Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для электромагнитного литья кремния, используемой при изготовлении кремниевых полупроводниковых слитков для кремниевых подложек, используемых преимущественно в фотоэлементах.
Уровень техники
Использование фотоэлементов приобретает широкое распространение как средство решения глобальных экологических проблем. За счет того, что кристаллы кремния обладают огромным ресурсом и высокой эффективностью фотоэлектрического преобразования, они используются при производстве большинства фотоэлементов. В том числе растет производство фотоэлементов, использующих поликристаллические кремниевые подложки, изготовленные способом электромагнитного литья.
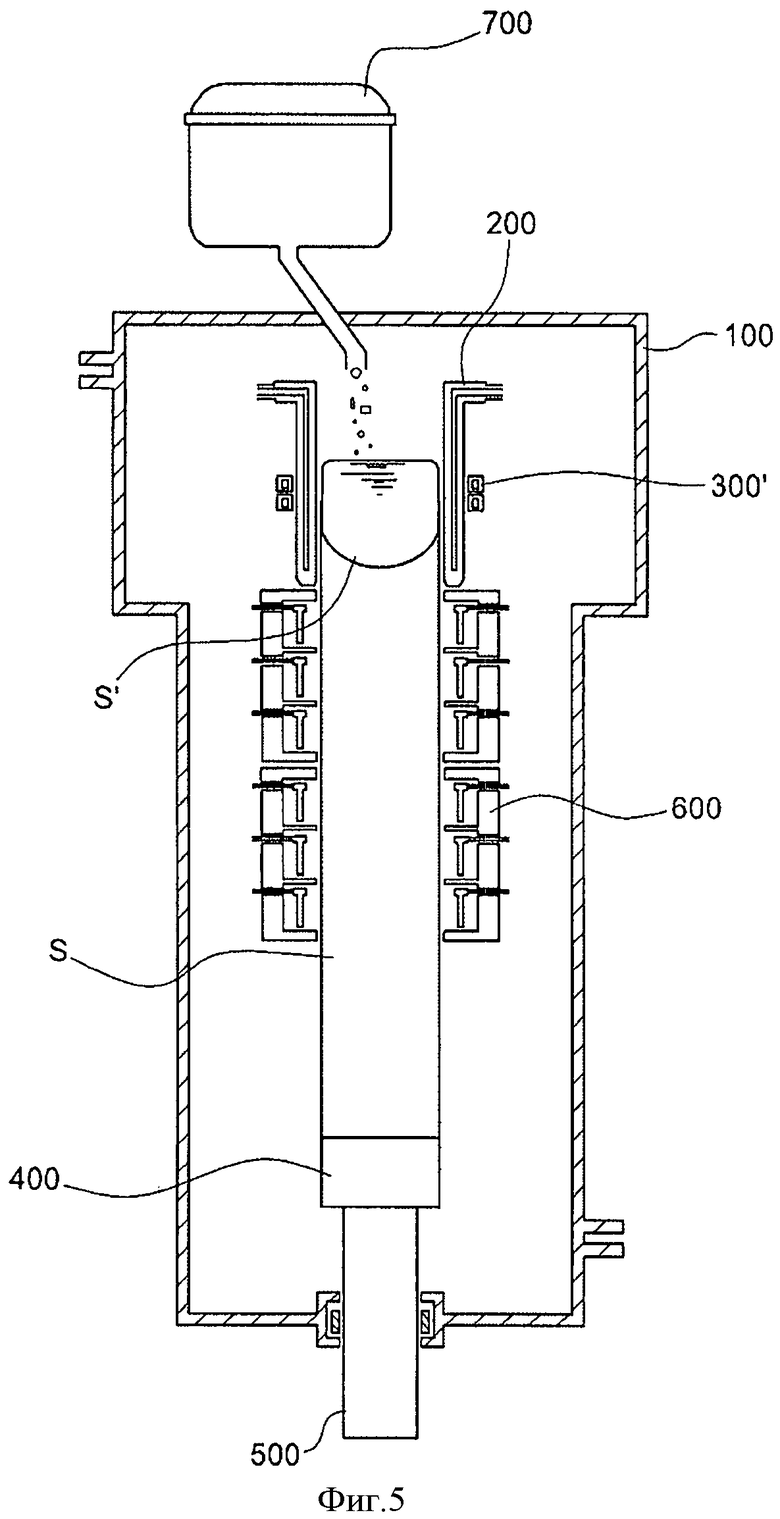
В соответствии с таким способом электромагнитного литья кремния, как показано на фиг. 5, медный тигель 200 с циркулирующим по нему хладагентом и индукционная катушка 300′, расположенная на внешней поверхности медного тигля 200, помещаются в печной сосуд 100 для левитации кремниевой массы S в медном тигле 200 под воздействием электромагнитной силы, а отверждение кремниевой массы S происходит за счет непрерывного вытягивания ее вниз для получения, таким образом, литого кремниевого слитка.
Соответственно, поскольку левитационная плавка кремниевой массы S происходит в медном тигле 200 с использованием электромагнитной силы, расплавленный кремний S′ не соприкасается с внутренней поверхностью тигля 200, что позволяет предотвратить загрязнение расплавленного кремния S′ примесями из тигля 200. Также, поскольку тигель 200, используемый для левитационной плавки кремниевой массы S, не соприкасается с расплавленным кремнием, тигель не повреждается и может использоваться бесконечно.
По этим причинам рассмотренный выше способ электромагнитного литья стал одним из промышленных способов изготовления, обеспечивающих высокую производительность при непрерывном изготовлении длинных кремниевых слитков, высокое качество и гомогенность за счет стабильных и регулярных условий литья.
Раскрытие изобретения
Проблемы, на решение которых направлено изобретение
Между тем, во время подобного электромагнитного литья кремния возникает ряд проблем. В частности, при увеличении размеров кремниевой массы S в ширину с целью повышения производительности, количество электроэнергии, необходимой для плавления увеличенного количества кремния при индукционной плавке, также увеличивается. Одновременно с этим увеличивается и ширина медного тигля 200, а также ширина индукционной катушки 300′. В результате этого, электрическая нагрузка на индукционную катушку 300′ увеличивается, и для сохранения индукционной частоты приходится увеличивать напряжение на клеммах индукционной катушки 300′ для удовлетворения возросшего энергопотребления.
Например, для осуществлении индукционной плавки кремниевой массы S шириной 20 см с использованием индукционной катушки 300′ с двумя витками и индукционной частотой в 35 кГц потребуется выходная индукционная мощность примерно в 250 кВт и напряжение на клеммах индукционной катушки 300′ примерно в 550 вольт. Между тем, для осуществлении индукционной плавки кремниевой массы S шириной 35 см с использованием индукционной катушки 300′ с двумя витками и индукционной частотой в 35 кГц потребуется выходная индукционная мощность примерно в 450 кВт и напряжение на клеммах индукционной катушки 300′ примерно в 1000 вольт.
Именно здесь и возникает проблема. Для предотвращения окисления расплавленного кремния S′ во время электромагнитного литья внутренняя часть печного сосуда 100 заполняется инертным газом под давлением в 1 атм. В качестве инертного газа могут использоваться аргон, гелий и т.п., однако, из экономических соображений обычно используют газообразный аргон. Между тем, поскольку газообразный аргон имеет низкое напряжение ионизации, при подаче электрического напряжения на обращенные друг к другу токопроводящие элементы, находящиеся внутри печного сосуда 100, заполненного газообразным аргоном, между токопроводящими элементами легко возникает дуговой разряд. Обычно на промышленном оборудовании для индукционной плавки дуговой разряд возникает при подаче напряжения в 600 вольт или более на смежные токопроводящие элементы, находящиеся в атмосфере из аргона с давлением менее 1 атмосферы. В случае возникновения мощного дугового разряда при увеличении напряжения между токопроводящими элементами, поверхность токопроводящих элементов оплавляется и даже испаряется.
В целом, для повышения индукционной мощности при электромагнитном литье выходная мощность увеличивается за счет увеличения напряжения на клеммах индукционной катушки 300′, увеличивая тем самым силу тока. Напряжение на клеммах, подаваемое на индукционную катушку 300′, создает электрический ток в индукционной катушке 300′, что в свою очередь наводит напряжение на поверхности охлаждаемого медного тигля 200, помещенного внутрь индукционной катушки 300′, за счет электромагнитной индукции и создает электрический ток. Электрический ток, создаваемый в медном тигле 200, в свою очередь создает напряжение на поверхности кремниевой массы S, находящейся в медном тигле 200, за счет электромагнитной индукции.
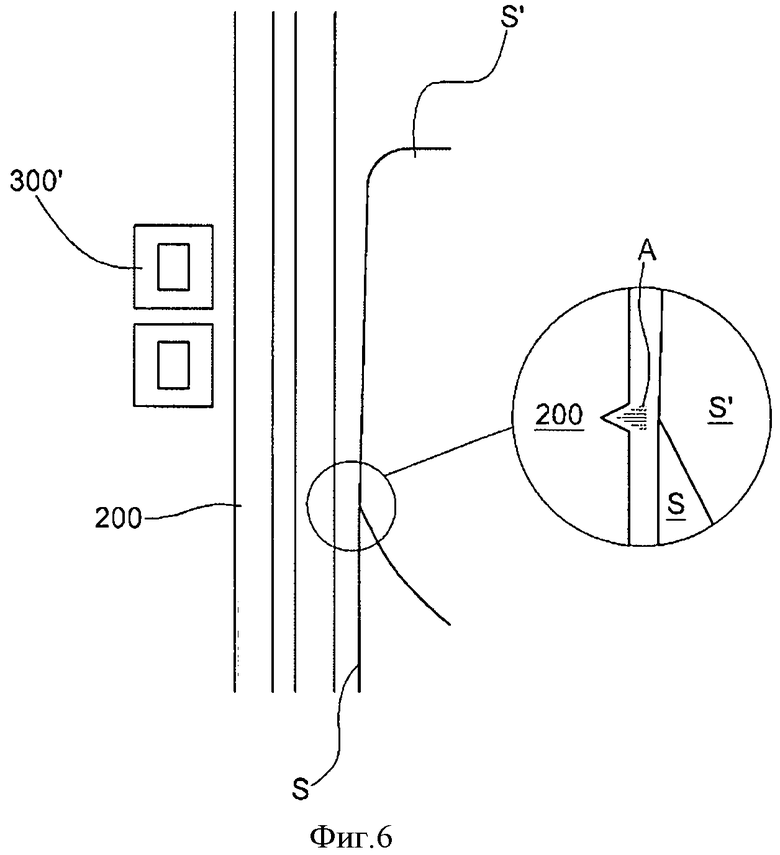
Таким образом, когда требуется изготовить вышеупомянутый кремниевый слиток шириной 35 см, напряжение на клеммах индукционной катушки 300′ увеличивается, напряжение, создаваемое на поверхности тигля 200 и расплавленного кремния S′ за счет электромагнитной индукции, увеличивается и, как показано на фиг. 6, между поверхностью тигля 200 и поверхностью расплавленного кремния S′, обращенных друг к другу, создается дуговой разряд А. Поверхность охлаждаемого тигля 200 расплавляется и испаряется за счет тепла, создаваемого дуговым разрядом А, что в результате приводит к образованию глубокой канавки и увеличению, с течением времени, коррозии.
Когда поверхность тигля 200 расплавляется и испаряется в результате дугового разряда А, медь из тигля 200 попадает в расплавленный кремний S′ и чистота литого слитка кремния существенно снижается, при этом также уменьшается и диффузионная длина полупроводникового неосновного носителя. Подобное уменьшение неосновного носителя кремниевого слитка влияет на эффективность фотоэлектрического преобразования фотоэлементов.
Также при увеличении коррозии поверхности тигля 200 из-за дугового разряда А, на ровной поверхности образуется глубокая канавка, в результате чего нормальная электромагнитная функция в микроскопической области поверхности нарушается и во время процессов плавления и отверждения при электромагнитном литье возникают аномалии. Вследствие подобной проблемы во время обычного процесса литья часто возникают сбои.
Изобретение учитывает вышеупомянутые проблемы и направлено на получение установки для электромагнитного литья кремния, позволяющей точно и легко изготавливать кремниевые слитки высокого качества.
Средства для решения проблем
Для достижения вышеупомянутой цели настоящим изобретением предлагается установка для электромагнитного литья кремния, включающая в себя печной сосуд, токопроводящий тигель, установленный внутри печного сосуда, а также элемент индукционной катушки, расположенный на внешней поверхности тигля, причем внутри печного сосуда поддерживается постоянное давление определенного газа, а напряжение подается на элемент индукционной катушки для индукционного нагрева и плавления кремния, находящегося в тигле, после чего кремний отверждается, отличающаяся тем, что элемент индукционной катушки содержит множество катушек с разной индукционной частотой, расположенных одна над другой.
Подобная компоновка, поскольку используется несколько катушек с разной индукционной частотой, позволяет получать очень высокую индукционную мощность как совокупную мощность всех индукционных катушек, сохраняя напряжение на клеммах индукционных катушек с каждой индукционной частотой ниже заданного порогового напряжения (например, в 900 вольт или менее, предпочтительно 600 вольт или менее) за счет выборочного комбинирования индукционных частот, подаваемых на каждую индукционную катушку, и индукционной мощности.
Предпочтительно, чтобы среди вышеупомянутых катушек с разной индукционной частотой катушка, установленная в самом низу, имела более высокую индукционную частоту. Что касается выбора индукционных частот, то определяющую роль для получения высококачественных кремниевых слитков играет индукционная частота самой нижней индукционной катушки, в частности, для получения экзотермического эффекта в отношении твердых слитков и подавления перемешивания расплавленного кремния требуется повышение частоты индукционной мощности. Что касается индукционной катушки, расположенной на самом верху, то поскольку данная индукционная катушка удалена от границы отверждения, эффект от индукционной частоты не может легко достигать границы отверждения, что препятствует формированию дугового разряда внутри тигля, но эффективно увеличивает совокупную мощность всех индукционных катушек.
Предпочтительно, чтобы индукционная частота вышеупомянутой индукционной катушки, расположенной внизу, составляла по меньшей мере 25-30 кГц. Впоследствии высокочастотная индукционная мощность в подобной нижней высокочастотной индукционной катушке, необходимая для получения экзотермического эффекта в отношении твердого слитка и подавления перемешивания расплавленного кремния, может быть эффективно увеличена.
Предпочтительно, чтобы между всеми вышеупомянутыми катушками с разной индукционной частотой был установлен магнитный экран. Это позволит предотвратить электромагнитное взаимодействие между соответствующими индукционными катушками.
Предпочтительно, чтобы напряжение на клеммах, подаваемое на каждую индукционную катушку, составляло 900 вольт или менее. За счет этого, с точки зрения индукционной эффективности, напряжение на поверхности расплавленного кремния может поддерживаться на уровне 600 вольт или менее.
Более предпочтительно, чтобы напряжение на клеммах, подаваемое на каждую индукционную катушку, составляло 600 вольт или менее. За счет этого напряжение на поверхности расплавленного кремния может точно поддерживаться на уровне 600 вольт или менее.
Предпочтительно сверху вышеупомянутого тигля установить плазменную горелку и нагревать расплавленный кремний внутри тигля плазменной струей от плазменной горелки. За счет этого можно обеспечить эффективную подачу тепла, необходимого для плавления кремниевой массы, находящейся в тигле.
Эффект от внедрения изобретения
Согласно изобретению, поскольку используется несколько индукционных катушек с разной индукционной частотой, можно получать очень высокую индукционную мощность как совокупную мощность всех индукционных катушек, сохраняя напряжение на клеммах каждой индукционной катушки с соответствующей индукционной частотой ниже заданного напряжения (например, в 900 вольт или менее, предпочтительно 600 вольт или менее) за счет выборочного комбинирования индукционных частот, подаваемых на каждую индукционную катушку, и индукционной мощности. Это позволяет осуществлять точное и легкое изготовление высококачественных и широких кремниевых слитков.
Краткое описание чертежей
На фиг. 1 показан схематический вид конструкции первого варианта осуществления установки по изобретению.
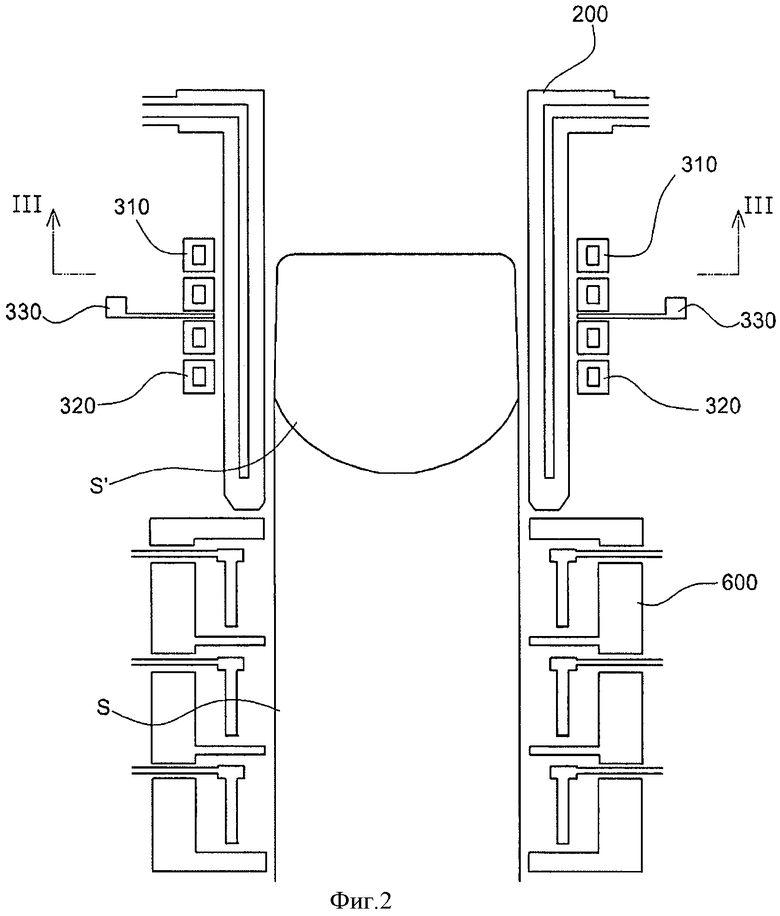
На фиг. 2 показан укрупненный вид обязательных деталей установки.
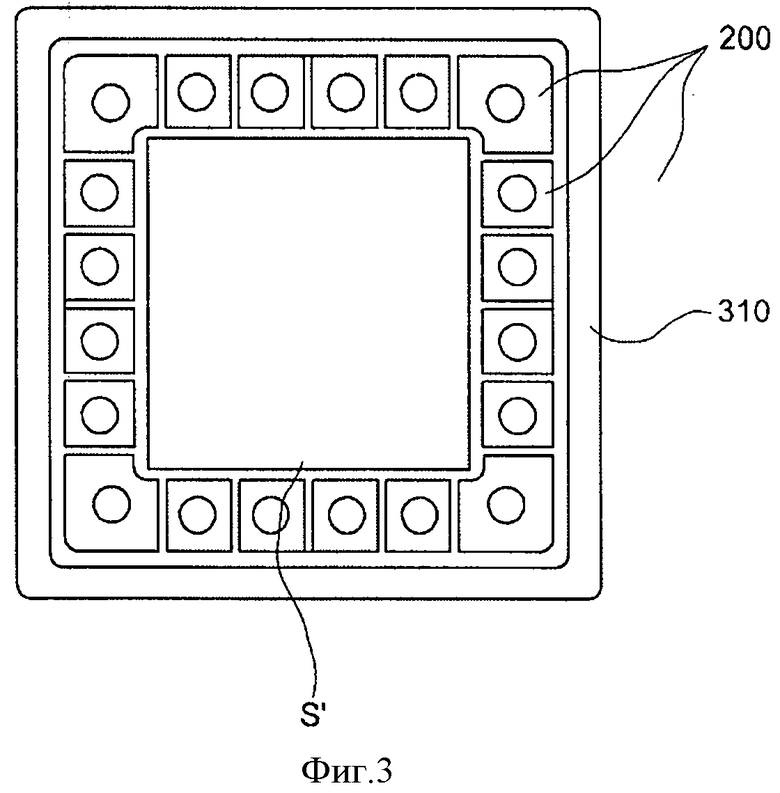
На фиг. 3 показан вид установки в сечении по линии III-III по фиг. 2.
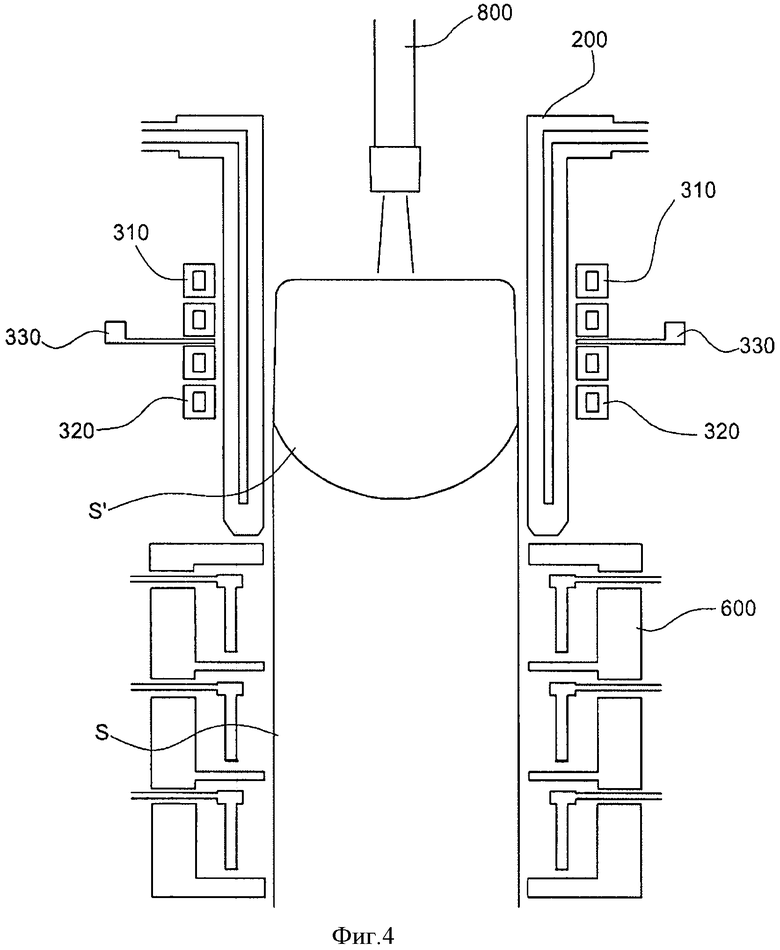
На фиг. 4 показан укрупненный вид обязательных деталей по второму варианту осуществления установки.
На фиг. 5 показан схематический конструктивный чертеж традиционной установки.
На фиг. 6 представлен чертеж, на котором показаны условия возникновения дугового разряда в традиционной установке.
Описание обозначений
Осуществление изобретения
Вариант осуществления 1
Далее будет рассмотрен вариант осуществления 1 со ссылкой на фигуры 1-3.
Общая конструкция
На фиг. 1 показан схематический вид конструкции по первому варианту осуществления установки электромагнитного литья (далее именуемой установкой 1). На фиг. 2 показан укрупненный вид обязательных деталей установки 1 и на фиг. 3 показана установка в сечении по линии III-III по фиг. 2.
Установка 1 состоит из печного сосуда 100, тигля 200, помещенного внутрь печного сосуда 100, индукционной катушки 300, установленной на внешней поверхности тигля 200, графитовой опоры 400, на которую помещается кремниевая масса S, вертикального подвижного устройства 500 для вертикального перемещения опоры 400, температурно-регулируемой печи 600 для регулирования отверждения расплавленного кремния S′, а также устройства 700 подачи сырья, установленного сверху тигля 200. Подобные компоненты, за исключением индукционной катушки 300, имеют конструкцию, аналогичную конструкции традиционных устройств.
Что касается терминологии, используемой для обозначения кремния, то кремний перед нагревом будет именоваться кремниевой массой S, кремний в расплавленном состоянии, после нагрева, будет именоваться расплавленным кремнием S′, а кремний в отвердевшем состоянии, после охлаждения, будет именоваться кремниевым слитком.
Конструкция печного сосуда
Печной сосуд 100 является герметичным контейнером, используемым для закрытия тигля 200, индукционной катушки 300 и т.п.
Впускное отверстие 110 образовано в верхней части печного сосуда 100, а выпускное отверстие 120 образовано в его нижней части. Во время литья, внутреннее содержимое печного сосуда 100 откачивается для понижения давления до 0.1 торр с целью облегчения работы вакуумного насоса (на чертежах не показан), а определенный газ (например, газообразный аргон) инжектируется через впускное отверстие 110 до тех пор, пока давление не сравняется с атмосферным.
На нижней поверхности 130 печного сосуда 100 высверливается загрузочное отверстие 130а, в которое вставляется подвижное устройство 500. В подобном загрузочном отверстии 130а должен быть установлен резиновый уплотнительный материал 140 для обеспечения полной воздухонепроницаемости печного сосуда 100.
Конструкция тигля
Тигель 200 изготавливается из меди и охлаждается за счет циркуляции внутри него хладагента.
Как показано на фиг. 3, в целях обеспечения электроизоляции тигля, тигель 200 разбит на множество сегментов в направлении вдоль поверхности. Между соответствующими сегментами тигля 200 предпочтительно помещается электроизоляционный материал, такой, например, как слюда.
Конструкция индукционной катушки
На индукционную катушку 300 подается напряжение, расплавляющее за счет индукционного нагрева кремниевую массу S, находящуюся внутри тигля.
Индукционная катушка 300 состоит из двух индукционных катушек 310 и 320 с разной индукционной частотой, расположенных одна над другой.
Для предотвращения магнитного взаимодействия между вышеупомянутыми индукционными катушками 310 и 320 с разной частотой между ними устанавливается магнитный экран 330.
Кроме этого, напряжение на клеммах, подаваемое на каждую индукционную катушку 310 и 320 предпочтительно должно составлять 900 вольт или менее, более предпочтительно 600 вольт или менее. Это объясняется следующими причинами.
В целом, при традиционном способе электромагнитного литья с использованием охлаждающего медного тигля 200 электрическое напряжение, подаваемое на индукционные катушки 310 и 320, проходит через тигель 200, выступающий в качестве проводника, на расплавленный кремний S′, находящийся в тигле 200, с отношением мощности 60-65%. Другими словами, индукционная эффективность составляет от 60 до 65%. В результате этого, при подаче напряжения в 900 вольт на клеммы индукционных катушек 310 и 320 напряжение на поверхности расплавленного кремния S′ пропорционально уменьшается примерно до 600 вольт. Как отмечалось ранее, при подаче напряжения по меньшей мере в 600 вольт на обращенные другу к другу смежные токопроводящие элементы, находящиеся в атмосфере из газообразного аргона под давлением в 1 атмосферу, в установке электромагнитного литья возникает дуговой разряд. Соответственно, напряжение на клеммах индукционной катушки, которое полностью подавляет дуговой разряд во время индукционного плавления, предпочтительно составляет менее 600 вольт, однако для предотвращения дугового разряда между поверхностью медного тигля 200 и противоположной поверхностью расплавленного кремния S′ напряжение на клеммах катушки может быть и 900 вольт.
Кроме этого, индукционная катушка 320, расположенная снизу, предпочтительно имеет более высокую индукционную частоту. Также предпочтительно, чтобы подобная индукционная частота составляла, по меньшей мере, 25-30 кГц. Это объясняется следующими причинами.
В целом, в процессе нагрева расплавленного кремния S′ за счет электромагнитной индукции в области поверхностного слоя расплавленного кремния S′, соответствующей глубине проникновения магнитного поля, за счет взаимодействия между плотностью магнитного потока и плотностью электрического тока, создается сила, выталкивающая расплавленный кремний S′ вовнутрь таким образом, что происходит левитационная плавка расплавленного кремния S′ и расплавленный кремний S′ перемешивается подобной силой. Сила, перемешивающая расплавленный кремний S′, является относительно большой в низкочастотной области, за счет чего обеспечивается достаточное перемешивание расплавленного кремния S′, тогда как в высокочастотной области поддерживается статичное расплавленное состояние, где эффект перемешивания незначителен.
В то же время, в области поверхностного слоя расплавленного кремния S′, соответствующей глубине проникновения магнитного поля, глубина поверхностного слоя, по которому проходит электрический ток, значительна в низкочастотной области, поэтому в направлении данной глубины происходит нагрев более широкой площади. С другой стороны, в высокочастотной области глубина поверхностного слоя, по которому проходит электрический ток, незначительна, поэтому происходит нагрев более узкой площади.
Соответственно, при одинаковом индукционном нагреве интенсивность нагрева на единицу объема на более широкой площади нагреваемой низкочастотной области, будет относительно малой, а интенсивность нагрева на единицу объема на более узкой площади нагреваемой высокочастотной области будет относительно большой. Другими словами, использование высокой частоты позволяет осуществлять интенсивный нагрев поверхностного слоя.
Что касается выбора индукционных частот для индукционных катушек, то при индукционной частоте менее 25-30 кГц, используемой в качестве границы, перемешивание расплавленного кремния S′ становится интенсивным, а конвекционная теплопередача расплавленного кремния S′ ускоряется, в результате чего происходит передача тепла на границу отверждения за счет чего граница отверждения расширяется в сторону нижней части, образуя границу глубокого отверждения. При устойчивом отверждении кремния, в случае образования границы глубокого отверждения, возникает разница температур между поверхностным слоем и внутренней частью отвердевшего кремниевого слитка, в результате чего во внутренней части слитка возникает характерное напряжение материала.
Поскольку интенсивность нагрева поверхностного слоя слитка в низкочастотной области незначительна, ее недостаточно для поддержания температуры поверхностного слоя слитка. Поэтому подобная температура поверхностного слоя немного уменьшается, а разница температур между поверхностным слоем и внутренней частью отвердевшего кремниевого слитка увеличивается. В частности, глубина границы отверждения в низкочастотной области, за счет интенсивного перемешивания расплавленного кремния S′ и низкой интенсивности нагрева поверхностного слоя отвердевшего слитка, увеличивается. Граница отверждения, которая значительно расширяется в сторону нижней части, увеличивает характерное напряжение материала во внутренней части отвердевшего кремниевого слитка и приводит к структурным дефектам кристаллической решетки. В результате этого диффузионная длина неосновного носителя уменьшается, а качество поликристаллического кремния, используемого в качестве полупроводника, снижается.
С другой стороны, в частотном диапазоне свыше 25-30 кГц сила перемешивания расплавленного кремния S′ уменьшается, поэтому расплавленный кремний остается неподвижным, конвекционная теплопередача между расплавленным кремнием S′ и границей отверждения снижается, граница отверждения почти не расширяется в сторону нижней части и становится мелкой. В то же время, поскольку интенсивность нагрева поверхностного слоя отвердевшего слитка за счет высокой частоты остается высокой, разница температур между поверхностным слоем и внутренней частью слитка уменьшается. Таким образом, в процессе отверждения кремниевого слитка в высокочастотной области граница отверждения практически не расширяется в сторону нижней части и формируется мелкая граница отверждения, разница температур между поверхностным слоем и внутренней частью слитка сокращается, а появление характерного напряжения материала внутри слитка подавляется. Это позволяет предотвратить возникновение структурных дефектов кристаллической решетки слитка, увеличить диффузионную длину неосновного носителя, а также производительность фотоэлементов.
Таким образом, для повышения производительности электромагнитного литья кремния за счет увеличения ширины кремниевых слитков необходимо увеличить индукционную мощность. В частности, индукционная катушка, расположенная снизу, предпочтительно должна иметь высокую индукционную частоту. Причем для повышения качества полупроводников, используемых в фотоэлементах, индукционная частота предпочтительно должна составлять 25-30 кГц или более.
Конструкция других деталей
Вышеупомянутая температурно-регулируемая печь 600 используется для постепенного охлаждения и отверждения расплавленного кремния S′. В целом, от верхней до нижней части в ней поддерживается заданный градиент температуры, позволяющий в итоге постепенно охлаждать расплавленный кремний S′ до определенной температуры.
Вышеупомянутая графитовая опора является фундаментом, изготовленным из графита. Во время процесса литья фундамент при помощи вертикально-подвижного устройства 500 устанавливается на такой же высоте, как и нижние индукционные катушки, загружаемая кремниевая масса S помещается на упомянутый фундамент, который затем опускается вниз вдоль линии центров печного сосуда 100, перемещая расплавленный кремний S′ вниз по мере его отверждения.
Вертикально-подвижное устройство 500 перемещает графитовую опору 400 вертикально вдоль линии центров печного сосуда 100. Приводное устройство, установленное отдельно (на чертеже не показано), перемещается вертикально в зависимости от производственных условий.
Устройство 700 подачи сырья подает сырье, например кремниевую массу S и графитную массу в тигель через верх. Вначале загружается определенное весовое количество кремниевой массы S, а затем на верхнюю поверхность кремниевой массы загружается графитная масса. Графитная масса способствует нагреву кремния и, после прохождения электрического тока через индукционные катушки, вначале нагревается графитная масса, а затем, за счет излучаемого ею тепла, происходит нагрев и повышение температуры кремниевой массы S, находящейся снизу. После того как температура кремниевой массы S превысит определенное значение, величина электрического сопротивления кремниевой массы S уменьшается, индукционный ток в кремниевой массе S увеличивается и начинается саморазогрев. Как только кремниевая масса S начинает саморазогреваться, графитную массу, находящаяся сверху, сразу же удаляют из тигля 200 по направлению вверх.
Хотя в данном варианте осуществления индукционная катушка 300 состоит из двух индукционных катушек 310 и 320, расположенных одна над другой, также можно использовать 3 или более катушек.
Вариант осуществления 2
Далее будет рассмотрен вариант осуществления 2 со ссылкой на фиг. 4.
На фиг. 4 показан укрупненный вид обязательных деталей установки 1 по данному варианту осуществления.
По данному варианту осуществления тигель 200 помещается внутрь печного сосуда 100, а сверху него устанавливается плазменная горелка 800.
Такая плазменная горелка 800 ускоряет нагрев кремния во время литья. Она имеет цилиндрическую форму диаметром, например, 10 см, а ее отрицательный электрод или вся горелка полностью охлаждаются водой и могут перемещаться горизонтально и вертикально.
Во время литья плазменная горелка 800 устанавливается таким образом, чтобы ее концевая часть находилась рядом с кремниевой массой S. Определенный газ, например, аргон, нагнетается в плазменную горелку 800 и происходит поджигание прямоточной плазмы между катодом плазменной горелки 800 и катодом расплавленного кремния S′. После этого, нагрев кремния может быть увеличен за счет постепенного увеличения напряжения, подаваемого на индукционные катушки 310 и 320.
Поскольку конструкция остальных деталей остается такой же, как и у деталей по 1-му варианту осуществления (фигуры 1-3), они обозначены теми же ссылочными позициями, без дополнительных пояснений.
Пример 1
В подобной установке кремниевая масса S вытягивается вниз после ее плавления при помощи токопроводящего тигля 200, который в целях электроизоляции вертикально разделен на сектора, причем внутри него циркулирует хладагент, а индукционная катушка 300 расположена вдоль поверхности тигля 200. Ниже рассматривается пример электромагнитного литья кремния при помощи подобной установки 1, состоящей из двух индукционных катушек 310 и 320 с разной индукционной частотой.
В подобном примере, аналогично фиг. 1, внутри печного сосуда 100, внутреннее давление в котором может регулироваться, находились: тигель 200, две индукционные катушки 310 и 320, расположенные одна над другой вдоль поверхности медного тигеля 200, температурно-регулируемая печь 600 для регулирования температуры отверждения кремниевой массы S, расположенная непосредственно снизу упомянутого тигля 200, вертикальное подвижное устройство 500, перемещающее графитовую опору 400 вертикально, причем кремниевая масса S непрерывно вытягивалась вниз.
Устройство 700 подачи сырья, подающее кремниевую массу S, графитную массу и т.п.находилось с верхней стороны печного сосуда. Графитная масса подавалась с верхней стороны до уровня индукционных катушек 300 тигля 200 во время начального плавления кремниевой массы S и подвергалась индукционному нагреву. Это позволяло ускорить нагрев кремниевой массы S.
Кремниевая масса S в направлении литья имела в сечении квадратную форму, а ее ширина составляла 35 см. Соответственно, тигель 200 в горизонтальном сечении также имел квадратную форму, длина его боковой части составляла 35 см, а длина наружной стороны составляла 41.6 см. Для вертикальной электроизоляции тигля 200 использовались 60 отсеков. То есть, тигель 200 был разделен на 60 сегментов, а длина каждого сегмента составляла 70 см. Внутри него циркулировал хладагент, а между сегментами, в качестве электроизоляционного материала использовалась слюда. Общий расход хладагента, используемого внутри тигля 200, составлял 500 л в минуту.
Кроме этого, две индукционные катушки 310 и 320 были расположены одна над другой, причем у индукционной катушки 310, расположенной сверху, было 2 витка квадратной формы, длина ее внутренней стороны составляла 42.6 см, а высота 15 см. Она была подключена к источнику электропитания с максимальной мощностью 350 кВт, а индукционная частота была установлена в 10 кГц. Нижняя индукционная катушка 320 имела такую же форму, как и верхняя индукционная катушка 310. Однако она была подключена к источнику индукционного электропитания с максимальной мощностью 150 кВт, а индукционная частота была установлена в 35 кГц. Подобные две индукционные катушки 310 и 320 по высоте были расположены в центре тигеля 200, между верхней индукционной катушкой 310 и нижней индукционной катушкой 320 был установлен магнитный экран 330 толщиной 3 мм, а внешняя сторона подобного магнитного экрана 330 охлаждалась при помощи гофротрубы.
Функционирование такой иллюстративной установки происходило следующим образом. Вначале графитовая опора 400 с сечением, имеющим квадратную форму перпендикулярно направлению вниз, и длиной боковой стороны в 35 см, была помещена на вертикальное подвижное устройство 500 и установлена в тигель 200 таким образом, чтобы ее верхняя поверхность была выровнена с нижним краем нижней индукционной катушки 320. Затем на верхнюю поверхность графитовой опоры 400 была помещена кремниевая масса S весом 50 кг. Графитная масса, имеющая в сечении перпендикулярно направлению вниз квадратную форму, с длиной боковой стороны 30 см и высотой 7 см укладывалась поверх тигля 200 до тех пор, пока ее высота над верхней поверхностью загруженной кремниевой массы S не достигала 2 см.
Затем давление внутри печного сосуда 100 было уменьшено при помощи вакуумного насоса до 0.1 торр, после чего газообразный аргон нагнетался внутрь печного сосуда 100 до тех пор, пока давление не сравнивалось с атмосферным. После этого последовательно осуществлялось повышение индукционной мощности до 200 кВт за счет подачи электрического напряжения на расположенную сверху индукционную катушку 310 с индукционной частотой 10 кГц. После этого индукционная мощность была увеличена до 100 кВт за счет подачи напряжения на расположенную снизу индукционную катушку 320 с индукционной частотой 35 кГц. Напряжение для вышеупомянутой индукционной мощности на клеммах расположенной сверху индукционной катушки 310 составляло 170 вольт, а напряжение на клеммах расположенной снизу индукционной катушки 320 составляло 280 вольт.
Таким образом, при прохождении электрического тока через индукционные катушки 310 и 320 температура графитной массы, помещенной поверх кремниевой массы S, увеличивалась, и она раскалялась докрасна за счет индукционного нагрева. За счет тепла, излучаемого раскаленной докрасна графитной массой, температура расположенной над ней кремниевой массы S повышалась. После того как температура упомянутой кремниевой массы S достигала примерно 500C, величина электрического сопротивления кремниевой массы S уменьшалась, индукционный ток в кремниевой массе S увеличивался и начинался саморазогрев. Как только кремниевая масса S начинала саморазогреваться, графитную массу сразу же удаляли из охлаждаемого тигля 200 по направлению вверх.
Кроме этого, плавление кремниевой массы ускорялось за счет увеличения индукционной мощности расположенной сверху индукционной катушки 310 до 350 кВт, а расположенной снизу индукционной катушки 320 - до 150 кВт, соответственно. Температура начинающей саморазогреваться S еще более увеличивалось и вскоре кремниевая масса полностью расплавлялась. Расплавленная кремниевая масса S′ не соприкасалась с охлаждаемым тиглем 200 из-за того, что на внутреннюю стенку тигля 200, обращенную в сторону расплавленной кремниевой массы S′, воздействовала электромагнитная сила. В случае вышеупомянутого увеличения индукционной мощности максимальное напряжение на клеммах расположенной сверху индукционной катушки 310 составляло 280 вольт, а напряжение на клеммах расположенной снизу индукционной катушки 320 составляло 320 вольт.
После того как первоначально загруженный кремний полностью расплавлялся и поддерживался в устойчивом состоянии, температура в температурно-регулируемой печи 600 для кремниевых слитков, расположенной непосредственно снизу тигля 200, увеличивалась, и устанавливался температурный градиент, составляющий примерно 35°C/см в направлении вниз.
Литье начиналось с перемещения вниз вертикального подвижного устройства 500, которое удерживало расплавленную кремниевую массу S′, при непрерывной подаче кремниевого сырья в виде гранул размером от 1 до 20 мм в тигель 200 через устройство 700 подачи сырья, расположенного над тиглем 200. Как только вертикальное подвижное устройство 500 начинало движение вниз и уровень расплавленного кремния S′ опускался ниже нижнего края индукционной катушки 320, электромагнитная сила, воздействующая на расплавленный кремний S′, уменьшалась, и расплавленный кремний S′ начинал остывать и отверждаться. В этот момент, за счет того, что поверхность отвердевшего кремниевого слитка приближалась к расположенной снизу индукционной катушке 320 и ей передавался индукционный эффект от индукционной катушки 320, кремниевый слиток раскалялся докрасна и не остывал мгновенно.
Таким образом, происходило непрерывное литье, во время которого одновременно осуществлялась непрерывная подача кремниевого сырья и непрерывное отверждение кремниевой массы S. В данном примере скорость литья составляла 2.0 мм в минуту, индукционная мощность во время подобного устойчивого литья составляла примерно 260 кВт для верхней индукционной катушки 310 и примерно 80 кВт для нижней индукционной катушки 320. Напряжение на клеммах у верхней индукционной катушки 310 составляло примерно 200 вольт, а напряжение на клеммах у нижней индукционной катушки 320 составляло примерно 250 вольт. Литье прекращалось, после того как общая длина слитка достигала 200 см.
После охлаждения слитка, отлитого вышеупомянутым способом, до комнатной температуры слиток вынимался из сосуда и производился осмотр внутренней поверхности тигля 200. В результате осмотра следов дугового разряда обнаружено не было, а форма внутренней поверхности тигля осталась такой же ровной, как и прежде.
Кроме этого, для опытного производства фотоэлементов из кремниевых слитков изготавливались подложки для фотоэлементов и проверялась эффективность фотоэлементов. В частности, при помощи алмазного резака был отрезан кремниевый блок квадратной формы размером 15 см в сечении и длиной 40 см, который был подвергнут обработке при помощи проволочной пилы для получения кремниевой полукристаллической подложки толщиной 200 микрон. Далее 100 листов упомянутой кремниевой поликристаллической подложки были отобраны для проведения испытаний в фотоэлементах. В процессе опытного производства фотоэлементов использовался способ пассивации отжигом в водороде, а среднее значение эффективности фотоэлектрического преобразования для 100 листов фотоэлементов составило 15.1%. Данный пример подтверждает, что производство кремниевых слитков по настоящему изобретению позволяет получать подложки фотоэлементов высокого качества.
Пример 2
В подобной установке 1 кремниевая масса S, вытягивалась вниз после ее плавления при помощи токопроводящего тигля 200, который в целях электроизоляции был вертикально разделен на сегменты, причем внутри него циркулировал хладагент, а индукционная катушка 300 была расположена вдоль внешней поверхности тигля 200. Ниже рассмотрен пример электромагнитного литья кремния при помощи подобной установки 1, состоявшей из двух индукционных катушек 310 и 320 с разной индукционной частотой, а также плазменной горелки 800.
В этом примере, как показано на фиг. 4, тигель 200 был помещен внутрь печного сосуда 100, внутреннее давление в котором можно было регулировать, а две индукционные катушки 310 и 320 были расположены одна над другой вдоль поверхности медного тигля 200. Непосредственно снизу тигля 200 находилась температурно-регулируемая печь 600, при помощи которой регулировалась температура отверждения кремниевой массы S, а также было установлено вертикальное подвижное устройство 500, вертикально перемещавшее графитовую опору 400, причем кремниевая масса S непрерывно вытягивалась вниз.
Устройство 700 подачи сырья, подававшее кремниевую массу S, графитную массы и т.п.находилось с верхней стороны печного сосуда. Графитная масса подавалась с верхней стороны до уровня индукционных катушек 300 тигля 200 во время начального плавления кремниевой массы S и подвергалась индукционному нагреву. Это позволяло ускорить нагрев кремниевой массы S.
Кроме этого, над тиглем 200 была установлена плазменная горелка 800, а нагрев плазменной струей происходил с верхней стороны расплавленной кремниевой массы S′.
Кремниевая масса S в направлении литья имела в сечении квадратную форму, а длина ее боковой части составляла 51 см. Соответственно, тигель 200 в горизонтальном сечении также имел квадратную форму, длина его внутренней части составляла 51 см, а длина наружной стороны составляла 57 см. Для вертикальной электроизоляции тигля 200 использовались 84 отсека. То есть тигель 200 был разделен на 84 сегмента, а длина каждого сегмента составляла 80 см. Внутри него циркулировал хладагент, а между сегментами, в качестве электроизоляционного материала использовалась слюда. Общий расход хладагента, используемого внутри тигля 200, составлял 700 л в минуту.
Кроме этого, две индукционные катушки 310 и 320 были расположены одна над другой. Верхняя индукционная катушка 310 с 2 витками квадратной формы, длиной внутренней стороны 58 см и высотой 15 см, была подключена к источнику индукционного электропитания с максимальной мощностью 550 кВт, а индукционная частота была установлена в 10 кГц. Нижняя индукционная катушка 320 имела такую же форму, как и верхняя индукционная катушка 310. Однако она была подключена к источнику индукционного электропитания с максимальной мощностью 200 кВт, а индукционная частота была установлена в 35 кГц. Эти две индукционные катушки 310 и 320 по высоте были расположены в центре тигля 200, между верхней индукционной катушкой 310 и нижней индукционной катушкой 320 был установлен медный магнитный экран 330 толщиной 3 мм, причем внешняя сторона подобного магнитного экрана 330 охлаждалась при помощи гофротрубы.
Для нагрева расплавленного кремния S′ сверху при помощи плазменной струи плазменной горелки 800, она была подключена к источнику постоянного тока мощностью 100 кВт, причем расплавленный кремний выступал в качестве анода. Плазменная горелка 800 имела цилиндрическую форму диаметром 10 см, ее отрицательный электрод или вся горелка полностью охлаждались водой, причем плазменная горелка 800 могла перемещаться горизонтально и вертикально.
Функционирование подобной иллюстративной установки происходило следующим образом. Вначале графитовая опора 400 с сечением, имеющим квадратную форму перпендикулярно направлению вниз, и длиной боковой стороны в 51 см, была установлена на вертикальное подвижное устройство 500 и помещена в тигель 200 таким образом, чтобы ее верхняя поверхность была выровнена с нижним краем нижней индукционной катушки 320. Затем на верхнюю поверхность графитовой опоры 400 была помещена кремниевая масса весом 110 кг.
Затем, плазменная горелка 800 была перемещена вниз таким образом, чтобы ее концевая часть находилась рядом с кремниевой массой S. В плазменную горелку 800 со скоростью 250 л/мин нагнетался аргон и происходило поджигание прямоточной плазмы между катодом плазменной горелки 800 и катодом расплавленного кремния S′. После подтверждения поджигания плазмы подавалось напряжение и через индукционные катушки 310 и 320 проходил электрический ток.
Затем, после поджигания плазмы и начала подачи напряжения на индукционные катушки плавление кремниевой массы S ускорялось за счет постепенного увеличения подаваемой электрической мощности. Мощность плазменной струи увеличивалась до тех пор, пока сила тока не достигала 7000 ампер, а напряжение 125 вольт. Максимальная индукционная частота в 10 кГц, максимальная индукционная мощность в 550 кВт и максимальное напряжение на клеммах в 380 вольт подавались на расположенную сверху индукционную катушку 310. Аналогичным образом, максимальная индукционная частота в 35 кГц, максимальная индукционная мощность в 200 кВт и максимальное напряжение на клеммах в 560 вольт подавались на расположенную снизу индукционную катушку 320.
Температура увеличивалась, плавление кремниевой массы S ускорялось и вскоре кремниевая масса S полностью расплавлялась. Кремниевое сырье подавалось из устройства 700 подачи сырья до тех пор, пока количество расплавленного кремния S′ не достигало 180 кг. Под воздействием плазменной струи 800 расплавленный кремний S′, прошедший индукционное плавление в тигле 200, находился в устойчивом состоянии, при этом электромагнитная сила, воздействующая на внутреннюю стенку тигля 200, обращенную в сторону расплавленного кремния S′, предотвращала взаимодействие между расплавленным кремнием и охлаждаемым тиглем 200.
После того как предварительный процесс плавления кремниевой массы S завершался и расплавленный кремний S′ поддерживался в устойчивом состоянии, температура в температурно-регулируемой печи 600 для кремниевых слитков, расположенной непосредственно снизу тигля 200, увеличивалась, и устанавливался температурный градиент, составляющий примерно 35°C/см по направлению вниз.
Литье начиналось с перемещения вниз вертикального подвижного устройства 500, которое удерживало расплавленную кремниевую массу S′, при непрерывной подаче кремниевого сырья в виде гранул размером от 1 до 20 мм в тигель 200 через устройство 700 подачи сырья, расположенного над тиглем 200. Как только вертикальное подвижное устройство 500 начинало движение вниз и уровень расплавленного кремния S′ опускался ниже нижнего края индукционной катушки 320, электромагнитная сила, воздействующая на расплавленный кремний S′, уменьшалась, а расплавленный кремний S′, в свою очередь, остывал и отверждался. В этот момент, за счет того, что поверхность отвердевшего кремниевого слитка приближалась к расположенной снизу индукционной катушке 320, и ей передавался индукционный эффект от индукционной катушки 320, кремниевый слиток раскалялся докрасна и быстро не охлаждался.
Таким образом, происходило непрерывное литье, причем непрерывная подача сырья и непрерывное отверждение кремниевого слитка происходили одновременно. В данном примере скорость литья составляла 1.7 мм в минуту, индукционная мощность во время подобного устойчивого литья, в случае использования плазменной горелки, составляла примерно 80 кВт, примерно 350 кВт для верхней индукционной катушки 310 и примерно 470 кВт для нижней индукционной катушки 320. Напряжение на клеммах у верхней индукционной катушки 310 составляло примерно 250 вольт, а напряжение на клеммах у нижней индукционной катушки 320 составляло примерно 470 вольт. Литье прекращалось, после того как общая длина слитка достигала 200 см.
После охлаждения слитка, отлитого вышеупомянутым способом, до комнатной температуры производился осмотр внутренней поверхности тигля 200. В результате осмотра следов дугового разряда обнаружено не было, а форма внутренней поверхности тигля 200 осталась такой же ровной, как и прежде.
Кроме этого, для опытного производства фотоэлементов из кремниевых слитков изготавливались подложки для фотоэлементов и проверялась эффективность фотоэлементов. В частности, из слитков были приготовлены поликристаллические подложки квадратной формы с площадью поверхность 15 кв. см и толщиной 200 микрон и было осуществлено опытное производство фотоэлементов. Для подобного опытного производства было отобрано 100 листов подложки. Среднее значение эффективности фотоэлектрического преобразования у 100 листов фотоэлементов составило 15.2%. Данный пример подтверждает, что производство кремниевых слитков по настоящему изобретению позволяет получать подложки фотоэлементов высокого качества.
Промышленная применяемость
Настоящее изобретение может использоваться для электромагнитного литья кремния, во время которого кремниевая масса расплавляется индукционным нагревом с целью получения литой кремниевой массы для производства высококачественных кремниевых слитков, используемых при производстве кремниевых подложек фотоэлементов.
Изобретение относится к установке для электромагнитного литья кремния, используемой при изготовлении кремниевых полупроводниковых слитков для кремниевых подложек, применяемых преимущественно в фотоэлементах. Установка включает печной сосуд 100, токопроводящий тигель 200, установленный внутри печного сосуда 100, а также элемент индукционной катушки 300, расположенный вокруг внешней поверхности токопроводящего тигля 200, причем установка выполнена с возможностью поддержания постоянного давления внутри печного сосуда с использованием инертного газа и с возможностью перемещения токопроводящего тигля 200 вниз вдоль центральной линии печного сосуда 100 и расплавления кремния за счет индукционного нагрева, создаваемого напряжением на клеммах, подаваемым на элемент индукционной катушки 300, с получением расплавленного кремния и с возможностью дальнейшего отверждения расплавленного кремния, при этом элемент индукционной катушки 300 содержит множество индукционных катушек 310, 320 с разной индукционной частотой, расположенных одна над другой, самая нижняя из которых имеет высокую индукционную частоту, обеспечивающую возможность поддерживания перемешивания расплавленного кремния на низком уровне и статического состояния расплавленного кремния, что приводит к уменьшению кристаллических дефектов в получаемом слитке кремния. Изобретение позволяет точно и легко изготавливать кремниевые слитки высокого качества. 3 н. и 12 з.п. ф-лы, 6 ил., 2 пр.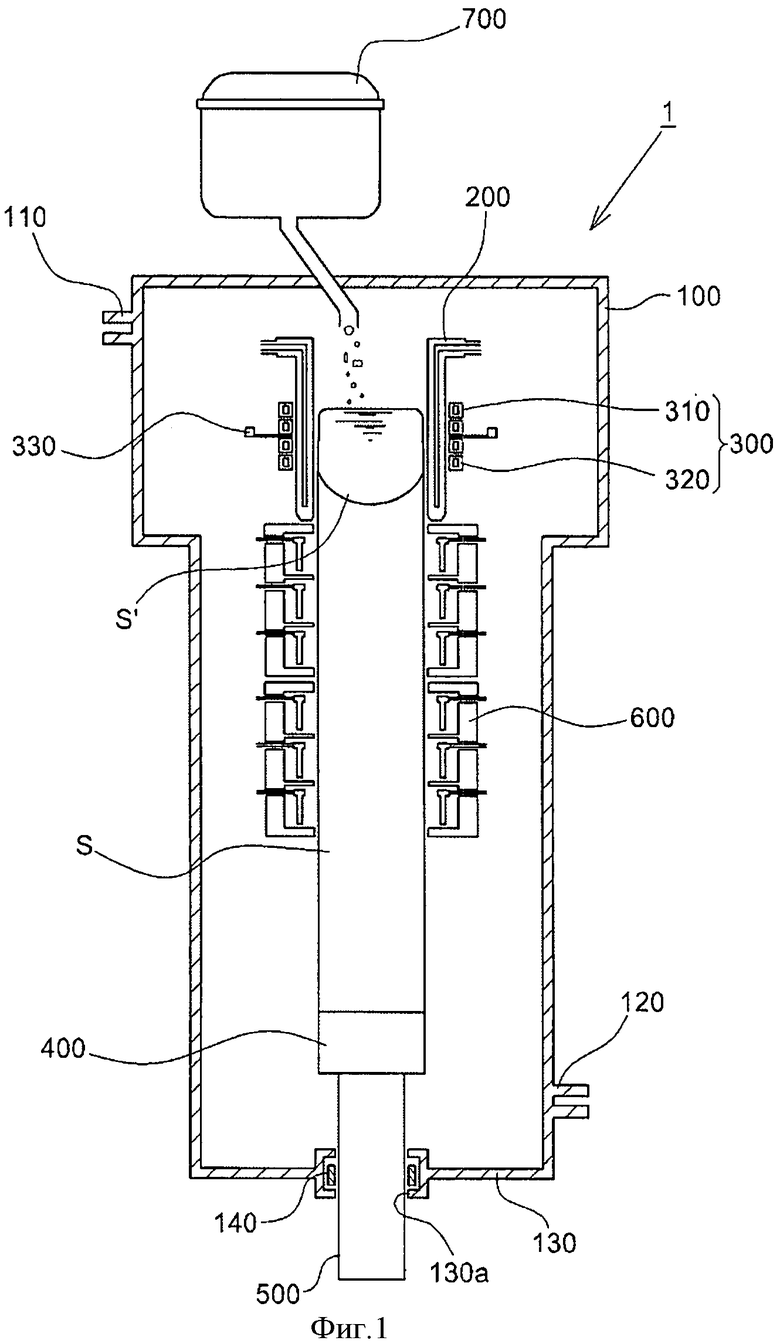
1. Установка для электромагнитного литья кремния, включающая в себя печной сосуд, токопроводящий тигель, установленный внутри печного сосуда, а также элемент индукционной катушки, расположенный вокруг внешней поверхности токопроводящего тигля, причем указанная установка выполнена с возможностью поддержания постоянного давления внутри печного сосуда с использованием инертного газа и с возможностью перемещения токопроводящего тигля вниз вдоль центральной линии печного сосуда и расплавления кремния за счет индукционного нагрева, создаваемого напряжением на клеммах, подаваемым на элемент индукционной катушки, с получением расплавленного кремния и с возможностью дальнейшего отверждения расплавленного кремния;
отличающаяся тем, что элемент индукционной катушки содержит множество индукционных катушек с разной индукционной частотой, расположенных одна над другой, кремний в тигле может расплавляться за счет индукционного нагрева, причем из множества индукционных катушек с разной индукционной частотой самая нижняя индукционная катушка включает индукционную катушку с высокой индукционной частотой, выполненную с возможностью поддерживания перемешивания расплавленного кремния на низком уровне и поддерживания статического состояния расплавленного кремния.
2. Установка по п. 1, в которой высокая индукционная частота самой нижней индукционной катушки составляет 25 кГц или более.
3. Установка по п. 1, в которой между множеством индукционных катушек с разной индукционной частотой установлен магнитный экран.
4. Установка по пп. 1, 2 или 3, в которой напряжение на клеммах, подаваемое на каждую из множества индукционных катушек, составляет 900 вольт или менее.
5. Установка по пп. 1, 2 или 3, в которой напряжение на клеммах, подаваемое на каждую индукционную катушку, составляет 600 вольт или менее.
6. Установка по пп. 1, 2 или 3, в которой над токопроводящим тиглем установлена плазменная горелка с возможностью осуществления нагрева расплавленного кремния в токопроводящем тигле плазменной струей при помощи плазменной горелки.
7. Установка по пп. 1, 2 или 3, в которой над токопроводящим тиглем установлена плазменная горелка с возможностью осуществления нагрева расплавленного кремния в токопроводящем тигле плазменной струей при помощи плазменной горелки, причем напряжение на клеммах, подаваемое на каждую индукционную катушку, может быть установлено на уровне 900 вольт или менее.
8. Установка по пп. 1, 2 или 3, в которой над токопроводящим тиглем установлена плазменная горелка с возможностью осуществления нагрева расплавленного кремния в токопроводящем тигле плазменной струей при помощи плазменной горелки, причем напряжение на клеммах, подаваемое на каждую индукционную катушку, может быть установлено на уровне 600 вольт или менее.
9. Способ электромагнитного литья кремния, состоящий из этапов подачи кремния в токопроводящий тигель, находящийся внутри печного сосуда, причем вдоль внешней поверхности токопроводящего тигля расположено множество индукционных катушек; циркуляции хладагента через множество электрически изолированных сегментов токопроводящего тигля; подачи инертного газа внутрь печного сосуда для поддержания постоянного давления внутри печного сосуда, а также подачи напряжения на клеммы множества индукционных катушек для расплавления кремния за счет индукционного нагрева и образования расплавленного кремния;
отличающийся наличием этапов подачи разной индукционной частоты на каждую из множества индукционных катушек; подачи высокой индукционной частоты на самую нижнюю из множества индукционных катушек, при этом высокая индукционная частота подавляет перемешивание расплавленного кремния и поддерживает статическое состояние расплавленного кремния; а также отверждения расплавленного кремния.
10. Способ по п. 9, в котором на этапе подачи высокой индукционной частоты на самую нижнюю из множества индукционных катушек величина этой индукционной частоты составляет 25 кГц или более.
11. Способ по пп. 9 или 10, дополнительно содержащий этап размещения магнитного экрана между множеством индукционных катушек.
12. Способ по пп. 9 или 10, в котором на этапе подачи напряжения на клеммы множества индукционных катушек величина напряжения на клеммах составляет 900 вольт или менее.
13. Способ по пп. 9 или 10, в котором на этапе подачи напряжения на клеммы множества индукционных катушек величина напряжения на клеммах составляет 600 вольт или менее.
14. Способ по пп. 9 или 10, дополнительно содержащий этап нагрева плазменной струей расплавленного кремния.
15. Слиток кремния, полученный в результате осуществления способа электромагнитного литья, состоящего из этапов подачи кремния в токопроводящий тигель, находящийся внутри печного сосуда, причем вдоль внешней поверхности токопроводящего тигля расположено множество индукционных катушек; циркуляции хладагента через множество электрически изолированных сегментов токопроводящего тигля; подачи инертного газа внутрь печного сосуда для поддержания постоянного давления внутри печного сосуда; а также подачи напряжения на клеммы множества индукционных катушек для расплавления кремния за счет индукционного нагрева и образования расплавленного кремния;
отличающегося этапами подачи разной индукционной частоты на каждую из множества индукционных катушек; подачи высокой индукционной частоты на самую нижнюю из множества индукционных катушек, при этом высокая индукционная частота подавляет перемешивание расплавленного кремния и поддерживает статическое состояние расплавленного кремния; а также получения слитка кремния за счет отверждения расплавленного кремния.
| US 2003205358 A1, 06.11.2003 | |||
| WO 2005019106 A1, 03.03.2005; | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| JP 2001019594 A, 23.01.2001 | |||
| СПОСОБ ПРОИЗВОДСТВА КРЕМНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В СОЛНЕЧНЫХ ЭЛЕМЕНТАХ | 1998 |
|
RU2154606C2 |

