Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для электромагнитного литья кремния, используемой при изготовлении кремниевых слитков для кремниевых подложек, используемых преимущественно в фотоэлементах.
Уровень техники
В попытке решения глобальных экологических проблем увеличивается использование фотоэлементов. За счет того, что кристаллы кремния обладают огромным ресурсом и высокой эффективностью при фотоэлектрическом преобразовании, они используются при производстве большинства фотоэлементов, в том числе при производстве фотоэлементов с использованием поликристаллических кремниевых подложек, изготовленных набирающим популярность способом электромагнитного литья.
В рамках способа электромагнитного литья кремния используется реакционный сосуд, медный тигель с циркулирующей по нему охлаждающей водой и индукционная катушка, расположенная на внешней поверхности медного тигля. Левитационная плавка кремниевой массы в медном тигле происходит за счет электромагнитных сил, кремниевая масса отверждается за счет ее непрерывного перемещения вниз с получением, таким образом, кремниевого слитка.
В вышеупомянутом способе, поскольку левитационная плавка кремниевой массы происходит в медном тигле с водяным охлаждением с использованием электромагнитной силы, расплавленный кремний не соприкасается с внутренней поверхностью тигля, что позволяет предотвращать засорение расплавленного кремния загрязнениями, поступающими из тигля. Также, поскольку тигель, используемый для плавки кремниевой массы, не соприкасается с расплавленным кремнием, он не повреждается и может использоваться постоянно.
Поэтому описанный выше способ электромагнитного литья считается промышленным способом производства, обеспечивающим высокую производительность при непрерывном изготовлении длинных кремниевых слитков, высокое качество и целостность за счет стабильных и постоянных условий литья.
Раскрытие изобретения
Проблемы, на решение которых направлено изобретение
Между тем при вышеупомянутом электромагнитном литье кремния возникает следующая проблема. А именно, в процессе отверждения кремниевых слитков при их непрерывном перемещении вниз небольшое количество расплавленного кремния попадает в небольшой зазор между отвердевшим кремниевым слитком и тиглем, в точку соприкосновения трех элементов: тигля, расплавленного кремния и отвердевшего кремниевого слитка, как это показано на фиг.1. Объемное расширение, происходящее во время отверждения подобного расплавленного кремния, попавшего в зазор, создает силу, которая давит на внутреннюю поверхность тигля. При изменении состояния кремния с жидкого на твердое происходит его примерно 9% объемное расширение. Другими словами, подобное явление происходит в результате объемного расширения при отверждении и является уникальным свойством кремния при его соприкосновении с другими обычными металлами.
Усилие, выталкивающее внутреннюю поверхность тигля наружу при отверждении и объемном расширении расплавленного кремния, попавшего в зазор между тиглем и кремниевым слитком, в целом, не столь значительно при небольшом сечении слитка. Подобное усилие компенсируется вдавливающим усилием, создаваемым за счет жесткости тигля, предотвращая тем самым любой последующий наружный выгиб тигля даже в случае продолжения процесса литья.
Между тем при увеличении размера кремниевого слитка, а следовательно, при увеличении сечения слитка, область выталкивания увеличивается и одновременно с этим увеличивается совокупное деформирующее усилие за счет соотношения момент-усилие. Подобное увеличенное усилие превышает жесткость тигля и приводит к постоянной деформации тигля со значительным выгибом наружу. При расширении тигля наружу и увеличении ширины тигля в точке, расположенной на высоте границы отверждения кремниевого слитка, образуется слиток увеличенной ширины, соответствующий по ширине тиглю. По мере продолжения процесса литья ширина кремниевого слитка постепенно увеличивается, при этом наружная изогнутость тигля также увеличивается. В результате этого, когда ширина центральной части слитка становится больше его нижней части, перемещение кремниевого слитка вниз более становится невозможным.
Например, в четырехстороннем тигле с квадратным сечением, используемым для изготовления четырехсторонних кремниевых слитков, постоянный наружный изгиб тигля на высоте границы отверждения начинает появляться, когда ширина сечения кремниевого слитка достигает 35 см. Степень изгиба тигля увеличивается по мере продолжения процесса литья, а увеличение изгиба сопровождается увеличением боковой ширины кремниевого слитка. Таким образом, с определенного момента перемещение кремниевого слитка вниз становится невозможным.
Настоящее изобретение предлагает решение вышеизложенной проблемы и направлено на получение установки для электромагнитного литья кремния, позволяющей предотвратить наружный изгиб тигля во время электромагнитного литья кремния.
Средства для решения проблем
Для достижения настоящим изобретением вышеуказанной цели предлагается установка для электромагнитного литья кремния, содержащая реакционный сосуд, токопроводящий тигель, установленный внутри реакционного сосуда, а также индукционную катушку, установленную на внешней окружности упомянутого тигля;
причем во внутренней части упомянутого реакционного сосуда поддерживается постоянное давление с использованием подходящего газа, а кремний внутри упомянутого тигля отверждается после его плавления за счет индукционного нагрева в результате подачи напряжения на упомянутую индукционную катушку; причем на внешней периферийной поверхности упомянутого тигля установлена жесткая конструкция из электроизоляционного материала. Поэтому даже если расплавленный кремний попадает в небольшой зазор между кремниевым слитком, отвердевшим из расплавленного кремния, и тиглем и этот попавший кремний оказывает давление на внутреннюю поверхность тигля во время его отверждения, сопровождающегося объемным расширением, наружный изгиб тигля будет предотвращен за счет жесткой конструкции, установленной на внешней периферийной поверхности тигля.
Предпочтительно, чтобы вышеупомянутая жесткая конструкция была установлена на внешней периферийной поверхности упомянутого тигля на высоте границы отверждения между расплавленным кремнием и отвердевшим кремниевым слитком. За счет этого можно предотвратить наружный изгиб тигля на высоте границы отверждения, которая в наибольшей степени подвержена наружному изгибу.
Кроме этого, вышеупомянутая жесткая конструкция также может быть установлена на внешней периферийной поверхности упомянутого тигля с диаметром 35 см или более. Это позволяет предотвратить наружный изгиб тигля такого размера, который в наибольшей степени подвержен наружному изгибу.
Эффект от внедрения изобретения
Благодаря настоящему изобретению, даже если расплавленный кремний попадет в небольшой зазор между кремниевым слитком, отвердевшим из расплавленного кремния, и тиглем и такой попавший кремний будет оказывать давление на внутреннюю поверхность тигля во время его отверждения, сопровождающегося объемным расширением, наружный изгиб тигля будет предотвращен за счет жесткой конструкции, установленной на внешней периферийной поверхности тигля. Следовательно, настоящее изобретение позволяет осуществлять устойчивое и непрерывное изготовление кремниевых слитков.
Краткое описание чертежей
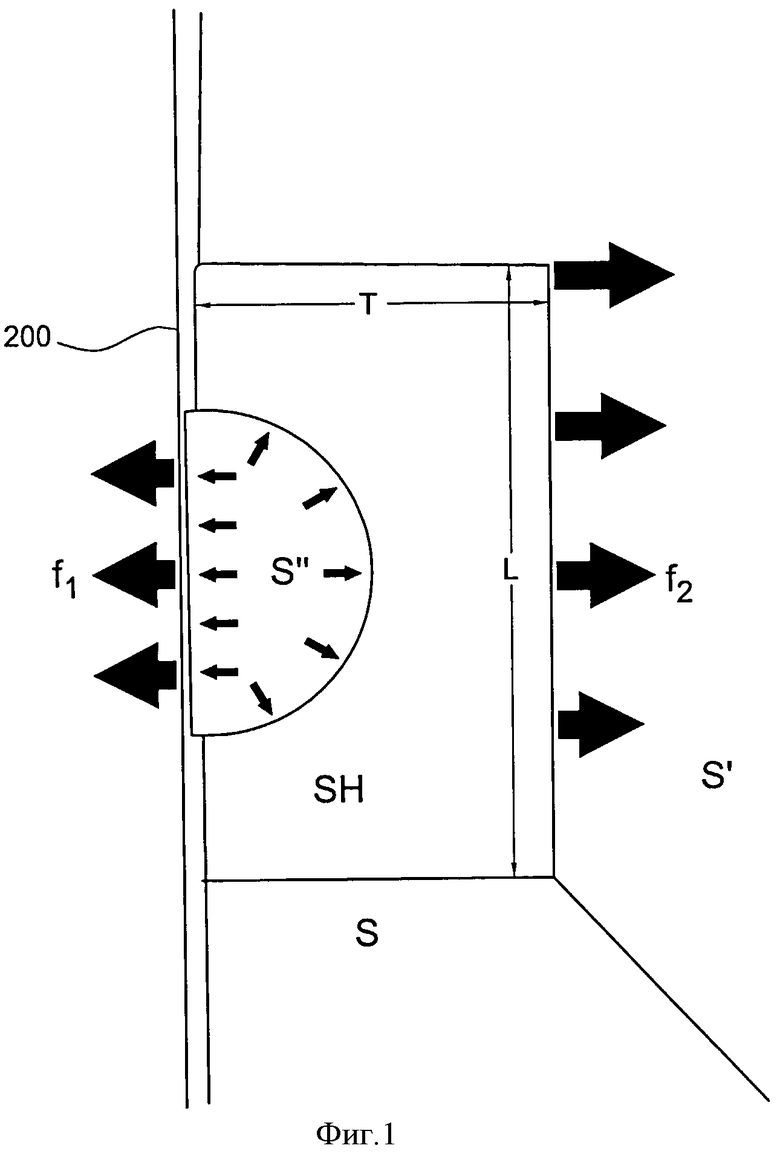
Фиг.1 - показана модель деформирования консольной балки, используемая для определения усилия, выталкивающего тигель наружу, возникающего при объемном расширении одновременно с отверждением расплавленного кремния, попавшего в зазор между тиглем и кремниевым слитком.
Фиг.2 - схематически показана установка для электромагнитного литья кремния из примера 1.
Фиг.3 - показан вид в перспективе четырехстороннего призматического тигля с жесткой конструкцией по фиг.2.
Фиг.4 - схематически показана установка для электромагнитного литья кремния из примера 2.
Фиг.5 - показан вид в перспективе цилиндрического тигля с жесткой конструкцией по фиг.4.
Описание обозначений
Наилучший способ осуществления изобретения
Далее со ссылкой на чертежи будет рассмотрен вариант осуществления установки для электромагнитного литья кремния (далее именуемой установка 1) по настоящему изобретению.
Конструкция системы
Установка 1 состоит, как показано на фиг.2 и 4, из реакционного сосуда 100, тигля 200, помещенного внутрь реакционного сосуда 100, индукционных катушек 300 и 300', установленных на внешней окружности тигля 200, графитовой опоры 400, на которую помещается кремниевая масса S, вертикально-подвижного устройства 500, вертикально перемещающего графитовую опору 400, температурно-регулируемого реактора 600, регулирующего отверждение расплавленного кремния S', а также устройства 700 подачи сырья, установленного сверху тигля 200. Конструкция вышеупомянутых компонентов аналогична конструкции компонентов, используемых в традиционных установках.
Что касается кремния, то он именуется «кремниевой массой» до нагрева, «расплавленной массой» S' в расплавленном состоянии после нагрева и «кремниевой заготовкой» S в отвердевшем состоянии после охлаждения.
Конструкция реакционного сосуда
Реакционный сосуд 100 является воздухонепроницаемым контейнером, установленным таким образом, чтобы он закрывал тигель 200, индукционную катушку 300 и т.п.
У реакционного сосуда 100 имеется подающее впускное отверстие 110, образованное в его верхней части, а также выпускное отверстие 120, образованное в его нижней части. Во время литья давление во внутренней части реакционного сосуда 100 понижается до 0.1 торр при помощи вакуумного насоса (на чертежах не показан) и осуществляется подача подходящего газа (например, газообразного аргона) через впускное отверстие 110 до тех пор, пока давление не сравняется с атмосферным.
В нижней поверхности 130 реакционного сосуда 100 высверливается монтажное отверстие 130а, в которое вставляется вертикально-подвижное устройство 500. В подобном монтажном отверстии 130а предпочтительно используется уплотнительный материал 140 из резины или т.п. для обеспечения полной воздухонепроницаемости реакционного сосуда 100.
Конструкция тигля
Тигель 200 изготовлен из меди, а его боковые стенки охлаждаются за счет циркуляции внутри него охлаждающей воды. Кроме этого, позицией 210 обозначена трубка, предназначенная для подачи и отвода охлаждающей воды.
В целях обеспечения электроизоляции тигля, вдоль окружности подобный тигель 200 разбит на множество сегментов. Между всеми сегментами тигля 200 предпочтительно проложен электроизоляционный материал, такой, например, как слюда.
Кроме этого, как показано на фиг. 2 и 3, тигель 200 имеет квадратное сечение, тогда как тигель, показанный на фиг. 4 и 5, является круглым.
Устройство жесткой конструкции
Жесткая конструкция, изготовленная из электроизоляционного материала, установлена на внешней периферийной поверхности тигля. Например, на тигель 200, показанный на фиг. 3 установлена четырехсторонняя, призматическая жесткая конструкция 810. Кроме этого, на тигель 200, показанный на фиг. 5 установлена цилиндрическая жесткая конструкция 820.
Модель деформирования консольной балки, показанная на фиг. 1, используется для определения усилия, выталкивающего тигель 200 наружу и возникающего при объемном расширении, вызванном отверждением кремниевого раствора S″, попавшего в зазор между тиглем 200 и кремниевым слитком S.
В данной модели кремниевый раствор S″, попавший в зазор, удерживается в полусферическом кремниевом столбе SH длиной (L) 4 мм, толщиной (T) 2 мм и шириной (W) 2 мм и отверждается. Выталкивающее усилие f1, возникающее при расширении, вызванном подобным отверждением, направлено перпендикулярно внутренней поверхности тигля, тогда как равное усилие f2, выталкивает кремниевый столб SH в противоположном направлении. Предположив, что усилие f2 воздействует на кремниевый столб SH в центральной точке столба, поскольку нижний торец кремниевого столба SH является неподвижно закрепленной консольной балкой, можно примерно рассчитать параметры деформации кремниевого столба SH как параметры деформации консольной балки, имеющей равномерное сечение с длиной 4 мм, толщиной и шириной 2 мм, которая испытывает сосредоточенную нагрузку в центральной точке продольной части.
Если модуль упругости и предел прочности при изгибе известны, то можно определить соотношение между степенью изгиба и усилием в момент изгиба консольной балки, подвергающейся сосредоточенной нагрузке в центральной точке продольной части. Когда на балку воздействует нагрузка, изгиб балки увеличивается пропорционально увеличению нагрузки в области упругой деформации. Подобное пропорциональное соотношение сохраняется до тех пор, пока изгиб балки не достигнет предела прочности при изгибе. Как только изгиб балки достигает предела прочности при изгибе, изгиб балки продолжается в области пластической деформации, а нагрузка не сильно отличается от нагрузки в случае текучести при изгибе. Поэтому максимальную нагрузку, необходимую для продолжения изгиба балки можно считать практически равной нагрузке в тот момент, когда изгиб балки становится равным пределу прочности при изгибе. Поэтому сила f1 выталкивает тигель 200 в противоположном направлении с таким же усилием, которое создается максимальной нагрузкой для предела прочности при изгибе.
Модуль упругости (модуль Юнга) твердого кремния около его точки плавления и предел прочности при изгибе могут быть определены по значениям для других материалов. Хотя при комнатной температуре кремний является полупроводниковым материалом, при температуре 500ºС и выше у него появляются свойства металла. Кроме того, при высоких температурах около его точки плавления, кремний размягчается и легко поддается пластической деформации. Для сведения, при комнатной температуре модуль Юнга у металлов, в целом, составляет от 50 до 150 ГПа, а у стекла от 65 до 90 ГПа. Поскольку модуль Юнга очень слабо зависит от температуры, можно считать, что у точки плавления он составляет около 30%. Таким образом, считается, что при комнатной температуре модуль Юнга у кремния составляет 100 ГПа, тогда как при температуре около точки плавления он составляет 30 ГПа.
В целом, считается, что предел прочности при изгибе (предельный изгиб) у металлов составляет 0.2% при комнатной температуре. Другими словами, предел прочности при изгибе для металлов составляет 0.2%. Однако, поскольку предел прочности при изгибе в значительной мере зависит от температуры и уменьшается с увеличением температуры, считается, что при температуре около точки плавления он составляет 1/10 от его значения при комнатной температуре. Таким образом, считается, что предел прочности при изгибе у кремния при температуре около точки плавления составляет 0.02%.
Сосредоточенная нагрузка в центральной точке продольной части, при которой максимальный изгиб консольной балки кремниевого столба SH длиной 4 мм, толщиной 2 мм, шириной 2 мм и значением модуля Юнга 30 ГПа составляет 0.02%, равна примерно 4 Н. В этот момент изгиб (максимальный изгиб) балки в центральной точке продольной части балки составляет 0.00027 мм. Поэтому, согласно расчетам для данной модели, усилие, выталкивающее тигель 200 наружу в результате объемного расширения происходящего параллельно с отверждением кремниевого раствора S”, попавшего в зазор между тиглем 200 и кремниевым слитком, составляет примерно 4 Н для длины в 2 мм вдоль горизонтальной линии, где тигель соприкасается с расплавленным кремнием S' и кремниевым слитком S.
Степень деформации тигля, используемого для изготовления кремниевых слитков S, имеющего в сечении квадратную форму размером 350 мм указана ниже для рассчитанной выше силы, выталкивающей тигель 200 наружу. Если внутренняя сторона тигля 200 составляет 350 мм, то на одну сторону квадратного тигля вдоль границы отверждения кремниевого слитка S воздействует общее усилие примерно в 700 Н, являющееся равномерно распределенной нагрузкой.
С другой стороны, если на внешней окружности тигля 200 установлена жесткая конструкция 810 из электроизоляционного материала, то считается, что усилие изгиба уменьшается, поскольку для предотвращения изгиба тигля 200 в результате объемного расширения кремниевого раствора S″ используется стеклопластик. Стеклопластик содержит стекловолокна, хотя в качестве армирующего материала может использоваться и другой материал, имеющий значение по модулю Юнга в 10 ГПа. В случае монтажа конструкции из стеклопластика толщиной 100 мм и шириной 30 мм на внешнюю окружность тигля 200, внутренняя сторона которого, составляющая 350 мм, расположена напротив жесткой конструкции, можно примерно рассчитать, что на подобную жесткую конструкцию, а также на одну из четырех внутренних сторон тигля 200 воздействует максимальное усилие в 700 Н, являющееся равномерно распределенной нагрузкой. В данном случае соотношение между изгибом и усилием, воздействующим на тигель 200 и жесткую конструкцию 810 из стеклопластика, можно рассчитать, используя размеры отдельных сегментов тигля 200. Расчет производится для общей силы отталкивания, причем сосредоточенная нагрузка воздействует на оба свободных конца медной балки с равными секциями толщиной 33 мм, шириной 23.3 мм и размахом 700 мм, а сила отталкивания возникает в том месте, где нагрузка прикладывается к балке, усиленной стеклопластиком толщиной 100 мм, шириной 30 мм и размахом 350 мм, у балки имеется два свободных конца.
Когда к подобной составной композитной балке прикладывается нагрузка в 700 Н, значение модуля Юнга у стеклопластика берется за 10 ГПа, а у меди - за 110 ГПа, то максимальная деформация в центре балки, усиленной стеклопластиком, составляет 0.011 мм, максимальное напряжение на изгиб составляет 0.43 МПа, а максимальный коэффициент изгиба составляет 0.0043%. Упомянутое максимальное напряжение на изгиб существенно ниже прочности на растяжение в 130 МПа у стеклопластика. Поэтому при установке на тигель 200 жесткой конструкции 810 из стеклопластика постоянную деформацию тигля 200, на который воздействует усилие, возникающее в результате объемного расширения, вызванного отверждением попавшего раствора кремния, можно предотвратить таким образом, чтобы перемещение кремниевого слитка S вниз происходило непрерывно.
При использовании для изготовления цилиндрических слитков S цилиндрического тигля 200, сопротивление деформации тигля 200 с установленной на его внешнюю окружность жесткой конструкцией 820 из стеклопластика, будет ниже. При расчете прочности автоклава в соответствии с Японскими промышленными стандартами (JIS В9265), необходимо, чтобы при воздействии внутреннего давления на тонкий цилиндр обеспечивался 4-кратный запас прочности для прочности на растяжение по окружности сосуда. Внутренний диаметр тигля 200, используемого для литья кремния, составляет 600 мм, а его внешний диаметр - 660 мм. Толщина жесткой конструкции 820 из стеклопластика, устанавливаемой на внешнюю окружность тигля 200, составляет 2 мм, а ее ширина - 50 мм. В данном случае усилие, выталкивающее внутреннюю поверхность тигля 200 в момент отверждения расплавленного кремния S″, попавшего в зазор между тиглем 200 и отвердевшим кремниевым слитком S, составляет 2 Н на 1 мм. Поэтому считается, что усилие, воздействующее на всю внутреннюю окружность длиной 1884 мм тигля 200, составляет 3768 Н. Таким образом, общее усилие, выталкивающее тигель 200 наружу примерно можно рассчитать как усилие, которое с учетом жесткости тигля 200, выталкивает цилиндрическую жесткую конструкцию 820 из стеклопластика, установленную на внешнюю периферийную поверхность тигля 200, равномерно изнутри, без учета силы отталкивания, создаваемой за счет жесткости тигля 200.
В результате получается, что общее усилие в 3768 Н равномерно распределяется по внутренней поверхности площадью 103620 мм2 цилиндрической жесткой конструкции 820 из стеклопластика с внутренним диаметром 660 мм, шириной 50 мм и толщиной 2 мм. Таким образом, у цилиндрической жесткой конструкции 820, изготовленной из стеклопластика, с внутренним диаметром 660 мм и толщиной 2 мм, а также внутренним давлением 0.037 МПа расчетная прочность на растяжение по окружности составляет 6.6 МПа. Поскольку в Японских промышленных стандартах (JIS В9265) предусмотрен 4-кратный запас прочности, если предел на растяжение стеклопластика составляет 26.4 МПа или выше, вероятность разлома цилиндрической жесткой конструкции 820 исключена. Поскольку, как отмечалось выше, прочность на растяжение у стеклопластика составляет 130 МПа, это существенно превышает необходимую прочность даже с учетом запаса прочности. Таким образом, это позволяет предотвратить любые повреждения цилиндрической жесткой конструкции 820 из стеклопластика, установленной на тигель 200, на который воздействует усилие, возникающее в результате объемного расширения, происходящего параллельно с отверждением попавшего раствора S″ кремния, а также предотвратить любую возможную деформацию тигля 200.
Конструкция других деталей
Вышеупомянутые индукционные катушки 300 и 300' используются для плавления кремниевой массы в тигле 200 за счет индукционного нагрева после подачи на них напряжения.
В частности, у индукционной катушки 300, показанной на фиг.2, имеются две катушки 310 и 320 с разной индукционной частотой, расположенные одна над другой. Для предотвращения магнитного взаимодействия между катушками 310 и 320 с разной индукционной частотой между ними устанавливается магнитный экран 330. Напряжение на клеммах, подаваемое на каждую из индукционных катушек 310 и 320, предпочтительно составляет 900 В или менее, более предпочтительно 600 В или менее.
Температурно-регулируемый реактор 600 используется для постепенного охлаждения и отверждения расплавленного кремния S'. В целом, в нем, от верхней до нижней части, поддерживается заданный градиент температуры, позволяющий в итоге постепенно охлаждать расплавленный кремний S' до определенной температуры.
Графитовая опора 400 является основанием, изготовленным из графита. Во время литья, после того как при помощи вертикально-подвижного устройства 500 основание выровнено по высоте с нижними индукционными катушками, поверх него помещается кремниевая масса. Затем оно опускается вниз вдоль линии центров реакционного сосуда 100, позволяя расплавленному кремнию S' опускаться вниз, что приводит к его остыванию.
Вертикально-подвижное устройство 500 перемещает графитовую опору 400 вертикально вдоль линии центров реакционного сосуда 100. Приводное устройство, установленное отдельно (не показано на чертеже), перемещается вертикально в зависимости от производственных условий.
Устройство 700 подачи сырья подает сырье, например кремниевую массу и графитную массу в тигель 200 через верх. Вначале загружается определенное весовое количество кремниевой массы, а затем на верхнюю поверхность кремниевой массы помещается графитная масса. Графитная масса способствует нагреву кремния и, после прохождения электрического тока через индукционные катушки, графитная масса нагревается, а ее температура повышается, затем, за счет тепла, излучаемого графитом, происходит нагрев и повышение температуры кремниевой массы, находящейся в нижней части. После того как температура кремниевой массы превысит определенное значение, величина электрического сопротивления кремниевой массы уменьшается, индукционный ток в кремниевой массе увеличивается и начинается саморазогрев. Сразу после того как кремниевая масса начинает саморазогреваться, графитную массу, находящуюся сверху, сразу же удаляют из тигля 200 по направлению вверх.
Пример 1
Ниже приведен пример установки для электромагнитного литья кремния, показанной на фиг.2 и 3. В данном примере призматический кремниевый слиток S изготавливается на установке, оснащенной жесткой конструкцией 810 из электроизоляционного материала, установленной на внешнюю периферийную поверхность тигля следующим образом.
В данном примере кремниевый слиток S, в направлении литья, имел в сечении квадратную форму, а ширина его сторон составляла 35 см. Соответственно, тигель 200 в горизонтальном сечении также имел квадратную форму, его внутренний размер составлял 35 см, а внешний размер 41.6 см. Вертикальная изоляция тигля 200 состояла из 60 секций. То есть тигель 200 был разделен на 60 сегментов, а длина каждого сегмента составляла 70 см. Внутри него циркулировала охлаждающая вода, а между всеми сегментами, в качестве электроизоляционного материала была проложена слюда. Общий расход охлаждающей воды, используемой внутри тигля 200, составил 500 л в минуту.
Кроме этого в установке имелись две индукционные катушки 310 и 320, расположенные одна над другой. У верхней индукционной катушки 310 два витка были намотаны вокруг квадрата с внутренним размером 42.6 и высотой 15 см. Она была подключена к источнику индукционного электропитания с максимальной выходной мощностью 350 кВт, а индукционная частота была установлена в 10 кГц. Нижняя индукционная катушка 320 имела такую же форму, как и верхняя индукционная катушка 310, однако она была подключена в источнику индукционного электропитания с максимальной выходной мощностью 150 кВт и индукционной частотой 35 кГц. Подобные две индукционные катушки 310 и 320 были расположены друг рядом с другом, по высоте в центре тигля 200, между индукционными катушками 310 и 320 был установлен медный магнитный экран 330 толщиной 3 мм, а внешняя окружность упомянутого магнитного экрана 330 охлаждалась при помощи гофротрубы.
На фиг.3 показано положение, в котором жесткая конструкция 810 из стеклопластика была установлена на внешнюю периферийную поверхность тигля 200. Жесткая конструкция с внутренней стороной (длиной балки) 41.6 см вдоль внешней стороны тигля 200, толщиной балки 10 см и шириной балки 3 см была установлена непосредственно снизу нижней индукционной катушки 320 так, чтобы она касалась тигля 200.
Функционирование в данном примере происходило следующим образом. Вначале графитовая опора 400, имеющая квадратное сечение по направлению вниз и ширину 35 см, была установлена на вертикально-подвижное устройство 500 и помещена в тигель 200 таким образом, чтобы ее верхняя поверхность находилась на одном уровне с нижним краем индукционной катушки 320. Затем на верхнюю поверхность графитовой опоры 400 была загружена кремниевая масса весом 50 кг. Графитовая масса, имеющая квадратное сечение по направлению вниз, ширину 30 см и высоту 7 см, была помещена сверху тигля 200 на расстоянии 2 см от верхней поверхности загруженной кремниевой массы. Внутреннее давление в реакционном сосуде 100 было уменьшено до 0.1 торр при помощи вакуумного насоса, а затем в сосуд был подан газообразный аргон под давлением, равным атмосферному давлению. Затем на верхнюю индукционную катушку 310 с индукционной частотой 10 кГц было подано напряжение, последовательно увеличивая выходную индукционную мощность до 200 кВ, после чего было подано напряжение и увеличена выходная мощность до 100 кВ нижней индукционной катушки 320 с индукционной частотой 35 кГц. Таким образом, при прохождении электрического тока через индукционные катушки 310 и 320 температура графитной массы, помещенной поверх кремниевой массы, увеличивалась, и она раскалялась докрасна за счет индукционного нагрева. За счет тепла, излучаемого раскалившейся докрасна графитной массой, температура загруженной кремниевой массы повышалась. После того как температура кремниевой массы достигала примерно 500ºС, величина электрического сопротивления кремния уменьшалась, индукционный ток в кремниевой массе увеличивался и начинался саморазогрев. Сразу после начала саморазогрева кремниевой массы графитная масса удалялась из тигля 200 по направлению вверх. Кроме этого, плавление кремния ускорялось при увеличении выходной индукционной мощности верхней индукционной катушки 310 до 350 кВт, а нижней индукционной катушки 320 - до 150 кВт. Температура кремниевой массы, начинавшей саморазогреваться, продолжала увеличиваться и вскоре кремниевая масса полностью расплавлялась. Расплавленная кремниевая масса S' не соприкасалась с охлаждаемым тиглем 200 из-за того, что на внутреннюю стенку тигля 200, обращенную в сторону расплавленной кремниевой массы S', воздействовала электромагнитная сила.
После того как первоначально загруженный кремний полностью расплавлялся и оказывался в устойчивом состоянии, температура в температурно-регулируемом реакторе 600 для кремниевых слитков, расположенном непосредственно снизу тигля 200, увеличивалась, и устанавливался температурный градиент в направлении вниз, составлявший примерно 35ºС/см. Литье начиналось за счет непрерывной подачи в тигель 200 кремниевого материала с диаметром гранул в диапазоне от 1 до 20 мм через устройство 700 подачи сырья, расположенное сверху тигля 200 одновременно с перемещением вниз вертикально-подвижного устройства 500, в котором находился расплавленный кремний S'. После того как вертикально-подвижное устройство 500 начинало перемещаться вниз, а расплавленный кремний S' опускался ниже нижнего края нижней катушки 320, электромагнитное усилие, воздействовавшее на расплавленный кремний уменьшалось, а расплавленный кремний S, в свою очередь, охлаждался и отвердевал.
Таким образом, происходило непрерывное литье, причем непрерывная подача сырья и непрерывное отверждение кремниевого слитка происходили одновременно. В данном примере скорость литья составляла 2.0 мм в минуту, выходная индукционная мощность во время подобного устойчивого литья составляла примерно 260 кВт для верхней индукционной катушки 310 и примерно 80 кВт для нижней индукционной катушки 320. Литье прекращалось после того как общая длина слитка достигала 200 см.
После охлаждения слитка, отлитого вышеупомянутым способом, до комнатной температуры слиток вынимался из сосуда и измерялся наружный изгиб внутреннего края тигля 200. В результате было подтверждено, что изгиба тигля 200 не происходило.
Пример 2
На фиг.4 и 5 показан другой пример установки для электромагнитного литья кремния. В данном примере цилиндрический кремниевый слиток S был изготовлен на установке, оснащенной жесткой конструкцией 820 из электроизоляционного материала, установленной на внешней периферийной поверхности тигля 200.
В данном примере кремниевый слиток в направлении литья имел в сечении круглую форму с диаметром 600 мм. Соответственно, внутренний диаметр тигля 200 был равен 600 мм, а его внешний диаметр - 660 мм. Вертикальная изоляция тигля 200 состояла из 60 секций. Тигель 200 был разделен на 60 сегментов, внутри каждого сегмента циркулировала охлаждающая вода. Между всеми сегментами электроизоляционного материала была проложена слюда. Общий расход охлаждающей воды, используемой внутри тигля 200, составил 500 л в минуту.
Кроме того, подача индукционного питания осуществлялась с максимальной выходной мощностью в 600 кВт и примерной частотой в 6 кГц. У индукционной катушки 300' с внутренним диаметром 670 мм и высотой 300 мм было три витка. Устройство плазменного нагрева (не показано), использовавшееся для подогрева кремниевого раствора сверху, состояло из плазменной горелки с водяным охлаждением, диаметром 98 мм и длиной 1.5 м, источника постоянного тока с максимальной выходной мощностью 300 кВт, высокоэффективного осциллятора для плазменного газового зажигания, а также регулятора потока, регулировавшего поток газообразного аргона. Диаметр инжекторного отверстия плазменной горелки составлял 18 мм.
Кроме этого, на фиг.5 показана система, в которой жесткая конструкция 820 из стеклопластика была установлена на внешнюю периферийную поверхность тигля 200. Жесткая конструкция 820 толщиной 2 мм и шириной 50 мм была установлена вдоль внешней кромки тигля 200 непосредственно снизу индукционной катушки 300' таким образом, чтобы она проходила вокруг и соприкасалась с тиглем.
Функционирование в этом примере происходило следующим образом. Вначале графитовая опора 400 с диаметром сечения 600 мм по направлению вниз была установлена на вертикально-подвижное устройство 500 и помещена в тигель 200 таким образом, чтобы верхняя поверхность основания была выровнена с нижним краем индукционной катушки 300'. Затем на графитовую опору 400 была помещена кремниевая масса весом 120 кг. Затем внутреннее давление в реакционном сосуде 100 было уменьшено до 0.1 торр при помощи вакуумного насоса и осуществлялась подача газообразного аргона до тех пор, пока давление не сравнивалось с атмосферным давлением. После этого плазменная горелка перемещалась вниз таким образом, чтобы ее кончик находился рядом с кремниевой массой, помещенной на опору, после чего в нее подавался газообразный аргон с расходом 200 л в минуту. Плазма, создаваемая прямым током, поджигалась между катодом плазменной горелки и кремниевой массой. После подтверждения зажигания плазмы на кремниевую массу подавалось электропитание за счет подачи индукционной мощности.
Повышение температуры кремниевой массы ускорялось за счет постепенного увеличения подаваемой электрической мощности после зажигания аргоновой плазмы и начала подачи индукционной мощности. После этого начиналось плавление кремния. После начала плавления кремния подача кремниевого сырья из устройства 700 подачи сырья продолжалась до тех пор, пока количество расплавленного кремния S' не достигало 250 кг. Под воздействием плазменной струи кремниевый раствор, прошедший индукционное плавление в тигле 200, находился в устойчивом жидком состоянии, при этом электромагнитная сила, воздействующая на внутреннюю стенку тигля 200, обращенную в сторону кремниевого раствора, предотвращала взаимодействие между кремниевым раствором и тиглем 200.
После того как начальный процесс плавления достигал устойчивого состояния, температура в температурно-регулируемом реакторе 600 для кремниевых слитков, расположенном непосредственно снизу тигля 200, увеличивалась, и устанавливался температурный градиент в направлении вниз кремниевого слитка S, составлявший примерно 50ºС/см. Кроме этого, литье начиналось за счет непрерывной подачи в тигель 200 размолотого кремниевого материала из устройства 700 подачи сырья, расположенного сверху тигля и перемещения вниз вертикально-подвижного устройства 500, в котором находился расплавленный кремний S'. После того как вертикально-подвижное устройство 500 начинало движение вниз, происходило непрерывное литье за счет непрерывной подачи сырья и непрерывного отверждения кремниевого слитка. В данном примере скорость литья составляла 3.0 мм в минуту, индукционная выходная мощность во время устойчивого литья составляла примерно 400 кВт, тогда как для создания плазмы требовалась выходная мощность примерно 200 кВт, напряжение примерно 130 В и электроток силой примерно 1500 А. Литье прекращалось после того как общая длина слитка достигала 3 м.
После охлаждения слитка, отлитого вышеупомянутым способом, до комнатной температуры слиток вынимался из сосуда и измерялся наружный изгиб внутреннего края тигля 200. В результате было подтверждено, что изгиба тигля 200 не происходило.
Промышленная применимость
Настоящее изобретение может использоваться для электромагнитного литья кремния, причем высококачественные кремниевые слитки, используемые в качестве кремниевых подложек для фотоэлементов, изготавливаются за счет плавления кремниевой массы в результате индукционного нагрева.



Изобретение относится к электромагнитной установке для литья кремния, используемой при изготовлении кремниевых слитков для производства кремниевых подложек, используемых в фотоэлементах. Установка 1 содержит реакционный сосуд 100, токопроводящий тигель 200, расположенный внутри реакционного сосуда 100, индукционную катушку 300, установленную на внешней окружности токопроводящего тигля 200, на внешней периферийной поверхности токопроводящего тигля 200 на высоте, соответствующей положению границы отверждения между расплавленным кремнием S' и отвердевшим кремниевым слитком S, установлена жесткая конструкция 810 из электроизоляционного материала, причем установка выполнена с возможностью поддержания постоянного давления внутри реакционного сосуда 100 с использованием инертного газа 110, пока происходит отверждение кремния, находящегося внутри токопроводящего тигля 200, в кремниевый слиток S после его плавления до расплавленного кремния за счет индукционного нагрева в результате подачи напряжения на клеммы индукционной катушки 300. Жесткая конструкция, установленная на высоте границы отверждения, которая в наибольшей степени подвержена наружному изгибу, позволяет предотвратить наружный изгиб тигля 200, используемого в установке 1. 3 н. и 9 з.п. ф-лы, 5 ил., 2 пр.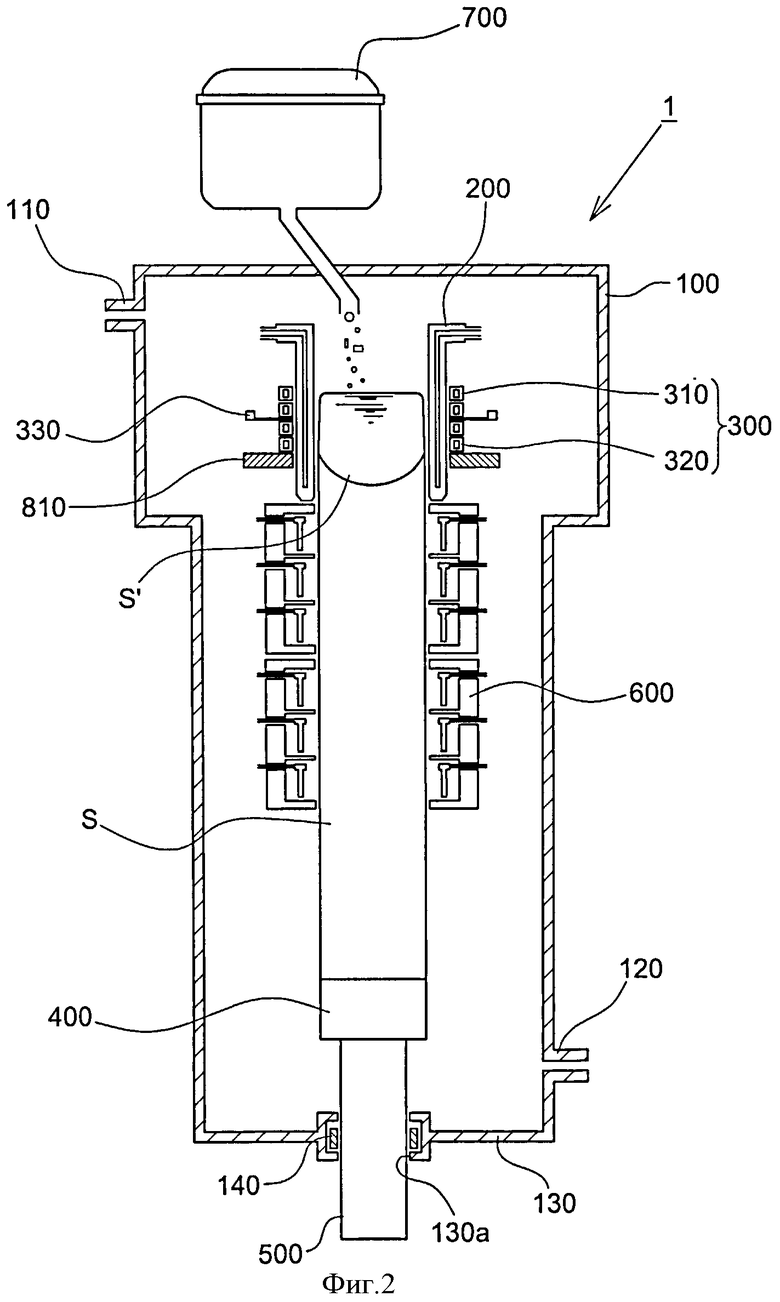
1. Электромагнитная установка для литья кремния, содержащая реакционный сосуд, токопроводящий тигель, расположенный внутри реакционного сосуда, а также индукционную катушку, установленную на внешней окружности токопроводящего тигля, отличающаяся тем, что
на внешней периферийной поверхности токопроводящего тигля на высоте, соответствующей положению границы отверждения между расплавленным кремнием и отвердевшим кремниевым слитком, установлена жесткая конструкция из электроизоляционного материала, причем установка выполнена с возможностью поддержания постоянного давления внутри реакционного сосуда с использованием инертного газа, пока происходит отверждение кремния, находящегося внутри токопроводящего тигля, в кремниевый слиток после его плавления до расплавленного кремния за счет индукционного нагрева в результате подачи напряжения на клеммы индукционной катушки.
2. Установка по п. 1, в которой ширина или диаметр внутреннего сечения токопроводящего тигля составляет 35 см или более.
3. Установка по п. 1, в которой токопроводящий тигель имеет квадратное сечение с размером с внутренней стороны 35 см и размером с внешней стороны 41,6 см, токопроводящий тигель разделен на 60 сегментов, жесткая конструкция образует балку вокруг внешней периферийной поверхности токопроводящего тигля, длина внутренней стороны балки, расположенной напротив внешней периферийной стороны токопроводящего тигля, составляет 41,6 см, толщина 10 см, а ширина 3 см.
4. Установка по п. 1, в которой токопроводящий тигель имеет круглое сечение с внутренним диаметром 600 мм и внешним диаметром 660 мм, токопроводящий тигель разделен на 60 сегментов, жесткая конструкция образует кольцеобразную деталь вокруг внешней периферийной поверхности токопроводящего тигля, толщина кольцеобразной детали составляет 2 мм, а ширина 50 мм.
5. Установка по п. 1, в которой жесткая конструкция включает стеклопластик со значением модуля Юнга в 10 гигапаскалей.
6. Установка по п. 1, в которой индукционная катушка содержит множество индукционных катушек, расположенных одна над другой, и частоты всех из множества индукционных катушек различны.
7. Установка по п. 6, в которой между индукционными катушками с разной индукционной частотой установлен магнитный экран.
8. Установка по п. 1, в которой индукционная катушка содержит первую и вторую индукционные катушки, причем первая индукционная катушка расположена над второй индукционной катушкой, и первая и вторая индукционные катушки работают с разной частотой, где вторая индукционная катушка работает с более высокой частотой, чем первая индукционная катушка.
9. Установка по п. 8, в которой жесткая конструкция расположена рядом с низом второй индукционной катушки.
10. Способ изготовления кремниевых слитков из кремниевой массы, включающий подачу кремниевой массы в токопроводящий тигель, расположенный внутри реакционного сосуда, где у токопроводящего тигля имеется по меньшей мере одна индукционная катушка, окружающая часть высоты токопроводящего тигля с внешней стороны, отличающийся тем, что
жесткую конструкцию из электроизоляционного материала устанавливают на внешней периферийной поверхности токопроводящего тигля по высоте рядом с положением, где образуется граница отверждения между расплавленным кремнием и отвердевшим кремниевым слитком, внутрь реакционного сосуда подают инертный газ для поддержания постоянного давления, на клеммы каждой из индукционных катушек, которых не меньше одной, подают напряжение, причем на каждую индукционную катушку, которых не меньше одной, подается разная индукционная частота, и формируют кремниевый слиток в токопроводящем тигле после плавления кремниевой массы и образования расплавленного кремния за счет индукционного нагрева.
11. Способ по п. 10, в котором по меньшей мере одна индукционная катушка содержит первую и вторую индукционные катушки, где первая индукционная катушка расположена над второй индукционной катушкой, и который дополнительно включает подачу на вторую индукционную катушку более высокой частоты, чем на первую индукционную катушку.
12. Кремниевый слиток, полученный с помощью способа электромагнитного литья, включающего подачу кремниевой массы в токопроводящий тигель, расположенный внутри реакционного сосуда, где у токопроводящего тигля имеется по меньшей мере одна индукционная катушка, окружающая часть высоты токопроводящего тигля с внешней стороны, отличающийся тем, что
жесткую конструкцию из электроизоляционного материала устанавливают на внешней периферийной поверхности токопроводящего тигля по высоте рядом с положением, где образуется граница отверждения между расплавленным кремнием и отвердевшим кремниевым слитком, внутрь реакционного сосуда подают инертный газ для поддержания постоянного давления, на клеммы каждой из индукционных катушек, которых не менее одной, подают напряжение, причем на каждую из индукционных катушек, которых не менее одной, подается разная индукционная частота, и формируют кремниевый слиток в токопроводящем тигле после плавления кремниевой массы и образования расплавленного кремния за счет индукционного нагрева.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| WO 2005019106 A1, 03.03.2005 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

