Изобретение относится к технологии получения высокоплотных изделий спеканием заготовок из уплотненных нанодисперсных порошков карбида вольфрама методом электроимпульсного плазменного спекания (SPS) и может быть использовано при изготовлении металлообрабатывающих инструментов, мишеней для напыления износостойких покрытий экстремально нагружаемых ответственных деталей машин, например коленчатых валов тяжелых бронированных транспортных средств, а также материалов специального назначения с эффектом динамической сверхпрочности, в результате получения в перечисленных изделиях, изготавливаемых из карбида вольфрама, высокоплотной однородной наноструктуры с труднодостижимым сочетанием высоких величин твердости и трещиностойкости.
Изготовление вышеуказанных изделий традиционным уплотнением нано-, ультра- и микродисперсных порошков карбида вольфрама и высокотемпературным спеканием заготовок из них с добавками в указанный порошок кобальта, обусловленными необходимостью повышения трещиностойкости изделий (см., например изобретение «Способ получения мелкозернистого спеченного твердого сплава» по авторскому свидетельству СССР №1748935, B22F 1/00, 3/12, 1992), характеризуется, прежде всего, значительным усложнением такой технологии (что связано, в значительной степени, со сложностью обеспечения равномерного распределения кобальта при его внесении в порошок склонного к агломерированию карбида вольфрама) и в связи с открывшимися с помощью метода, электроимпульсного плазменного спекания современными возможностями повышения твердости карбида вольфрама при сдерживании роста его зерна в спекаемой заготовке за счет высокой скорости нагрева без добавок кобальта (см., например статью на англ. яз. авторов Jinfeng Zhao, Troy Holland, Cosan Unuvar, Zuhair A. Munir «Sparking plasma sintering of nanometric tungsten carbide» - Int. Journal of Refractory Metals & Hard Materials 27 (2009) 130-139) выходит за рамки рассмотрения в настоящем описании изобретения.
Вместе с тем, кроме постоянной производственной потребности в рассматриваемой области в усовершенствовании самой технологии актуальны также и возросшие требования к набору противоречащих друг другу получаемых механических свойств: твердости и трещиностойкости усиленно нагружаемых ответственных изделий в жестких эксплуатационных условиях.
Уровень же техники в отношении одновременно достигаемых указанных свойств карбида вольфрама методом электроимпульсного плазменного спекания характеризуется высокой величиной трещиностойкости и недостаточно высокой твердостью спеченного карбида вольфрама, так при ультрамелкозернистом (размере зерна 0,5 мкм) карбиде вольфрама методом SPS была обеспечена плотность 98,9%, твердость 24,4 ГПа и трещиностойкость 9,2 МПа·м1/2 (см. описание изобретения «Tungsten carbide cutting tool materials» к патенту US №6617271, C04B 35/645, C04B 35/56, 2003).
Известные аналоги заявляемого изобретения (см., также патент CN №1609053 A, C04B 35/56, C01B 31/34, 2005 на изобретение «Sintering process of superfine pure WC without adhering phase») показывая возможность достижения с помощью метода SPS высоких механических свойств карбида вольфрама, тем не менее, не решают технологической проблемы достижения одновременного сочетания высоких твердости и трещиностойкости, а также проблемы управления их изменением с выходом на оптимальное сочетание.
Оценивая указанные аналоги (см. также статьи на англ. яз. T.S. Srivatsan, R. Woods, M. Petraroli, T.S. Sudarshan «An investigation of the influence of powder particle size on microstructure and hardness of bulk samples of tungsten carbide» - Powder Technology 122 (2002) 54-60 и Hwan-Cheol Kim, In-Jin Shon, J.E. Garay, Z.A. Munir «Consolidation and properties of binderless sub-micron tungsten carbide by field-activated sintering» - International Journal of Refractory Metals & Hard Materials 22 (2004) 257-264) как некорректные для сравнения с заявляемым изобретением в качестве прототипа в связи с особенностями содержания технического результата заявляемого способа, касающегося не столько условий достижения одной из характеристик высоких механических свойств (или твердости, или трещиностойкости) карбида вольфрама методом электроимпульсного плазменного спекания, сколько технологических возможностей регулирования сочетания твердости и трещиностойкости, заявитель выбрал форму изложения сущности предлагаемого изобретения - без прототипа.
Технический результат заявляемого изобретения - обеспечение технологических возможностей контролируемого регулирования достигаемых высоких величин твердости и трещиностойкости высокоплотных наноструктурных изделий из нанодисперсного порошка карбида вольфрама в зависимости от исходного размера его частиц, а также скорости его нагрева в условиях его прессования в вакууме методом электроимпульсного плазменного спекания с помощью одновременно используемых при изготовлении и повышающих эффективность последнего предлагаемых формулы, определяющей оптимальную температуру спекания, и правила эмпирического изменения скорости нагрева в рекомендуемом интервале их величин.
Заявляемый способ кроме того, расширяет и качественно обновляет арсенал методов производственной подготовки технологических процессов в области изготовления актуальных высокоплотных наноструктурных изделий из карбида вольфрама с высокими эксплуатационными характеристиками.
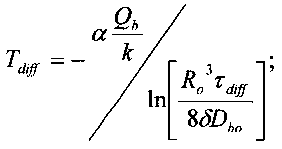
Для достижения указанного технического результата предлагаемый способ достижения сочетания высоких величин твердости и трещиностойкости высокоплотных наноструктурных изделий из карбида вольфрама, включающий использование в качестве исходного порошка карбида вольфрама, полученного с допустимыми характеристиками структуры порошка, и электроимпульсное плазменное спекание заготовок из указанного порошка в условиях его прессования в вакууме при оптимальных скорости нагрева и температуре нагрева в зависимости от сочетания требуемых высоких твердости и трещиностойкости высокоплотных изделий, характеризуется тем, что осуществляют технологический отбор исходного порошка карбида вольфрама на основе контроля уровня его дисперсности и содержания в нем монокарбида вольфрама, при условии соблюдения размера его частиц Ro≤110 нм и объемной доли частиц монокарбида вольфрама не менее ~99%, и производят спекание заготовок из такого порошка с оптимальной скоростью нагрева, которую выбирают из интервала 25-2400°C/мин с учетом увеличения ее величины в указанном интервале для повышения твердости спекаемой заготовки или уменьшения ее величины в этом же интервале для повышения трещиностойкости этой заготовки, подбирая искомую скорость нагрева под достижение задаваемого сочетания указанных свойств, при этом нагрев заготовок ведут до оптимальной температуры спекания Tdiff, величину которой уточняют в зависимости от размера частиц Ro исходного порошка карбида вольфрама с помощью следующей формулы

где α - численный коэффициент учета объемной доли монокарбида вольфрама и состава фаз, оставшихся в порошке карбида вольфрама после плазмохимического синтеза и восстановительного отжига;
Qb - энергия активации процесса зернограничной диффузии;
k - постоянная Больцмана;
δ - ширина границы зерна;
Dbo - предэкспоненциальный множитель в выражении для температурной зависимости коэффициента зернограничной диффузии;
τdiff - время нагрева.
В частных случаях выполнения предлагаемого способа в качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=60 нм и объемной долей в порошке частиц монокарбида вольфрама 99,7%, и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°С в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 2400°С/мин и получая
после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=34 ГПа и трещиностойкость K1C=4,3, МПа·м1/2 или спекание заготовки из такого же порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1550°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 25°C/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=24,2 ГПа и трещиностойкость К1С=6,7 МПа·м1/2 в обоих случаях при относительной плотности обработанной заготовки 99,5-99,7% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм.
При варьировании скорости нагрева в качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=55 нм и объемной долей частиц монокарбида вольфрама 100% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 500°C/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=28,5 ГПа и трещиностойкость K1C=5,4 МПа·м1/2 при относительной плотности получаемой заготовки 98,2% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм, а также в качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=55 нм и объемной долей частиц монокарбида вольфрама 100% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°С в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 100°С/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=27,4 ГПа и трещиностойкость K1C=6,0 МПа·м1/2 при относительной плотности получаемой заготовки 98,9% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,15 мкм.
При этом известное выражение температурной зависимости коэффициента зернограничной диффузии (см. выражение (А1) на с. 93 в монографии Чувильдеева В.Н. «Неравновесные границы зерен в металлах. Теория и приложения.» М., Физматлит, 2004) содержит предэкспоненциальный множитель Dbo, определяемый в его значении для выражения (1) при температуре плавления зерен карбида вольфрама Tm из частного выражения температурной зависимости коэффициента зернограничной диффузии:

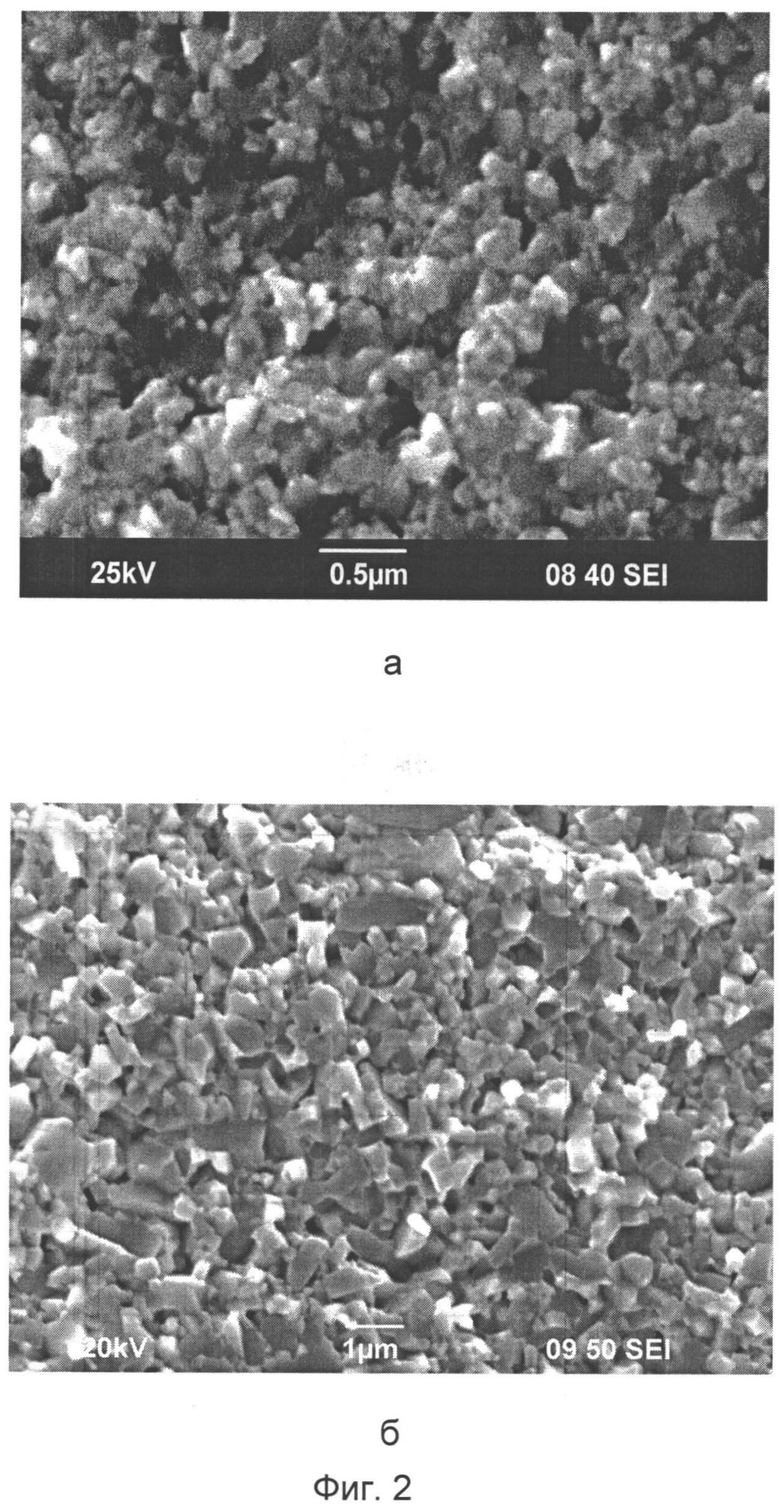
На фиг. 1 и 2 представлены, соответственно микрофотографии исходного нанопорошка карбида вольфрама с размером частиц Ro≈55 нм и долей частиц монокарбида вольфрама 99,7% (фиг. 1а) и Ro≈110 нм и долей частиц монокарбида вольфрама 100% (фиг. 1б) и микрофотографии изготовленных в соответствии с заявляемым способом образцов, в частности спрессованных и спеченных методом
SPS заготовок из исходного нанопорошка карбида вольфрама с размером частиц Ro≈55 нм при скорости нагрева 2400°C/мин до оптимальной температуры спекания Tdiff=1800°C и имеющих средний размер зерна 0,1 мкм (фиг.2а) и с размером частиц Ro≈110 нм при скорости нагрева 25°C/мин до оптимальной температуры спекания Tdiff=1550°C и имеющих средний размер зерна 0,3 мкм (фиг.2б).
Заявляемый способ осуществляют следующим образом.
В качестве исходных материалов используют нанопорошки карбида вольфрама с размером их частиц Ro≤110 нм и объемной долей частиц монокарбида вольфрама не менее ~99%.
При реализации заявляемого способа использовались нанопорошки карбида вольфрама, с размером их частиц от 50 нм до 110 нм и объемной долей частиц монокарбида вольфрама 99,71-100% (а также с объемной долей частиц монокарбида вольфрама менее 99% - для обоснования этой граничной величины заявляемого способа), полученные в процессе плазмохимического синтеза из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемой дуговым плазмотроном по технологии Института металлургии и материаловедения им. А.А. Байкова РАН, а также промышленно выпускаемый порошок монокарбида вольфрама фирмы «Stark» с размером частиц 110-115 нм (для обоснования граничной величины заявляемого способа - 110 нм) и объемной долей частиц монокарбида вольфрама до 100%.
Микрофотографии исходных нанопорошков с размером частиц Ro≈55 нм и Ro≈110 нм и объемной долей частиц монокарбида вольфрама ~97% показаны, соответственно на фиг.1а и 1б.
После отбора по указанным критериям нанопорошки карбида вольфрама подвергают электроимпульсному плазменному спеканию на установке Dr.Sinter Model-625 производства SPS SYNTEX INC. Ltd., (Япония) в условиях их прессования при давлении прессования 60-70 МПа в вакууме 4 Па при оптимальных скоростях нагрева, выбираемых из рекомендуемого интервалам их величин от 25 до 2400°C/мин с учетом получаемых на выходе сочетаний твердости и трещиностойкости при увеличении температуры нагрева до оптимальной температуры спекания Tdiff (без выдержки), определяемой по указанной выше формуле (1), в частности указанная величина составляла от 1400 до 1950°C.
Спекание при скорости нагрева до 500°C/мин включительно осуществлялось в программном режиме. Скорости большей величины обеспечивались ручной регулировкой величины тока, пропускаемого через образец. После достижения заданной температуры нагрев выключался, и остывание образца и пресс-формы происходило естественным путем. Усадка образцов отслеживалась при помощи дилатометра, входящего в комплект установки. Температура измерялась пирометром, сфокусированном на внешней стороне пресс-формы. Спекание проводилось в графитовых пресс-формах с внутренним диаметром 10 мм, внешним диаметром 30 мм и высотой 30 мм.
Средний размер зерна для образцов, спеченных при температурах от 1400 до 1800°C, составлял от 90 до 300 нм, соответственно. Для чистого карбида вольфрама (с объемной долей частиц монокарбида вольфрама 100%) при нагреве до 1700°C не обнаружено явной зависимости размера зерна от скорости нагрева. Во всех исследуемых материалах рост зерен активизировался при температурах выше 1800°C при приближении к максимальной плотности. При этом аномальный рост зерен не наблюдался. В полученном наблюдался интенсивный нормальный рост, в ходе которого сохранялось мономодальное распределение зерен по размерам, хотя колокол этого распределения довольно широк.
Материалы, полученные в настоящей работе методом SPS при высоких скоростях нагрева (более 100°C/мин), обладают исключительно высокой твердостью, демонстрируя при этом улучшенное сочетание свойств «твердость и трещиностойкость», например повышенная твердость при снижении трещиностойкости: (HV 3180 ~ 31.1 ГПа, К1С=5.2 МПа·м1/2 при 2400°C/мин). При «небольших» скоростях (значения скорости нагрева меньше 100°C/мин) наблюдается повышенная трещиностойкость образцов при меньших значениях твердости (твердость HV 2470 ~ 24.2 ГПа, K1C=6.7 МПа·м1/2, 25°C/мин);
Повышение плотности в процессе спекания оказывает существенное влияние и на износостойкость карбида вольфрама - повышение плотности спеченных образцов карбида вольфрама от 98.3% до 98.6% приводит к уменьшению диаметра пятна износа стального шарика от 670 мкм до 500 мкм и уменьшению коэффициента трения от 0.505 до 0.453. Исследование трибологических характеристик образцов проводилось на трибометре «Pin On Disk TR-20 Series» фирмы «DUCOM» (путь трения - 100 м, скорость вращения 2000 об/мин, линейная скорость 87.9 м/мин, нагрузка - 14.7 H, число оборотов - 2275 об.).
Спекание (консолидацию) образцов необходимо осуществлять при оптимальных температурах, определяемых с помощью вышеуказанной формулы, учитывающей условие температурного не превышения температуры начала роста частиц, что позволяет ограничить процесс роста зерен и сформировать высокоплотную нано- и ультрамелкозернистую структуру с высокими механическими свойствами (см. следующие примеры).
Микрофотографии спеченных методом SPS нанопорошков с размером частиц Ro≈55 нм при скорости нагрева 2400°C/мин до оптимальной температуры спекания Tdiff=1800°C и с размером частиц R0≈110 нм при скорости нагрева 25°C/мин до оптимальной температуры спекания Tdiff=1550°C показаны соответственно, на фиг.2а и фиг.2б;
Пример №1.
В качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=60 нм и объемной долей в порошке частиц монокарбида вольфрама 99,7%, и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 2400°C/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=34 ГПа и трещиностойкость K1C=4,3 МПа·м1/2 при относительной плотности обработанной заготовки 99,5-99,7% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм.
Пример №2.
В качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=60 нм и объемной долей в порошке частиц монокарбида вольфрама 99,7%, и производят спекание заготовки из такого же порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1550°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 25°C/мин и получая, после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=24,2 ГПа и трещиностойкость К1С=6,7 МПа·м1/2 при относительной плотности обработанной заготовки 99,5-99,7% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм.
Пример №3.
В качестве исходного используют порошок карбида вольфрама, полученный плазмохимичаским синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=55 нм и объемной долей частиц монокарбида вольфрама 100% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 500°C/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=28,5 ГПа и трещиностойкость К1С=5,4 МПа·м1/2 при относительной плотности получаемой заготовки 98,2% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм.
Пример 4.
В качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=55 нм и объемной долей частиц монокарбида вольфрама 100% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 100°C/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=27.4 ГПа и трещиностойкость K1C=6,0 МПа·м1/2 при относительной плотности получаемой заготовки 98.9% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,15 мкм.
Пример 5.
В качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=113 нм и объемной долей частиц монокарбида вольфрама 99,7% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1550°C в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 25°C/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=19,5 ГПа и трещиностойкость K1C=6,0 МПа·м1/2 при относительной плотности получаемой заготовки 98,0% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,3 мкм.
Уменьшение объемной доли монокарбида вольфрама сопровождалось снижением механических свойств спекаемых образцов:
А) При спекании образцов карбида вольфрама (91,7% монокарбида вольфрама, размер частиц исходного нанопорошка 55 нм) при температуре 1550°C (скорость нагрева 25°C/мин, давление 75 МПа) на выходе твердость Hv=26 ГПа, трещиностойкость К1С=5,2 МПа·м1/2, плотность ~99,1% от теоретической величины, средний размер зерна 0,1 мкм.
Б) При спекании образцов карбида вольфрама (91,7% монокарбида вольфрама, размер частиц исходного нанопорошка 55 нм), при температуре 1700°C (скорость нагрева 25°C/мин, давление 75 МПа) на выходе твердость Hv=14 ГПа, трещиностойкость К1С=3,5 МПа·м1/2, плотность ~99,2% от теоретической величины, средний размер зерна 0,1 мкм.
Аналогично влияет на выходные механические свойства укрупнение размера частиц исходного нанопорошка карбида вольфрама (с выходом указанного размера за граничную величину Ro=110 нм):
С) При спекании образцов карбида вольфрама (99,8% монокарбида вольфрама, размер частиц исходного нанопорошка 115 нм) при температуре 1700°C (скорость нагрева 25°C/мин, давление 75 МПа) на выходе твердость Hv=26 ГПа, трещиностойкость К1С=4,5 МПа·м1/2, плотность ~99,2% от теоретической величины, средний размер зерна 0,3 мкм.
Сохранение нано- и ультрамелкозернистой структуры в спекаемой заготовке необходимо для возможности осуществления ускоренного диффузионного массопереноса по границам зерен спекаемого материала. Поскольку значения коэффициента диффузии в случае диффузии по границам зерен оказываются заметно меньше, чем в случае диффузии в объеме кристаллической решетке, то это позволяет создать резерв уменьшения температуры спекания при увеличении скорости нагрева (см. приведенные примеры).
Как видно из представленных результатов, использование разработанной технологии позволяет обеспечивать регулировать получение высоких механических свойств: увеличение твердости при увеличении скорости нагрева и увеличение трещиностойкости при уменьшении скорости нагрева.
Отклонение температуры спекания от оптимальной Tdiff, определяемой по формуле (1), на 20-30°С сопровождалось 10-15%-ным изменением механических свойств: при уменьшении указанной температуры снижением трещиностойкости и при увеличении - снижением твердости.
Выход скорости нагрева за рекомендуемые рамки (25-2400°С/мин), в верхней граничной величине обоснован предельными возможностями установки, а установление скорости нагрева меньше 25°С/мин приводит к формированию крупнозернистой неоднородной хрупкой структуры спеченного образца.
Вывод формулы (1):
Характерный масштаб диффузионного массопереноса x в первом приближении пропорционален размеру частицы  .
.
Вследствие известного диффузионного соотношения:

увеличение размера зерна приводит к повышению времени τdiff и, как следствие, к уменьшению интенсивности процесса диффузионного рассасывания поры на более крупном зерне. (Здесь τdiff - характерное время протекания диффузионного процесса, которое в первом приближении может быть интерпретировано как время «залечивания» поры при температуре 
- коэффициент зернограничной диффузии,
где Dbo - предэкспоненциальный множитель;
Qb - энергия активации зернограничной диффузии;
k - постоянная Больцмана;
Tm - температура плавления зерен монокарбида вольфрама.)
Подставляя в соотношение (3) выражение для Db можно получить выражение для численной оценки оптимальной температуры спекания Tdlff:

или после умножения обеих частей на Tm выводим искомую формулу (1).
Примеры расчета оптимальных температур спекания, подтверждающие работоспособность выражения (1) для приведенных в разделе настоящего описания изобретения «Раскрытие изобретения» трех частных случаев предлагаемого способа: Пример расчета, согласующийся с первым частным случаем способа.
Подставляя в формулу (1) значения Dbo=8.3·10-4 м2/с, Qb=240 кДж/моль~9.1 kTm, Tm=3143 K, δ=2b (где b=2.91·10-10 м) и времени нагрева Tdiff=30 с (при скорости нагрева VH=2400°С/мин) получим для порошковой композиции с начальным размером частиц Ro=60 нм=6·10-8 м содержащей 99.7% монокарбида вольфрама (α=0.997) расчетное значение Tdiff=1495°С, которое хорошо соответствует экспериментальному значению оптимальной температуры спекания Tsint=1500°С (при точности измерения температуры спекания ~2%, т.е. ±30°С).
Пример расчета, согласующийся со вторым частным случаем способа.
Подставляя в формулу (1) значения Dbo=8.3·10-4 м2/с, Qb=240 кДж/моль~9.1 kTm, Tm=3143 K, δ=2b (где b=2.91·10-10 м) и времени нагрева τdiff=l45 с (при скорости нагрева VH=500°С/мин) получим для порошковой композиции с начальным размером частиц Ro=105 нм содержащей 100% монокарбида вольфрама (α=1) расчетное значение Tdiff=1840°С, которое хорошо соответствует экспериментальному значению оптимальной температуры спекания Tsint=1800°С (при точности измерения температуры спекания ~2%, т.е. ±36°С). Пример расчета, согласующийся с третьим частным случаем способа.
Подставляя в формулу (1) значения Db0=8.3·10-4 м2/с, Qb=240 кДж/моль~9.1 kTm, Tm=3143 K, δ=2b (где b=2.91·10-10 м) и времени нагрева τdiff=726 с (при скорости нагрева VH=100°С/мин) получим для порошковой композиции с начальным размером частиц Ro=55 нм содержащей 100% монокарбида вольфрама (α=1) расчетное значение Tdiff=1800°С, которое хорошо соответствует экспериментальному значению оптимальной температуры спекания Tsint=1800°С (при точности измерения температуры спекания ~2%, т.е. ±36°С).
Таким образом обеспечиваются технологические возможности контролируемого регулирования достигаемых высоких величин твердости и трещиностойкости высокоплотных наноструктурных изделий из нанодисперсного порошка карбида вольфрама в зависимости от исходного размера его частиц, а также скорости его нагрева в условиях его прессования в вакууме методом электроимпульсного плазменного спекания (SPS) с помощью одновременно используемых при изготовлении и повышающих эффективность последнего предлагаемых формулы (1), определяющей оптимальную температуру спекания, и правила эмпирического изменения скорости нагрева в рекомендуемом интервале их величин.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ПОЛИКРИСТАЛЛИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С АРМИРУЮЩЕЙ АЛМАЗНОЙ КОМПОНЕНТОЙ | 2013 |
|
RU2538551C1 |
| Способ получения твердых сплавов с округлыми зернами карбида вольфрама для породоразрушающего инструмента | 2018 |
|
RU2687355C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА БОРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2396232C1 |
| СЕРДЕЧНИК БРОНЕБОЙНОЙ ПУЛИ | 2011 |
|
RU2473042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2545578C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПЕЧЕННЫЙ ТВЕРДЫЙ СПЛАВ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2006 |
|
RU2338804C2 |
| КОМПОЗИЦИОННЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2007 |
|
RU2341494C2 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИЦИОННЫЙ КЕРАМИЧЕСКИЙ НАНОСТРУКТУРИРОВАННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2525538C1 |
| КЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2020 |
|
RU2748375C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО КОМПОЗИТНОГО МАТЕРИАЛА НА ОСНОВЕ ОКСИДОВ АЛЮМИНИЯ И ЦИРКОНИЯ | 2013 |
|
RU2549945C2 |
Изобретение относится к технологии получения высокоплотных изделий спеканием заготовок из уплотненных нанодисперсных порошков карбида вольфрама методом электроимпульсного плазменного спекания (SPS) и может быть использовано при изготовлении металлообрабатывающих инструментов, мишеней для напыления износостойких покрытий экстремально нагружаемых ответственных деталей машин, например коленчатых валов тяжелых бронированных транспортных средств, а также материалов специального назначения с эффектом динамической сверхпрочности. Технический результат изобретения - получение в перечисленных изделиях, изготавливаемых из карбида вольфрама, высокоплотной однородной наноструктуры с труднодостижимым сочетанием высоких величин твердости и трещиностойкости. Исходный порошок карбида вольфрама с размером частиц не более 110 нм с объёмной долей WC не менее 99% спекают в условиях его прессования в вакууме с оптимальной скоростью, выбранной из интервала 25-2400оС/мин при температуре, которую выбирают в зависимости от размера частиц исходного порошка WC. При увеличении скорости нагрева в указанном интервале повышается твердость спекаемой заготовки, при уменьшении ее величины повышается трещиностойкость этой заготовки. Температура спекания может составлять 1550-1800оС. 3 з.п. ф-лы, 5 пр., 2 ил.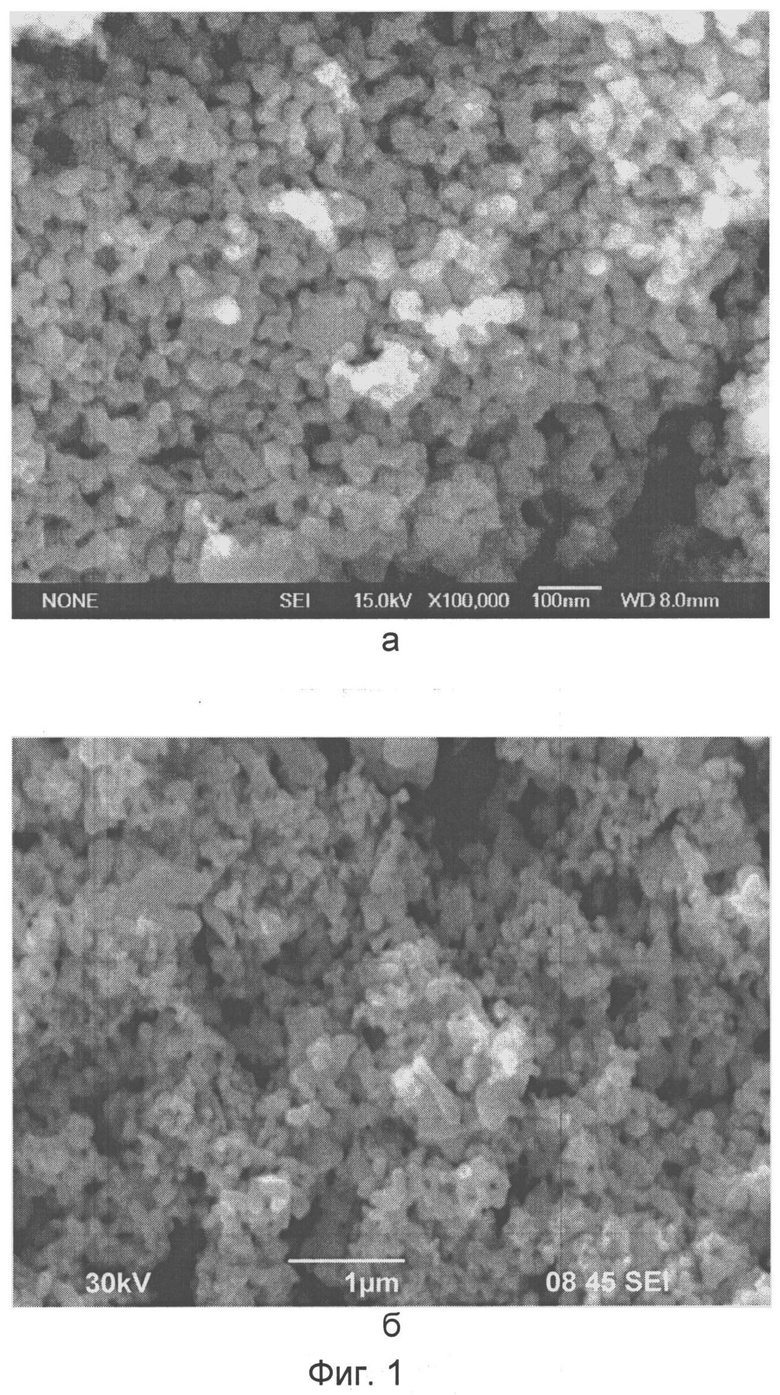
1. Способ достижения оптимального сочетания твердости и трещиностойкости высокоплотных наноструктурных изделий из карбида вольфрама, включающий осуществление технологического отбора исходного порошка карбида вольфрама на основе контроля уровня его дисперсности и содержания в нем монокарбида вольфрама, при условии соблюдения размера его частиц Ro≤110 нм и объемной доли частиц монокарбида вольфрама не менее ~99%, и спекание заготовок из такого порошка с оптимальной скоростью нагрева, которую выбирают из интервала 25-2400°С/мин с учетом увеличения ее величины в указанном интервале для повышения твердости спекаемой заготовки или уменьшения ее величины в этом же интервале для повышения трещиностойкости этой заготовки, подбирая искомую скорость нагрева под достижение задаваемого сочетания указанных свойств, при этом нагрев заготовок ведут до оптимальной температуры спекания Tdiff, величину которой уточняют в зависимости от размера частиц Ro исходного порошка карбида вольфрама с помощью следующей формулы:
где α - численный коэффициент учета объемной доли монокарбида вольфрама и состава фаз, оставшихся в порошке карбида вольфрама после плазмохимического синтеза и восстановительного отжига;
Qb - энергия активации процесса зернограничной диффузии;
k - постоянная Больцмана;
δ - ширина границы зерна;
Dbo - предэкспоненциальный множитель в выражении для температурной зависимости коэффициента зернограничной диффузии;
τdiff - время нагрева.
2. Способ по п. 1, отличающийся тем, что в качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=60 нм и объемной долей в порошке частиц монокарбида вольфрама 99,7%, и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°С в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 2400°С/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=34 ГПа и трещиностойкость K1C=4,3 МПа·м1/2 или спекание заготовки из такого же порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1550°С в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 25°С/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Ηv=24,2 ГПа и трещиностойкость K1C=6,7 МПа·м1/2 в обоих случаях при относительной плотности обработанной заготовки 99,5-99,7% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм.
3. Способ по п. 1, отличающийся тем, что в качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазмотроном, с размером частиц порошка Ro=55 нм и объемной долей частиц монокарбида вольфрама 100% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°С в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 500°С/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=28,5 ГПа и трещиностойкость K1C=5,4 МПа·м1/2 при относительной плотности получаемой заготовки 98,2% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,1 мкм.
4. Способ по п. 1, отличающийся тем, что в качестве исходного используют порошок карбида вольфрама, полученный плазмохимическим синтезом из оксида вольфрама и углеводорода в струе восстановительного газа, генерируемого дуговым плазматроном, с размером частиц порошка Ro=55 нм и объемной долей частиц монокарбида вольфрама 100% и производят спекание заготовки из такого порошка в условиях его прессования давлением 60 МПа при оптимальной температуре спекания Tdiff=1800°С в вакууме 4 Па, нагревая заготовку до указанной температуры спекания со скоростью нагрева 100°С/мин и получая после такого нагрева без выдержки с естественным охлаждением в заготовке твердость Hv=27,4 ГПа и трещиностойкость K1C=6,0 МПа·м1/2 при относительной плотности получаемой заготовки 98,9% от плотности чистого монокарбида вольфрама и среднем размере зерна 0,15 мкм.
| ZHAO J | |||
| et al, "Sparking plasma sintering of nanometric tungsten carbide", Int | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ получения мелкозернистого спеченного твердого сплава | 1989 |
|
SU1748935A1 |
| US 6617271 B1, 09.09.2003 | |||
| CN 101020971 A, 22.08.2007 | |||
| Станок для изготовления деревянных шпальных пробок и подкладок пол рельсы | 1928 |
|
SU13641A1 |
| Экономайзер | 0 |
|
SU94A1 |

