Изобретение относится к области машиностроения, в частности к лазерной термической обработке деталей.
Известен способ лазерной термической обработки материалов, реализованный в описании изобретения к патенту №2345148 от 13.07.2006 г., МПК G21D 1/09 «Способ лазерной термической обработки материалов», заключающийся в том, что предварительно определяют допустимую максимальную температуру на поверхности обрабатываемого материала, превышающую температуру необходимого структурного или фазового превращения, скорость перемещения светового отрезка и максимальные температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х=±b/2 от центра, где b - ширина зоны обработки, по этим параметрам настраивают мощность и распределение плотности мощности лазерного излучения, а длину L светового отрезка выбирают в диапазоне значений L=(1,0…1,3)b.
Недостатком известного способа при проведении упрочняющей обработки является то, что не регламентируется положение лазерного луча по отношению к обрабатываемой поверхности, не регламентируются требования к фокусировке лазерного луча в процессе обработки. Тем самым не обеспечиваются условия образования равномерной структуры, твердости и глубины упрочненного слоя.
Известен способ упрочнения поверхности деталей из железоуглеродистых сплавов, представленный в описании изобретения к патенту №2305136 от 19.06.2006 года, МПК G21/D 1/09, сущность которого заключается в том, что предварительно на поверхность детали наносят многокомпонентное светопоглощающее покрытие на основе оксида цинка, а затем воздействуют на нее лазерным излучением, при этом используют лазерный излучатель, излучающие трубки которого размещены в виде пакета из нескольких рядов, излучающие трубки первого и второго наружных рядов расположены в виде неравносторонних восьмигранников, третьего и четвертого - в виде равносторонних четырехгранников, обеспечивающий многолучевое лазерное излучение с равномерной плотностью мощности в сечении, минимальную разницу в продолжительности воздействия излучения на различные участки поверхности от центра дорожки к краям при перемещении пятна луча по упрочняемой поверхности в любом направлении и по любой траектории.
Недостатками этого существующего способа являются следующие:
- невозможность обрабатывать труднодоступные и криволинейные поверхности малых размеров;
- невозможность ориентирования лазерного луча в более выгодное положение по нормали к обрабатываемой поверхности.
К прототипу следует отнести способ термической обработки стальных конструкций с концентраторами напряжений, представленный в описании изобретения к патенту №2204615 от 31.07.2001 года, МПК G21D 1/09, заключающийся в том, что нагрев зоны концентратора напряжений сфокусированным лучом лазера проводят в интервале  до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22…0,25% и плотностью дислокаций 2,7…3,0×1011 см-2, в процессе нагрева осуществляют дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью, при этом расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали определяется соотношением b=R+0,9…1,1 мм, где b - расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали; R - радиус лазерного пятна на обрабатываемой поверхности.
до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22…0,25% и плотностью дислокаций 2,7…3,0×1011 см-2, в процессе нагрева осуществляют дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью, при этом расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали определяется соотношением b=R+0,9…1,1 мм, где b - расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали; R - радиус лазерного пятна на обрабатываемой поверхности.
Недостатком существующего способа является то, что в нем не регламентируется положение лазерного луча по отношению к обрабатываемой поверхности.
Целью решаемого технического решения является повышение износостойкости рабочих поверхностей тяжелонагруженных зубчатых передач.
Техническим результатом изобретения является обеспечение равномерности структуры в поверхностном слое, твердости и глубины упрочненного слоя. Технический результат обеспечивается тем, что на рабочей поверхности шестерни формируют светопоглощающий слой из цапан лака.
Далее сфокусированным лучом лазера плотностью мощности в интервале 107…108 Вт/м2 со скоростью 1…3 мм/с нагревают поверхностный слой до температуры, обеспечивающей структурное или фазовое превращение, увеличивая твердость от поверхности вглубь. При этом шестерне придают пространственное и колебательное движение таким образом, чтобы лазерный луч располагался по нормали к рабочей поверхности зуба. Причем пространственное движение шестерни осуществляют таким образом, чтобы траектория лазерного луча была в соответствии с формой рабочей поверхности зуба шестерни, а колебательное движение осуществляют с частотой 50 Гц/с и амплитудой колебаний до 1 мм в направлении, перпендикулярном траектории движения лазерного луча.
Способ поясняется примером.
Пример лазерной термической обработки рабочей поверхности зубьев шестерни, изготовленной из стали 55 ф.
Термическая обработка шестерни производилась в следующей последовательности:
- шестерня была закреплена на стенде, который обеспечивал пространственно-колебательное движение шестерни;
- лазерный луч расположили по нормали к рабочей поверхности зуба шестерни;
- нагревание поверхностного слоя рабочей части зуба осуществляли лазерным лучом плотности мощности в интервале 107…108 Вт/м2 со скоростью перемещения шестерни относительно лазерного луча 1…3 мм/с, колебательное движение шестерни осуществляли с частотой 50 Гц с амплитудой до 1 мм в направлении, перпендикулярном траектории движения лазерного луча.
Стенд обеспечивал пространственное движение шестерни по кривой, соответствующей форме рабочей поверхности зубьев, и вращательное - относительно центра тяжести. Схема обработки рабочей поверхности показана на фиг.1. На фиг.1 показаны рабочая поверхность зуба 1 и рабочая поверхность зуба 2.
Точка А - начало первого продольного прохода термообработки, точка Б - окончание первого продольного прохода термообработки рабочей поверхности зуба, l - шаг продольной подачи.
Перемещение шестерни по отношению к неподвижному лазерному лучу происходило таким образом, чтобы термообработка начиналась в точке А профиля в продольном направлении к точке Б. В точке Б происходило перемещение обрабатываемой шестерни на 1 мм по поверхности зуба. Далее - направление обработки от точки Б' к точке А'. В точке А' обрабатываемая шестерня перемещается по поверхности зуба на 1 мм и так далее, пока не будет обработана одна сторона рабочей поверхности зуба.
По окончании обработки одной стороны рабочей поверхности зуба лазером шестерню перемещали из одного положения в другое положение, чтобы лазерный луч располагался по нормали к обрабатываемой поверхности другого зуба.
В процессе лазерной термической обработки обрабатываемая шестерня подвергалась вибрационному воздействию с параметрами:
- частота колебаний 50 Гц;
- амплитуда колебаний до 1 мм.
После окончания обработки одной стороны рабочих поверхностей зубьев шестерни шестерню переставляли в положение для обработки другой стороны рабочих поверхностей зубьев шестерни и т.д.
Высокая концентрация и локальность подводимой энергии в ограниченном (миллисекундном) временном диапазоне позволило обработать только поверхностный слой рабочей поверхности шестерни с высокими скоростями нагрева и охлаждения без существенного нагрева прилегающих слоев, а следовательно, без нарушения их структуры и свойств.
Вместе с тем в поверхностном слое отмечаются более высокая дисперсность и повышенная микротвердость, пониженная химическая активность.
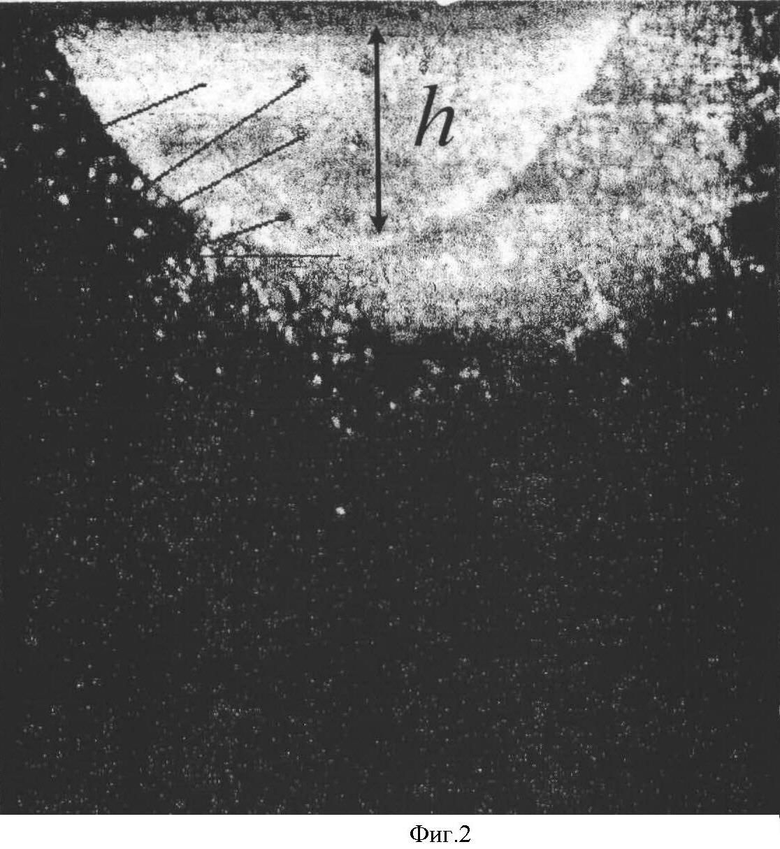
Кроме того, отмечено, что при лазерном упрочнении имеет место изменение фазового состава. Структура зоны термического воздействия состоит из двух слоев. Первый слой содержит мелкодисперсерный мартенсит и остаточный аустенит. Второй слой состоит из зерен феррита и мартенсита, что обеспечивает повышенную коррозионную стойкость. На фиг.2 показано: светлая зона - зона термоупрочнения, черная зона - микроструктура основного металла, h - глубина упрочненного слоя. В светлой зоне видны отпечатки пирамиды при определении микротвердости на ПТМ - 3.
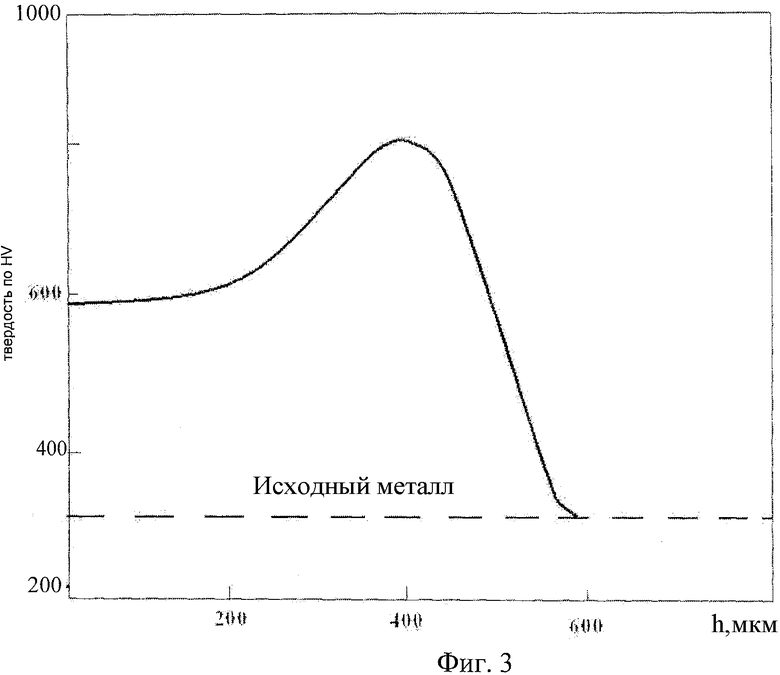
Исследования показали, что микротвердость по глубине зоны термоупрочнения изменяется и приобрела на глубине 0,4 мм наибольшее значение, а наименьшее - на поверхности зоны термического воздействия лазерного луча (ЗТВ).
На фиг.3 показана зависимость микротвердости HV от глубины упрочненного слоя.
Трибомеханические свойства модифицированного слоя имеют положительный эффект. Во-первых, поверхностный износоустойчивый слой может быть наиболее легко адаптирован на этапе приработки.
Во-вторых, в процессе изнашивания последующие слои ЗТВ благодаря повышенной твердости и низкому коэффициенту трения имеют более высокие износоустойчивые антифрикционные свойства и достигли максимального значения на границе раздела структурных преобразований.
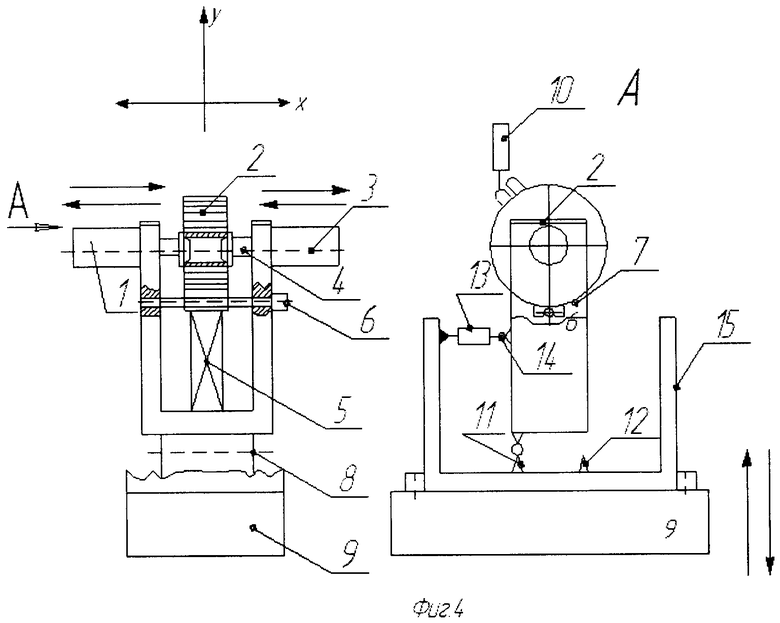
Описание работы стенда представлено на фиг.4.
Приспособление для ориентации шестерни в зоне контакта с лучом лазера состоит из основного блока 7, в котором закрепляется шестерня 2. Закрепление шестерни 2 происходит на концах штоков 4 пневмоцилиндров 3, совершающих возвратно-колебательные прямолинейные движения на толщину зуба. Шестерня 2 фиксируется в основном блоке 7 с помощью фиксатора 6, который плотно заходит в полость между зубьями шестерни, шестерня 2 удерживает от вращательного движения вокруг своей оси.
Вибрационное движение шестерни 2 для получения перекрытия слева лазерного пятна обеспечивается вибратором 5, который создает вращательно-колебательное движение шестерни 2. Для обеспечения реализации вращательно-колебательного движения фиксатор 6 имеет упругое соединение со стенкой основного блока 7, через который он проходит. Основной блок 7 имеет вращательный шарнир 11 с осью 8, через который основной блок 7 соединяется с корпусом 15.
Для создания вращательного движения шестерни 2 в движение приводится основной блок 7 с помощью пневмопривода 13, закрепленного между стеной корпуса приспособления 15 и шарниром основного блока 14. Корпус приспособления 15 вместе с основным блоком 7 присоединяется к подвижному столу 9, который имеет возможности программного перемещении по осям x и y.
Комбинация движений привода 13 и двух движений стола 9 создает необходимую ориентацию поверхности зуба по отношению к лазерному лучу 10. Прямолинейные возвратно-поступательные движения зуба шестерни 2 относительно луча 10 обеспечиваются внутри основного блока пневмоприводами 1, 3. Вибрационные движения в поперечном направлении к траектории движения светового пятна создаются вибратором качательного движения 5.
Устройство снабжено ограничителем хода 12, который подает сигнал об остановке работы после обработки всей поверхности зуба. Совместная работа приводов 1, 3, 13 и ориентация стола 9 в движениях по осям x и y обеспечивается системой управления, которая может быть реализована на основе компьютера.
По предложенному способу были упрочнены поверхностные слои нескольких десятков пар «шестерня - зубчатое колесо» тягового привода. Проверка показала, что ресурс и надежность тягового привода повысились, износостойкость в отдельных случаях повысилась в 5 и более раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| Способ лазерного упрочнения рабочей поверхности зубьев шестерен | 2018 |
|
RU2699697C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2008 |
|
RU2375465C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ лазерной обработки деталей тел вращения из инструментальных сталей | 2020 |
|
RU2734826C1 |
| Способ лазерного термоупрочнения | 2019 |
|
RU2700903C1 |
| Способ повышения износостойкости рабочих органов из высокопрочного чугуна CO - лазером | 2019 |
|
RU2711389C1 |
Изобретение относится к области машиностроения, в частности к лазерной термической обработке деталей. Поверхностный слой шестерни изготовлен из ванадиевой стали. Поверхностный слой нагревают сфокусированным лучом лазера плотностью мощности в интервале 107…108 Вт/м со скоростью перемещения шестерни относительно лазерного луча 1…3 мм/с. Шестерне придают пространственное и колебательное движение таким образом, чтобы лазерный луч располагался по нормали к рабочей поверхности зуба. Пространственное движение шестерни осуществляют таким образом, чтобы траектория лазерного луча была в соответствии с формой рабочей поверхности зуба шестерни. Техническим результатом изобретения является обеспечение равномерности структуры в поверхностном слое, твердости и глубины упрочненного слоя. 2 з.п. ф-лы, 4 ил.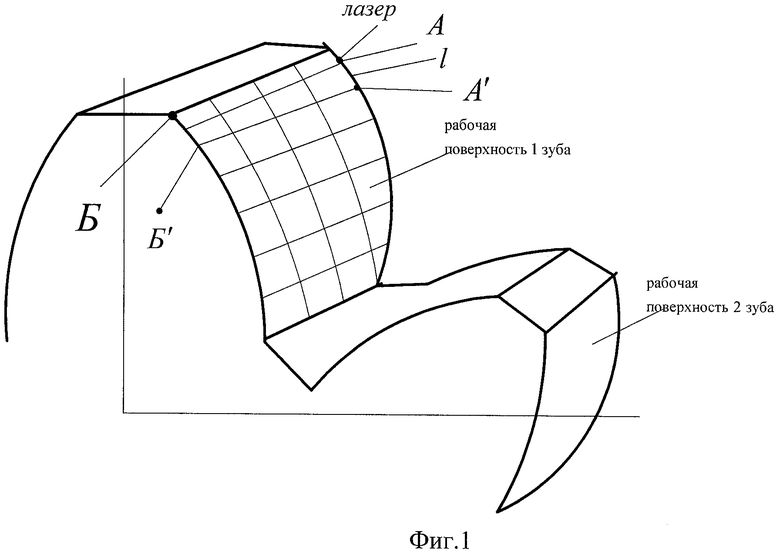
1. Способ термической обработки лазерным лучом рабочей части зубьев шестерни, отличающийся тем, что поверхностный слой рабочей части зубьев шестерни, изготовленной из ванадиевой стали, нагревают лазерным лучом постоянной плотностью мощности в интервале 10…10 Вт/м2 со скоростью перемещения шестерни относительно лазерного луча 1…3 мм/с, обеспечивают структурные превращения в поверхностном слое, при этом лазерный луч располагают по нормали к рабочей поверхности зубьев, для чего шестерне придают пространственно-колебательное движение.
2. Способ по п.1, отличающийся тем, что пространственное движение шестерни осуществляют так, чтобы траектория лазерного луча соответствовала форме рабочей поверхности зуба шестерни.
3. Способ по п.1, отличающийся тем, что колебательное движение шестерни осуществляют с частотой 50 Гц с амплитудой колебания до 1 мм в направлении, перпендикулярном траектории движения лазерного луча.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОНСТРУКЦИЙ С КОНЦЕНТРАТОРАМИ НАПРЯЖЕНИЙ | 2001 |
|
RU2204615C2 |
| СПОСОБ РУЧНОЙ ПЛАЗМЕННОЙ ЗАКАЛКИ | 2005 |
|
RU2313581C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2305136C1 |
| JP 58197223 А, 16.11.1983 | |||
| JP 61227132 А, 09.10.1986. | |||

