Область изобретения
Настоящее изобретение относится, в общем, к способам производства и более конкретно к автоматизированному способу производства на месте лопастей ветровой турбины и других больших предметов.
Уровень техники
Так как стремление снизить генерацию электроэнергии из импортируемого ископаемого топлива продолжает расти вследствие концепций охраны окружающей среды и политических факторов, растет роль энергии ветра в генерации электричества. Отчет за 2008 г., озаглавленный "20% Wind Energy by 2030: Increasing Wind Energy's Contribution to U.S. Electricity Supply", был издан министерством энергетики США ("DOE"), которое исследовало возможность с технической точки зрения использования энергии ветра для производства 20% электричества, необходимого нации в 2030 г. По всему миру множество стран уже производят значительные количества электричества посредством энергии ветра. Согласно отчету «Global Wind 2008 Report», изданному мировым Советом по энергии ветра ("GWEC"), Испания в настоящее время удовлетворяет 11%, а Германия около 7,5% своей потребности в электричестве посредством энергии ветра. Евросоюз имеет цель довести долю возобновляемых ресурсов в производстве своей электроэнергии до около 35% к 2020 г., чтобы около одной трети составляла энергия ветра.
Поскольку требования к мощности энергии ветра растут, также растут размеры генераторов, то есть ветровой турбины. Размер и масса лопастей турбины также растут пропорциональным образом. Увеличение размеров лопастей (возможно до длины 90 метров или более) затрудняет их изготовление и увеличивает их массу. Опоры, необходимые для установки турбин и поддержки лопастей, также должны быть больше, и, следовательно, их более трудно устанавливать. Поскольку эти большие турбины будут, вероятно, расположены в более отдаленных областях, перевозка больших более тяжелых лопастей становится проблемой. Эти факторы могут объединяться, приводя к ограничению более всеобъемлющего использования энергии ветра в качестве жизнеспособного возобновляемого ресурса. Многие специалисты пытаются решать проблемы, связанные с большими размерами лопастей, с различными степенями успеха.
Например, авторы Lin и др. в опубликованной заявке на патент США номер 2006/225278 раскрывают два способа производства, в которых первичные компоненты, такие как основание и балки перекрытия, изготавливаются в главных сооружения производственного комплекса, а вторичные компоненты лопастей, такие как оболочки, изготавливают во вторичных сооружениях, расположенных ближе к локализации ветровой установки, и затем первичные и вторичные компоненты собирают в конструкцию вблизи местоположения ветровой установки. Опубликованная заявка на патент США номер 2008/0145231, Llorente Gonzales и др., описывает модули ветровых лопастей, соединенные через фланцы на концах внутренней продольной усиливающей структуры. Выдающиеся по оси проушины соединены встык обращенными друг к другу, причем отверстия расположены так, чтобы принимать крепежные винты, стяжные болты или заклепки для предполагаемого легкого скрепления модулей на месте.
Патент США номер 7334989, полученный Arelt, раскрывает использование верхних и нижних полос с соответствующими клинообразными областями соединения, наложенных на консекутивные сегменты лопасти. Пустое пространство, остающееся между сегментами лопасти и соединяющимися полосами, заливают клеем, получая связанное соединение, сформированное множественными скошенными/коническими соединениями вдоль главных путей нагрузки. Arelt также раскрывает клинообразные области соединения, собранные в консекутивные сегменты лопасти, которые затем присоединяют к верхним и нижним полосам и соединяются посредством них с соответствующими клинообразными областями соединения, чтобы сформировать соединения с конусной нарезкой вдоль главных путей нагрузки, как только полую область между полосами и областями соединения лопасти заливают клеем.
Автор Moroz в патенте США номер 7381029 предлагает многосекционную лопасть для ветровой турбины, которая включает удлинитель втулки, имеющий подшипник осевого шарнира на одном конце, юбку или обтекатель, имеющий отверстие сквозь него и сконфигурированный так, чтобы восходить над удлинителем втулки, и внешнюю секцию, сконфигурированную так, чтобы присоединяться к подшипнику осевого шарнира.
Следовательно, в данной области техники существует потребность в улучшенных способах производства лопастей ветровой турбины и других больших предметов. Эти способы должны минимизировать или устранять проблемы транспортировки конструкций лопастей, которые очевидны в существующих на данный момент способах.
Сущность изобретения
Соответственно настоящее изобретение обеспечивает способы производства полиуретановых лопастей ветровой турбины и других больших предметов. Способ по изобретению включает формирование пресс-формы для лопасти ветровой турбины на месте нахождения ветровой электростанции или вблизи него, введение изоцианата и реакционноспособного по отношению к изоцианату компонента автоматизированным механизмом реактивного литья под давлением ("RIM") в пресс-форму, закрытие, сжатие и нагревание пресс-формы, чтобы отвердить полученный полиуретан, и установку полиуретановой лопасти на ветровой турбине. Также этот способ включает формирование пресс-формы для лопасти ветровой турбины на месте нахождения ветровой электростанции или вблизи него, введение изоцианата, реакционноспособного по отношению к изоцианату компонента и длинных волокон автоматизированным механизмом введения длинных волокон ("LFI"), закрытие, сжатие и нагревание пресс-формы (или использование излучения, такого как УФ лучи), чтобы отвердить полученный полиуретан, и установку полиуретановой лопасти на ветровую турбину. Поскольку способ производства по изобретению осуществляется на месте нахождения ветровой электростанции или вблизи него, могут быть устранены проблемы транспортировки.
Эти и другие преимущества и выгоды, обеспечиваемые настоящим изобретением, будут очевидны благодаря подробному описанию изобретения, приведенному далее.
Краткое описание чертежей
Настоящее изобретение далее будет проиллюстрировано с помощью приведенных чертежей, но без ограничения приведенными чертежами, где:
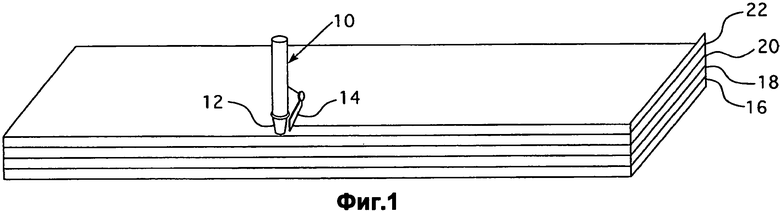
Фиг.1 показывает схематическое изображение роботизированного создания пресс-форм и башен ветровых турбин;
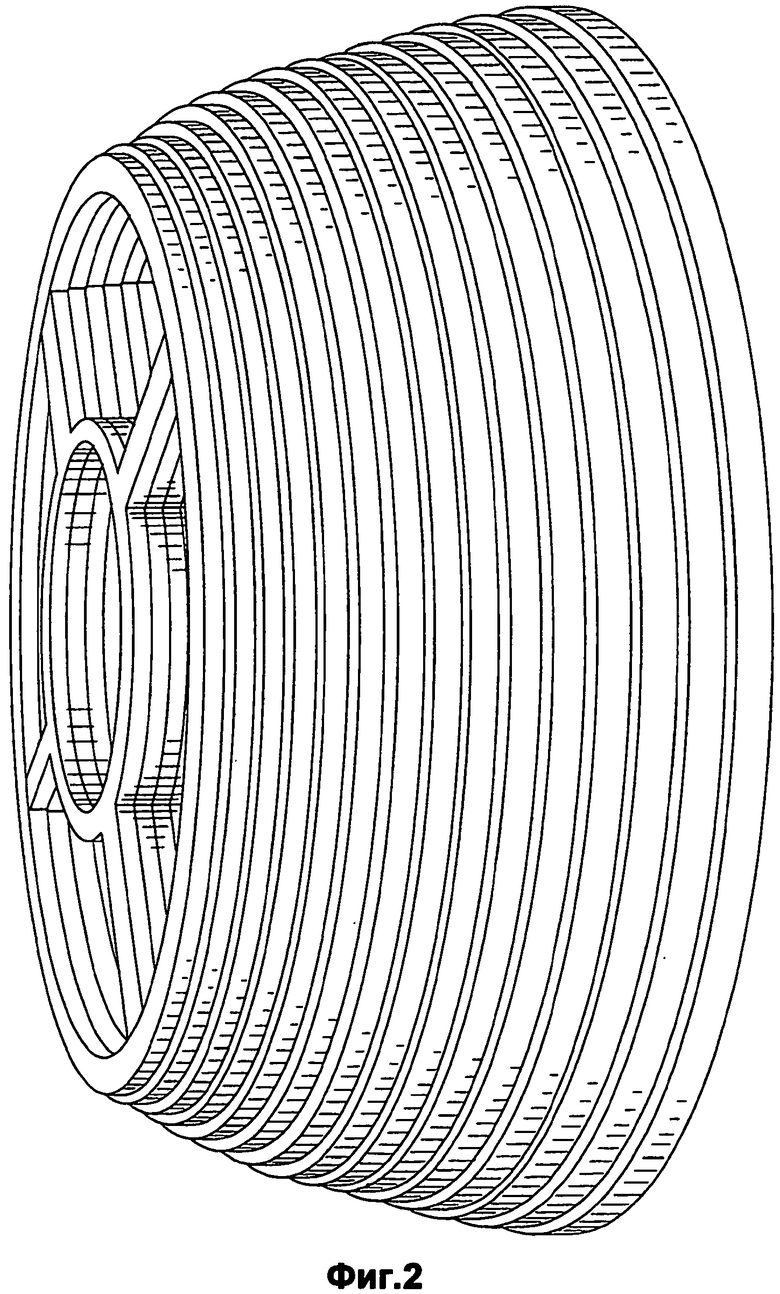
Фиг.2 показывает пример роботизированного создания основы башни ветровой турбины;
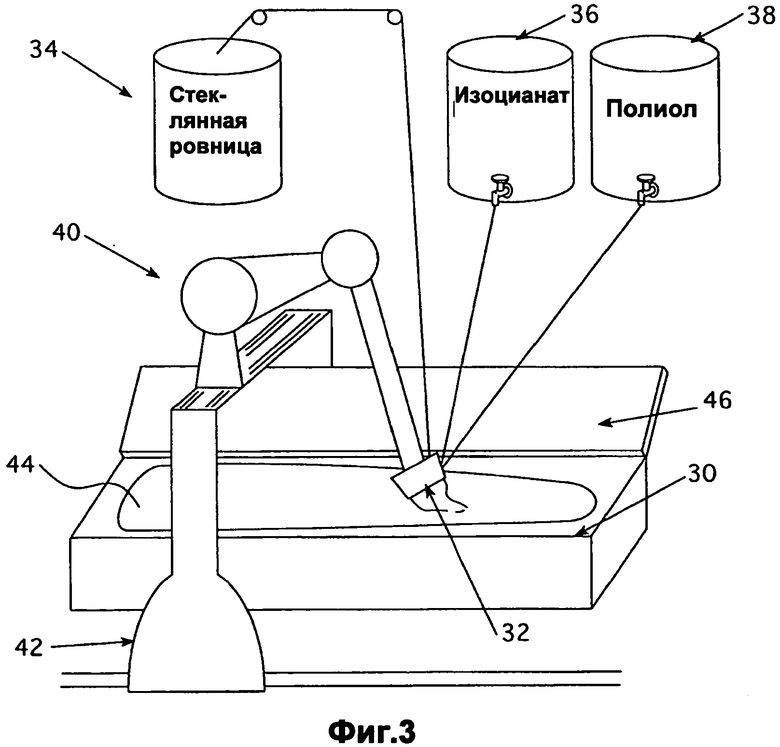
Фиг.3 изображает автоматизированный способ создания больших частей.
Подробное описание изобретения
Настоящее изобретение далее описывается в целях иллюстрации, а не ограничения. Кроме примеров или в случае, когда указано иное, все числа в описании, выражающие количества, проценты и так далее, как понимается, во всех случаях модифицируются посредством термина «около».
Настоящее изобретение обеспечивает способ производства полиуретановой лопасти ветровой турбины, включающий формирование пресс-формы для лопасти ветровой турбины на месте нахождения ветровой электростанции или вблизи него, введение изоцианата и реакционноспособного по отношению к изоцианату компонента автоматизированным механизмом реактивного литья под давлением ("RIM") в пресс-форму, закрытие, сжатие и нагревание пресс-формы, чтобы отвердить полученный полиуретан, и установку полиуретановой лопасти на ветровой турбине. Предпочтительно полиуретановый материал может быть отвержден с использованием излучения, такого как УФ лучи.
Настоящее изобретение, кроме того, обеспечивает способ производства полиуретановой лопасти ветровой турбины, включающий формирование пресс-формы лопасти ветровой турбины на месте нахождения ветровой электростанции или вблизи него, введение изоцианата, реакционноспособного по отношению к изоцианату компонента и длинных волокон автоматизированным механизмом введения длинных волокон ("LFI"), закрытие, сжатие и нагревание пресс-формы, чтобы отвердить полученный полиуретан, и установку полиуретановой лопасти на ветровую турбину. Предпочтительно полиуретан отверждают с использованием излучения.
Пресс-форма лопасти ветровой турбины может быть сформирована на месте нахождения ветровой электростанции или вблизи него с помощью крупномасштабного быстрого прототипирования, вспомогательного автоматизированного производства или путем изготовления позитивного изображения лопасти ветровой турбины крупномасштабным быстрым прототипированием, формированием негативного изображения и литьем или отливкой под давлением композита высокой прочности. Композит высокой прочности может включать по меньшей мере одно из металла, цемента и полимера.
Способами по настоящему изобретению можно производить лопасть ветровой турбины либо автоматизированным процессом реактивного литья под давлением ("RIM"), автоматизированным процессом введения длинных волокон ("LFI").
Производство литых полиуретанов формованных изделий посредством методики RIM известно и описано, например, в патенте США номер 4218543, содержание которого включено посредством ссылки. Процесс RIM включает методику наполнения пресс-формы, при которой высокореакционноспособные жидкие исходные компоненты вводятся в пресс-форму в течение очень короткого времени посредством дозирующего устройства высокой мощности с высоким давлением после того, как их смешивают в так называемых "смешивающих головках с позитивным контролем". В процессе RIM два отдельных потока тесно смешиваются и затем вводятся в подходящую пресс-форму, хотя возможно использовать более двух потоков. Первый поток содержит полиизоцианатный компонент, в то время как второй поток содержит реакционноспособные по отношению к изоцианату компоненты и любую другую добавку, которая должна быть включена. Процесс RIM также подробно описывается в патентах США №5750583, 5973099, 5668239 и 5470523, полное содержание которых включено посредством ссылки.
В процессе LFI открытую пресс-форму наполняют из смешивающей головки, в которой объединяют разрезанные стекловолокна из ровницы и реакционные полиуретановые смеси. Объем и длина стекловолокон могут быть урегулированы в смешивающей головке. Этот способ использует более дешевую ровницу стекловолокна, а не маты или предварительные заготовки. Стеклянную ровницу, предпочтительно, подают в смешивающую головку, оборудованную измельчителем стекла. Смешивающая головка одновременно распределяет реакционную полиуретановую смесь и разрезает стеклянную ровницу, так как смешивающая головка устанавливается над пресс-формой, и содержимое смешивающей головки высвобождается в открытую пресс-форму. Когда содержимое смешивающей головки было высвобождено в пресс-форму, пресс-форму закрывают, реакционной смеси позволяют отвердиться, и композитное изделие удаляют из пресс-формы. Пресс-форму предпочтительно поддерживают при температуре от около 120 до 190°F. Время, необходимое для высвобождения содержимого смешивающей головки в пресс-форму, обычно составляет от 10 до 60 секунд. Пресс-форма предпочтительно остается закрытой на время от около 1,5 до около 6 минут, чтобы позволять стекловолокну упрочнять слой при отверждении.
Введение длинных волокон описывается в опубликованных заявках на патент США номер 2005/0170189, 2007/0098997, 2007/0160793, 2008/0058468, полное содержание которых включено в настоящий документ посредством ссылки.
Термореактивные пластмассы и/или термопластичные материалы, из которых может быть изготовлено изделие, могут, возможно, быть упрочнены материалом, выбранным из непрерывных стеклянных нитей, непрерывных стеклянных матов, углеродных волокон, углеродных матов, борных волокон, углеродных нанотрубок, металлических хлопьев, полиамидных волокон (например, полиамидных волокон KEVLAR) и их смесей. Упрочняющие материалы и, в частности, стекловолокна могут быть пропитаны клеем на поверхностях, чтобы улучшать смешиваемость и/или адгезию к пластмассам, в которые они включены, как известно специалистам. Стекловолокна представляют собой предпочтительный упрочняющий материал согласно настоящему изобретению. В случае применения упрочняющий материал, например стекловолокна, предпочтительно присутствует в термореактивных пластмассах и/или термопластичных материалах изделия в упрочняющем количестве, например в количестве от 5 мас.% до 75 мас.% относительно общей массы изделия. Длинные волокна, используемые в настоящем изобретении, имеют длину предпочтительно более 3 мм, более предпочтительно более 10 мм и наиболее предпочтительно от 12 мм до 75 мм.
Длинные волокна предпочтительно составляют от 5 до 75 мас.%, более предпочтительно от 10 до 60 мас.% и наиболее предпочтительно от 20 до 50 мас.% от упрочненного длинными волокнами полиуретана. Длинные волокна могут присутствовать в упрочненных длинными волокнами полиуретанах по настоящему изобретению в количестве, находящемся в интервале между любой комбинацией этих величин, включая указанные величины.
Как известно специалистам, полиуретаны представляют собой продукты реакции полиизоцианатов с реакционноспособными по отношению к изоцианатам соединениями возможно в присутствии вспенивающих веществ, катализаторов, вспомогательных веществ и добавок.
Изоцианаты, подходящие в качестве изоцианатов для полиуретанов, упрочненных длинными волокнами, по настоящему изобретению, включают немодифицированные изоцианаты, модифицированные полиизоцианаты и форполимеры изоцианатов. Такие органические полиизоцианаты включают алифатические, циклоалифатические, аралифатические, ароматические и гетероциклические полиизоцианаты вида, описанного, например, W. Siefken в Justus Liebigs Annalen der Chemie, 562, страницы с 75 до 136. Примеры таких изоцианатов включают те, которые представлены формулой
Q(NCO)n,
в которой n представляет собой число от 2 до 5, предпочтительно 2-3, a Q представляет собой алифатическую углеводородную группу, содержащую 2-18, предпочтительно 6-10 атомов углерода; циклоалифатическую углеводородную группу, содержащую 4-15, предпочтительно 5-10 атомов углерода; аралифатическую углеводородную группу, содержащую 8-15, предпочтительно 8-13 атомов углерода; или ароматическую углеводородную группу, содержащую 6-15, предпочтительно 6-13 атомов углерода.
Примеры подходящих изоцианатов включают этилендиизоцианат; 1,4-тетраметилендиизоцианат; 1,6-циклогександиизоцианат; 1,12-додекандиизоцианат; циклобутан-1,3-диизоцианат, циклогексан-1,3- и -1,4-диизоцианат и смеси этих изомеров; 1-изоцианато-3,3,5-триметил-5-изоцианатометилциклогексан (изофорондиизоцианат; например, выкладное описание изобретения немецкой заявки на патент 1202785 и патент США номер 3401190); 2,4- и 2,6-гексагидротолуолдиизоцианат и смеси этих изомеров; дициклогексилметан-4,4'-диизоцианат (гидрированный MDI или HMDI); 1,3- и 1,4-фенилендиизоцианат; 2,4- и 2,6-толуолдиизоцианат и смеси этих изомеров (TDI); дифенилметан-2,4'- и/или -4,4'-диизоцианат (MDI); нафтилен-1,5-диизоцианат; трифенилметан-4,4',4''-триизоцианат; полифенил-полиметилен-полиизоцианаты типа, который может быть получен конденсацией анилина с формальдегидом, с последующим фосгенированием (неочищенный MDI), которые описаны, например, в заявках GB 878430 и 848671; норборнандиизоцианаты, такие как описанные в патенте США номер 3492330; м- и п-изоцианатофенилсульфонилизоцианаты типа, описанного в патенте США номер 3454606; перхлорированные арилполиизоцианаты типа, описанного, например, в патенте США номер 3227138; модифицированные полиизоцианаты, содержащие карбодиимидные группы, типа, описанного в патенте США номер 3152162; модифицированные полиизоцианаты, содержащие уретановые группы, типа, описанного, например, в патентах США номера 3394164 и 3644457; модифицированные полиизоцианаты, содержащие аллофанатные группы, типа, описанного, например, в GB 994890, BE 761616 и NL 7102524; модифицированные полиизоцианаты, содержащие изоциануратные группы, типа, описанного, например, в патенте США номер 3002973, описаниях немецких заявок на патент 1022789, 1222067 и 1027394, и выкладных описаниях изобретения немецких заявок на патент 1919034 и 2004048; модифицированные полиизоцианаты, содержащие группы мочевины, типа, описанного в описании немецкой заявки на патент 1230778; полиизоцианаты, содержащие биуретные группы, типа, описанного, например, в описании немецкой заявки на патент 1101394, патентах США номера 3124605 и 3201372 и в GB 889050; полиизоцианаты, полученные реакциями теломеризации, типа, описанного, например, в патенте США номер 3654106; полиизоцианаты, содержащие сложноэфирные группы, типа, описанного, например, в GB 965474 и GB 1072956, в патенте США номер 3567763 и в описании немецкой заявки на патент 1231688; продукты реакции указанных выше изоцианатов с ацеталями, как описано в описании немецкой заявки на патент 1072385; и полиизоцианаты, содержащие группы полимерных жирных кислот, типа, описанного в патенте США номер 3455883. Также возможно использование содержащих изоцианаты кубовых остатков, накапливающихся при производстве изоцианатов в промышленном масштабе, возможно в растворе в одном или нескольких из полиизоцианатов, указанных выше. Специалисты признают, что также возможно использовать смеси полиизоцианатов, описанных выше.
Форполимеры с концевыми изоцианатными группами также могут быть использованы при получении полиуретанов настоящего композита. Форполимеры могут быть получены путем взаимодействия избытка органического полиизоцианата или его смесей с незначительным количеством активного содержащего водород соединения, как определено известным испытанием Церевитинова, как описано Kohler в Journal of American Chemical Society, 49, 3181 (1927). Эти соединения и способы их получения известны специалистам. Использование любого конкретного соединения с активным водородом не критично; любое такое соединение может быть использовано при осуществлении на практике настоящего изобретения.
Хотя может быть использовано любое реакционноспособное по отношению к изоцианату соединение, чтобы получить полиуретаны, в качестве реакционноспособных по отношению к изоцианату компонентов предпочтительными являются простые полиэфирполиолы. Подходящие способы получения простых полиэфирполиолов известны и описаны, например, в ЕР-А 283148, патентах США номер 3278457; 3427256; 3829505; 4472560; 3278458; 3427334; 3941849; 4721818; 3278459;3427335 и 4355188.
Могут быть использованы подходящие простые полиэфирполиолы, такие как те, которые получены полимеризацией многоатомных спиртов и алкиленоксида. Примеры таких спиртов включают этиленгликоль, пропиленгликоль, триметиленгликоль, 1,2-бутандиол, 1,3-бутандиол, 1,4-бутандиол, 1,2-пентандиол, 1,4-пентандиол, 1,5-пентандиол, 1,6-гександиол, 1,7-гептандиол, глицерин, 1,1,1-триметилол пропан, 1,1,1-триметилолэтан или 1,2,6-гексантриол. Может быть использован любой подходящий алкиленоксид, такой как этиленоксид, пропиленоксид, бутиленоксид, амиленоксид и смеси этих оксидов. Полиоксиалкиленовые простые полиэфиры полиолов могут быть получены из других исходных материалов, таких как тетрагидрофуран и смеси алкиленоксидов с тетрагидрофураном, эпигалогидринов, таких как эпихлоргидрин, а также аралкиленоксидов, таких как оксид стирола. Полиоксиалкиленовые простые полиэфиры полиолов могут иметь либо первичные, либо вторичные гидроксильные группы. К простым полиэфирполиолам относятся полиоксиэтиленгликоль, полиоксипропиленгликоль, полиоксибутиленгликоль, политетраметиленгликоль, блок-сополимеры, например комбинации полиоксипропилен- и полиоксиэтиленгликолей, поли-1,2-оксибутилен- и полиоксиэтиленгликолей и сополимерные гликоли, полученные из смесей или последовательным присоединением двух или нескольких алкиленоксидов. Полиоксиалкиленовые простые полиэфиры полиолов могут быть получены любым известным способом.
Вспенивающие средства, которые могут быть включены, представляют собой соединения с химической или физической активностью, которые, как известно, позволяют получить вспененные продукты. Вода представляет собой особенно предпочтительный пример химического вспенивающего средства. Примеры физических вспенивающих средств включают инертные (цикло)алифатические углеводороды, имеющие от 4 до 8 атомов углерода, которые испаряются в условиях формирования полиуретана. Количество используемых вспенивающих средств определяется желательной плотностью пен.
В качестве катализаторов формирования полиуретана возможно использовать те соединения, которые ускоряют реакцию изоцианата с реакционноспособным по отношению к изоцианату компонентом. Подходящие катализаторы для использования в настоящем изобретении включают третичные амины и/или металлорганические соединения. Примеры соединений включают следующие: триэтилендиамин, аминоалкил- и/или аминофенилимидазолы, например 4-хлор-2,5-диметил-1 -(N-метиламиноэтил)имидазол, 2-аминопропил-4,5-диметокси-1-метил имидазол, 1-аминопропил-2,4,5-трибутил имидазол, 1 -аминоэтил-4-гексилимидазол, 1-аминобутил-2,5-диметилимидазол, 1-(3-аминопропил)-2-этил-4-метилимидазол, 1-(3-аминопропил)имидазол и/или 1-(3-аминопропил)-2-метилимидазол, соли олова (II) органических карбоновых кислот, примеры представляют собой диацетат олова (II), диоктоат олова (II), диэтилгексаноат олова (II) и дилаурат олова(II), и соли диалкилолова (IV) органических карбоновых кислот, примеры представляют собой диацетат дибутилолова, дилаурат дибутилолова, малеат дибутилолова и диацетат диоктилолова.
Реакция формирования полиуретана может происходить, если желательно, в присутствии вспомогательных веществ и/или добавок, таких как регуляторы пор, смазка для форм, пигменты, поверхностно-активные соединения и/или стабилизаторы, чтобы противостоять окислительному, термическому или микробному разложению или старению.
Смеси диизоцианата и полиола могут при необходимости подвергаться отверждению под действием УФ лучей и могут быть составлены из УФ отверждаемых компонентов, содержащих моно-, ди-, или полифункциональные этиленненасыщенные группы или многофункциональные эпоксидные группы. УФ отверждаемые компоненты могут быть в жидкой или твердой формах. Примеры этиленненасыщенных соединений включают мономеры производных стирола, простого винилового эфира, сложного винилового эфира, простого аллилового эфира, сложного аллилового эфира, N-винилкапролактама, N-винилкапролактона, акрилата или метакрилата. Примеры таких соединений могут также включать олигомеры эпоксиакрилатов, уретанакрилатов, сложных ненасыщенных полиэфиров, сложных полиэфиракрилатов, простых полиэфиракрилатов, винилакрилатов и полиен/тиольные системы. Наиболее используемые УФ отверждаемые компоненты содержат ненасыщенные акрилатные группы. Структуры основной цепи акрилатных соединений включают алифатические, циклоалифатические, ароматические, алкоксилированные, полиолы, сложный полиэфир, простой полиэфир силикон и полиуретан. УФ отверждаемые этиленненасыщенные компоненты могут подвергаться полимеризации посредством свободно-радикальной полимеризации, инициированной фотоинициатором при выдержке на источнике излучения, например УФ излучения. Этиленненасыщенные группы расходуются в ходе процесса полимеризации, и степень конверсии ненасыщенных групп является мерой степени отверждения. Многофункциональные эпоксидные соединения могут подвергаться полимеризации посредством катионной полимеризации, инициированной фотогенерированными активными частицами при выдержке на источнике облучения, например УФ облучения. Однако катионное УФ отверждение не ограничивается эпоксидами. Отверждаемые облучением компоненты предпочтительно имеют средневесовую молекулярную массу в интервале от 100 до 10000 и более предпочтительно в интервале от 400 до 4000. Степень ненасыщенности или содержание эпоксигрупп лежат в интервале от 2 до 30 мас.%. В зависимости от конкретного применения и конечных свойств отвержденного образца массовое отношение УФ отверждаемых компонентов к нереакционноспособным полимерным связующим может предпочтительно находиться в интервале от 0,1 до 100 процентов.
Один вариант выполнения настоящего изобретения включает фотоинициатор и/или соинициатор, который выбран из тех, которые обычно используют в целях отверждения излучением. Подходящие фотоинициаторы, которые могут быть использованы в настоящем изобретении, представляют собой непосредственно расщепляемые (Норриша типа I или II) фотоинициаторы, включающие бензоин и его производные, бензилкетали и их производные, ацето-фенон и его производные, фотоинициаторы отщепления водорода, включающие бензофенон и его алкилированные или галогенированные производные, антрахинон и его производные, тиоксантон и его производные, и кетоны Михлера. Примеры подходящих фотоинициаторов представляют собой бензофенон, хлорбензофенон, 4-бензоил-4'-метилдифенилсульфид, акрилированный бензофенон, 4-фенилбензофенон, 2-хлортиоксантон, изопропилтиок-сантон, 2,4-диметилтиоксантон, 2,4-дихлортиоксантон, 3,3'-метил-4-метоксибензофенон, 2,4-диэтилтиоксантон, 2,2-диэтоксиацетофенон, α,α-дихлорацето-п-феноксифенон, 1-гидроксициклогексилацетофенон, α,α-диметил,α-гидроксиацетофенон, бензоин, простые эфиры бензоина, бензилкетали, 4,4'-диметиламинобензофенон, 1-фенил-1,2-пропандион-2(O-этоксикарбонил)оксим, оксид ацилфосфина, 9,10-фенантренхинин и тому подобное. Может быть выгодным использовать фотосенсибилизаторы в комбинации с образующим радикалы инициатором, где сенсибилизатор поглощает энергию света и передает ее инициатору. Примеры фотосенсибилизаторов включают производные тиоксантона и третичные амины, такие как триэтаноламин, метилдиэтаноламин, этил-4-диметиламинобензоат, 2(н-бутокси)этил-4-диметиламинобензоат, 2-этилгексил-п-диметил-аминобензоат, амил-п-диметил-аминобензоат и три-изопропаноламин. Фотоинициированная катионная полимеризация использует соли сложных органических молекул, чтобы инициировать катионную цепную полимеризацию в олигомерах или мономерах, содержащих эпоксиды. Катионные фотоинициаторы включают, но без ограничения к этому, соли диарилиодония и триарилсульфония с ненуклеофильными сложными анионами галогенидов металлов. Примеры катионных фотоинициаторов представляют собой соли арилдиазония общей формулы 


При необходимости пигменты могут быть диспергированы в нерастворимом в воде полимере и обеспечивать сильный постоянный цвет. Примеры таких пигментов представляют собой органические пигменты, такие как фталоцианины, литоли и тому подобное, и неорганические пигменты, такие как ТiO2, сажа и тому подобное. Примеры фталоцианиновых пигментов представляют собой фталоцианин меди, моно- монохлорфталоцианин меди и гексадекахлорфталоцианин меди. Другие органические пигменты, подходящие для использования согласно настоящему изобретению, включают антрахиноновые кубовые пигменты, такие как кубовый желтый 6GLCL1127, хинонон желтый 18-1, индантрон CL1106, пирантрон CL1096, бромированные пирантроны, такие как дибромпирантрон, кубовый ярко-оранжевый RK, антрамид коричневый CL1151, дибензантрон зеленый CL1101, флавантрон желтый CL1118; азопигменты, такие как толуидин красный С169 и ганза желтая; и металлизированные пигменты, такие как азо желтый и перманентный красный. Сажа может быть любого из известных типов, такой как канальная сажа, печная сажа, ацетиленовая сажа, термическая сажа, ламповая сажа и анилиновая сажа. Пигменты предпочтительно используют в количестве, достаточном, чтобы обеспечивать содержание его от 1% до 40 мас.% от массы изделия и более предпочтительно в интервале от 4% до 20 мас.%.
Термопластичный материал для производства изготавливаемых выдувным формованием жестких полых изделий может быть выбран независимо. В варианте выполнения настоящего изобретения термопластичный материал изготавливаемого выдувным формованием жесткого полого изделия выбирают из по меньшей мере одного из термопластичных полиолефинов (например, термопластичного поливинилхлорида), термопластичного поливинилхлорина, термопластичных полиуретанов, термопластичных полимочевин, термопластичных полиамидов, термопластичных сложных полиэфиров и термопластичных поликарбонатов. Термопластичные полиолефины, из которых могут быть изготовлены изготавливаемые выдувным формованием жесткие полые изделия, включают, например, термопластичный полиэтилен, термопластичный полипропилен, термопластичные сополимеры этилена и пропилена и термопластичный полибутилен. В одном варианте выполнения настоящего изобретения изготавливаемое выдувным формованием жесткое полое изделие изготавливают из термопластичного полиамида (например, термопластичный полиамид DURETHAN), коммерчески доступный от LANXESS.
Как используется в описании настоящего изобретения, термин "термореактивная пластмасса" означает пластичные материалы, имеющие трехмерную сшитую сетку, образующуюся при формировании ковалентных связей между химически реакционноспособными группами, например активными водородными группами и свободными изоцианатными группами. Термореактивные пластмассы, из которых может быть изготовлено основание, включают известные специалистам, например, сшитые полиуретаны, сшитые полиэпоксиды и сшитые сложные полиэфиры. Среди термореактивных пластмасс предпочтительными являются полиуретаны. Изделие может быть изготовлено из сшитых полиуретанов процессом реактивного литья под давлением, известным в данной области техники. Реактивное литье под давлением обычно включает, как известно специалисту, введение в пресс-форму отдельно и предпочтительно одновременно: (1) функционального компонента с активным водородом (например, полиола и/или полиамина); и (2) компонента с изоцианатными функциональными группами (например, диизоцианата, такого как толуолдиизоциана, и/или димеров и тримеров диизоцианата, как например, толуолдиизоцианат). Заполненную пресс-форму можно, при необходимости, нагревать, чтобы гарантировать и/или ускорять полную реакцию введенных компонентов. После полной реакции введенных компонентов пресс-форму открывают и литое изделие удаляют.
Наполняющие материалы, такие как полимерные пены, жидкости и жидкие гели, могут быть введены в полые изделия в ходе или после процесса литья под давлением, чтобы обеспечить дополнительную поддержку элементу, как известно специалистам в данной области техники.
В варианте выполнения настоящего изобретения лопасти или другие большие части могут иметь целостную текстуру на по меньшей мере части своей внешней поверхности, способствуя эффективности лопасти, изменяя поверхность и последовательную аэродинамику. Целостная текстура может быть обеспечена посредством нескольких методик, включая текстурированные пленки, текстурированную пресс-форму и/или покрытия.
Целостную текстурированную пленку формируют на внешней поверхности посредством способа формования. Целостная пленка, как правило, представляет собой пластиковую пленку, например термопластичную или термореактивную пластиковую пленку, и она может быть прозрачной, слегка окрашенной или непрозрачной и текстурированной. Кроме того, целостная пленка может иметь обозначения, узоры и/или напечатанные символы. Предпочтительно целостная пленка представляет собой термопластичную пленку, например термопластичную полиуретановую или поликарбонатную пленку. Целостную пленку предпочтительно включают во внешнюю поверхность в ходе процесса литья под давлением, то есть посредством процесса формования. Например, вставку термопластичной полиуретановой пленки предпочтительно помещают в контакте с по меньшей мере частью внутренней поверхности пресс-формы. В ходе процесса литья под давлением расплавленный отливаемый материал, образующий изделие, входит в контакт и сплавляется с пленочной вставкой. После удаления изделия из пресс-формы эта часть имеет целостную текстурированную пленку, приклеенную к по меньшей мере части ее внешней поверхности.
В ином случае внешняя поверхность изделия может иметь отлитую за одно целое текстуру. Отлитая за одно целое текстура может служить для повышения эффективности лопасти, изменяя аэродинамику лопасти. Отлитая за одно целое текстура предпочтительно может быть сформирована множеством выпуклых частей и/или впадин на и/или во внутренней поверхности пресс-формы, в которой формируют лопасть. При необходимости к поверхности пресс-формы может быть добавлено покрытие в качестве средства усиления отлитой за одно целое текстуры и/или помощь в удалении изделия из пресс-формы.
Были предложены различные способы формирования трехмерных предметов осаждением слоев материала на подложку. Процесс производства наслаиванием также известен как изготовление твердой произвольной формы (SFF) или быстрое прототипирование (RP). Различные материалы и сочетания материалов могут быть обработаны согласно этому способу, включая такие материалы, как пластмассы, воски, металлы, керамики, цементы и тому подобное. В общем, методики RP строят трехмерные предметы слой за слоем, от сооружения среды с использованием данных, представляющих последовательные поперечные сечения предмета, подлежащего формированию. Системы компьютерного полуавтоматического дизайна и компьютерного полуавтоматического производства, часто упоминаемые как системы CAD/CAM, обычно обеспечивают представление предмета для RP системы. Три первичных способа быстрого прототипирования и производства (RP&M) включают стереолитографию, лазерное спекание и чернильную струйную печать изображений твердого тела.
Лазерное спекание строит изображения твердого тела из тонких слоев из расплавляемых теплом порошков, включая керамику, полимеры и металлы с полимерным покрытием, которым придают достаточную энергию, чтобы отверждать слои. Чернильная струйная печать строит изображения твердых тел из порошков, которые отверждаются при объединении со связующим. Стереолитография, к которой прежде всего относится настоящее изобретение, строит изображения твердого тела из тонких слоев полимеризуемой жидкости, обычно упоминаемой как смола.
Дополнительные методики автоматизированного изготовления описаны Khoshevis в патентах США №5529471, 5656230, 6589471, 7153454 и 7452196 и в опубликованных заявках на патент США №2005/0196482, 2007/0138678, 2007/0138687 и 2007/0181519, содержание которых включено в настоящий документ посредством ссылки.
Хотя настоящее изобретение описано выше в контексте производства лопастей ветровой турбины, авторы изобретения предполагают, что эти способы могли бы быть использованы при производстве множества других больших предметов, включая башни ветровой турбины, автомобильные структурные панели, панели для сельскохозяйственных собирающих урожай машин (то есть комбайнов), сложные конструкции для воздушных лайнеров, панели, используемые в строительстве и конструировании (например, небольших помещений) и большие мусорные баки.
Примеры
Настоящее изобретение далее проиллюстрировано следующими примерами, но без ограничения.
Фиг.1 показывает использование автоматизированной системы, чтобы производить бетонные пресс-формы для производства очень больших частей, подобных, например, лопастям ветровой турбины. Такие значительные пресс-формы обеспечивают необходимую стабильность и жесткие структуры, очень важные для успешного копирования этих гигантских частей. Кроме того, эти пресс-формы могут быть произведены удобным образом на месте нахождения производства ветровой турбины или вблизи него и относительно недороги.
Как видно на Фиг.1, процесс формирования пресс-формы включает использование трубы, подающей материал 10, оснащенной фильерой экструдера 12, чтобы доставлять бетон контролируемым способом для производства пресс-формы слой за слоем. Комбинация трубы экструдера и фильеры управляется компьютером. Чтобы разработать необходимую компьютерную модель, разработана пресс-форма с использованием программного обеспечения CAD (компьютерного полуавтоматического дизайна). Затем расчетные данные переносят и используют, чтобы программировать компьютер САМ (компьютерного полуавтоматического производства). Компьютер САМ (не показан) управляет комбинацией трубы, подающей материал 10, и фильеры экструдера 12, чтобы формировать пресс-форму слой за слоем, как показано. Когда слои 16, 18, 20 и 22 уложены внизу, гладилка 14, которая объединена с трубой подачи 10 и также управляется компьютером, выравнивает верх и стороны экструдируемого бетона. Нагревательные элементы устанавливаются в ходе процесса конструирования пресс-формы, и готовую пресс-форму оборудуют плотно подогнанной крышкой, которая также подвергалась нагреванию.
Фиг.2 показывает основу башни ветровой турбины на стадии конструирования с применением автоматизированной системы, описанной в отношении Фиг.1. Стержневая арматура может применяться по мере необходимости в ходе фазы конструирования, чтобы обеспечивать дополнительную структурную прочность.
Как показано на Фиг.3, открытую пресс-форму 30 наполняют из головки смешения 32 (например, от Krauss-Maffei). В головке смешения 32 стекловолоконные нити необходимой длины отрезают от стеклянной ровницы 34 и одновременно объединяют отдельные компоненты полиуретана, закачиваемые из резервуаров хранения изоцианата 36 и полиола 38. Головка смешения 32 одновременно распределяет реакционную полиуретановую смесь и разрезанную стеклянную ровницу, так как головка смешения 32 непрерывно проходит над открытой пресс-формой 30. Распределение реакционной полиуретановой смеси и стекловолокон по всей поверхности пресс-формы 30 контролируется роботом 40, присоединенным к компьютеризированной платформе 42. Как показано, платформа 42 установлена на дорожках, позволяющих роботу 40 передвигаться свободно и, следовательно, полностью покрывать полость пресс-формы 44. Полость 44 заполняют и затем закрывают крышку пресс-формы 46. Пресс-форма 30 остается закрытой на период от около 1,5 до около 6 минут для обеспечения отверждения слоя, упрочненного стекловолокном, при температуре от около 120 до 190°F. Используют агент, снимающий напряжение при литье, чтобы гарантировать приемлемое извлечение из формы композитного изделия. Время, необходимое для высвобождения содержимого головки смешения 32 в пресс-форму 30, составляет около 60 секунд.
Предшествующий пример настоящего изобретения приводится в целях иллюстрации, но не ограничения. Специалистам будет очевидно, что варианты выполнения, описанные в настоящей заявке, могут быть модифицированы или изменены различными способами без отклонения от сущности и объема настоящего изобретения. Объем изобретения определяется приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕПРЕГИ И ПОЛУЧАЕМЫЕ ИЗ НИХ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2010 |
|
RU2540078C2 |
| СПОСОБ ТРЕХМЕРНОГО НАНЕСЕНИЯ ДЛЯ СОЗДАНИЯ СЛОЕВ ПОЛИМЕРНОГО МАТЕРИАЛА НА ОБЪЕКТЕ | 2017 |
|
RU2702562C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЙ СУБСТРАТ | 2008 |
|
RU2515951C2 |
| МИКРОЯЧЕИСТЫЙ ИЛИ НЕЯЧЕИСТЫЙ СВЕТОУСТОЙЧИВЫЙ ПОЛИУРЕТАНОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2003 |
|
RU2315780C2 |
| УСТОЙЧИВЫЕ ПРИ ХРАНЕНИИ ПОЛИУРЕТАНОВЫЕ ПРЕПРЕГИ И ПОЛУЧЕННЫЕ ИЗ НИХ ВОЛОКНИСТЫЕ КОМПОЗИЦИОННЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ | 2013 |
|
RU2616696C2 |
| СШИВАЕМЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2007 |
|
RU2436808C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИЗОЦИАНУРАТНОГО ПОЛИУРЕТАНОВОГО МАТЕРИАЛА | 2006 |
|
RU2415877C2 |
| СШИВАЕМЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2011 |
|
RU2545457C2 |
| ПОЛИУРЕТАНОВЫЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ С ПРЕВОСХОДНОЙ ГИБКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2016 |
|
RU2702351C2 |
| ТВЕРДЫЕ ПОЛИУРЕТАНОВЫЕ ЭЛАСТОМЕРЫ, ОБЛАДАЮЩИЕ ПОНИЖЕННОЙ УСАДОЧНОСТЬЮ РАЗМЕРОВ | 2006 |
|
RU2412212C2 |
Изобретение обеспечивает способ получения полиуретановых лопастей ветровой турбины и других объектов большого размера. Согласно способу формируют пресс-форму для полиуретановой лопасти ветровой турбины на месте нахождения ветровой электростанции. Вводят изоцианат и реакционноспособный по отношению к изоцианату компонент автоматизированным механизмом реактивного литья под давлением ("RIM") в пресс-форму. Пресс-форму закрывают, сжимают и нагревают для отверждения полученного полиуретана. Устанавливают полиуретановую лопасть на ветровой турбине. Изобретение обеспечивает повышение производительности изготовления лопастей для ветровых турбин. 2 н. и 10 з.п. ф-лы, 3 ил.
1. Способ получения полиуретановой лопасти ветровой турбины, содержащий:
формирование пресс-формы для лопасти ветровой турбины на месте нахождения ветровой электростанции или вблизи него;
введение изоцианата и реакционноспособного по отношению к изоцианату компонента автоматизированным механизмом реактивного литья под давлением ("RIM") в пресс-форму;
закрытие, сжатие и нагревание пресс-формы с отверждением полученного полиуретана; и
установку лопасти на ветровой турбине.
2. Способ по п.1, где полиуретан отверждают посредством применения излучения.
3. Способ по п.1, где формирование осуществляют посредством крупномасштабного быстрого прототипирования.
4. Способ по п.1, где формирование осуществляют посредством вспомогательного автоматизированного производства.
5. Способ по п.1, где формирование содержит изготовление позитивного изображения лопасти ветровой турбины крупномасштабным быстрым прототипированием, формирование негативного изображения и литье или отливку под давлением композита высокой прочности.
6. Способ по п.5, где композит высокой прочности содержит по меньшей мере одно из металла, цемента и полимера.
7. Способ получения полиуретановой лопасти ветровой турбины, содержащий:
формирование пресс-формы для лопасти ветровой турбины на месте нахождения ветровой электростанции или вблизи него;
введение изоцианата, реакционноспособного по отношению к изоцианату компонента и длинных волокон автоматизированным механизмом введения длинных волокон ("LFI");
закрытие, сжатие и нагревание пресс-формы с отверждением полученного полиуретана; и
установку полиуретановой лопасти на ветровую турбину.
8. Способ по п.7, где полиуретан отверждают посредством применения излучения.
9. Способ по п.7, где формирование осуществляют посредством крупномасштабного быстрого прототипирования.
10. Способ по п.7, где формирование осуществляют посредством вспомогательного автоматизированного производства.
11. Способ по п.7, где формирование содержит изготовление позитивного изображения лопасти ветровой турбины крупномасштабным быстрым прототипированием, формирование негативного изображения и литье или отливку под давлением композита высокой прочности.
12. Способ по п.11, где композит высокой прочности содержит по меньшей мере одно из металла, цемента и полимера.
| ВЕТРОВАЯ ТУРБИНА | 2001 |
|
RU2279567C2 |
| Ветряная турбина | 1947 |
|
SU79750A1 |
| WO 2004076852 A2, 10.09.2004 | |||
| US 2004111885 A1, 17.06.2004 | |||

