Изобретение относится к машиностроению и может быть использовано при обработке криволинейных поверхностей маложестких заготовок из различных металлов и сплавов, а также для формирования заданных физико-механических параметров поверхностного слоя (ПС), таких как величина остаточных напряжений (ОН), микротвердость, шероховатость, размер зерен и фазовый состав.
Существуют способы поверхностного пластического деформирования (ППД) криволинейных поверхностей заготовок турбинных лопаток по патентам US №5826453, US №6415486 и US №6622570. Трение упрочняющего элемента по поверхности обрабатываемой заготовки вызывает возникновение тепла в зоне обработки, что в свою очередь приводит к ухудшению физико-механических параметров ПС или снижению производительности обработки. Указанный ниже технический результат обосновывает способ решения данной проблемы.
Технический результат состоит в повышении производительности процесса формирования в ПС обрабатываемой маложесткой заготовки сжимающих ОН, обеспечения заданной микротвердости, шероховатости, размера зерен и фазового состава путем наложения на расположенные по обе стороны обрабатываемой маложесткой заготовки деформирующие элементы сферической формы, установленные на опорных шариках в акустических концентраторах, и на подаваемую через осевой канал акустических концентраторов смазочно-охлаждающую жидкость (СОЖ) амплитудно- или частотно-модулированных колебаний ультразвуковой частоты. Это объясняется увеличением деформационного упрочнения материала ПС обрабатываемой маложесткой заготовки за счет многократного изменения усилия деформирования, снижением сопротивления пластической деформации материала ПС, снижением трения между индентером, заготовкой и концентратором за счет прерывистого контакта, увеличением объема проходящей через зону обработки СОЖ за счет возникающей в жидкости под воздействием ультразвука кавитации.
Для достижения указанного технического результата в предлагаемом способе ППД к криволинейной поверхности маложесткой заготовки подводят, прижимают с некоторым усилием и перемещают по определенной траектории два деформирующих элемента сферической формы, которые пластически деформируют и упрочняют ПС заготовки. Причем деформирующие элементы устанавливаются соосно напротив друг друга по обе стороны заготовки. Использование амплитудно- или частотно-модулированных ультразвуковых колебаний способствует значительному снижению усилий деформирования, необходимых для получения эквивалентных деформаций, снижению контактной температуры и улучшению теплоотвода из зоны обработки из-за вовлечения в кавитационные процессы, возникающие в СОЖ в контактных зонах, паровоздушных пузырьков большего диапазона размеров, позволяя создать сжимающие ОН в ПС, получить высокую микротвердость, уменьшить высоту микронеровностей и сформировать необходимый фазовый состав.
Отличительные признаки предлагаемого способа заключаются в наложении на деформирующие элементы сферической формы и на подаваемую через осевые каналы в акустических концентраторах СОЖ амплитудно- или частотно-модулированных колебаний ультразвуковой частоты. При этом деформирующие элементы, обладающие более высокой твердостью по сравнению с твердостью материала обрабатываемой заготовки, устанавливаются на опорные шарики соосно напротив друг друга по обе стороны обрабатываемой маложесткой заготовки. Это позволяет формировать заданные физико-механические параметры ПС обработанной детали, а также увеличить производительность до 1,5 раз при сохранении или улучшении требуемых параметров качества ПС обработанной детали.
Сведения, подтверждающие возможность осуществления, заключаются в следующем.
Предлагаемый способ иллюстрируется чертежом, показанным на фиг. 1, на котором представлена схема обработки маложесткой заготовки. На схеме обозначены:
1 - держатель;
2 - деформирующий элемент;
3 - кольцо пьезокерамическое;
4 - концентратор акустический;
5 - корпус;
6 - крышка;
7 - манипулятор;
8 - опорный шарик;
9 - шланг;
10 - штуцер;
11 - гайка;
СОЖ - смазочно-охлаждающая жидкость;
УЗК - ультразвуковые колебания.
Сущность изобретения состоит в том, что поверхностное пластическое деформирование маложесткой заготовки криволинейной формы ведут с помощью расположенных соосно напротив друг друга по обе стороны обрабатываемой заготовки деформирующих элементов 2 сферической формы, удерживаемых держателями 1 и установленных на опорных шариках 8 в акустических концентраторах 4, через осевые каналы которых в зону обработки подводится СОЖ, при этом деформирующим элементам и СОЖ сообщают амплитудно- или частотно-модулированные колебания ультразвуковой частоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2013 |
|
RU2548848C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2503532C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2495741C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464155C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
| Способ комбинированной обработки деталей поверхностно-пластическим деформированием с использованием ультразвуковых колебаний | 2022 |
|
RU2794512C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
Изобретение относится к машиностроению и может быть использовано при поверхностном пластическом деформировании маложестких заготовок с криволинейными поверхностями. Устанавливают на опорных шариках в акустических концентраторах напротив друг друга по обе стороны заготовки сферические деформирующие элементы. Подводят СОЖ через осевые каналы, выполненные в акустических концентраторах. При этом сферическим деформирующим элементам и СОЖ сообщают амплитудно- или частотно-модулированные колебания ультразвуковой частоты. В результате снижается усилие деформирования и сопротивление пластической деформации материала поверхностного слоя заготовки, уменьшается контактная температура в зоне обработки. 1 ил.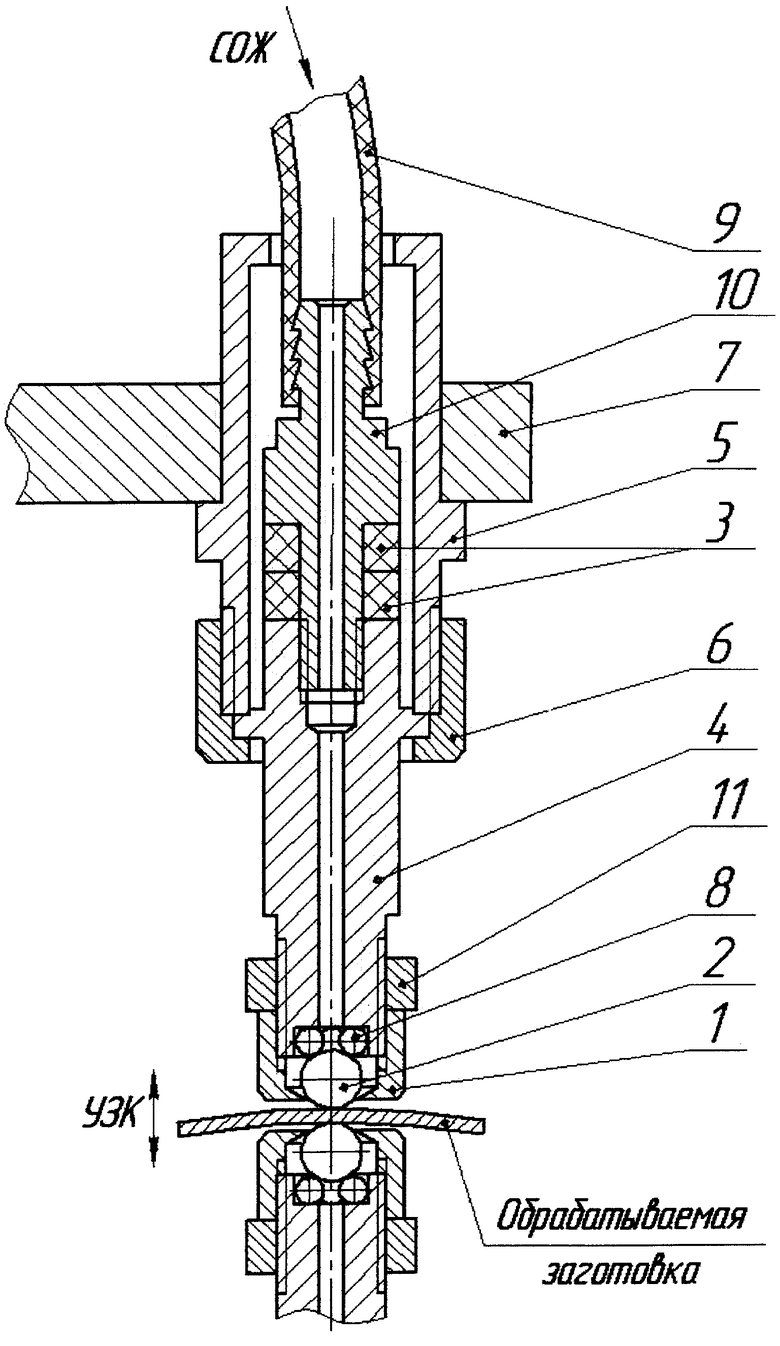
Способ поверхностного пластического деформирования маложестких заготовок с криволинейными поверхностями, отличающийся тем, что поверхностное пластическое деформирование осуществляют расположенными соосно напротив друг друга по обе стороны заготовки сферическими деформирующими элементами более высокой твердости по сравнению с твердостью материала обрабатываемой заготовки, установленными на опорных шариках в акустических концентраторах, через осевой канал которых подводят СОЖ, при этом сферическим деформирующим элементам и СОЖ сообщают амплитудно- или частотно-модулированные колебания ультразвуковой частоты.
| US 6415486 B1, 09.07.2002 | |||
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| FR 2871399 A1, 16.12.2005 | |||
| US 2012204390 A1, 16.08.2012 | |||

