Группа изобретений предназначена для подготовки поверхности и нанесения символов печатной краской на изделия из пластмасс, преимущественно полиолефинов, например полиэтилена, полипропилена, а также последующей обработки маркировки и выведения детали из области маркирования.
Известен способ маркировки конденсаторов, преимущественно опрессованных полипропиленом, включающий подготовку поверхности для маркировки обработкой в трихлорэтилене при 50-60°C в течение 3-х мин, нанесение маркировочной краски и сушку ее (см., например, описание к авт. свидетельству SU 813520, МПК H01G 1/04, опубликовано 15.03.81 г.). Такой способ требует большого времени на подготовку поверхности и применения вредных химических веществ.
Наиболее близким по технической сущности способом, принятым за прототип, является способ маркировки запечатанных смолой полупроводниковых устройств (Marking method for resin-sealed semiconductor device), включающий в себя обработку поверхности струей кипящего растворителя и опаливанием пламенем водородной газовой горелки в течение 0,2-1,0 секунд, нанесение маркировочной краски и сушку ее с помощью ультрафиолетового излучателя (см. патент JP63153843, МПК В29С 59/08; H01L 23/00, приоритет от 1986-12-17, опубликовано 1988-06-27). Недостатком такого способа является отсутствие синхронизации работы маркирующего устройства с движением деталей и, как следствие, смещение маркировки изделий, что снижает точность нанесения маркировки и ее качество. Это не позволяет использовать такой способ для поточной маркировки штрихкода.
Задачей заявляемого способа является повышение точности нанесения маркировки при поточном маркировании и обеспечение возможности нанесения на поверхность пластиковых деталей, преимущественно изготовленных из полиолефинов, качественного (легко считываемого) штрихкода.
Для решения поставленной задачи в известном способе маркирования пластиковых деталей, преимущественно изготовленных из полиолефинов, включающем последовательно во время перемещения деталей по конвейеру обработку поверхности детали в месте нанесения маркировки пламенем газовой горелки в течение 0,2-1,0 секунд, нанесение маркировочной краски и сушку ее, производят синхронизацию перемещения деталей и работы маркирующего устройства, а сушку маркировочной краски производят на воздухе во время движения детали по конвейеру от места нанесения маркировки до приемного устройства.
Известно устройство для маркирования изделий, деталей и заготовок (листов, плит, труб, слитков), которое включает в себя привод, маркировочную головку и шкаф, содержащий систему управления и систему подачи краски. В соответствии с заданной программой обеспечивается нанесение знаков маркировки в виде цифр и букв (см., например, Безруков В.И. и др. Электрокаплеструйные гибкие автоматические системы для маркирования деталей в судостроении. ЦНИИ “Румб”, 1988, с. 24).
Недостаток известного устройства состоит в том, что оно имеет сложный привод и аппаратуру для управления им. Кроме того, оно малоэффективно при использовании его для маркировки небольших поверхностей.
Наиболее близким по технической сущности, принятым за прототип, является устройство для осуществления способа маркировки запечатанных смолой полупроводниковых устройств (Marking method for resin-sealed semiconductor device), описанное в патенте № JP63153843 и содержащее конвейер с движущимися маркируемыми деталями, последовательно установленные над конвейером газовую горелку, маркирующее устройство и устройство для сушки маркировочной краски.
Недостаток такого устройства состоит в том, что оно не обеспечивает надлежащего качества маркировки штрихкодов на деталях из полиолефинов, к которым относятся наиболее распространенные полимеры: полиэтилен и полипропилен, из-за отсутствия связи между положением маркируемой детали и маркирующим устройством.
Задачей заявляемого устройства является повышение точности нанесения маркировки при поточном маркировании и обеспечение возможности нанесения на поверхность пластиковых деталей, преимущественно изготовленных из полиолефинов, качественного (легко считываемого) штрихкода.
Для решения указанной задачи предлагается в известном устройстве для маркирования деталей из пластика, содержащем последовательно расположенные у края конвейера газовую горелку для опаливания поверхности маркирования, маркирующее устройство и устройство для сушки маркировочной краски, установить перед маркирующим устройством по ходу движения деталей по конвейеру датчик синхронизации перемещения деталей и работы маркирующего устройства, а в качестве устройства для сушки маркировочной краски использовать часть конвейера от места нанесения маркировки до приемного устройства.
Известен продукт в виде пластиковой детали, выполненной из одного из следующих материалов: полиэтилен, полиэтилентерефталат, полиэтилен высокой плотности и полипропилен, получаемый после маркирования каплеструйным принтером, в котором капли печатных красок на водной основе подогреты, и нанесенная маркировка отверждена ультрафиолетовым излучением (см. описание к заявке WO 2010048119, Digital printing plastic containers with improved adhesion and recyclability - Пластиковые контейнеры с цифровой печатью, с улучшенной адгезией и перерабатываемостью, МПК B41J 29/38). Такой продукт имеет степень адгезии маркировки к поверхности детали 6-7 баллов (по методике №65440-0916 (08-235-РСТ), зарегистрированной в США), что не превышает величины, достаточной для разделения во время переработки, и свидетельствует о краткости срока, в течение которого будет читаться нанесенный штрихкод.
Задачей заявляемого технического решения является повышение адгезии маркировки к поверхности детали из пластика и повышение точности нанесения маркировки при поточном маркировании.
Для решения указанной задачи предлагается в известном продукте в виде пластиковой детали, выполненной из одного из следующих материалов: полиэтилен, полиэтилентерефталат, полиэтилен высокой плотности и полипропилен, получаемом после маркирования каплеструйным принтером, управляемым через компьютер, с последующим отверждением нанесенной маркировки, перед маркированием модифицировать поверхность в месте нанесения маркировки с помощью пламени, при этом степень адгезии печатной краски к поверхности детали превышает 7 баллов (по методике №65440-0916 (08-235-РСТ), зарегистрированной в США).
Технический результат, получаемый от использования заявляемой группы изобретений, выражается в возможности без дорогостоящих процессов модифицирования полиолефинов (подготовки поверхности к маркированию) качественного маркирования штрихкодов на изделиях из пластиков. В самом деле, менее чем секундная обработка поверхности маркирования пламенем газовой горелки обеспечивает такие адгезионные качества поверхностям деталей из полиэтилена и полипропилена, которые позволяют с отличным качеством наносить точных размеров штрихи кодирования продукции символики EAN-13, а сушка маркировки на воздухе в то время, когда деталь находится на выбеге транспортера, обеспечивает стойкость маркировки на длительное время.
Следует также отметить, что описываемый здесь эффект возникает при обработке пламенем, а, например, простое повышение температуры не позволяет достичь сравнимого эффекта. В некоторых других термических процессах в отдельных случаях, вероятно, возникают другие похожие условия, в результате которых, например при нагревании плазмой, положительный эффект также наблюдается. Однако очень хорошие результаты практически для всех обычных пластиков получают с помощью заявляемого способа и устройства, когда на маркируемые поверхности пластиковых деталей непосредственно перед нанесением маркировки воздействуют пламенем, получаемым, например, при сжигании стехиометрической смеси пропана и воздуха для горения. Действие пламенной обработки на поверхность полиолефинов объясняется воздействием на поверхность свободных радикалов, ионов, нейтральных соединений и электронов, образующихся в пламени. Хотя гидрофильность, определяющая хорошую адгезию маркировочной краски, полученная с помощью горелки, не является стабильной во времени - это недостаток, устраняемый движением детали между близкорасположенными горелкой и принтером.
На фиг. 1 показана схема расположения элементов заявляемогоустройства.
Устройство содержит конвейер 1 с маркируемыми деталями 2, установленные на станине конвейера датчик перемещения детали 3, пропановую горелку 4 и печатающую головку принтера 5, управляемую компьютером 6. У конца конвейера 1 установлено приемное устройство 7, например, в виде опорожняемого бункера.
Устройство работает следующим образом. При движении конвейера 1 маркируемая деталь 2 последовательно проходит датчик перемещения детали 3, который синхронизирует работу печатающей головки принтера 5, далее со скоростью движения конвейера 1 деталь 2 подвергается воздействию пламени пропановой горелки 4 и попадает в зону печати головки принтера 5. Работой печатающей головки 5 управляет компьютер 6 с предустановленным соответствующим программным управлением. Отмаркированная деталь 2 еще некоторое время движется на ленте конвейера 1 (время, необходимое для просушки маркировочной краски), после чего падает в приемное устройство 7.
Пример осуществления изобретения
Конвейер 1, как правило, состоит из станины, сваренной из металлопроката, мотор-редуктора, транспортерной ленты, частотного преобразователя. Изменением частоты переменного тока производят регулировку частоты вращения электродвигателя мотор-редуктора и, соответственно, скорость движения транспортерной ленты. На станине конвейера 1 при помощи кронштейнов смонтированы: энкодер 3 (датчик перемещения детали), горелка пропановая 4, печатающая головка принтера 5. Энкодер 3 передает на принтер информацию о движении детали. Это дает возможность синхронизировать скорость печати с перемещением маркируемой детали. Газовая горелка эжекторного типа, в качестве горючего используется пропан, находящийся в 50-ти литровом баллоне. Пропан подается в горелку через редуктор под давлением 0,12МПа. Регулировка длины «языка» пламени производится регулировочным винтом. Для крепления на станине конвейера используется кронштейн, позволяющий производить регулировку по высоте от 0 до 50 мм и изменять угол наклона горелки ±45 градусов. Для подготовки, по меньшей мере, части поверхности детали, изготовленной на основе полимера, может использоваться любая известная обработка пламенем. Интервалом подходящих параметров для обработки пламенем являются: содержание кислорода (%), определяемое после сгорания, - от 0,5% до 5%, предпочтительно от 0,8 до 2%, скорость конвейера - от 1 м/мин до 800 м/мин, предпочтительно от 1 м/мин до 10 м/мин, расстояние обработки - от 2 мм до 500 мм, предпочтительно от 5 мм до 100 мм. Многие газы подходят для обработки пламенем. К ним относятся, без ограничения этим перечнем, природные газы, чистые горючие газы, такие как метан, этан, пропан, водород и т.д., или смеси различных горючих газов. Горючие смеси включают также воздух, любой чистый кислород или кислородсодержащие газы.
К техническому результату - упрощению подготовки поверхности для нанесения маркировочной краски и расширению технологических возможностей за счет качественного нанесения штрихкодов - приводит наличие пламени газовой горелки, установленной непосредственно перед печатающей головкой принтера по ходу движения деталей по конвейеру, и сушка на воздухе во время движения по конвейеру от принтера до приемного устройства. Для проверки результата сравнивали истираемость штрихкодов, нанесенных после обработки пламенем горелки, и без опаливания (при не горящей горелке). Контролю считываемости штрихкодов подвергались 100% деталей перед упаковкой через 24, 48 и 72 часа после нанесения. Считывание штрихкода производилось сканером по пяти уровням по высоте штрихкода: сверху, снизу, посередине и между этими уровнями. Если код считывался по всем уровням, прочность адгезии оценивалась в «10» баллов, число уровней, по которым была возможность считать код, являлось балльной оценкой прочности. Результаты исследований показали целесообразность использования пламени горелки и достаточности сушки на воздухе для обеспечения 100% качества маркировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ маркирования | 1990 |
|
SU1733231A1 |
| ФЛУОРЕСЦЕНТНАЯ ИНФОРМАЦИОННАЯ МЕТКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2490709C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ ПЛАСТИКОВЫХ ЭТИКЕТОК | 2020 |
|
RU2777710C1 |
| Устройство для маркировки изделий | 1991 |
|
SU1794807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, В ТОМ ЧИСЛЕ ВОССТАНОВЛЕНИЯ, ФЛУОРЕСЦЕНТНОЙ МАРКИРОВКИ ПРЯМОГО НАНЕСЕНИЯ | 2014 |
|
RU2609912C2 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1997 |
|
RU2124981C1 |
| Устройство для маркирования изделий краской | 1985 |
|
SU1397117A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2104886C1 |
| Устройство для маркировки изделий | 1980 |
|
SU859202A1 |
| ЛИСТОВОЙ НОСИТЕЛЬ ДЛЯ НЕСКОЛЬКИХ ИНФОРМАЦИОННЫХ НОСИТЕЛЕЙ | 2015 |
|
RU2657413C1 |
Группа изобретений предназначена для подготовки поверхности и нанесения символов печатной краской на изделия из пластмасс, преимущественно полиолефинов, например полиэтилена, полипропилена, и последующей обработки маркировки. Техническим результатом группы изобретений является повышение точности нанесения маркировки при поточном маркировании и обеспечение качественного нанесения на поверхность пластиковых деталей, преимущественно изготовленных из полиолефинов, штрихкода без дорогостоящих процессов модифицирования полиолефинов. Способ маркирования пластиковых деталей включает последовательно во время перемещения деталей по конвейеру обработку поверхности детали в месте нанесения маркировки пламенем газовой горелки в течение 0,2-1,0 секунд, нанесение маркировочной краски и сушку ее, производят синхронизацию скорости перемещения деталей и работы маркирующего устройства, а сушку маркировочной краски производят на воздухе во время движения детали по конвейеру от места нанесения маркировки до приемного устройства. Устройство для маркирования деталей из пластика содержит последовательно расположенные у края конвейера газовую горелку для опаливания поверхности маркирования, маркирующее устройство и устройство для сушки маркировочной краски. При этом перед маркирующим устройством по ходу движения деталей установлен датчик синхронизации. Устройством для сушки маркировочной краски является часть конвейера от места нанесения маркировки до приемного устройства. В результате используемых способа и устройства получен продукт в виде пластиковой детали, выполненной из одного из следующих материалов: полиэтилен, полиэтилентерефталат, полиэтилен высокой плотности и полипропилен, который имеет степень адгезии печатной краски к поверхности детали, превышающий 7 баллов (по методике № 65440-0916 (08-235-РСТ), зарегистрированной в США). 3 н.п. ф-лы, 1 ил.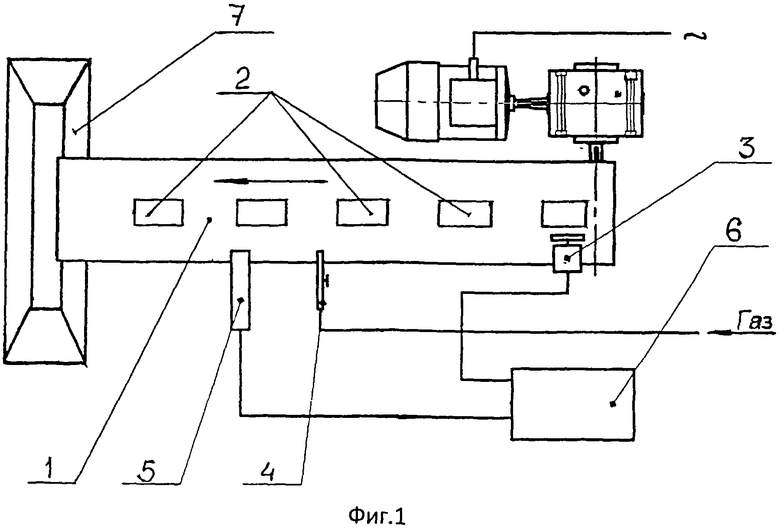
1. Способ маркирования пластиковых деталей, преимущественно изготовленных из полиолефинов, включающий последовательно производимые во время перемещения деталей по конвейеру обработку поверхности детали в месте нанесения маркировки пламенем газовой горелки в течение 0,2-1,0 секунд, нанесение маркировочной краски и сушку ее, отличающийся тем, что во время движения деталей по конвейеру производят синхронизацию перемещения деталей и работы маркирующего устройства, а сушку маркировочной краски производят на воздухе во время движения детали по конвейеру от места нанесения маркировки до приемного устройства.
2. Устройство для осуществления способа по п.1, содержащее последовательно расположенные у края конвейера газовую горелку для опаливания поверхности маркирования, маркирующее устройство, устройство для сушки маркировочной краски и приемное устройство в виде бункера, отличающееся тем, что перед маркирующим устройством по ходу движения деталей по конвейеру установлен датчик синхронизации перемещения детали и работы маркирующего устройства, а в качестве устройства для сушки маркировочной краски используют часть конвейера от места нанесения маркировки до приемного устройства.
3. Продукт, получаемый способом по п.1, преимущественно в виде детали из полиолефинов с нанесенной печатной краской маркировкой на поверхности, отличающийся тем, что степень адгезии печатной краски к поверхности детали превышает 7 баллов (по методике № 65440-0916 (08-235-РСТ), зарегистрированной в США).
| JP 63153843 A,27.06.1988 | |||
| Способ дубления голья солями железа | 1926 |
|
SU5485A1 |
| Способ маркировки конденсаторов | 1979 |
|
SU813520A1 |
| О.ЩВАРЦ и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2005, с.300-304 | |||
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕАКТОРОМ ПОЛУНЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2005 |
|
RU2299094C2 |

