложенное к одному участку кости, к другому участку кости, с одновременным, по существу, поддержанием положений участков кости относительно друг друга. Однако может потребоваться выполнить некоторое относительное смещение между костями или участками кости или может потребоваться, чтобы некоторая часть усилий переносилась костью поперек места трещины во время и/или после излечения. Соответственно, физические свойства штифта 100, по меньшей мере средней части 100с, могут быть выбраны так, что штифт 100 обеспечивает приемлемое отклонение при изгибе, кручении и сжатии в ответ на ожидаемые изгибающие, скручивающие или сжимающие усилия, связанные с выбранным применением.
В некоторых реализациях первую секцию 101 формируют без слоев композиционного материала с углеродными волокнами, по меньшей мере в ее проксимальной части, при этом окружность С1 содержит формованную структуру, выполненную из термопластического материала. В других реализациях первая секция 101 содержит слои из композиционного материала, армированного углеродными волокнами, содержащего те же слои, которые включены во вторую секцию 103, имеющую вторую окружность, и некоторые дополнительные слои или термопластический материал. Например, для создания переходной секции 105 и первой секции 101, имеющей первую окружность С1, могут быть добавлены дополнительные слои из армированного углеродными волокнами композиционного материала, например слои, содержащие расположенные под 90° к продольной оси L-L волокна. Как вариант, к наружному слою, состоящему из множества слоев из армированного углеродными волокнами композиционного материала для создания первой секции, имеющей окружность С1, и переходную секцию 105, может быть добавлен термопластический материал. Кроме того, как было изложено выше, сердечник может содержать различные участки, связанные с первой секцией 101, второй секцией 103 и переходной секцией 105, так что наложение слоев поверх сердечника в результате обеспечит требуемые размеры и формы наружной поверхности штифта 100. В центральную полость 200а может быть вставлен вкладыш для обеспечения трубчатого канала постоянного размера или с размерами или формами, отличными от размеров и формы сердечника.
Подобный наружный слой из термопластического материала или другое наружное покрытие из материала может быть включено не только для получения требуемого наружного размера, но также и для обеспечения требуемой текстуры или другого свойства по всей наружной поверхности или ее части. Например, может быть включен слой из биосовместимого термопластического материала для обеспечения гладкой наружной поверхности, который может содействовать в препятствовании росту колоний бактерий. Кроме того, материал покрытия может быть выбран так, чтобы уменьшить или исключить аллергические или другие нежелательные реакции. Дополнительно, наружный слой и/или внутренний слой из термопластического материала, например ПЭЭК, может уменьшать возникновение обломков углеродных волокон, которые могут появляться или высвобождаться в результате взаимодействия инструмента, например сверла, со штифтом 100 во время имплантации. Обломки также могут появляться или высвобождаться после имплантации в результате взаимодействия костного штыря или другого компонента во время эксплуатации. Наружный слой и/или внутренний слой из термопластического материала может сдерживать выход отсоединившихся обломков.
Наружные и/или внутренние слои из термопластического материала могут быть выполнены посредством наматывания жгута из неармированного волокнами ПЭЭК. Например, внутренний слой может быть выполнен посредством первого наматывания жгута из неармированного волокнами ПЭЭК вокруг сердечника. Наружный слой может быть выполнен посредством наматывания жгута из неармированного волокнами ПЭЭК вокруг наружного армированного углеродными волокнами слоя. Как вариант, трубка или вкладыш из термопластического материала могут быть наложены поверх сердечника и/или поверх последнего армированного углеродными волокнами слоя. Кроме того, возможно использование других способов, таких как печатание или формование. Дополнительно, штифт 100, содержащий подобный внутренний и/или наружный слой из термопластического материала, может быть обработан, например, в автоклаве с целью объединения слоев.
В одном конкретном варианте исполнения предусмотрен цилиндрический сердечник, который может быть выполнен с трубчатым каналом. Данный сердечник может иметь два или более радиальных отнесенных от каждого конца сквозных отверстий. Поверх данного сердечника располагают множество слоев из плетеных манжет. На одном конце композиционного материала может быть расположено больше слоев, чем на другом для создания толщины. Данное плетение разделяют и через сквозные отверстия в сердечнике проводят штыри для обеспечения крепежных отверстий в интрамедуллярном штифте. Композиционный материал подвергают обработке в автоклаве для объединения слоев, при этом штыри извлекают для обеспечения сквозных отверстий в интрамедуллярном штифте. Затем сердечник может быть удален.
Дополнительно или как вариант, для обеспечения других требуемых характеристик может быть добавлен слой покрытия. Например, неметаллические ортопедические устройства могут получить преимущество за счет покрытия, устойчивого к царапанию, защищающего данное устройство от механического истирания, испытываемого во время хирургической имплантации. Толщина устойчивого к царапанью покрытия составляет около 2±0,5 мкм. Устойчивое к царапанию покрытие может быть нанесено, например, способами обработки с погружением в ионную плазму (ОПИП), физического осаждения паров (ФОП), химического осаждения паров (ХОП), окунания или посредством центрифугирования.
Данное покрытие может быть выполнено из алмазоподобного углерода (АПУ), обладающего многими свойствами алмаза и образующего гладкую износостойкую химическую защитную пленку, подходящую для имплантации на длительный срок. Пленку из АПУ осаждают посредством впуска содержащего углерод газа, например ацетилена, с осаждением атомов углерода на субстрат. Механические свойства данного покрытия могут быть приведены в соответствие с требованиями данного устройства простым изменением условий осаждения. В частности, устойчивый к царапанию слой может быть осажден посредством плазменной полимеризации с созданием тонкого слоя с сильными поперечными связями, например слоя из тетраэтилортосиликата или гексаметилдизилоксана.
Добавление к штифту 100 свойств устойчивости к царапанию может быть получено добавлением наполнителей во время операции формования. Размеры частиц и концентрация наполнителей, известных как загрузка и используемых для усиления действия смеси, влияют на окончательные свойства устройства. Частицы микронного размера используют для увеличения содержания наполнителя с одновременным сохранением эксплуатационных характеристик, при этом наполнители с наночастицами включают для усиления износостойкости. Наполнители с наночастицами оптимально походят для использования в устройствах, выполненных из композиционных материалов и рассматриваемых в данном документе, так как они не ухудшают объемную долю углеродных волокон и, таким образом, не снижают прочность на изгиб устройства. К биосовместимым наполнителям относятся, но не ограничиваются ими, гидроксиапатит и карбид кремния.
Для защиты углеродных волокон в поверхностном слое данного устройства от механического истирания может использоваться покрытие из ПЭЭК или полученная поверхностным формованием «кожа» из ПЭЭК материала. Покрытия из ПЭЭК обладают свойством превосходного сцепления с субстратом и не требуют грунтования во время процесса покрытия. Кроме того, покрытие из ПЭЭК может быть введено тонким слоем, что снижает производственные затраты. Для обеспечения подобного поверхностного формования слоя из ПЭЭК может использоваться способ газопламенного напыления ПЭЭК и нанесение ПЭЭК способом печати. Указанными способами можно получить покрытие из аморфного ПЭЭК, которое, при необходимости, может быть подвергнуто отжигу для создания более износостойкой полукристаллической структуры. Кроме того, поверхностное формование может препятствовать контакту текучих сред с углеродными волокнами, которые могут повлиять на жесткость конструкции.
Повреждение, вызванное механическим воздействием, может быть уменьшено за счет модификации рельефа поверхности устройства или геометрии поперечного сечения отверстий, чтобы затруднить отклонение сверла во время разметки отверстий. Данная поверхность может быть подвергнута механической дробеструйной/пескоструйной обработке, при этом для содействия расположению сверла в отверстии может использоваться фаска или помещен вкладыш.
В соответствии с фиг.2 и 3 вид разреза в средней части 100с поперек продольной оси L-L иллюстрирует первый слой 201, который определяет границы полой центральной полости 200а. Волокна первого слоя 201 по длинам расположены приблизительно под углом 90° к длине L. То есть, волокна намотаны по длине, по существу перпендикулярно. Второй слой 203 перекрывает первый слой 201 и может иметь ориентацию волокон, отличную от ориентации волокон в первом слое 201. Например, жгут Т, содержащий волокна, ориентированные по длине жгута Т, наматывают вокруг первого слоя 201 так, что продольная ось волокон второго слоя 203 ориентирована приблизительно под положительными углами в 45° относительно продольной оси L-L штифта 100, при этом проксимальное направление по длине L проходит под углом, равным 0°. Третий слой 205 перекрывает второй слой 203 и содержит волокна, которые по длине ориентированы приблизительно под отрицательными углами в 45° относительно продольной оси L-L. Таким образом, ориентация волокон третьего слоя 205, по существу, противоположна волокнам второго слоя, т.е. они расположены приблизительно перпендикулярно к ориентации волокон второго слоя 203.
Четвертый слой 207 перекрывает третий слой 205 и содержит волокна, которые по длине ориентированы вдоль продольной оси L-L. Если штифт 100 выполнен посредством наматывания предварительно пропитанным ПЭЭК жгутом Т с углеродными волокнами, то четвертый слой 207 может содержать волокна, которые по длинам ориентированы под положительными или отрицательными углами в 45° к продольной оси L-L. Таким образом, ориентация волокон четвертого слоя 207, по существу, противоположна ориентации волокон первого слоя 201. Как вариант, включая реализации, в которых используется армированный углеродными волокнами жгут Т, слой, который содержит волокна, ориентированные, по существу вдоль продольной оси L-L, может быть ориентирован приблизительно под углами в 0°, т.е. параллельно продольной оси L-L.
Пятый слой 209 перекрывает четвертый слой 207 и содержит волокна, ориентированные приблизительно под отрицательными углами в 45° относительно продольной оси L-L, противоположно ориентации волокон пятого слоя 209. Дополнительно, ориентация волокон пятого слоя, по существу, совпадает с ориентацией волокон третьего слоя 205 и, по существу, противоположна ориентации волокон второго слоя 203. Шестой слой 211 перекрывает пятый слой 209 и содержит волокна, ориентированные, по существу, под положительными углами в 45° от продольной оси L-L. Таким образом, ориентация волокон шестого слоя 211, по существу, противоположна ориентации волокон пятого слоя 209 и, по существу, совпадает с ориентацией волокон второго слоя 203. Седьмой слой 213 перекрывает шестой слой 211 и образует наружный слой штифта 100. Седьмой слой 213 содержит волокна, ориентированные, по существу, под 90° к продольной оси L-L. Ориентация волокон седьмого слоя 213, по существу, противоположна ориентации волокон четвертого слоя 207 и, по существу, совпадает с ориентацией волокон пятого слоя 201.
Узор ориентации слоев 201-213 выбирается так, чтобы обеспечить среднюю часть 100 с физическими свойствами, по существу, совпадающими с выбранными физическими свойствами в зависимости от выбранного применения, посредством включения нескольких слоев с различной ориентацией волокон. Каждый из указанных слоев добавляет жесткость в одном или более размерах, при этом суммарная жесткость слоев приблизительно равна выбранной жесткости в каждом рассматриваемом размере. В некоторых реализациях и как изложено выше, узор ориентации слоев 201-213 включает по меньшей мере две различные пары слоев, имеющих, по существу, противоположные ориентации волокон. Первая пара слоев, имеющих, по существу, противоположные ориентации волокон, содержит первый слой 201, по существу, поперечный продольной оси L-L, и четвертый слой 207, по существу, параллельный продольной оси L-L. Вторая пара слоев, имеющих, по существу, противоположные ориентации волокон, содержит второй слой 203 под положительным углом в 45° от продольной оси L-L, и третий слой 205, под отрицательным углом в 45° от продольной оси L-L. Следует отметить, что третья пара слоев, имеющих, по существу, противоположные ориентации волокон, содержит четвертый слой 207 и седьмой слой 213. Однако, по существу, противоположные ориентации слоев третьей пары имеют одинаковые ориентации с первой парой. Аналогичным образом, четвертая пара слоев, имеющих, по существу, противоположные ориентации волокон, содержит пятый слой 209 и шестой слой 211, при этом противоположные ориентации четвертой пары являются одинаковыми с ориентациями второй пары.
Дополнительно, узор ориентации слоев 201-213 штифта 100 является симметричным относительно середины узора от первого слоя 201 к последнему слою, т.е. к седьмому слою 213. Как показано, штифт 100 содержит семь слоев, при этом четвертый слой 207 расположен в середине узора слоев. Таким образом, каждый из первого и седьмого слоев 201, 213 содержит волокна, ориентированные, по существу, поперек продольной оси L-L, расположенные приблизительно под углами в 90° к продольной оси L-L, а каждый из второго и шестого слоев 203, 211 содержит волокна, ориентированные, по существу, под положительными углами 45° к продольной оси L-L, при этом каждый из третьего и пятого слоев 205, 209 содержит волокна, ориентированные, по существу, под отрицательными углами в 45° к продольной оси L-L.
Несмотря на то что штифт 100 показан, как содержащий семь слоев 201-213, штифт 100 может содержать большее количество слоев или различные узоры ориентации в слоях. Например, количество слоев, включенных в конструкцию, может быть больше или меньше семи, при этом ориентация волокон каждого слоя может отличаться от вышеприведенной. Однако узор ориентации в слоях может еще включать две или более различные пары противоположных ориентации волокон, и/или узор ориентации слоев может еще быть симметричным от первого внутреннего слоя к последнему наружному слою относительно середины слоев или среднего слоя. Как было отмечено выше, конкретное количество слоев и конкретная ориентация волокон каждого слоя, рассматриваемые совместно как конструкция, может быть выбрано для обеспечения штифта 100 с требуемыми эксплуатационными характеристиками во время использования в выбранных условиях эксплуатации.
В соответствии с фиг.4-6 пластинка 250 имеет размер 251 по длине и кривизну в направлении поперек размера 251 длины, приблизительно совпадающую с кривизной кости, к которой пластинка 250 должна прикрепляться. В пластинке 250 выполнены отверстия 261, обеспечивающие вмещение костных винтов или других крепежных элементов (не показаны). Пластинка 250 содержит слои 253-259, которые аналогичны вышерассмотренным слоям 203-213. Однако каждый из слоев 253-259 может быть выполнен из листа материала из ПЭЭК, армированного углеродными волокнами, который содержит, по существу, параллельные сплошные углеродные волокна. Слои 253-259 расположены так, что направление длины углеродных волокон ориентировано под выбранным углом относительно размера 251 длины пластинки 250.
Как вариант, как показано на фиг.6, пластинка 250 может быть выполнена из ленты, жгута или тесьмы посредством наматывания вокруг направляющих элементов 271, расположенных в требуемых положениях, в которых должны находиться отверстия 261. Как показано, слой 258 выполнен, по существу, параллельными витками жгута приблизительно под углом 45° относительно размера 251 длины. Поверх слоя 257 выполнен слой 258, образованный, по существу, параллельными витками жгута Т приблизительно под углом - 45° относительно размера 251 длины. Другие слои могут содержать витки жгута приблизительно под углами 90° к размеру 251 длины, под углами 0° к размеру 251 длины или под другими выбранными углами. Дополнительно, один или более слоев пластинки 250 может быть выполнен посредством вплетения жгута Т между направляющими элементами 271. Кроме того, один или более слоев пластинки 250 может быть выполнен из листа, тогда как другие слои выполнены из жгута. Соответственно, подобные многослойные и/или плетенные из углеродных волокон/ПЭЭК имплантаты, такие как пластинка 250, выполнены так, что отверстия 261 могут быть расположены в основе без нарушения непрерывности волокон, что способствует поддержанию прочности имплантата. Другое преимущество подобных многослойных и/или плетеных пластинок заключается в сочетании более низкой жесткости и относительно небольших размеров, которые позволяют легче проводить имплантацию в ограниченной области между костью и мышцей, по сравнению, например, со стальными пластинами.
Фиг.7 показывает систему 400, которая может использоваться для выбора конструкции штифта 100 или ортопедического фиксирующего устройства. Система 400 содержит устройство 410 выбора, работающего с библиотекой 420 моделей ортопедических фиксирующих устройств, библиотеку 430 узоров ориентации в слоях, устройство 440 для анализа методом конечных элементов и запоминающее устройство 450, обеспечивающее хранение команд для создания ортопедического фиксирующего устройства из ламинированного композиционного материала, например штифта 100. Устройство 410 выбора, библиотеки 420 и 430, устройство 440 анализа методом конечных элементов и запоминающее устройство 450 могут быть выполнены как компоненты компьютерной системы 490, которая содержит процессор, запоминающее устройство с хранящейся в нем операционной системой, модуль памяти и системную шину. Система 400 может дополнительно содержать устройство 470 ввода и устройство 480 вывода, работающее с модулем 460 ввода/вывода для обеспечения приема входных данных от пользователя, таких как выбор эксплуатационных характеристик, или другое описание требуемого устройства, для которого должна быть выбрана конструкция, и для предоставления выбранной конструкции пользователю. Таким образом, устройство 410 выбора может быть выполнено в виде процессора компьютерной системы 490, который выполняет команды компьютерной программы для выбора конструкции ортопедического фиксирующего устройства из ламинированного композиционного материала. Библиотека 420 моделей и библиотека 430 узоров ориентации в слоях могут быть выполнены в виде структур данных, хранящихся в носителе информации компьютерной системы 490, например на магнитном или оптическом диске. Машина для анализа методом конечных элементов может быть выполнена в виде процессора компьютерной системы 490, который выполняет команды компьютерной программы, анализирующей устройство из ламинированного композиционного материала.
Каждая модель в библиотеке 420 моделей содержит данные о внутренних и наружных размерах, таких как длина, наружная окружность, наружный диаметр, внутренний диаметр, ширина и/или форма или иные характеристики корпуса устройства, например интрамедуллярного штифта или пластинки для скрепления отломков. Таким образом, каждое из устройств с различной конфигурацией может иметь соответствующую модель, содержащуюся в библиотеке 420 моделей. Каждая модель связана по меньшей мере с одной конструкцией в библиотеке 430 конструкций. Конструкции, связанные с моделью, содержат несколько слоев, приспособленных для установки внутри корпуса соответствующей модели. Например, первая конструкция, связанная с первой моделью штифта 100, имеющего наружный диаметр 10 мм и внутренний диаметр 4,4 мм по средней части 100с, может иметь 20 слоев, каждый из которых имеет толщину приблизительно 0,14 мм. Соответственно, данная модель имеет центральную полость 200а с диаметром приблизительно 4,4 мм. Как было изложено выше, штифт 100 может содержать термопластический материал или другой материал, расположенный в полости 200а. В некоторых реализациях модель может иметь внутренний диаметр, равный 0, т.е. штифт 100 является сплошным, при этом не требуется заполнять полость.
Вторая модель может иметь различные наружный и внутренний диаметры по средней секции по сравнению с наружным и внутренним размерами первой модели. Та же самая первая конструкция может быть связана со второй моделью, в которой разница между внутренним и наружным размером равна разнице между внутренним и наружными диаметрами первой модели, т.е. толщина средней части второй модели равна толщине средней части первой модели. Соответственно, каждая из конструкций может быть связана со множеством моделей. Кроме того, в том случае, когда внутренний размер ортопедического фиксирующего устройства не является критичным, то первая конструкция также может быть связана с моделями штифта, в которых разница между внутренним и наружным диаметрами модели штифта превышает разницу между внутренним и наружным размерами первой модели. Подобным образом, первая конструкция может быть связана с моделями пластинок для скрепления отломков или других ортопедических фиксирующих устройств, которые имеют толщину, равную или превышающую суммарную толщину слоев устройства.
Как показано на фиг.8, система 400 может использоваться для обеспечения пользователя конструкцией ортопедического фиксирующего устройства из композиционного ламинированного материала в соответствии со способом 500. Например, может быть определена (501) информация, касающаяся пациента, с которым будет использоваться устройство. Данная информация может содержать данные о росте, весе, возрасте и состоянии здоровья пациента, включая минеральную плотность или другую оценку качества кости пациента, категорию необходимого устройства, изображение кости пациента, например рентгенограмму или другие данные о состоянии здоровья. Данная информация может быть определена лечащим врачом или другим обеспечивающим медицинское обслуживание персоналом и может быть введена (503) в систему 400 и использована системой для конструирования фиксирующего устройства из ламинированного композиционного материала. Данную информацию может вводить врач или другой обеспечивающий медицинское обслуживание персонал лечебного учреждения с использованием терминала, работающего с системой 400. Например, устройство 470 ввода может быть дистанционным терминалом, работающим с компьютером 490 в сети, например в Интернете. Как вариант, данная информация может быть передана оператору системы 400 у производителя или поставщика фиксирующего устройства из ламинированного композиционного материала.
Дополнительно, информация об устройстве может быть определена (501) врачом или другим обеспечивающим медицинское обслуживание персоналом и введена (503) в систему 400. Врач может определить конфигурацию устройства в соответствии с назначенным пациенту лечением, например конфигурацию антеградного бедренного штифта. Кроме того, длина или другие наружные размеры устройства могут быть определены врачом, исходя из информации о пациенте, например по рентгенограмме кости пациента, к которой должно быть прикреплено устройство. Информация об устройстве может содержать заданный наружный размер, например диаметр каждой секции устройства - диаметр первой секции 101, диаметр средней части 100с и диаметр второй секции 103. Информация об устройстве может дополнительно содержать минимальный внутренний диаметр для возможности обеспечения минимального диаметра полости, выполненной в устройстве. Как изложено выше, при необходимости, этот минимальный диаметр может быть равен 0. При наличии минимального внутреннего диаметра может быть выбрана конструкция, имеющая количество слоев меньше максимального количества, как будет рассмотрено более подробно в дальнейшем, с обеспечением тем самым внутреннего диаметра больше минимального. Как вариант, информация об устройстве может содержать заданный внутренний диаметр, так что может быть задана толщина устройства и размер любой полости.
Кроме того, обеспечивается определение (505) эксплуатационных характеристик устройства из ламинированного композиционного материала. Эксплуатационные характеристики могут быть определены врачом или другим обеспечивающим медицинское обслуживание персоналом, исходя из информации о пациенте, затем эксплуатационные характеристики могут быть введены в систему 400. Например, врач может определить жесткость при сжатии, жесткость на изгиб и/или жесткость при кручении устройства из ламинированного композиционного материала, исходя из веса и возраста пациента. Как вариант, врач может определить максимальное отклонение при сжатии, при изгибе и/или при кручении, а система 400 может автоматически определить жесткость, исходя из информации о пациенте, информации об устройстве и/или информации по умолчанию. Возрастная информация может использоваться для изменения эксплуатационных характеристик устройства из композиционного материала, например, посредством увеличения жесткости при сжатии, жесткости на изгиб и/или жесткости при кручении для более молодого пациента, который может быть более активным, чем старший по возрасту пациент. Кроме того, жесткость при сжатии устройства из композиционного материала может быть уменьшена, исходя из возраста пациента с учетом пониженной жесткости кости пациента, так что экранирование кости устройством из композиционного материала может быть уменьшено или исключено. Подобные изменения могут выполняться, исходя из данных о минеральной плотности кости, или другой информации о пациенте, включая данные получаемые при визуализации.
В другом примере эксплуатационные характеристики устройства из композиционного материала могут определяться, исходя из показания для применения устройства из изотропного материала, например устройства из металла, которое может быть, в ином случае, назначено пациенту. Система 400 может определить, что размеры устройства из композиционного материала являются, по существу, такими же, как размеры устройства из изотропного материала. Система 400 может дополнительно определять жесткость при сжатии, жесткость на изгиб и/или жесткость при кручении устройства из ламинированного композиционного материала, исходя из жесткости при сжатии, жесткости на изгиб и/или жесткости при кручении устройства из изотропного материала. Определение эксплуатационных характеристик при устройстве из изотропного материала может включать изменение эксплуатационных характеристик устройства из изотропного материала, исходя из таких факторов, как возраст пациента, минеральная плотность кости пациента или другого фактора, который может рассматриваться врачом при выборе эксплуатационных характеристик, как изложено выше.
Например, при выборе эксплуатационных характеристик для устройства из ламинированного композиционного материала может быть идентифицировано для использования устройство из изотропного титана. В этом примере могут быть определены длина, внутренние диаметры, наружные диаметры, изгибы и/или другая информация о размерах и форме для устройства из ламинированного композиционного материала посредством отсылки к аналогичной информации для выбранного устройства из изотропного титана. Жесткость при сжатии, жесткость на изгиб и/или жесткость при кручении устройства из ламинированного композиционного материала может определяться посредством автоматического подбора соответствующих значений жесткости устройства из изотропного титана. В частности, одно или более значений жесткости устройства из изотропного титана может быть уменьшено для обеспечения соответствующих значений жесткости устройства из ламинированного композиционного материала.
Снижение значений жесткости может уменьшить частоту нежелательной потери минеральной плотности кости, к которой прикреплено данное устройство, возникновение которой наблюдалось в некоторых случаях применения металлического фиксирующего устройства. В частности, полагают, что подобное снижение минеральной плотности возникает в результате «экранирования» кости от нагрузок, обусловленных сравнительно высокой жесткостью имплантата по сравнению со здоровой костью. Полагают, что в результате того, что остающийся в теле пациента в течение длительных периодов времени имплантат принимает на себя непропорционально большую часть нагрузок при обычных обстоятельствах, происходит резорбция минералов кости телом пациента. В то время как полагают, что эта работа должна быть точной, тем не менее, данное обстоятельство не является обязательным для формирования части данного изобретения, за исключением особо изложенного в формуле изобретения.
Затем система 400 выбирает модель из библиотеки 402 моделей в соответствии с информацией устройства ввода и/или информацией (507) о пациенте. Данная модель включает внутренние и наружные размеры устройства из ламинированного композиционного материала, которые ограничивают размер и форму данного устройства. Соответственно, данная модель может быть выбрана так, что наружные размеры устройства из ламинированного композиционного материала не превышают размеры, выбранные на основании данных о пациенте. Кроме того, данная модель может быть выбрана так, чтобы иметь минимальный (или заданный) внутренний размер, так что выбирается модель, имеющая наибольшую часть связанных с вышеизложенным конструкций, в силу чего вероятность выбора конструкции, удовлетворяющей введенным эксплуатационным характеристикам, как изложено выше, увеличивается.
Затем система 400 выбирает первую конструкцию (509) из библиотеки 430 конструкций, которая связана с выбранной моделью. Например, данная система может выбрать первую конструкцию среди прочих конструкций, связанных с выбранной моделью, имеющей наименьшее количество слоев, наименьшие производственные затраты, или исходя из других критериев или без критериев (т.е. случайный выбор или псевдослучайный выбор). Затем система 400 проводит анализ методом конечных элементов выбранной конструкции (511) и по результатам анализа определяет условие удовлетворения выбранной конструкции выбранным эксплуатационным характеристикам (513). При подтверждении удовлетворения выбранной конструкции выбранным эксплуатационным характеристикам обеспечивается вывод данных по выбранной конструкции (515). Данные по выбранной конструкции могут быть выведены в реальной или электронной форме, например в виде команд для автоматизированной производственной системы для создания устройства из ламинированного композиционного материала в соответствии с данной конструкцией.
Выбранная конструкция может дополнительно содержать информацию о форме конструкции, которая может быть определена и введена врачом или другим обеспечивающим медицинское обслуживание персоналом или которая может быть определена системой 400 на основании входных данных о пациенте, например снимка кости пациента. Если выходные данные представлены в виде команд, то конструкция может содержать команды для автоматического создания устройства, имеющего форму данной конструкции. Как вариант, данному устройству может быть придана форма после обработки, или вручную, или автоматизированным способом, например способом термоформования. Например, требуемая форма может быть получена нагреванием или доведением иным образом устройства до состояния вязкости пластичного материала, затем изгибанием данного устройства до требуемой формы с обеспечением возможности отверждения пластичного материала. Кроме того или как вариант, форма устройства может быть подобрана во время операции, например во время имплантации устройства. Соответственно, некоторые или все конструкции в библиотеке 430 могут быть для неизогнутых устройств или устройств, имеющих форму по умолчанию, исходя из конфигурации устройства.
Если система 400 определяет, что условие удовлетворения выбранной конструкции выбранным эксплуатационным характеристикам не выполняется, то в этом случае система 400 выбирает вторую конструкцию среди прочих конструкций, связанных с выбранной моделью (509). Затем система 400 выполняет анализ второй конструкции (511) и определяет условие удовлетворения второй конструкции выбранным эксплуатационным характеристикам. Операции выбора (509), анализа (511) и определения (513) повторяют до тех пор, пока выбранная конструкция не будет удовлетворять выбранным эксплуатационным характеристикам. Кроме того, согласно способу 500 можно определить, что доступных для выбора конструкций больше нет. Таким образом, при заданном внутреннем размере или заданной толщине и наличии сравнительно малого количества конструкций, которые будут попадать в диапазон между заданным наружным размером и заданным внутренним размером или будут обеспечивать заданную толщину, система не будет непрерывно повторять цикл выбора конструкций, когда ни одна из сравнительно малого количества конструкций не будет удовлетворять выбранным эксплуатационным характеристикам. Вместо этого система 400 может выбирать конструкцию, имеющую эксплуатационные характеристики, которые наиболее близко совпадают с выбранными эксплуатационными характеристиками, или система 400 может выводить данные с указанием на отсутствие конструкций, совпадающих с выбранными эксплуатационными характеристиками.
Обратимся к фиг.9, на которой показана блок-схема способа 600 для создания системы 400. В соответствии со способом 600 может быть создана (601) библиотека 420 моделей посредством определения и сохранения внутреннего и наружного размеров и конфигураций каждого из множества устройств из изотропного материала, например фиксирующего ортопедического устройства из металла. Также могут быть определены эксплуатационные характеристики устройств из изотропного материала и сохранены в увязке с соответствующей моделью. Как вариант или дополнительно, некоторые или все модели могут не соответствовать устройствам из изотропного материала. Кроме того, могут быть введены различные модели для входных данных с заданными размерами и для входных данных с минимальными (или максимальными) размерами. Таким образом, одна модель для использования с входными данными для интрамедуллярного штифта с минимальным внутренним диаметром может иметь первую группу конструкций в увязке с указанным диаметром, тогда как другая модель, имеющая такой же наружный размер, но для использования с заданным внутренним диаметром, может содержать вторую группу конструкций в увязке с указанным диаметром. Если имеются модели для заданного и минимального внутренних размеров интрамедуллярного штифта и при этом каждая содержит заданный наружный размер, то вторая группа конструкций является подмножеством первой группы, при этом первая группа содержит дополнительные конструкции, которые будут обеспечивать большую внутреннюю полость (даже если данная полость, по существу, не заполняется).
Библиотека 430 конструкций может быть создана (603) посредством сохранения симметричных узоров ориентации слоев, которая содержит две или более противоположные пары ориентации слоев. Каждая конструкция из библиотеки 430 может быть увязана с одной или более моделями из библиотеки 420 моделей, исходя из условия размещения количества слоев конструкции в корпусе модели. Дополнительно, конструкции с большей толщиной и/или большим количеством слоев могут быть сохранены в виде симметричных повторов других симметричных узоров. Данная конструкция также может быть сохранена в виде симметричных повторов других симметричных узоров с включением дополнительного слоя в центре. В таблице 1 приведено несколько примерных конструкций, в которой символами «th» представлен угол 0°-90°, цифра, стоящая после углов, под которыми расположены слои заключенного в скобки узора, обозначает количество повторений узора, а буква «S» обозначает, что заключенный в скобки узор, повторяемый количество раз, равное цифре, если цифра имеется, повторяется в обратном порядке. Дополнительно, символ «†» обозначает, что между узором и его обратным повторением добавлен слой, ориентированный под углом 90°, а символ <‡> обозначает, что между узором и его обратным повторением добавлен слой, ориентированный под углом 5°.
Как вариант, или дополнительно, возможно сохранение несимметричных узоров и/или узоров, содержащих меньше двух противоположных пар (включая ноль) или ориентации слоев.
Устройство 440 анализа методом конечных элементов может быть создано (605) посредством выбора одного или более параметров для работы программы анализа методом конечных элементов. Затем проводится теоретическое тестирование (607) устройства из ламинированного композиционного материала первой конструкции с помощью анализа методом конечных элементов и выбранного для процедуры (607) параметра (параметров) с целью получения результатов теоретического тестирования. Дополнительно проводится физическое тестирование (609) устройства из ламинированного композиционного материала первой конструкции с целью получения результатов физического тестирования. Результаты теоретического и физического тестирования сравниваются (611) для определения условия их идентичности. При подобии результатов теоретического и физического тестирования подтверждается достоверность результатов (613) устройства 440 для анализа методом конечных элементов. При наличии существенного различия в указанных результатах параметры для процедуры изменяют (615) и повторяют теоретическое тестирование (607) устройства из ламинированного композиционного материала первой конструкции с целью получения новых результатов, которые затем сравниваются (611) с результатами физического тестирования.
Библиотека 420 моделей, библиотека 430 конструкций и устройство 440 анализа методом конечных элементов с подтверждением достоверности результата могут быть объединены (617) с компьютерной системой, содержащей процессор 410, запоминающее устройство 450 и блок 460 ввода/вывода. Компьютерная программа хранится (619) в запоминающем устройстве 450, при этом она может работать с процессором 410. Компьютерная программа может содержать команды, исполняя которые процессор 410 обеспечивает выполнение способа 500 конструирования устройства из ламинированного композиционного материала.
Далее приведено описание имплантата, выполненного из армированного углеродными волокнами композиционного материала или армированного волокнами биосовместимого полимера, например полиэфирэфиркетона (ПЭЭК) или полиарилэфиркетона (ПАЭК). Данный имплантат может быть штифтом, пластинкой, бедренным стержнем, плечевым стержнем, каркасом для позвоночника или другим имплантируемым устройством, используемым в ортопедии. Несмотря на то что приведено описание элементов в соответствии с некоторыми вариантами исполнения антеградного бедренного штифта или пластинки для скрепления отломков, тем не менее, эти элементы равным образом могут использоваться, по меньшей мере, в плечевой, большеберцовой, лучевой, локтевой, ключичной и малоберцовой костях. Кроме того, несмотря на то что описанные элементы некоторых вариантов выполнения были показаны применительно к травматическим повреждениям, равным образом они могут использоваться для изделий, используемых с реконструктивной целью.
Фиг.10 и 11 иллюстрируют интрамедуллярный штифт 100, установленный в кости 1000. Интрамедуллярный штифт 100 может содержать один или более вышеупомянутых элементов. В изображенных вариантах исполнения штифт 100 выполнен из армированного углеродными волокнами композиционного материала или армированного волокнами биосовместимого полимера. К примерам данных материалов может быть отнесена продукция, выпускаемая под товарным знаком ENDOLIGN, компанией Invibio Inc., расположенной в Conshohocken State Road, West Conshohocken, Pennsylvania. Другим примером материала может быть высокопрочная модификация полиэфирэфиркетона, общеизвестная как ПЭЭК. В некоторых вариантах исполнения интрамедуллярный штифт 100 содержит отверстие 713, которое может использоваться для вмещения винта с квадратной головкой (не показан). В некоторых вариантах интрамедуллярный штифт 100 может быть выполнен с трубчатым каналом.
На фиг.10 и 11 показано, что интрамедуллярный штифт 100 содержит рентгеноконтрастные маркеры 712, которые могут быть встроенной металлической проволокой, расположенной в различных местах на штифте 100, или в нем. Один ряд маркеров может быть расположен вдоль оси штифта 100 на средней и боковой стороне. Указанные маркеры используются с устройством формирования изображения в средне/боковом виде для определения правильного поворота штифта 100, обеспечивающего размещение винта с квадратной головкой в требуемом положении в центре кости 1000, что достигается выравниванием двух маркеров 712 с центром кости 1000, как показано на фиг.11.
Рентгеноконтрастные маркеры 712 могут быть выполнены из различных материалов, включая, но не ограничиваясь этим, металлы (например, 316 SST, хромокобальтовая сталь, Ti 6AI 4V, титан), керамику (например, TCP, НА, бария сульфат), способные к рассасыванию материалы, например магний, или полимеры. Рентгеноконтрастные маркеры 712 могут быть выполнены в виде одного элемента или множественных элементов. Рентгеноконтрастные маркеры 712 могут быть сплошными или фрагментированными. Рентгеноконтрастные маркеры 712 могут отмечать ось пути прохождения винта посредством отдельных маркеров, расположенных на каждой стороне интрамедуллярного штифта 100, или посредством множества маркеров, расположенных на каждой стороне, которые отмечают края пути прохождения винта.
В некоторых вариантах исполнения могут использоваться крепежные средства в соединении со штифтом. Например, крепежные средства могут быть зажимным винтом, винтом с квадратной головкой или компрессирующим винтом. Крепежные средства могут быть выполнены из металла, полимерного или композиционного материала. Крепежные средства могут содержать рентгеноконтрастный маркер, способствующий выравниванию или заглублению. Крепежные средства могут быть резьбовыми и могут содержать рентгеноконтрастный маркер только на резьбовой части для обозначения точки опоры кости.
Фиг.12 и 13 иллюстрируют другое применение рентгеноконтрастных маркеров. В изображенном варианте исполнения один ряд рентгеноконтрастных маркеров 714 расположен на передней и задней сторонах интрамедуллярного штифта 100 в плоскости оси отверстия 713 для винта с квадратной головкой. Указанные маркеры используются с устройством формирования изображения в переднем/заднем виде для определения правильного заглубления штифта посредством выравнивания маркеров с костью 1000.
Фиг.140-17 иллюстрируют другое расположение рентгеноконтрастных маркеров. В изображенных вариантах исполнения рентгеноконтрастные маркеры 715 расположены на каждой стороне пути прохождения винта. На фиг.15 устройство формирования изображения смещено от маркеров, а на фиг.16 оно выровнено с маркерами. Фиг.17 иллюстрирует вид в аксонометрии размещения четырех маркеров 715. В варианте исполнения, изображенном на фиг.17, показаны четыре маркера, однако специалист в данной области техники должен понимать, что возможно использование двух или более маркеров. Кроме того, в варианте исполнения, изображенном на фиг.17, следует понимать, что маркеры расположен не в самой тонкой части около отверстия, так как это может повлиять на конструктивную целостность имплантата.
Фиг.18 иллюстрирует другой вариант исполнения интрамедуллярного штифта 100. В изображенном варианте исполнения штифт 100 содержит центральную часть 716, окруженную полимерным или композиционным материалом. Центральная часть 716 может быть выполнена из любого биосовместимого материала, например металла, керамики, полимерного или композиционного материала. В изображенном варианте исполнения центральная часть 716 имеет цилиндрическое сечение, хотя равным образом могут использоваться другие геометрические формы. Центральная часть 716 может быть расположена поверх сердечника во время изготовления штифта или вместо сердечника.
Фиг.19 иллюстрирует еще один вариант исполнения интрамедуллярного штифта 100. В изображенном варианте исполнения штифт 100 у дистального конца может содержать одно или более отверстий. В изображенном варианте исполнения штифт 100 содержит отверстие 718 и отверстие удлиненной формы 720, при этом каждое отверстие содержит вкладыш 721. Вкладыш 721 может быть выполнен неотъемлемой частью интрамедуллярного штифта 100 или встроен в него. Вкладыш 721 может быть выполнен из любого биосовместимого материала, например металла, керамики, полимерного или композиционного материала. Вкладыш 721 может быть рентгеноконтрастным, так как более отчетливое изображение на рентгенограмме упрощает способ получения «идеальных окружностей». В некоторых вариантах исполнения вкладыш 721 может содержать фланец. Например, фланец может совпадать по форме с наружной поверхностью штифта. Вкладыш 721 может обеспечивать дополнительную прочность и устойчивость к истиранию. Например, вкладыш 721 может препятствовать изнашиванию композиционного материала при обработке инструментом, например сверлом. Рядовым специалистам в данной области техники очевидно, что взаимное расположение отверстия 718 и удлиненного по форме отверстия 720 может быть изменено на противоположное. Кроме того, возможно выполнение дополнительных отверстий или удлиненных по форме отверстий, а в некоторых вариантах исполнения одно из указанных отверстий может быть изъято.
Фиг.20 и 21 иллюстрируют другой вариант исполнения интрамедуллярного штифта 100, который может иметь один или более элементов, как изложено выше. В изображенном варианте исполнения штифт 100 содержит встроенные или выполненные внутренним формованием электронные компоненты. Например, электронные компоненты могут содержать один или более приемопередатчик 722, провод 724 и тензодатчик/печатную плату 726. В другом примере интрамедуллярный штифт 100 может содержать тонкопленочный аккумулятор (не показан), такой как устройство, описанное в патенте США №6632563, авторов Краснов и др., или в патенте США №4960655, авторов Хоуп и др. Патент "563 и патент '655 включены в данную заявку посредством ссылки. Указанный тонкопленочный аккумулятор может являться частью устройства сбора и сохранения энергии. Рассеянная вокруг энергия в виде колебаний, например тепло или излучение, может быть собрана из различных источников с помощью пьезоэлектрических, термоэлектрических или фотогальванических генераторов. Затем собранная энергия может быть сохранена в тонкопленочном аккумуляторе. Встраивание электронных компонентов в ортопедическое фиксирующее устройство создает преимущество, которое заключается в улучшении биосовместимости и снижении влияния электромагнитных сил.
Например, устройство сбора энергии может быть одним или более из тонкопленочных, полностью твердотельных, литиевых элементов, создаваемых компанией Front Edge Technologies of Baldwin Park, California. Активные элементы могут быть расположены между двумя слоями углеродного волокна. Например, данные слои могут быть расположены под углом в 90° друг к другу. Активные элементы могут быть расположены непосредственно в геометрическом центре двух слоев. Для присоединения активных элементов к другим компонентам может использоваться покрытый полиэстером плоский гибкий кабель (ПГК). Например, такой плоский гибкий кабель можно приобрести в компании Nicomatic Inc., of Warminster, Pennsylvania. Активные элементы могут быть предварительно изолированы по краям и поверх электродов двухкомпонентной эпоксидной смолой низкой вязкости, отверждаемой при комнатной температуре. Например, эпоксидная смола может быть смолой Epotech,#301. Время отверждения может составлять 18-30 часов и, более конкретно, 24 часа.
В некоторых вариантах исполнения интрамедуллярный штифт 100 может быть создан для конкретного пациента. Данный интрамедуллярный штифт может содержать одну или более из вышеуказанных элементов. Как лучше всего показано на фиг.22, чтобы получить требуемую для конкретного пациента длину, часть 728 может быть удалена, может быть добавлено отверстие 730, отверстие 732 может быть переведено из статического состояния в динамическое состояние, а радиус R может быть изменен, чтобы получить совмещение с костью пациента. Указанные видоизменения под конкретного пациента могут быть выполнены до операции или во время операции. Полимерный материал обеспечивает преимущество, которое заключается в изменении ортопедического фиксирующего устройства во время операции. В прошлом для изгибания металлического штифта требовалась установка, достаточно мощная, чтобы обеспечить сгибание штифта. Считается, что подобная установка, по существу, является чрезмерно затратной для размещения в операционной. В случае устройства из полимерного материала для изменения формы штифта могут использоваться другие виды энергии. Например, подобная энергия может быть в виде тепловой или акустической энергии, такой как ультразвук. Например, к штифту может быть приложена энергия с последующим приданием ему формы вручную. Как вариант, штифт может быть помещен в трехвалковую гибочную машину, между роликами которой подается энергия для придания формы штифту во время операции. Подобным образом, можно получить дополнительные отверстия или другие элементы посредством подачи энергии в соединении с конкретным зажимным приспособлением, обеспечивающим контроль геометрической формы и местоположения элемента.
Фиг.23 иллюстрирует другой вариант исполнения интрамедуллярного штифта 100. Данный интрамедуллярный штифт может содержать один или более из вышеуказанных элементов. В показанном варианте исполнения в данный штифт может быть встроен защитный вкладыш или капсула 734. Защитный вкладыш 734 может быть выполнен из керамического материала или металла с жаропрочным покрытием. Данный материал может быть выбран для обеспечения снижения электромагнитного влияния. Защитный вкладыш 734 может использоваться для защиты электронных компонентов, таких как датчик. Защитный вкладыш 734 может использоваться для обеспечения герметичного уплотнения. Защитный вкладыш 734 может быть помещен на любой радиальной глубине штифта 100.
Фиг.24 иллюстрирует еще один вариант исполнения интрамедуллярного штифта 100. Данный интрамедуллярный штифт может содержать один или более из вышеуказанных элементов. В показанном варианте исполнения штифт 100 содержит выполненный внутренним формованием трубчатый канал 736 и не менее одного выполненного внутренним формованием отверстия 738. Другими словами, трубчатый канал или отверстие выполняют одновременно с интрамедуллярным штифтом, при этом исключается необходимость в последующем этапе технологического процесса. Для создания подобных полостей может использоваться сердечник или подобное устройство. Фиг.24 также иллюстрирует встроенный вкладыш или капсулу 734.
Фиг.25 и 26 иллюстрируют еще один вариант исполнения интрамедуллярного штифта 810. В показанном варианте исполнения штифт 810 имеет, по существу, U-образную или С-образную форму в поперечном сечении. Данный вариант исполнения является более легким с точки зрения производства по сравнению со штифтом с трубчатым каналом, но все еще предусматривает использование направляющего стержня. Интрамедуллярный штифт 810 может быть выполнен посредством компоновки слоев из композиционного материала, с последующим приданием формы, или посредством придания формы на производстве, например формованием.
Фиг.27 и 30 иллюстрируют интрамедуллярный штифт 820 с желобком или каналом 830. Данные варианты исполнения являются более легкими с точки зрения производства по сравнению со штифтом с трубчатым каналом, но все еще предусматривают использование направляющего стержня. Интрамедуллярный штифт 820 также может содержать проксимальное отверстие 840, дистальное отверстие 850 и сведенный на конус конец 860. В показанном на фиг.29 варианте исполнения проксимальное отверстие 840 является, по существу, цилиндрическим, а дистальное отверстие 850 удлиненной формы, однако равным образом могут быть использованы другие формы. В показанном на фиг.30 варианте исполнения штифт 820 имеет трапецеидальную форму, хотя также возможно использование других форм.
При операции в интрамедуллярный канал помещают направляющий стержень, репонируют отломки и в интрамедуллярный канал вводят штифт 820 посредством перемещения направляющего стержня в канале 830, затем направляющий стержень извлекают, а штифт 820 закрепляют в требуемом положении.
Фиг.31 и 32 иллюстрируют пластинки 700, 702 для скрепления отломков кости, которые могут содержать один или более из вышеуказанных элементов. Пластинки 900, 902 выполнены из армированного углеродными волокнами композиционного материала или армированного волокнами биосовместимого полимера. К примерам данных материалов может быть отнесена продукция, выпускаемая под товарным знаком ENDOLIGN, компанией Invibio Inc., расположенной в Conshohocken State Road, West Conshohocken, Pennsylvania. Другим примером материала может быть высокопрочная модификация полиэфирэфиркетона, общеизвестная как ПЭЭК. Пластинки 900, 902 содержат отверстия 903, которые могут быть выполнены механической обработкой или формованием. Отверстия 903 могут быть снабжены резьбой или выполнены без резьбы. Резьбовые отверстия могут быть частично или полностью снабжены резьбой, однозаходной или многозаходной. Отверстия 903 могут быть в виде отверстий, удлиненных по форме отверстий или временными монтажными отверстиями. Отверстия 903 могут быть упрочнены. Отверстия 903 могут содержать крепежные лапки, входящие в зацепление с зажимным винтом.
Фиг.33 и 34 иллюстрируют пластинку 910 для скрепления отломков кости с одним или более элементами 912, выполненными внутренним формованием, с дугообразным вырезом. Другими словами, данный элемент выполняют одновременно с указанной пластинкой, при этом исключается необходимость в последующем этапе технологического процесса.
Фиг.35 иллюстрирует еще один вариант исполнения пластинки 910 для скрепления отломков кости с одним или более элементами жесткости или конструктивной арматурой 914, окруженной полимерным или композиционным материалом. Конструктивная арматура 914 может быть выполнена из любого биосовместимого материала, например металла, керамики, полимерного или композиционного материала.
Фиг.36 иллюстрирует другой вариант исполнения пластинки 910 для скрепления отломков кости с одним или более вставными элементами 916. Вставной элемент 916 располагают относительно некоторого отверстия для упрочнения этого отверстия. В некоторых вариантах исполнения вставной элемент может быть снабжен резьбой. Вставные элементы 916 могут быть выполнены из любого биосовместимого материала, например металла, керамики, полимерного или композиционного материала.
Фиг.37 иллюстрирует еще один вариант исполнения пластинки 910 для скрепления отломков кости, которая может содержать один или более соединителей 918. Соединитель 918 может использоваться для присоединения одной или более пластинок 910 с возможностью использования пластинки для конкретного пациента. Например, пластинки могут быть прикреплены последовательно, с получением конкретной длины. В патенте США №7090676, авторов Huebner и др., приведен способ соединения смежных участков пластинок для скрепления отломков кости. Патент '676 включен в данную заявку посредством ссылки. В патенте США №2008/0097445 А1, автора Weinstein, изложен другой способ соединения смежных участков пластинок для скрепления отломков кости. Патент '445 включен в данную заявку посредством ссылки.
Фиг.38 иллюстрирует пластинку 920 для скрепления отломков кости конкретного пациента. Форму пластинки 920 видоизменяют во время операции посредством приложения энергии так, что она совпадает с анатомическим строением пациента, обеспечивает опору, создает компрессию отломков, или вытяжение перелома. Полимерный материал обеспечивает преимущество, которое заключается в возможности подгонки ортопедического фиксирующего устройства во время операции. В прошлом для изгибания металлической пластинки для скрепления отломков кости требовалась установка, достаточно мощная, чтобы обеспечить сгибание металла. Считается, что подобная установка, по существу, является чрезмерно затратной для размещения в операционной. В случае устройства из полимерного материала для придания новой формы пластинке могут использоваться другие виды энергии. Например, подобная энергия может быть сообщена в виде тепловой или акустической энергии, такой как ультразвук. Например, к пластинке может быть приложена энергия с последующим приданием ей формы вручную. В одном конкретном способе обследуют кость пациента для определения конфигурации кости, затем пластинку видоизменяют в соответствии с данной конфигурацией. В некоторых вариантах исполнения пластинку видоизменяют с целью сопряжения с данной конфигурацией. В других вариантах исполнения пластинку видоизменяют так, чтобы она обладала потенциальной энергией и передавала ее кости в имплантированном состоянии для обеспечения сжатия или вытяжения кости. Например, пластинка может быть изогнута с обеспечением подпружинивания при наложении на кость.
Фиг.39 иллюстрирует интрамедуллярный штифт 950. Данный штифт может содержать один или более из вышеуказанных элементов. В показанном варианте исполнения штифт 950 выполнен из полимерного или композиционного материала и имплантирован в кость 1000. Штифт 950 содержит одну или более манжет. В показанном варианте исполнения штифт 950 содержит первую манжету 960 и вторую манжету 970, однако возможно использование любого количества манжет. Манжеты 960, 970 выполнены из устойчивого к истиранию биосовместимого материала, например нержавеющей стали, титана или керамики. Манжеты 960, 970 могут быть выполнены в форме бандажа или цилиндра, насаженного на штифт 950. Манжеты 960, 970 могут содержать сквозные отверстия. Например, манжета 970 может содержать сквозные отверстия, обеспечивающие закрепление штифта в требуемом положении крепежными средствами.
Фиг.40 иллюстрирует интрамедуллярный штифт 980. Штифт 980 содержит проксимальную часть 982, рабочую часть 984 и дистальную часть 986. Рабочая часть 984 выполнена из полимерного материала и может содержать один или более элементов, рассмотренных выше в отношении интрамедуллярных штифтов. Проксимальная и дистальная части 982, 986 выполнены из биосовместимого устойчивого к истиранию материала. Например, проксимальная и дистальная части 982, 986 могут быть выполнены из нержавеющей стали, титана или керамики. Проксимальная часть 982 может содержать элементы, такие как удлиненное по форме или резьбовое отверстие для присоединения инструмента, например установочной рукоятки, к штифту 980. Дистальная часть 986 может содержать расположенную по вертикали щель, обеспечивающую возможность ее раздвоения. Дистальная часть 982, рабочая часть 984 и дистальная часть 986 могут быть снабжены трубчатым каналом.
Рабочая часть 984 может использоваться для обеспечения жесткости конструкции в соответствии с требованиями пользователя. Кроме того, рабочая часть 984 может использоваться для обеспечения размеров в соответствии с требованиями заказчика, например длины, внутреннего диаметра и наружного диаметра. Например, наружному диаметру могут быть приданы размеры, обеспечивающие сопряжение с костью, а внутренний диаметр может быть выбран так, чтобы обеспечить требуемую жесткость. Рабочая часть 984 может иметь ряд поперечных сечений, включая, но не ограничиваясь этим, цилиндрическое, восьмиугольное, десятиугольное, треугольное, прямоугольное, трапецеидальное, U-образное, С-образное и D-образное. Кроме того, рабочая часть 984 может использоваться для согласования сечения проксимальной части 982 с переходом к сечению дистальной части 986, или наоборот.
Рабочая часть 984 может быть прикреплена к проксимальной или дистальной части множеством различных способов. Например, рабочая часть может быть прикреплена к одной из дистальной или проксимальной частей 982, 986 с помощью ультразвуковой сварки, накатки дистальной и проксимальной частей 982, 986 и прессовой посадки на них рабочей части 984, накатки дистальной и проксимальной частей 982, 986 с формованием на них рабочей части 984, резьбового соединения, защелкивающегося соединения или штифтового соединения. В одном конкретном варианте исполнения дистальная и проксимальная части 982, 986 содержат гнездо, а рабочая часть 984 содержит вкладыш соединителя или наоборот. В другом варианте исполнения используются один или более штырей для присоединения к рабочей части 984 одной из дистальной и проксимальной частей 982, 986. Указанные штыри могут быть расположены у различных слоев и/или слоев с различной ориентацией.
Дополнительно на имплантате может быть напечатан текст рентгеноконтрастной краской на основе железа, который виден на рентгенограммах. Способ нанесения краски аналогичен существующему способу нанесения краски на инструмент, который выполняется с помощью устройства Pad Printing. Данный текст может содержать логотип компании, размер имплантата, номер партии имплантатов, номер контроля качества, левый или правый (при необходимости) и соответствующие надписи или предупреждения (например, «Использовать ТОЛЬКО с Gold Guide Drop»). Кроме того, данный текст может содержать персональные данные пациента, например фамилию, идентификационный номер, номер карточки социального страхования, краткое имя, название любимой спортивной команды, талисман спортивной команды или выражение спортивной команды (например, "GO BOILERS!" или "GEORGIA BULLDOGS").
Другие процессы для изображения текста и графической информации на имплантате рентгеноконтрастным способом могут быть получены посредством формования тонких металлических листов в корпусе имплантата или на корпусе. Указанные листы могут содержать необходимую информацию, видимую при просматривании на рентгенографических аппаратах. Данная информация может быть нанесена механическим способом, лазерным гравированием или химическим травлением тонких металлических листов.
В другом варианте исполнения предлагается пластинка с рентгеноконтрастными маркерами, расположенными у края или проксимально к элементу, например отверстию. Рентгеноконтрастные маркеры могут использоваться для проверки расположения пластинки с помощью обеспечивающего изображение устройства. При некоторых процедурах это обстоятельством может быть преимущественным, например при минимально инвазивной операции.
Данные имплантаты могут быть выполнены с использованием различных способов производства, таких как компрессионное формование, ламинирование, инжекционное формование, формование переносом смолы под действием вакуума, снижение напряжений в заготовке под действием вакуума, механическая обработка исходной заготовки или полуобработанной заготовки, трехмерное плетение, намотка на сердечник, термоформование. При использовании сердечника он может быть выполнен из одной или множества секций.
В некоторых вариантах исполнения для изменения общей прочности имплантата можно изменять наслаивание волокон и/или ориентацию волокон. В некоторых вариантах исполнения для регулирования или изменения жесткости имплантата в конкретных местах может использоваться передовая технология размещения волокон. Обычно слои из волокон располагают слоями под углом 0,±45° и 90°. Однако постоянным изменением углов расположения волокон также можно изменять жесткость конкретных частей имплантата. Углы расположения волокон можно изменять в соответствии с координатой по окружности или в соответствии с продольной координатой цилиндрического или подобного объекта.
Кроме того, в некоторых вариантах исполнения волокна могут быть уложены с образованием трехмерного или квазитрехмерного тканого узора для существенного уменьшения опасности расслоения. Формулировка «квазитрехмерный тканый узор» относится к переплетению, в котором нити в плоскости в смежных слоях сцепляются друг с другом с образованием полностью трехмерных сетчатых структур. Обычно в трехмерных переплетениях некоторые нити ориентированы по толщине плетения, такая ориентация не влияет непосредственно на плоскостную прочность композиционного материала. Указанные нити могут создавать узелки в нитях, расположенных в плоскости, у точек их введения, и могут создавать ослабленные точки в композиционных материалах вследствие концентрации в них высокого напряжения. Квазитрехмерные переплетения содержат нити, которые в основном расположены в плоскости плетения. Эти нити сцепляются не только с поперечными нитями их собственного слоя, но также проходят глубже в данное плетение, сцепляясь с нитью смежного слоя. Несмотря на то что волнообразность прохождения нитей в плоскости может быть четко определена, ни одна из данных нитей не имеет ориентации конкретно в направлении толщины. Соответственно, влияние нитей, расположенных в плоскости, на плоскостные свойства материала может быть в значительной степени сохранено.
В одном варианте исполнения к имплантату прикреплено устройство, содержащее лекарство, например антибиотик. Указанное устройство может разрушаться под воздействием энергии, например, полученной от источника энергии. Имплантат, содержащий указанное устройство, имплантируют или вводят в окружающие ткани, например в тело пациента. Источник энергии может использоваться снаружи тела пациента, но с расположением проксимально к имплантату для передачи энергии к содержащему лекарство устройству. Во время воздействия энергии данное устройство распадается, разрушается или иным образом частично или полностью меняет структуру или состав или и то и другое, в достаточной степени, чтобы допустить проникновение (здесь и далее «разрушение») и высвобождение, по меньшей мере, части лекарства в окружающие ткани. Например, данное лекарство может убивать и/или разрушать бактериальные клетки или другие клетки с возбудителями инфекции, которые образуются проксимально к имплантату. Термин «лекарство», используемый в данном документе, может включать любое лекарственное средство или другие составы, которые могут использоваться для ускорения излечения или выздоровления, например, от заражения (бактериального, вирусного или иного типа). К примерам лекарств, подходящих для использования с различными вариантами исполнения, относятся реагенты, влияющие на остеобласты, реагенты, влияющие на остеокласты, антибиотики, противовоспалительные реагенты, болеутоляющий препарат, остеогенные факторы, простагландины, рентгеноконтрастные маркеры, ангиогенные факторы, сосудорасширяющие средства или сочетания любых из них.
В некоторых вариантах исполнения все или части волокон и/или смолы могут обладать свойством рассасывания. Например, рассасываемыми могут быть смола, волокна или некоторый процент (например, половина или треть) волокон.
Обычно для закрепления ортопедического фиксирующего устройства в кости или к кости используют крепежные средства, которые могут быть снабжены резьбой или иметь резьбовую часть на конце. Однако резьба может разрушить армированный углеродным волокном полимер и привести к образованию обломков, что нежелательно. К другим способам закрепления ортопедического фиксирующего устройства в кости или прикрепления к кости относятся приклеивание фиксирующего устройства к кости, введение нерезьбового крепежного средства через фиксирующее устройство и кость и приклеивание его к кости, введение нерезьбового крепежного средства через фиксирующее устройство и кость и расширение крепежного средства, введение нерезьбового крепежного средства через фиксирующее устройство и кость и прикрепление крепежного средства к фиксирующему устройству ультразвуковой сваркой и введение нерезьбового крепежного средства через фиксирующее устройство и кость и стягивание фиксирующего устройства вокруг крепежного средства.
Было приведено описание нескольких реализаций данного изобретения. Тем не менее, следует понимать, что возможно внесение различных модификаций в данное изобретение без отклонения от сущности и объема правовой охраны заявленного изобретения. Например, несмотря на то что волокна каждого слоя ортопедического фиксирующего устройства из ламинированного композиционного материала были описаны, по существу, как прямолинейные и параллельные, в других реализациях волокна внутри каждого слоя могут быть переплетены, заплетены или скручены в группы волокон, которые могут быть расположены параллельно в слое и заделаны в термопластический материал или пропитаны им. Кроме того, волокна могут быть переплетены или заплетены с образованием трехмерных структур. Аналогичным образом, волокна могут сплетаться с волокнами смежного слоя с образованием трехмерной конструкции. Кроме того, в некоторых реализациях лента из композиционного материала может включать волокна или группы волокон, переплетенных или заплетенных в узкое полотно, ширина которого приблизительно равна ширине ленты. Затем данные волокна могут быть заделаны в термопластический материал или пропитаны им. Подобным образом, волокна одного или более слоев могут быть прерывистыми, например измельченные волокна. В некоторых реализациях слой из термопластического материала без волокон может быть включен между одним слоем или несколькими слоями упрочненного волокнами композиционного материала.
В некоторых реализациях композиционный материал также может содержать различные материалы, например из полиарилэфиркетона (ПАЭК), или другие биосовместимые термопластические материалы. Подобным образом могут использоваться другие группы из негигроскопичных биосовместимых материалов или сохраняющих структурные характеристики иным образом.
В некоторых реализациях штифт 100 может сдержать элементы, обеспечивающие дополнительное благоприятное воздействие, например уменьшение высвобождаемых обломков в тело, которые могут возникать от контакта штифта 100 с другими имплантатами и/или инструментами во время или после имплантации. Например, штифт 100 может быть выполнен без какого-либо отверстия 111 в каждой из первой секции 101 и второй секции 103. Штифт 100 может иметь выступы, например крюкообразные элементы или зубцы на первой секции 101 и/или второй секции 103, обеспечивающие присоединение штифта 100 к внутренним кортикальным стенкам канала кости. Указанные выступы могут составлять неотъемлемую часть штифта 100 или быть отдельными элементами. В некоторых реализациях штифт 100 вставляют в кость с втянутыми выступами, которые затем расширяются с вхождением в соединение с кортикальными стенками. В других реализациях штифт 100 содержит отверстия с вкладышами, втулками или манжетами из металла или термопластического материала, обеспечивающими уменьшение и исключение контакта между крепежными средствами и углеродными волокнами. Кроме того, штифт 100 может иметь резьбовые или нерезьбовые отверстия 111, в которых стержень Р или другие крепежные средства могут быть закреплены с помощью биосовместимого адгезивного вещества, ультразвуковой сваркой или винтами и/или вкладышами с памятью формы. Кроме того, несмотря на то, что было приведено описание штифта 100, как содержащего одну среднюю часть 100с, возможно выполнение двух или более отдельных частей, причем каждая часть выполнена из ряда слоев упрочненного волокнами композиционного материала, при этом данные части могут иметь различные размеры по окружности. Дополнительно, перечисление конструкций в таблице 1 не является исчерпывающим, поэтому в библиотеку 430 конструкций возможно включение других конструкций, при этом штифт 100 или другое ортопедическое фиксирующее устройство могут иметь другие конструкции. Соответственно, другие варианты исполнения подпадают под объем правовой охраны нижеследующей формулы изобретения.
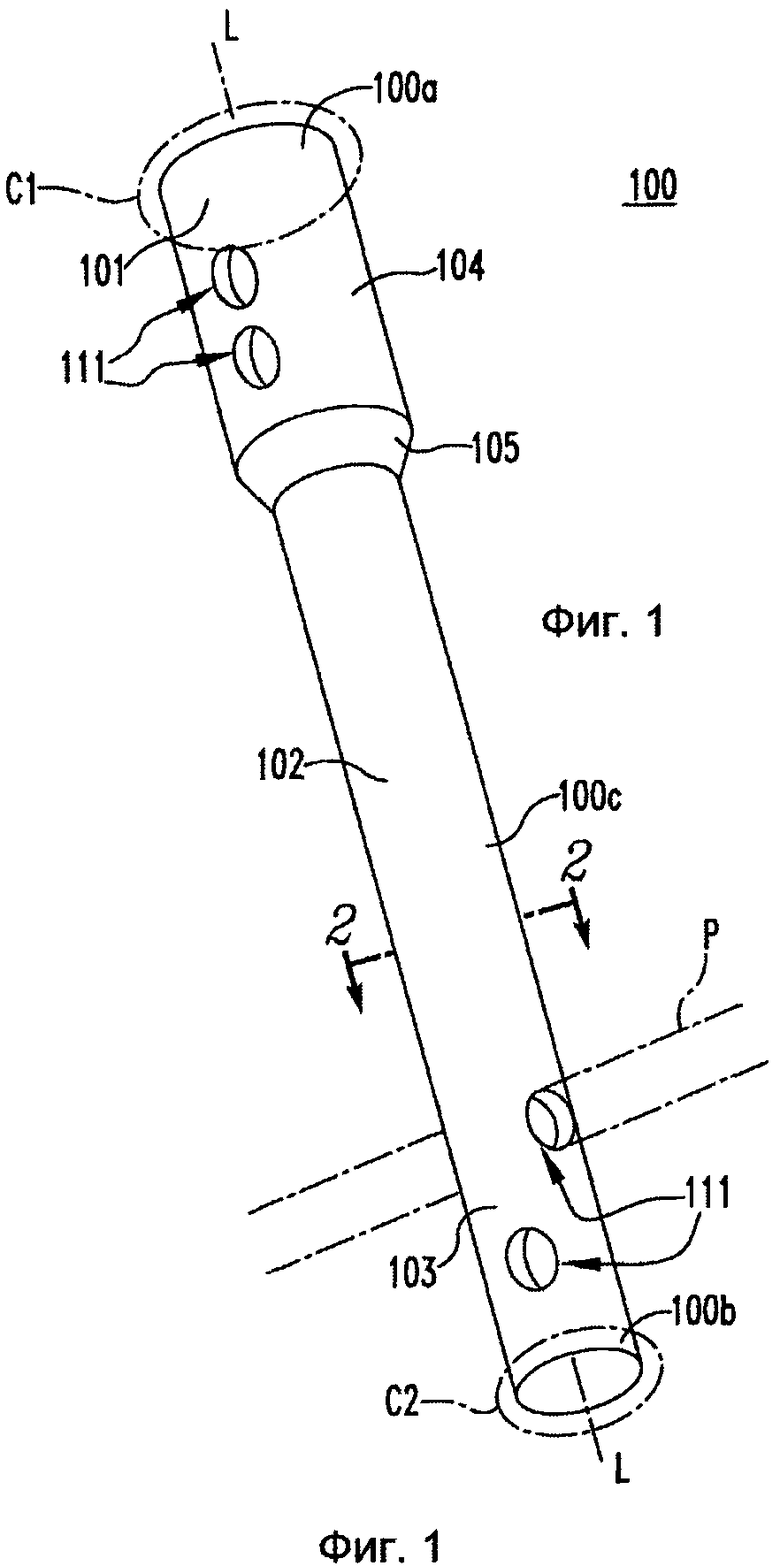
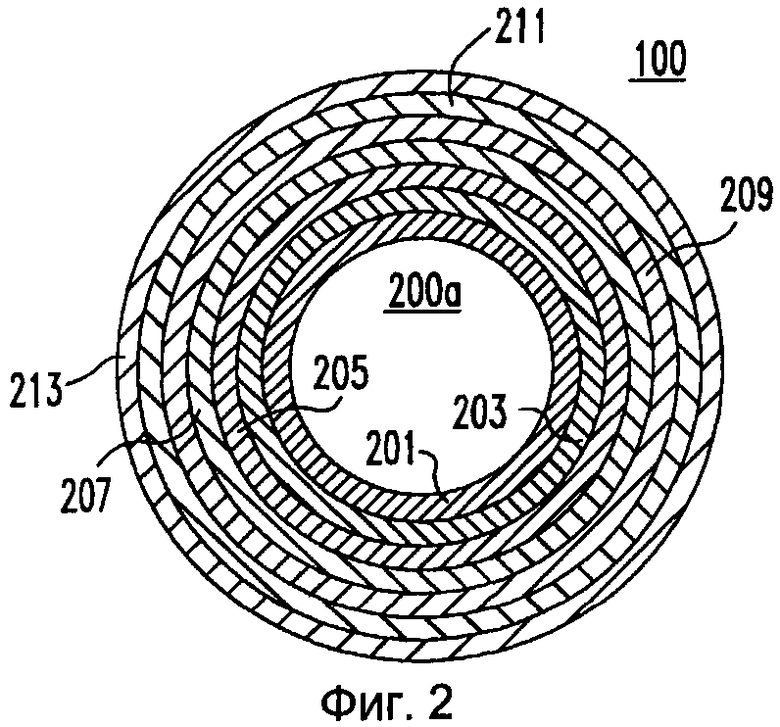
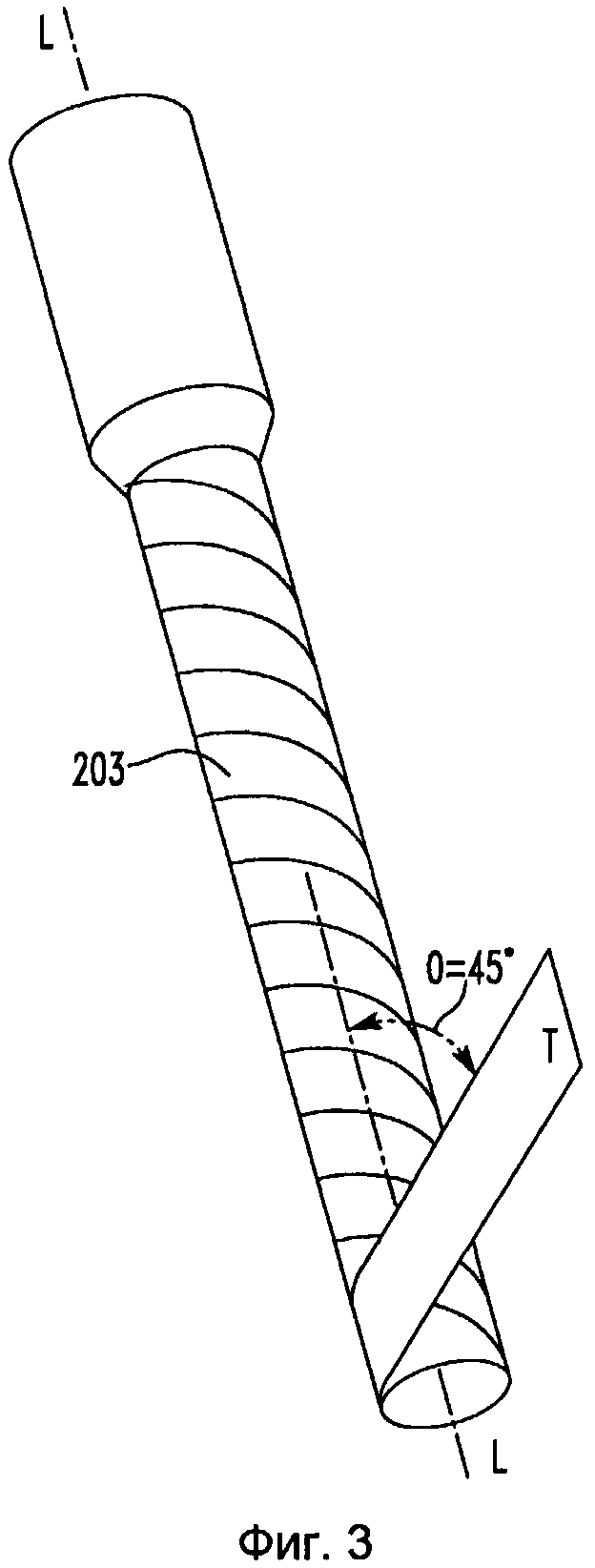
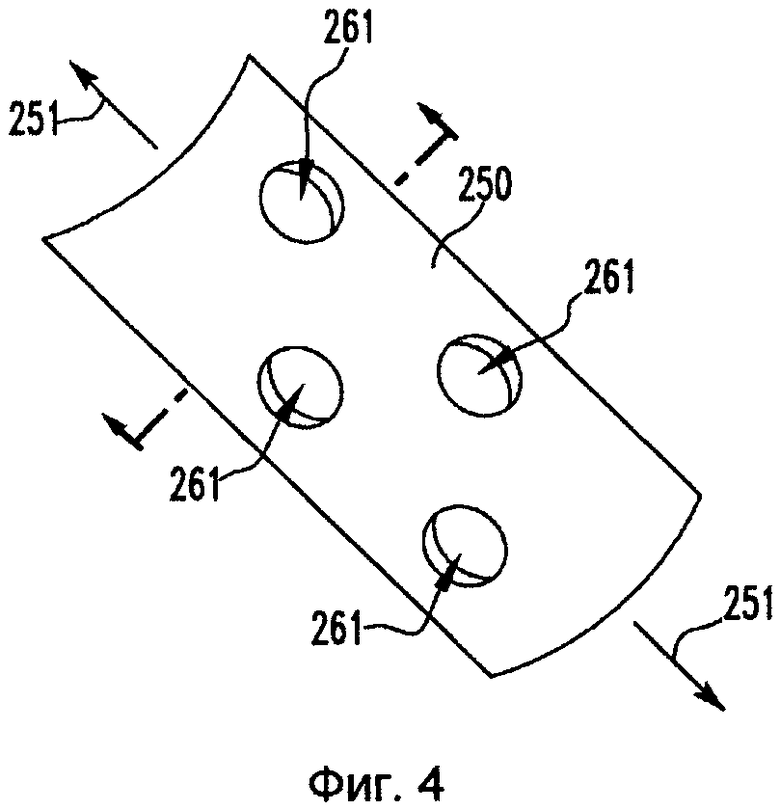
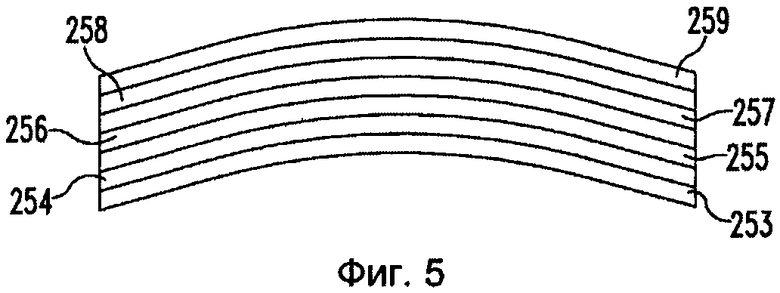
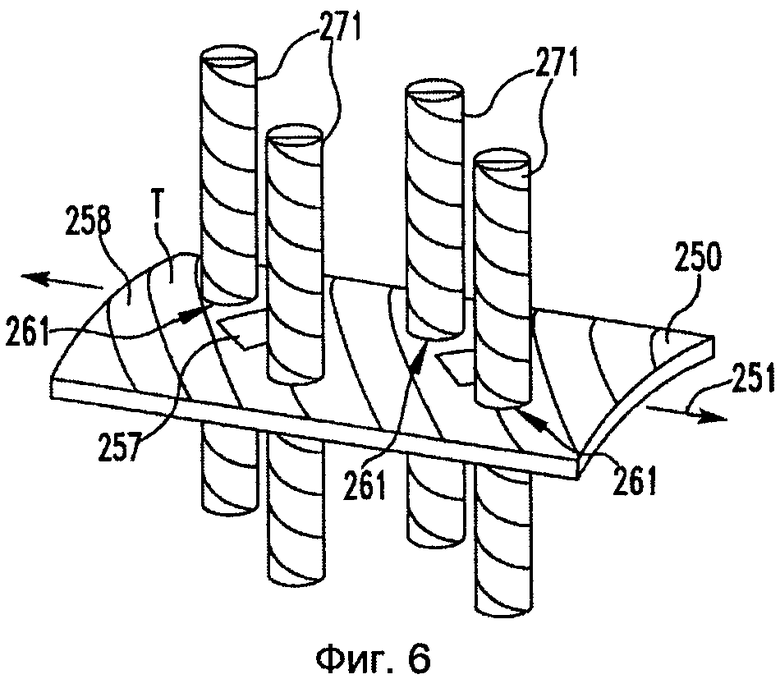
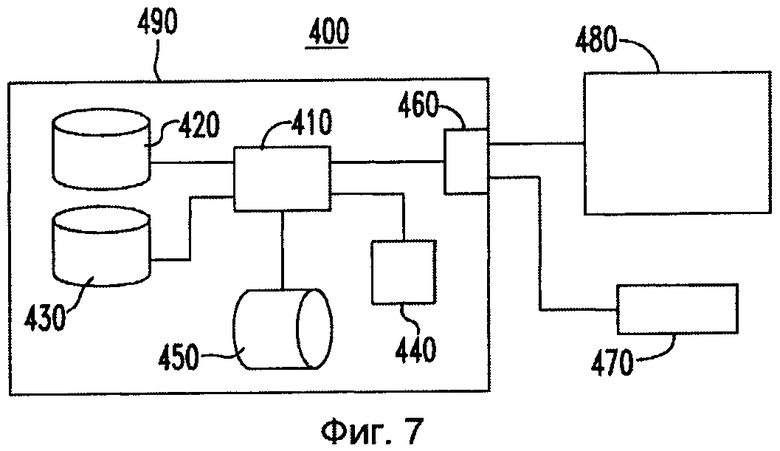
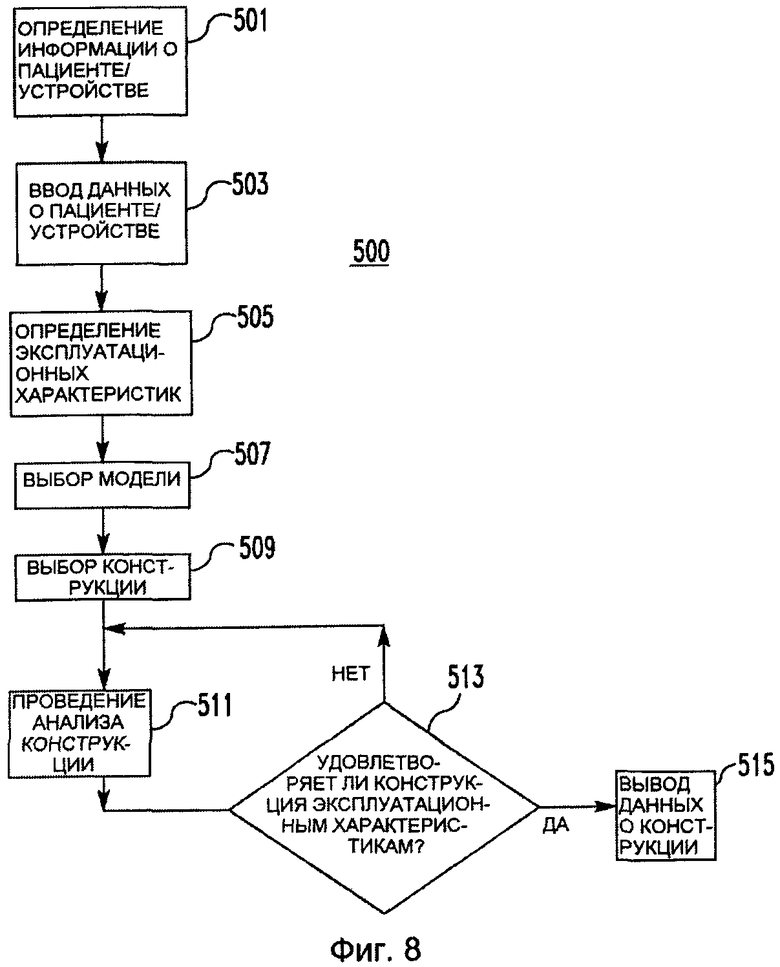
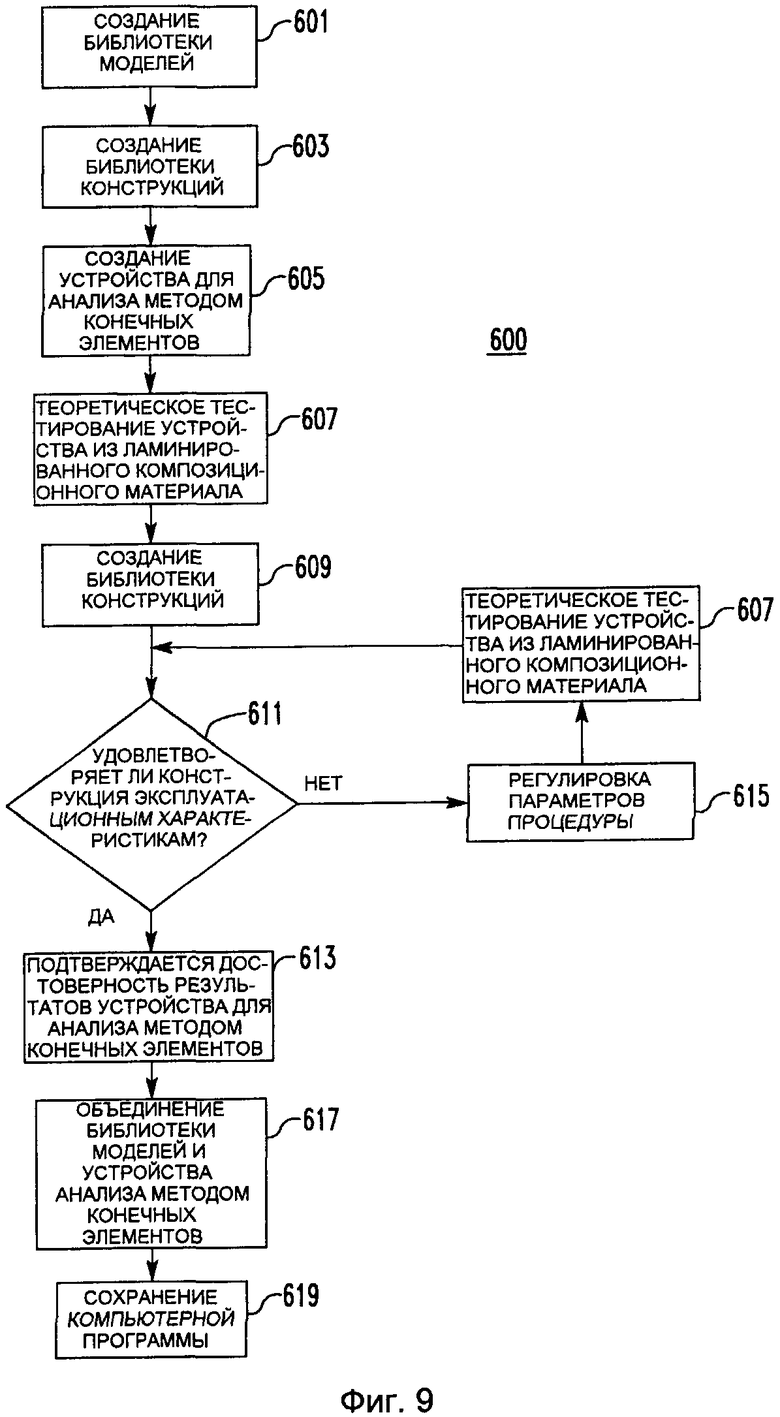
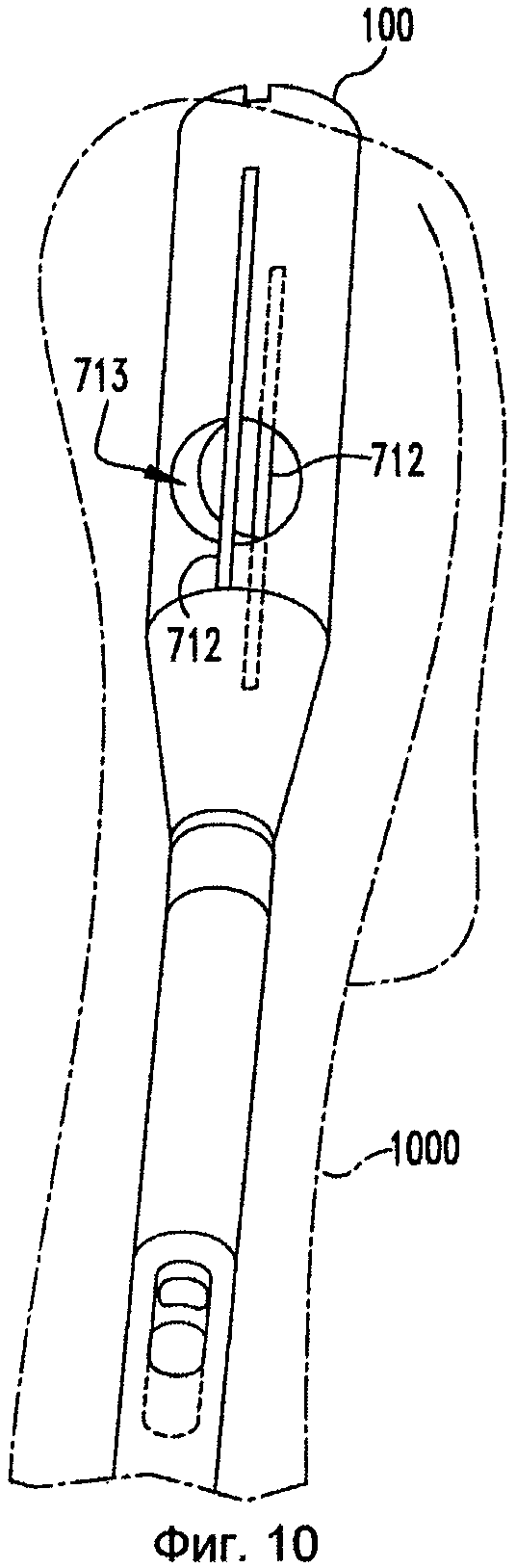
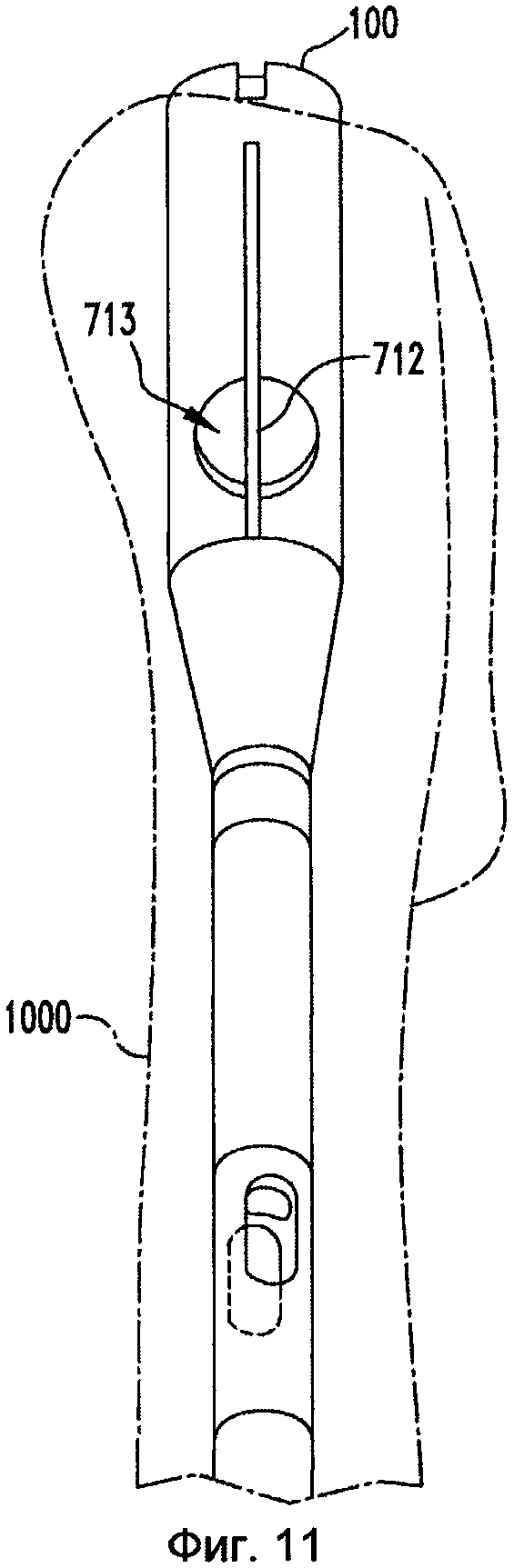
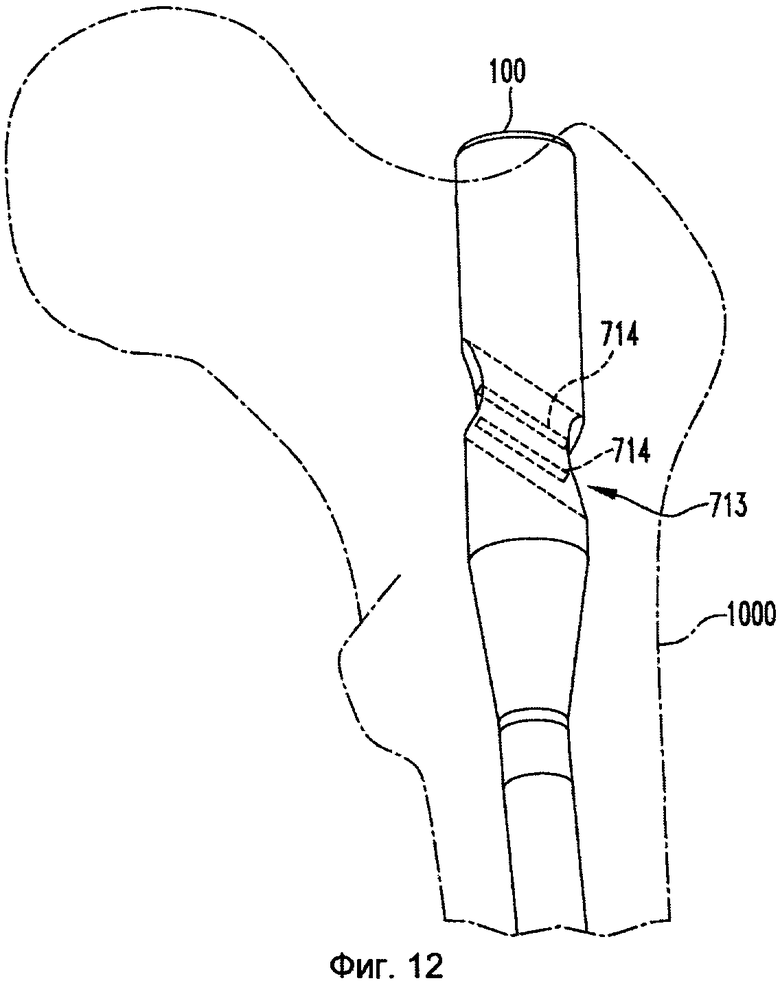
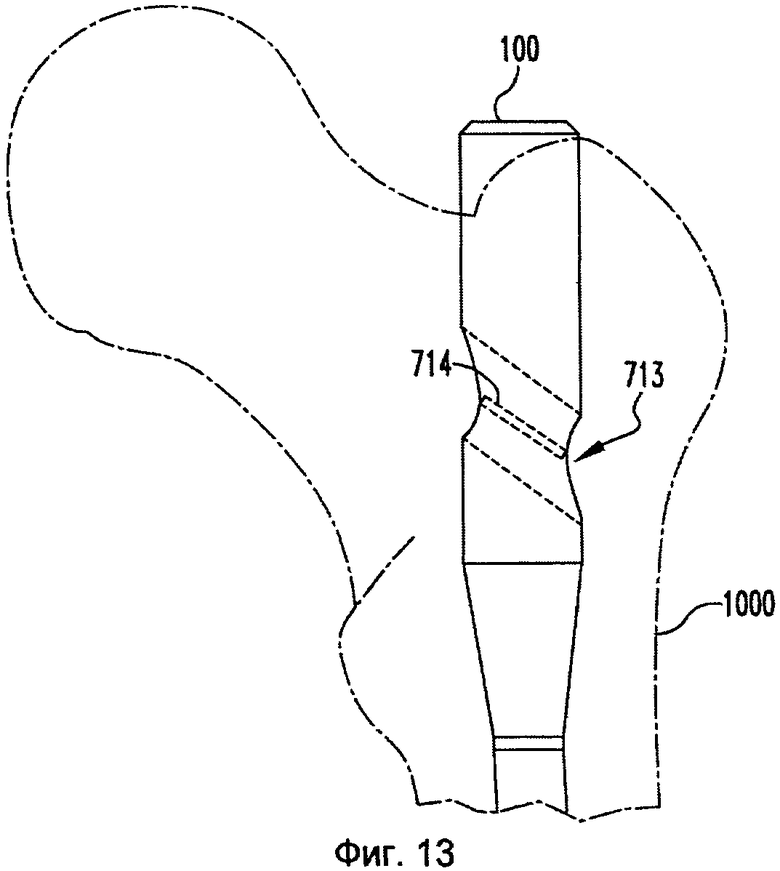
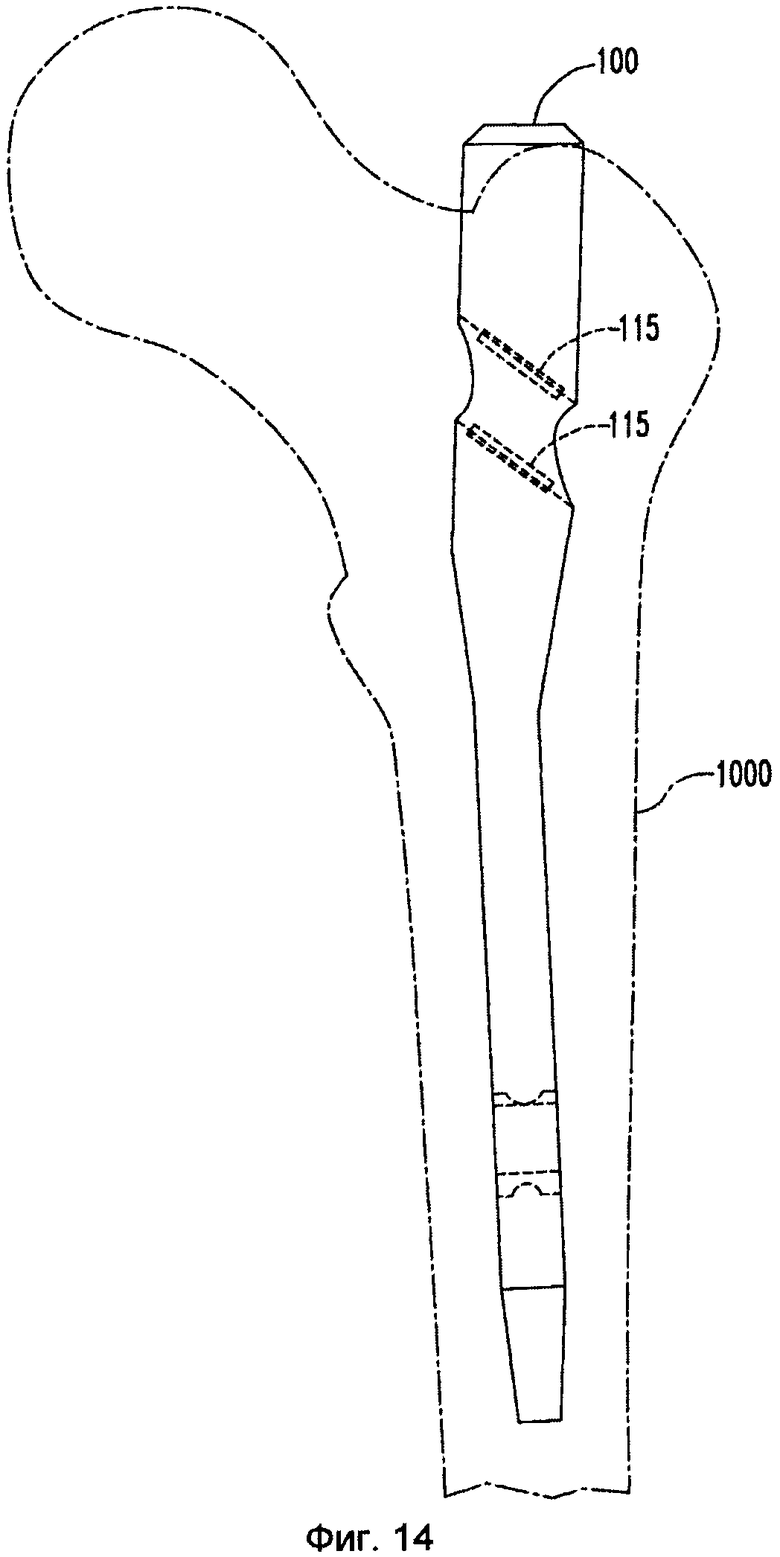
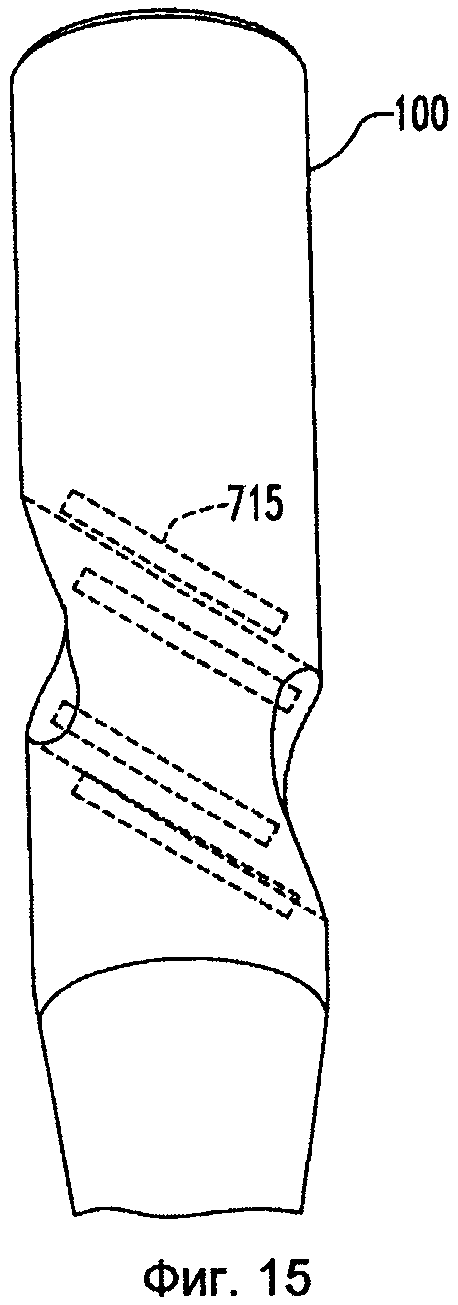
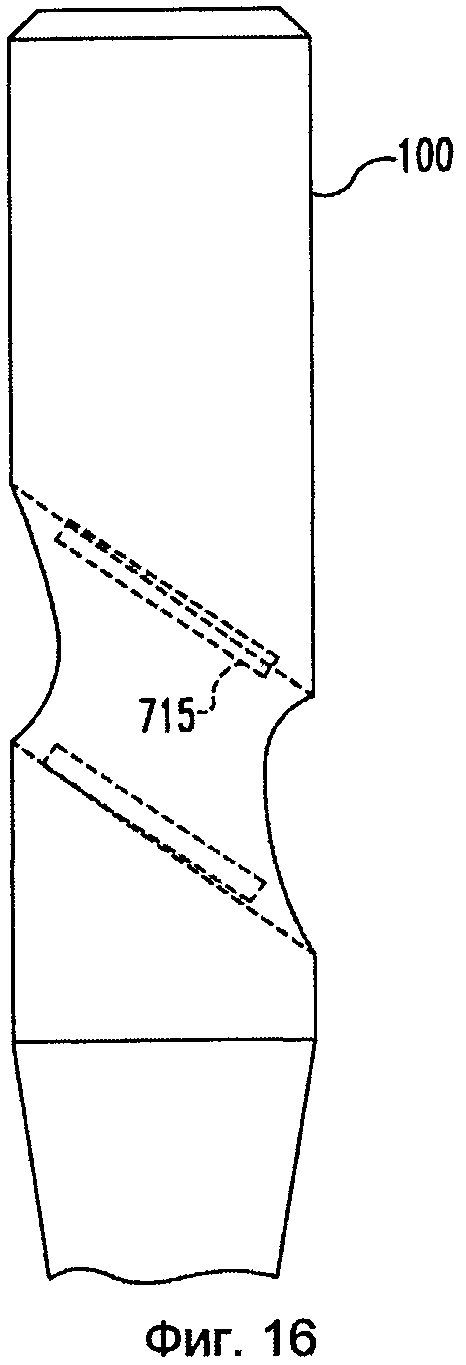
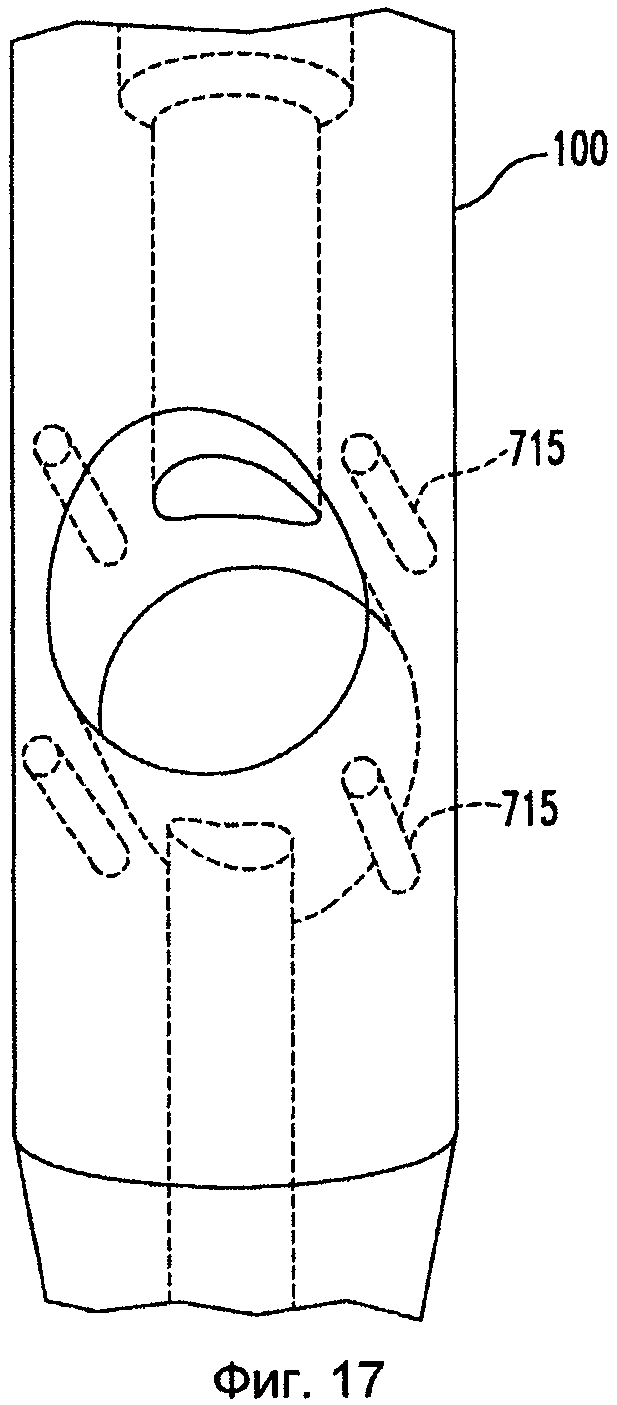
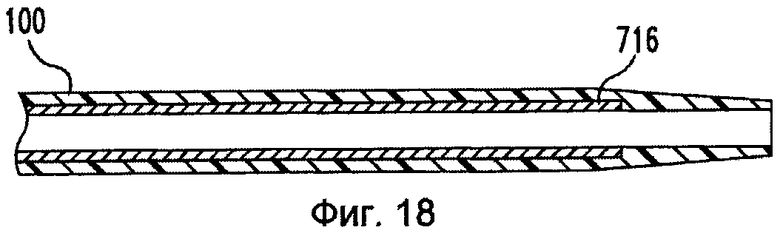
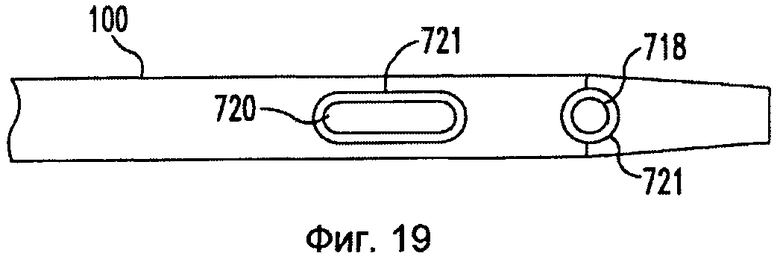
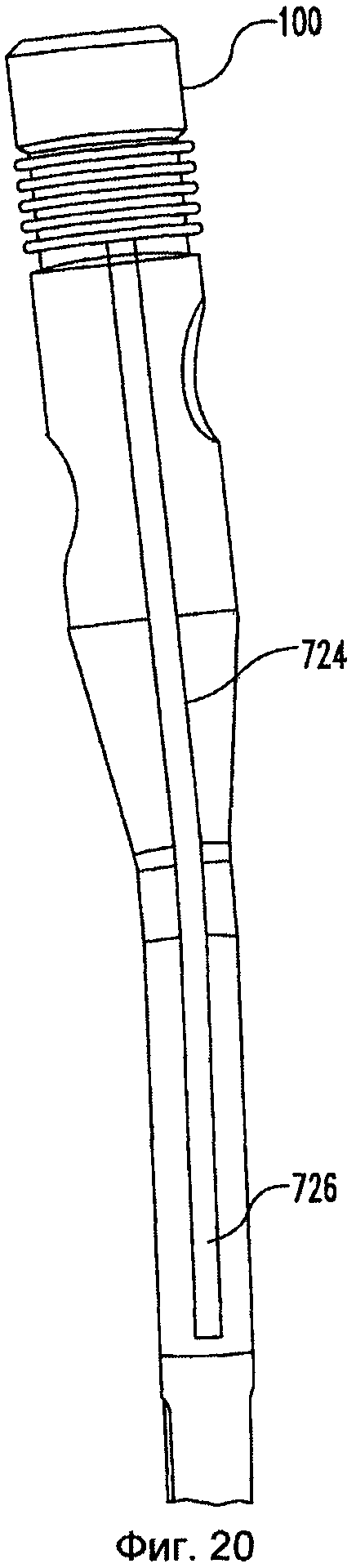
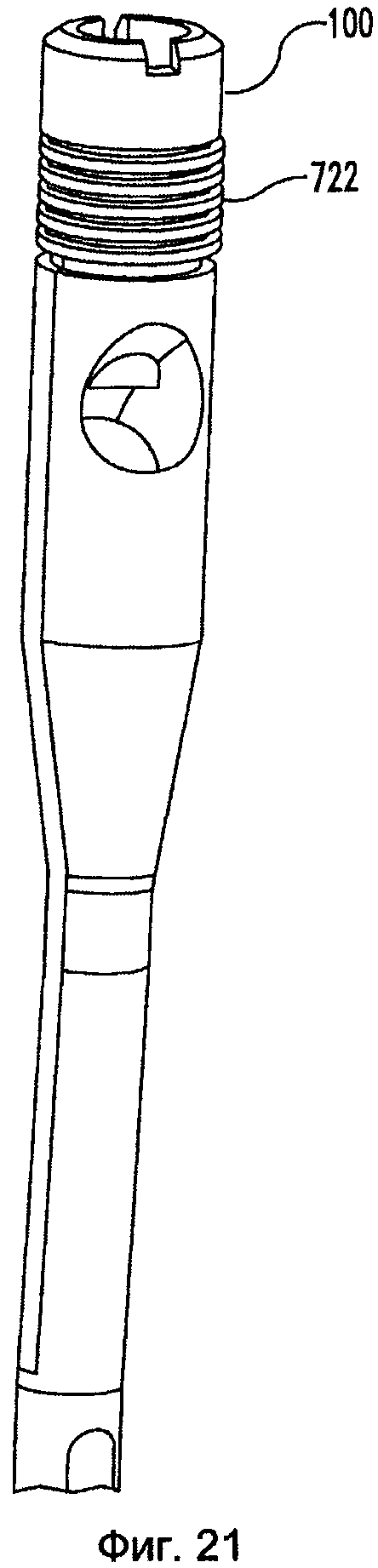
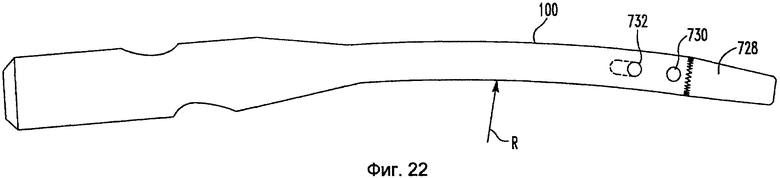
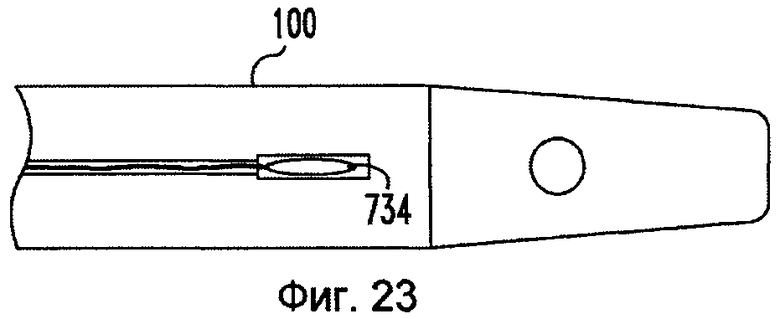
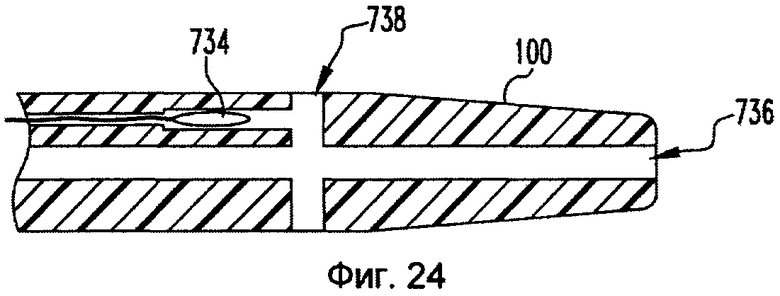
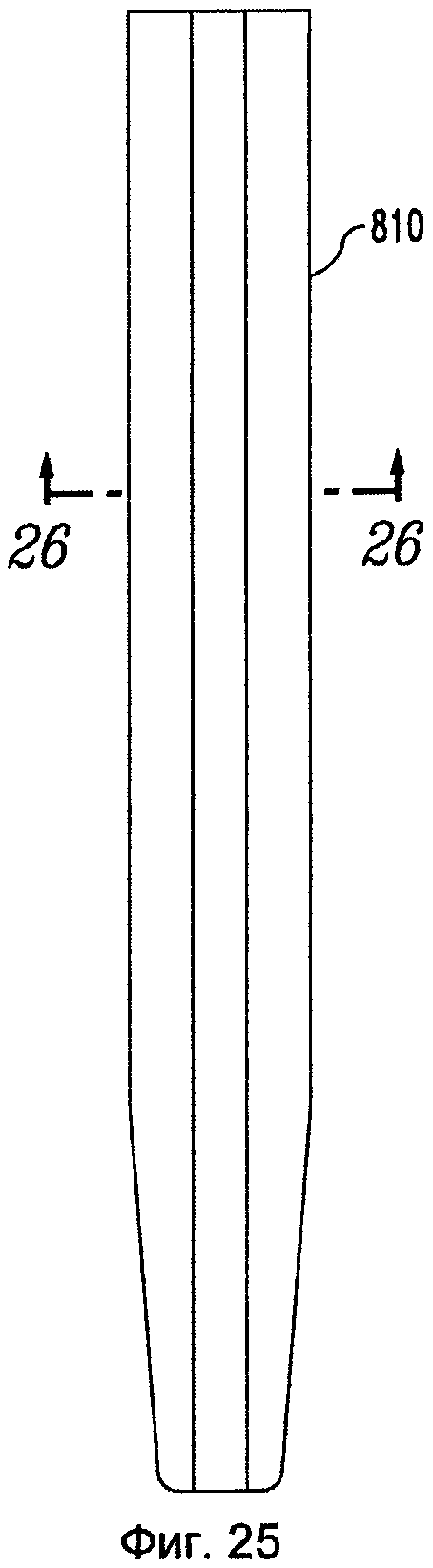
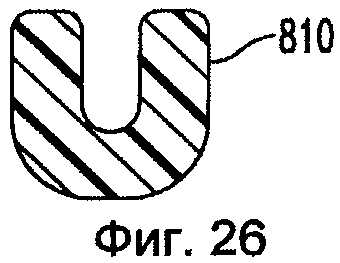
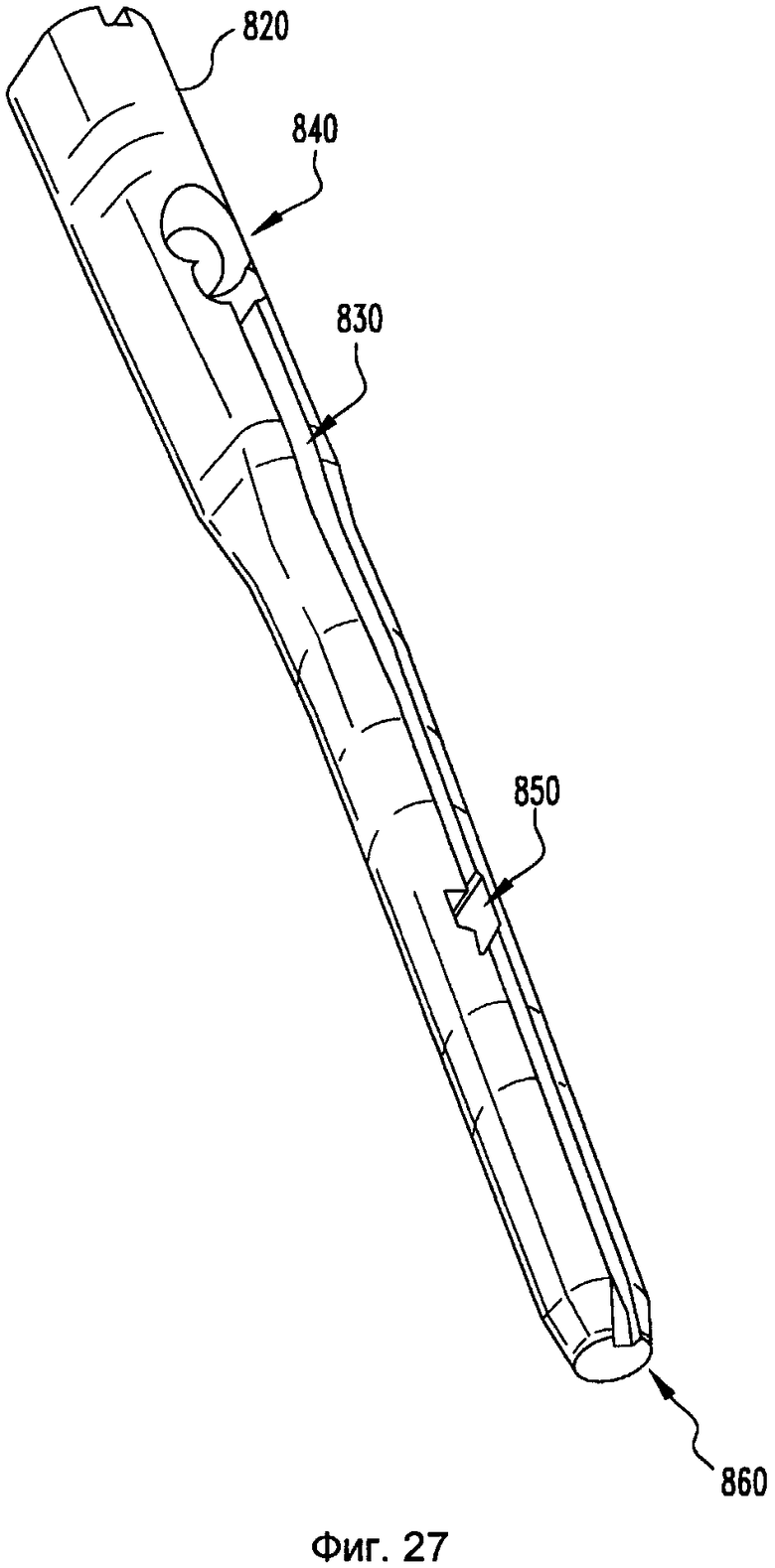


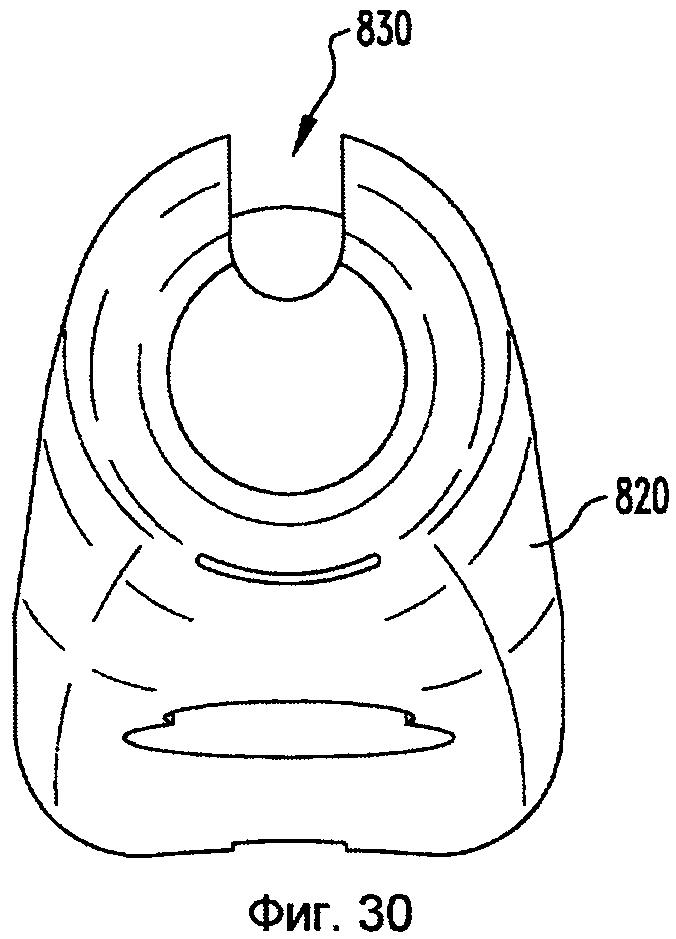
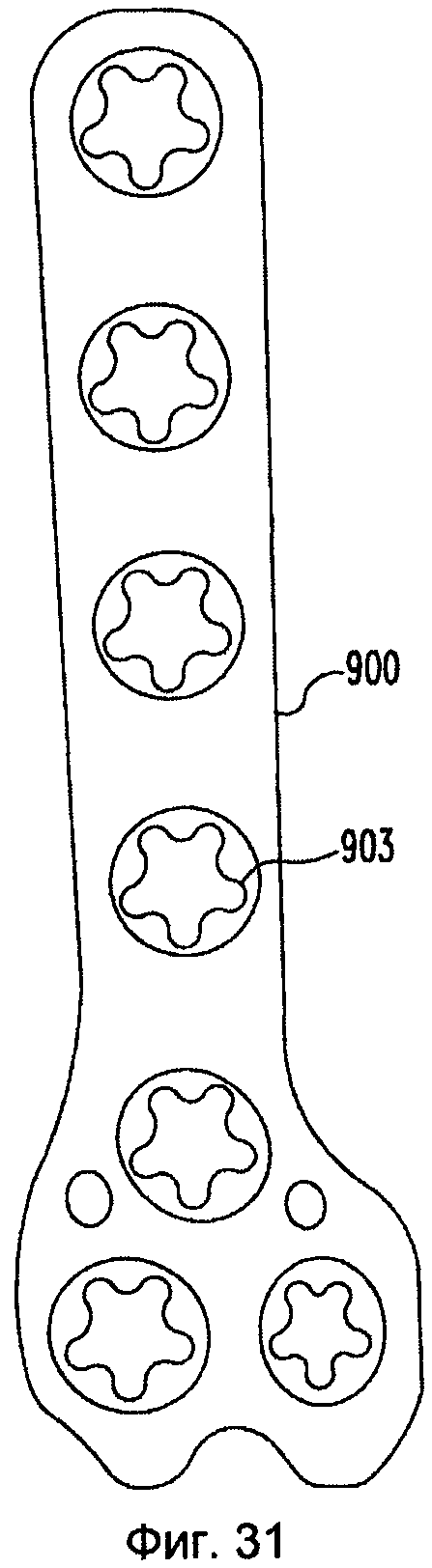
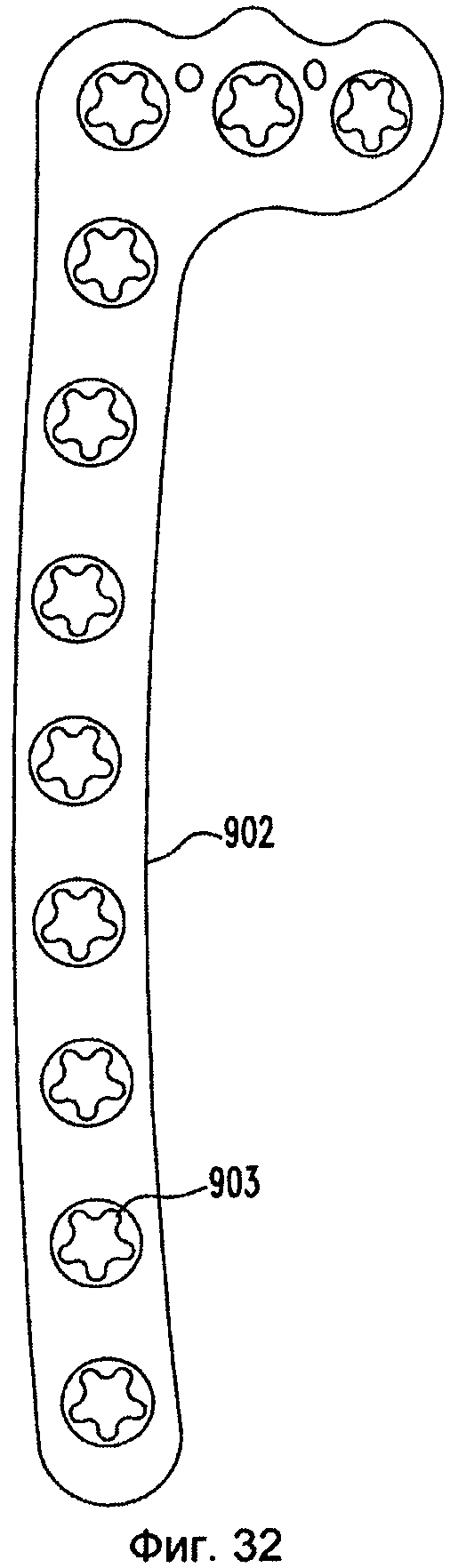
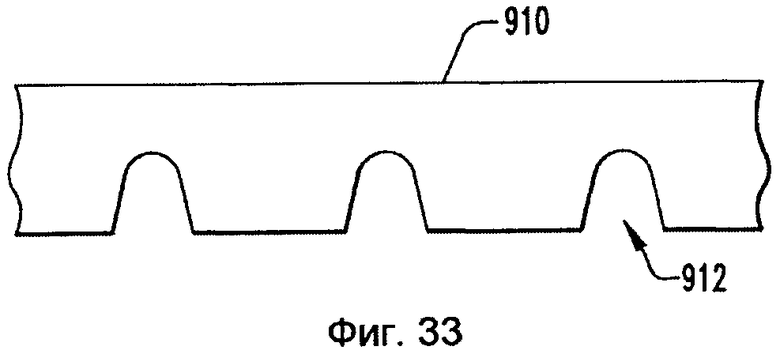
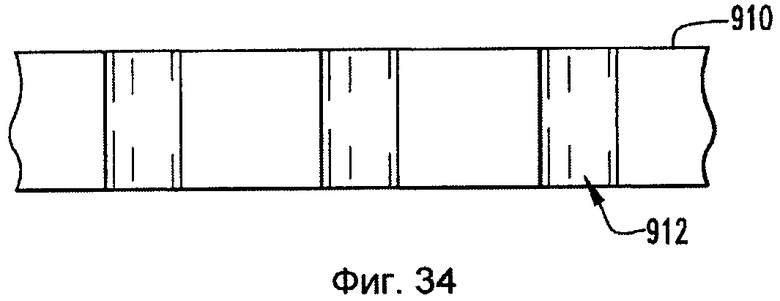
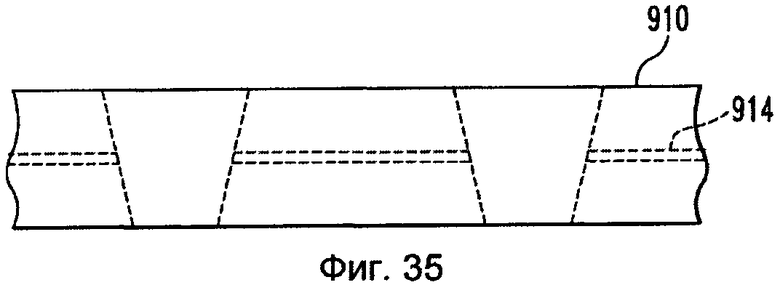
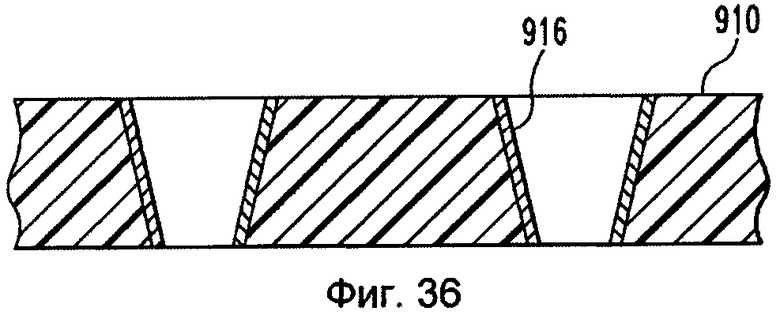
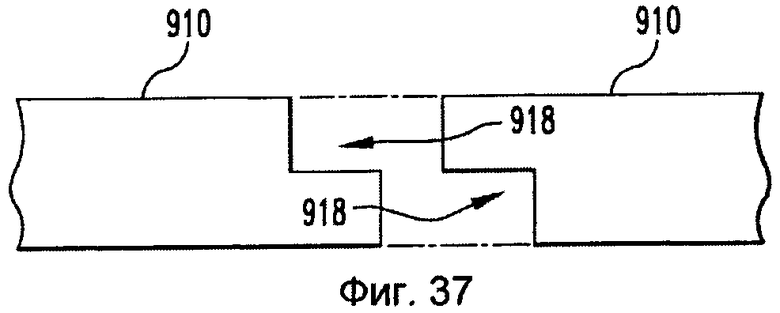

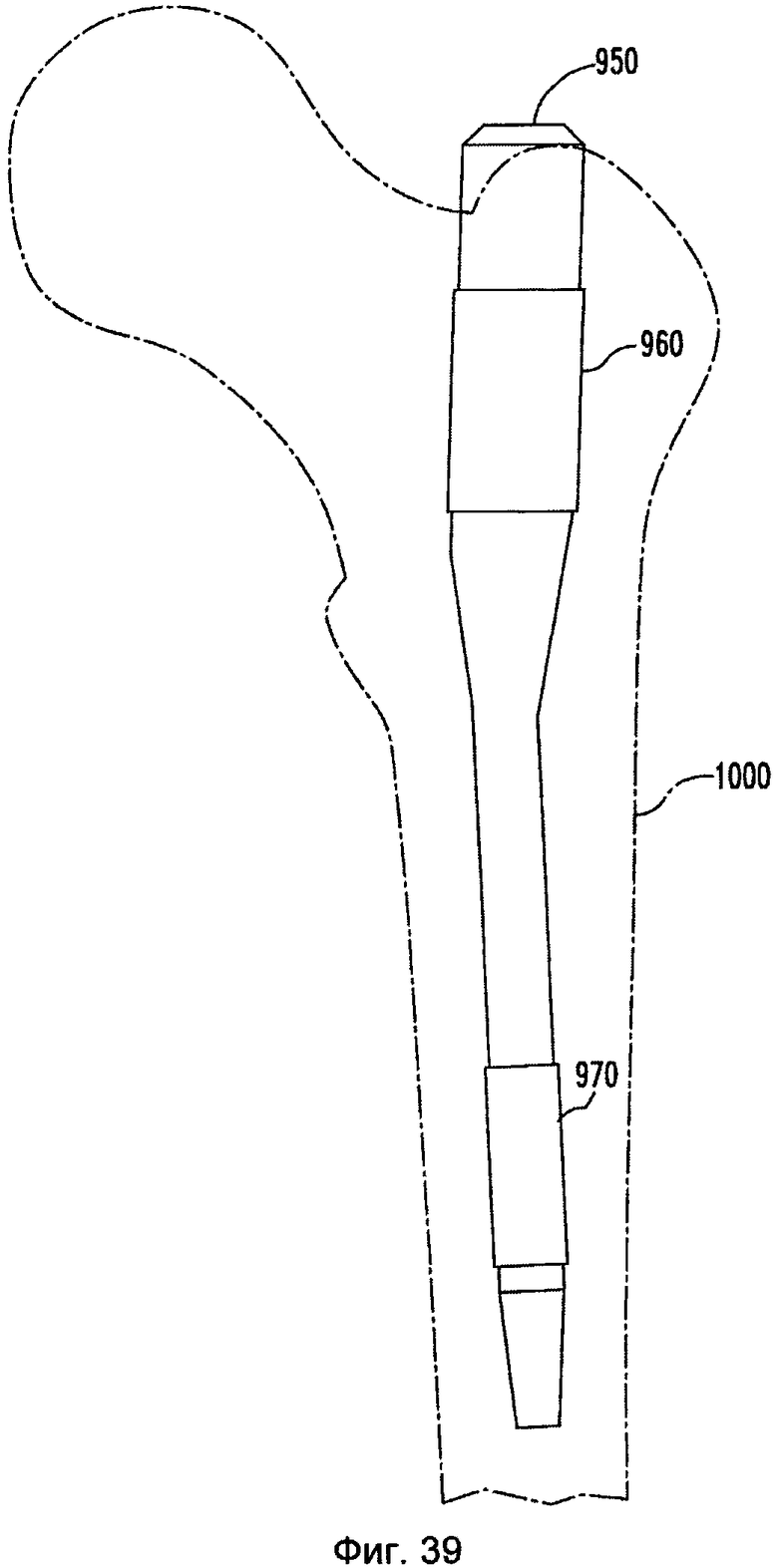
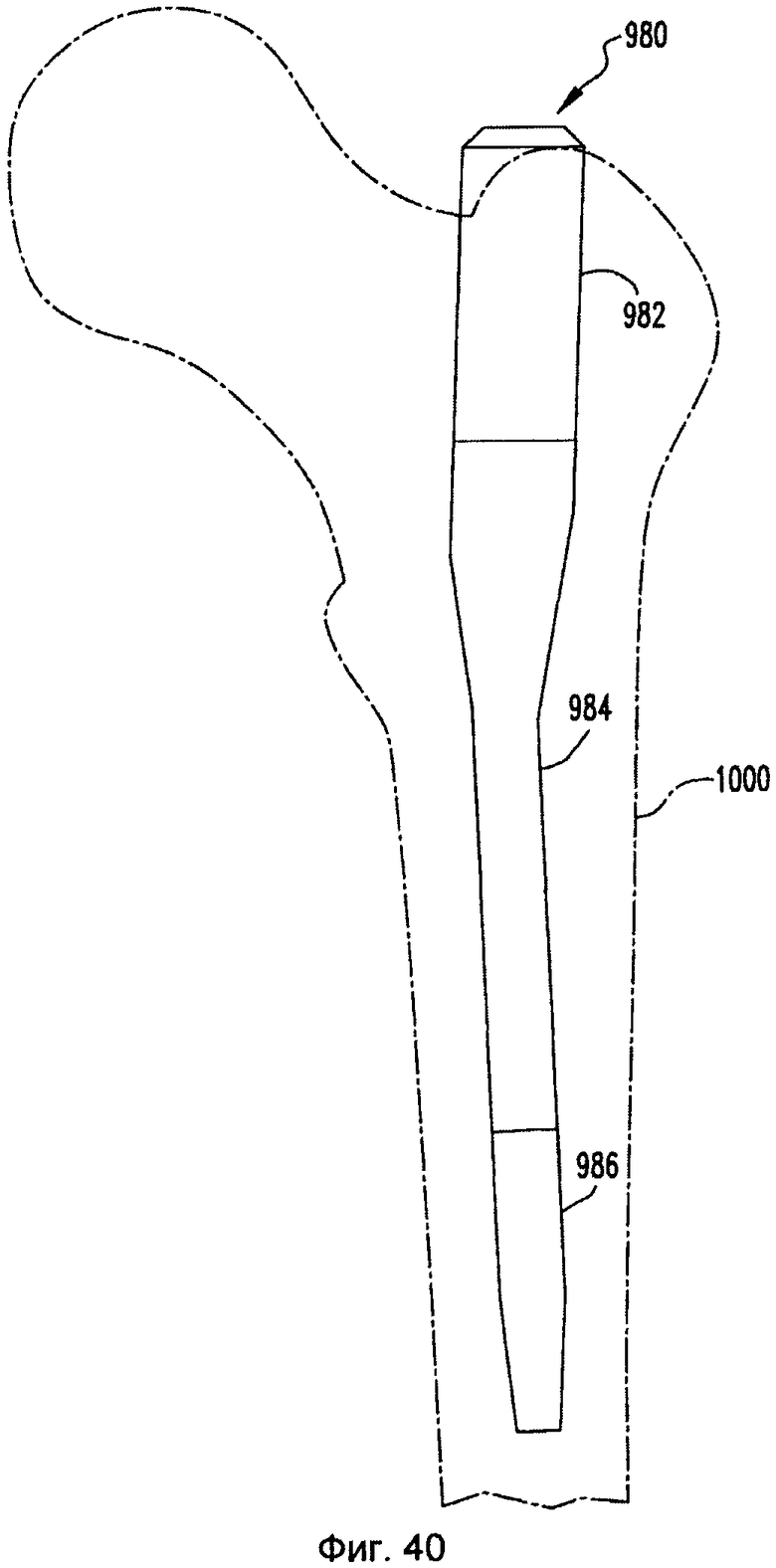
Изобретение относится к медицине. Композитный внутренний фиксатор содержит внутренний фиксатор для стягивания перелома. Указанный внутренний фиксатор содержит множество слоев, каждый из которых содержит компонент из термопластического материала и компонент из волокнистого материала. Каждый из множества слоев содержит волокна, образующие выбранный узор их угловой ориентации. Выбранные узоры угловой ориентации волокон расположены симметрично от первого слоя к последнему слою. Симметричное расположение узоров угловой ориентации волокон включает по меньшей мере два слоя, по существу, с противоположной угловой ориентацией волокон. Изобретение обеспечивает возможность выбирать характеристики жесткости в ответ на воздействие сжимающих, изгибающих и крутящих сил. 14 з.п. ф-лы; 40 ил., 1 табл.
1. Композитный внутренний фиксатор, содержащий:
a. внутренний фиксатор для стягивания перелома, причем указанный внутренний фиксатор содержит множество слоев, каждый из которых содержит компонент из термопластического материала и компонент из волокнистого материала, при этом каждый из множества слоев содержит волокна, образующие выбранный узор их угловой ориентации,
b. выбранные узоры угловой ориентации волокон расположены симметрично от первого слоя к последнему слою, при этом
c. симметричное расположение узоров угловой ориентации волокон включает по меньшей мере два слоя, по существу, с противоположной угловой ориентацией волокон.
2. Фиксатор по п.1, в котором внутренний фиксатор является фиксатором из интрамедуллярного штифта и пластинки для скрепления отломков кости.
3. Фиксатор по п.1, в котором в каждом слое волокна слоя проходят, по существу, параллельно.
4. Фиксатор по п.1, дополнительно содержащий манжету из устойчивого к истиранию материала.
5. Фиксатор по п.1, дополнительно содержащий рентгеноконтрастный маркер.
6. Фиксатор по п. 1, дополнительно содержащий встроенный электронный компонент.
7. Фиксатор по п.1, в котором выбранные узоры угловой ориентации волокон слоев выбраны так, что данный фиксатор обладает выбранной характеристикой жесткости.
8. Фиксатор по п.1, дополнительно содержащий наружное покрытие из термопластического материала, по существу, без волокнистого компонента.
9. Фиксатор по п.8, в котором наружное покрытие содержит слой в виде ленты или жгута.
10. Фиксатор по п.1, дополнительно содержащий отверстие, проходящее сквозь внутренний фиксатор, для вмещения крепежного средства.
11. Фиксатор по п.10, дополнительно содержащий датчик, расположенный на некотором расстоянии от отверстия.
12. Фиксатор по п.10, дополнительно содержащий манжету, расположенную в отверстии, причем данная манжета выполнена для вмещения крепежного средства.
13. Фиксатор по п.10, в котором внутренний фиксатор является интрамедуллярным штифтом, причем интрамедуллярный штифт содержит головку, стержень и переходный участок, расположенный между головкой и стержнем.
14. Фиксатор по п.13, в котором головка содержит количество слоев, превосходящее количество слоев стержня.
15. Фиксатор по п.13, дополнительно содержащий канал вдоль наружной поверхности.
| US4403606 A, 13.09.1983 | |||
| АППАРАТ ДЛЯ ЧРЕСКОСТНОГО ОСТЕОСИНТЕЗА | 2000 |
|
RU2177272C1 |
| Двойной колонковой бур | 1934 |
|
SU47653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ВОЛОКНОМ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1995 |
|
RU2145547C1 |
| US6299649 B1, 09.10.2001 | |||
| US 6342055 B1, 29.01.2002 | |||
| US5928267 A1, 27.07.1999 | |||

