Перекрестные ссылки на родственные заявки
Для настоящего изобретения испрашивается приоритет на основании ранее поданной находящейся на параллельном рассмотрении патентной заявки США №14/546,681, поданной 18 ноября 2014 года, а также предварительной патентной заявки США №61/908,065, поданной 23 ноября 2013 года, включенных в настоящий документ посредством ссылки.
Область техники, к которой относится изобретение
Изобретение относится к печам индукционной плавки и выдерживания, и, в частности, к подобным устройствам, подходящим для обработки алюминиево-литиевых («Al-Li») сплавов.
Предпосылки создания изобретения
Al-Li сплавы и некоторые другие высоколегированные алюминиевые сплавы традиционно плавят с использованием технологии индукционной плавильной печи, обычно тигельного или канального индукционных типов. И-за химической активности лития в алюминии стандартные печи, работающие на горючем газовом топливе, не используются. Для плавления Al-Li сплавов используется косвенное индуктивное тепло, созданное с использованием электромагнитного поля индукционной печи, при этом металл в печи находится под воздействием магнитного поля для выработки тепла. Индукционные тигельные печи, как правило, имеют непрерывную спираль, обычно медную, окружающую корпус печи по периметру. Индукционная канальная печь имеет индукционную катушку, установленную снаружи основного корпуса печи, и использует сквозной способ для транспортировки расплавленного металла через зону нагрева. Индукционные канальные печи, как правило, крупнее, чем индукционные тигельные печи, и были разработаны, поскольку индукционные тигельные печи имеют практические ограничения на размеры. Для обоих указанных выше типов индукционных печей тепловая энергия, вырабатываемая за счет магнитного поля, а также за счет самого расплавленного металла, требует, чтобы индукционные катушки имели жидкостное охлаждение с использованием воды или гликоля, или их смесей. Обычно в качестве охладителя используется вода, но это создает проблему безопасности в случае разрушения футеровки печи. Расплавленный металл может проникать сквозь футеровку печи и достигать змеевика охлаждения, и если расплавленный металл проникнет в сам змеевик охлаждения, в результате контакта алюминия с водой может произойти взрыв алюминия. В ряде публикаций, в том числе в «Руководстве по обращению с расплавленным алюминием», опубликованном Ассоциацией алюминиевой промышленности (США), обсуждаются взрывы и необходимость сохранять расплавленный алюминий на отдалении от воды. При плавке и обработке Al-Li сплавов вероятность катастрофических взрывов с водой больше, чем для обычных (не содержащих лития) алюминиевых сплавов. В связи с этим, некоторые производители печей предлагают системы охлаждения печей, которые для охлаждения катушки используют отличный от воды охладитель, в частности галогенированные гликоли.
Для традиционных алюминиевых сплавов в качестве рабочей футеровки индукционной печи используются стандартные промышленные огнеупорные материалы. К ним относятся муллит, оксид алюминия и материалы на основе диоксида кремния, установленные как монолитные футеровки, футеровки из огнеупорного кирпича и раствора для кирпичной кладки, и предварительные отливки по форме тиглей. Эти материалы вставляются в корпус печи наряду с другими промежуточными материалами для обособления расплавленного алюминия от контакта с индукционными катушками печи. Футеровочный материал, подвергающийся воздействию расплавленного металла, считается расходным материалом, и периодически заменяется по мере необходимости. Материалы последующих слоев (которые обычно не вступают в непосредственный контакт с расплавленным алюминиевым сплавом), обычно имеют более длительный срок службы, чем материалы, которые вступают в непосредственный контакт, при этом материалы последующих слоев, как правило, не меняют в плановом порядке во время замены рабочей футеровки.
Al-Li сплавы требуют использования специальных огнеупорных материалов рабочей футеровки из-за химической активности лития в алюминии. Обычно, для индукционных тигельных печей используются огнеупорные материалы на основе оксида магния (MgO) и оксида алюминия (Al2O3), тогда как в немагнитной области в стороне от индуктора используются огнеупорные материалы на основе карбида кремния (SiC). Для небольших индукционных печей лабораторного размера используются SiC тигли. Основной недостаток использования MgO заключается в его сравнительно низкой тепловой усталостной прочности. Это требует того, чтобы печь оставалась горячей и не опустошалась на регулярной основе. Это также создает проблему во время смены сплава, поскольку такая печь, как правило, не может быть остужена без образования трещин в огнеупорном материале после того, как он использовался для плавки металла. Как показывает опыт, если MgO футеровке печи дают возможность остыть до температуры ниже 1000°F (538°С), она растрескивается и становится непригодной. Поскольку алюминий плавится при 1260°F (682°С) и сплавляется при 1400°F (760°С), температуру футеровки нужно постоянно поддерживать на уровне 1400°F (760°С). Таким образом, необходимы внешние средства для поддержания тепла в печи в любой момент времени, даже когда печь не используется, а также между рабочими циклами печи.
Печи, использующие другие технологии, отличные от индукционной, в том числе вакуумные резистивные печи, также применялись для выплавки Al-Li сплавов. В способах получения алюминиево-литиевых сплавов также используются технологии легирования литием после печи, благодаря чему литий не контактирует или не загрязняет традиционные огнеупорные материалы печи; см. патент США №4248630. Огнеупорные продукты, содержащие свободный диоксид кремния и/или фосфаты, особенно плохи при использовании в сочетании с Al-Li расплавами, поскольку литий преимущественно воздействует на эти материалы, что приводит к почти немедленному разрушению керамики.
В соответствии с патентом США №5028570 («патент 570») алюминиево-литиевые сплавы, используемые в авиационно-космической технике, обычно содержат примерно 2-3% лития, что существенно повышает прочность алюминия и снижает массу сплава относительно чистого алюминия. Было обнаружено, что только два огнеупорных материала могут обеспечить приемлемое контейнирование этих сплавов. Это оксид магния с оксидной связью и карбид кремния с нитридкремниевой связью. «Патент 570» описывает MgO с нитридкремниевой связью, который является более коррозионно-устойчивым к расплавленному Al-Li. Кроме того, сухие вибрационные смеси, состоящие из карбида кремния и оксида алюминия (производятся и реализуются на рынке компаниями Allied Mineral Corporation, Колумбус, Огайо, и Saint Gobain Corp of America, Амхерст, Массачусетс) также применяются в обычных индукционных тигельных печах, используемых для выплавки алюминиево-литиевых сплавов. Предварительно отлитые и обожженные тигли, изготовленные из пластинчатого оксида алюминия (содержащего 96% высокочистого пластинчатого оксида алюминия, приблизительно 2% диоксида кремния и 2% оксида титана), также используется в качестве основного футеровочного материала содержащего расплав сосуда для алюминиево-литиевых сплавов. Однако, все вышеперечисленные огнеупорные материалы вступают в реакцию с алюминиево-литиевыми сплавами и образуют сплавы, которые имеют тенденцию к растрескиванию в сочетании с образованием сети волоскообразных трещин. Проблема появляется тогда, когда во время загрузки или сгребания, или чистки стенки печи огнеупорный материал подвергается дальнейшему чрезмерному механическому воздействию. Чрезмерное механические воздействие усиливает волоскообразные трещины, присутствующие в огнеупорном материале из-за циклического изменения температуры. Это, в сочетании с химической реакцией между огнеупорной футеровкой и литийсодержащим расплавом, а также печью с низкоплавкими эвтектическими областями расплава, приводит к формированию более толстых участков захваченных полутвердых, твердых, полужидких или полностью жидких ребер сплава с образованием сети внутри огнеупорной футеровки сосуда, причем такая сеть постепенно продвигается к внешней стенке футеровки. Поскольку индуктивная энергия может легко взаимодействовать с сетью ребер алюминия или алюминиевого сплава определенной толщины (более 1,5 мм), захваченных внутри футеровки, когда печь работает при определенной частоте и требуемой подводимой электромагнитной мощности, сеть ребер перегревается и быстро продвигается к внешней границе огнеупорной футеровки. Происходящее в результате разрушение огнеупорной футеровки становится сильным ограничивающим фактором продолжительности срока службы печи. Если бы разрушение огнеупорной футеровки представляло бы только издержки в чистом виде, оно оставалось бы всего-навсего решаемой проблемой, связанной с расходами. Однако внезапное продвижение жидкого алюминиево-литиевого сплава к индукционной катушке через поврежденную огнеупорную футеровку содержащего расплав сосуда обеспечивает возможность катастрофического взрыва, если сплав достигнет одного или двух витков индукционной катушки. Таким образом, в отсутствие огнеупорного материала, который был бы химически инертным к расплавленным алюминиево-литиевым сплавам, существует явная необходимость в полной изоляции индукционной катушки от огнеупорной футеровки содержащего расплав сосуда.
Типичные индукционные печи работают при очень низких электрических частотах. Для перемешивания расплава в процессе плавки низкая частота имеет важное значение для получения высокой скорости плавления. Однако высокая скорость плавления делает задачу сохранения лития в расплаве более сложной, кроме тех случаев, когда над расплавом постоянно поддерживается строго контролируемая инертная атмосфера. В патенте США №5032171 описано применение низкочастотной индукционной мощности для энергичного перемешивания расплава, способствующего удалению лития. При использовании высокочастотной индукционной печи происходит меньшее перемешивание, так как передвижение расплавленного металла является обратной функцией рабочей частоты. Более высокая частота приводит к меньшему перемешиванию, однако более высокая частота также приводит к связыванию большего количества индукционной энергии ближе к внутренней стенке содержащего расплав сосуда, и если присутствуют ребра, происходит сильное связывание и, таким образом, перегрев этих ребер, что дополнительно ускоряет разрушение огнеупорного материала. Таким образом, использование более низкочастотного источника электроэнергии не может уменьшить разрушение огнеупорной футеровки. Еще одна проблема, связанная с использованием низкой частоты (для достижения быстрого плавления) представляет собой образующееся в результате сильное перемешивание, которое приводит к увлечению неметаллических частиц и нежелательных оксидов в расплаве. Поскольку более низкие частоты приводят к большему перемешиванию расплава, для работы часто используются компромиссные рабочие частоты, но компромисс достигается лишь за счет большего повреждения огнеупорной футеровки и ослабления контроля над температурой ванны.
Для плавки лома, где качество является вторичным по отношению к продуктивности, обычно используются более низкие частоты. При получении высококачественных расплавов используются более высокие частоты для уменьшения нежелательного перемешивания, за счет снижения продуктивности.
Еще одним принципиальным фактором, связанным с Al-Li расплавами, является степень растворимости водорода в расплавленном Al-Li сплаве. Поскольку водород является полностью растворимым в чистом расплавленном литии, (который плавится уже при 400°F (204°С)), расплавленный Al-Li сплав при 1400°F (760°С) удерживает значительные количества водорода в легированном расплаве. Например, печной расплав типичного, не содержащего лития, алюминиевого сплава АА 7050 для авиационно-космической техники будет иметь содержание водорода в свежеприготовленном в отражательной плавильной печи расплаве 0,5 см3/100 г расплавленного сплава. По сравнению с этим, количество растворенного водорода в свежеприготовленном расплаве 1,2% Li сплава, расплавленного внутри индукционной печи с регулируемой атмосферой, составляет 1,5 см3/100 г расплавленного сплава. Водород в обычных алюминиевых сплавах, а также в алюминиево-литиевых сплавах является вредным, поскольку приводит к пористости в литых изделиях. Такая пористость в литом состоянии сплава является трудно устранимой при термомеханической обработке и влияет на прочность, пластичность, коррозионную стойкость и сопротивление усталости готовых изделий, изготовленных из таких отливок, которые имеют повышенные содержания водорода. Кроме водорода, поступающего в расплавленный Al-Li сплав через добавление лития, существует другой источник, способствующий захватыванию водорода в расплав. Этот источник имеет химическую природу. Al-Li сплавы являются чрезвычайно мощными восстановителями, и они вытесняют связанный водород из компонентов огнеупорных материалов, используемых в содержащем расплав сосуде. Связующие вещества, используемые при приготовлении огнеупорного материала плавильного сосуда, как правило, содержат каустик или фосфорные кислоты, или воду, или органические активаторы, каждое из них содержит некоторое количество связанного водорода. Этот водород может быть вытеснен атомами Al и Li, и легко поглощается расплавом с одновременным образованием AL-Li оксидов, карбидов, боридов и т.д. Типичной химической реакцией является 2Al+3Н2O=Al2О3+6Н, при этом большие количества водорода высвобождаются и сохраняются в расплаве.
Кроме вышеупомянутых двух источников водорода, существует еще один источник переноса водорода в расплав. Этот перенос происходит через огнеупорный материал содержащего расплав сосуда любой стандартной индукционной плавильной печи. Перенос происходит легко, поскольку: а) снаружи внешней стенки огнеупорного материала (который находится внутри обмазки катушки) имеет место более высокое парциальное давление водорода, чем на внутренней стенке огнеупорной футеровки сосуда (который находится в контакте с расплавом), b) водород является наименьшим атомом, кинетика и коэффициент переноса водорода очень благоприятны для поддержания непрерывной диффузии водорода, обусловленной разницей в парциальном давлении водорода. Обмазка катушки всегда находится в прямом контакте с атмосферой технологического участка и, в зависимости от влажности (которая всегда высока в литейном цехе алюминия, поскольку вода используется в качестве теплоотводящей среды), разумное количество влаги (относительная влажность 20% или выше) и, следовательно, водород, остаются на внешней поверхности обмазки катушки. Для снижения такого захвата расплавом водорода, переносимого через огнеупорный материал, в промышленности считается необходимым использовать другую электропечь выдержки для дегазации специальных расплавленных сплавов, включая Al-Li расплавы перед литьем. Такие печи выдержки бывают трех конструкций: (i) вакуум создается на поверхности Al-Li ванны, или (ii) внешняя область содержащего расплав сосуда поддерживается в вакууме, или (iii) вакуум создается в обоих этих местоположениях, как внутри, так и снаружи.
Описание чертежей
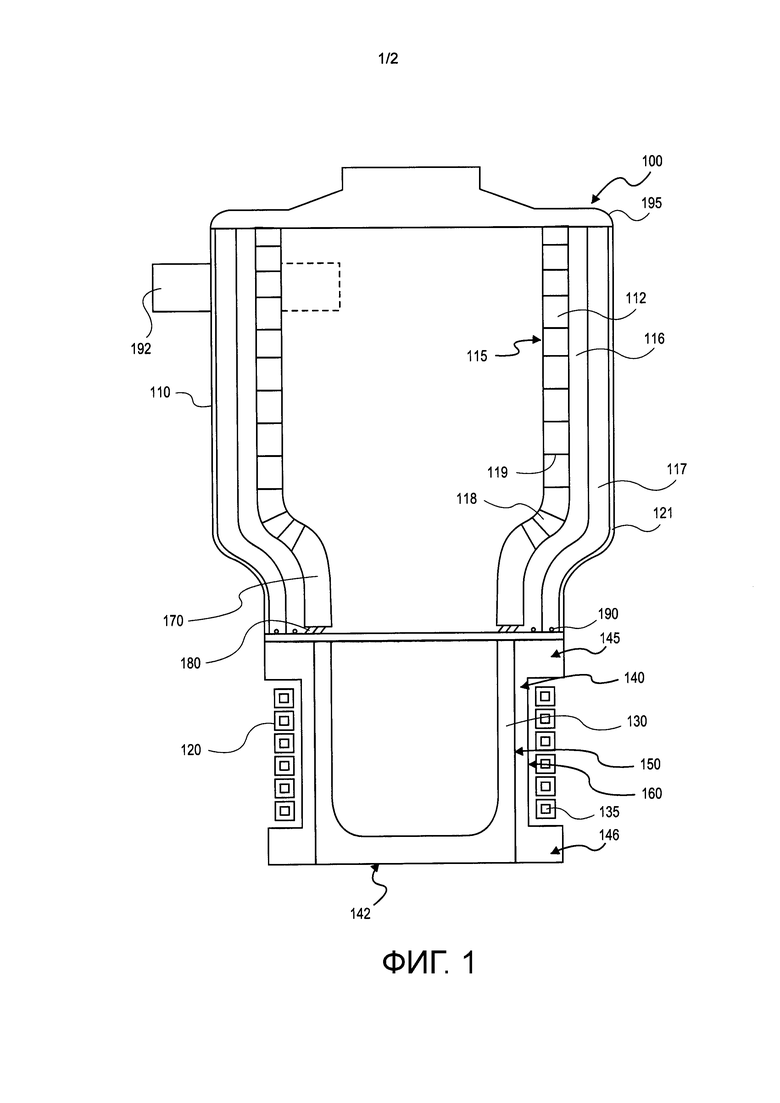
На фиг. 1 представлен вид в поперечном разрезе варианта осуществления индукционной печи.
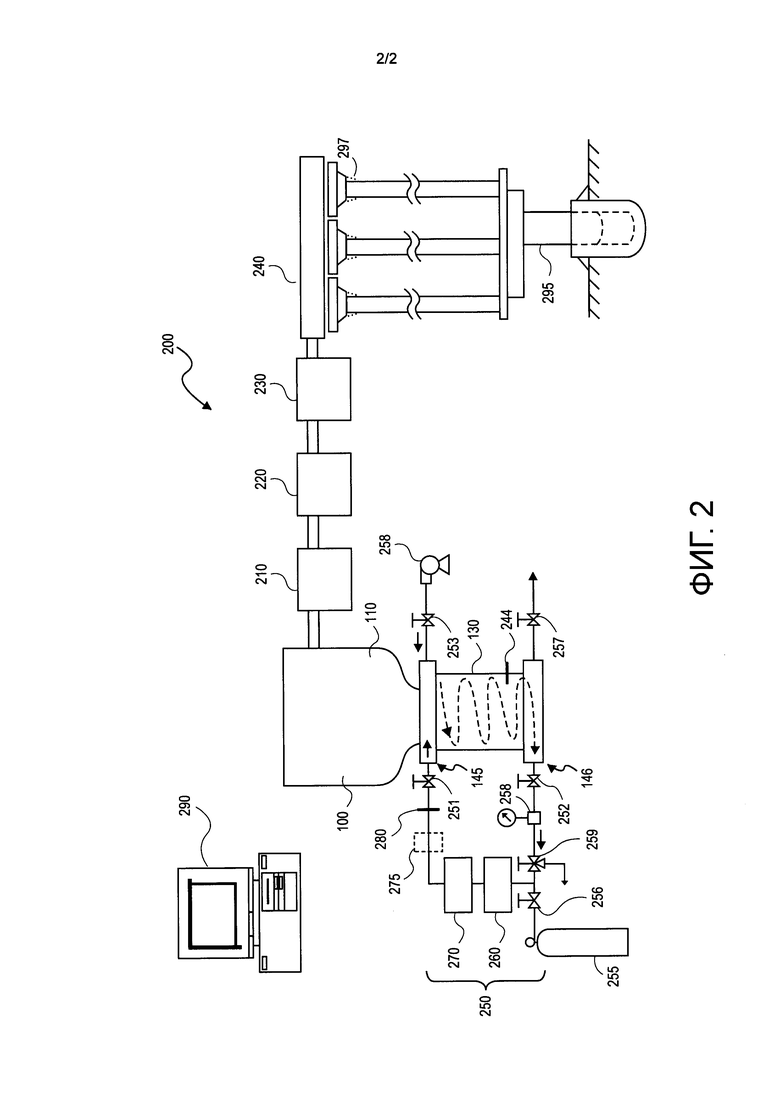
На фиг. 2 представлен схематический вид сбоку системы, выполненной с возможностью формирования одной или более заготовок или слябов или слитков из расплавленного сплава.
Подробное описание
На фиг. 1 показан вид сбоку в поперечном разрезе варианта осуществления индукционной печи. В данном варианте осуществления индукционная печь 100 представляет собой двухкамерную печь с индуктором, расположенным в нижней части. Индукционная печь 100 способна работать в режиме с высокой и/или низкой частотой, находящейся в диапазоне от 200 Гц до 80 Гц. Индукционная печь 100 в данном варианте осуществления включает в себя верхний печной сосуд 110, индукционную катушку 120, расположенную под верхним печным сосудом 110 (как показано); и нижний содержащий расплав сосуд 130, помещенный внутри индукционной катушки 120 и соединенный с возможностью сообщения с верхним печным сосудом 110. Отнесение индукционной печи к типу печей с расположенным внизу индуктором предполагает расположение или размещение только нижнего или содержащего расплав сосуда 130 внутри индукционной катушки 120, но не одновременно содержащего расплав сосуда 130 и верхнего печного сосуда 110.
В одном варианте осуществления содержащий расплав сосуд 130 обычно имеет цилиндрическую форму с типичным внутренним диаметром 10-50 дюймов (25-127 см), в зависимости, например, от требований к скорости плавления печи.
В варианте осуществления, проиллюстрированном на фиг. 1, индукционная катушка 120 является спиральной индукционной катушкой, ограниченной спиралью или спиралями, имеющими сквозную полость или отверстие 135, через которое вводится (например, закачивается) охладитель, такой как жидкий охладитель из воды или гликоля, или газообразный охладитель, такой как хладагент. В другом варианте осуществления индукционная катушка 120 может быть катушкой со сплошным сердечником или катушкой с воздушным охлаждением снаружи. В одном варианте осуществления индукционная катушка 120 обычно имеет цилиндрическую форму с внутренним диаметром, в котором помещается содержащий расплав сосуд 130.
В проиллюстрированном варианте осуществления индукционной печи 100 показан зазор 140 между внешней поверхностью 150 содержащего расплав сосуда 130 и внутренней поверхностью 160 индукционной катушки 120. Зазор 140 выполнен с возможностью обеспечения циркуляции потока газа, входящего из впускного отверстия 145 и выходящего из выпускного отверстия 146, при этом впускное отверстие 145 и выпускное отверстие 146 связаны с зазором 140, соответственно. В одном варианте осуществления зазор 140 имеет ширину по меньшей мере 0,5 дюйма (1,3 см), предпочтительно от 1,25 дюйма до 1,5 дюйма (3,2-3,8 см). В одном варианте осуществления циркулирующий газ вводится через впускное отверстие 145 и движется внутри зазора 140 вокруг содержащего расплав сосуда 130 и выходит через выпускное отверстие 146 для сброса. В другом варианте осуществления циркулирующий газ вводится через впускное отверстие 145 и проходит через зазор 140 вокруг содержащего расплав сосуда 130, выходит через выпускное отверстие 146 и затем повторно вводится во впускное отверстие 145 (через циркуляционный контур). В любом из этих вариантов осуществления желательно, чтобы газ циркулировал или перемещался вокруг части, в одном варианте осуществления вокруг всей части или практически всей части, содержащего расплав сосуда 130. Таким образом, газ имеет возможность охлаждать внешнюю поверхность содержащего расплав сосуда 130. Чтобы облегчить циркуляцию газа вокруг содержащего расплав сосуда 130, могут быть добавлены перегородки, которые продлевают, например, внутреннюю поверхность 160 индукционной катушки 120 и направляют газ вокруг внешней поверхности 150 содержащего расплав сосуда 130. Вариант осуществления, проиллюстрированный на фиг. 1, включает одно впускное отверстие и одно выпускное отверстие. В другом варианте осуществления может быть предусмотрено более одного впускного отверстия и/или выпускного отверстия.
В одном варианте осуществления газ, циркулирующий через зазор 140, является инертным газом. По меньшей мере один инертный газ, выбранный из группы, состоящей из аргона, гелия, неона, криптона, ксенона и радона, циркулирует через зазор между индукционной катушкой и содержащим расплав сосудом. Циркулирующий газ предпочтительно содержит по меньшей мере 5% гелия для улучшения теплопередающей способности. В одном варианте осуществления циркулирующий газ содержит смесь из примерно 80% аргона и примерно 20% гелия. В другом варианте осуществления циркулирующий газ является воздухом. В еще одном варианте осуществления газ является воздухом или азотом и инертным газом, таким как гелий. Типичный механизм обеспечения циркуляции работает непрерывно, пока температура печи составляет 300°F (149°С) или выше. Циркулирующий газ, выходящий из выпускного отверстия 146, связанного с содержащим расплав сосудом 130, в одном варианте осуществления охлаждается снаружи печи и рециркулирует обратно в зазор (т.е. вводится во впускное отверстие 145 и зазор 140). В одном варианте осуществления характерная скорость потока инертного газа составляет порядка 12000 кубических футов в минуту (фут3/мин) (34 м3/мин), и температура внешней поверхности содержащего расплав сосуда поддерживается ниже 150°F (66°С). Это обеспечивает сохранение плоскости затвердевания расплавленного сплава глубоко внутри огнеупорной футеровки содержащего расплав сосуда 130. В одном варианте осуществления влага в циркулирующем газе может быть удалена перед его рециркуляцией с помощью использования встроенного осушителя. Для некоторых алюминиевых сплавов, которые не содержат реакционноспособных элементов, таких как литий, газ, циркулирующий через зазор 140, может быть входящим атмосферным воздухом при температуре окружающей среды и может выпускаться в атмосферу. Реакционноспособные элементы представляют собой элементы, которые энергично реагируют с водой, водородом или компонентом воздуха (например, азотом, кислородом) при высокой температуре. Характерные скорости такого потока воздуха будут составлять примерно 12000 фут3/мин (34 м3/мин), или будут подходящими для сохранения температуры снаружи содержащего расплав сосуда 130 на уровне примерно 150°F (66°С) или ниже.
Описанный здесь печной сосуд и способ циркуляции газа повышают безопасность плавки и бесслиткового (DC) литья Al-Li сплавов за счет уменьшения содержания или исключения компонентов, которые должны присутствовать, чтобы случился взрыв. Следует понимать, что вода (или водяной пар или пар) в присутствии расплавленного Al-Li сплава будет образовывать газообразный водород. Типичным уравнением химической реакции считается:
2LiAl+8H2O→2LiOH+2Al(OH)3+4H2 (газ).
Благодаря сохранению плоскости затвердевания в пределах содержащего расплав сосуда 130, и предпочтительно внутри стенки сосуда, достаточно далеко от наружной части стенки сосуда, возможность утечки расплавленного Li-Al из сосуда затруднена. Такая утечка и контакт с индукционной катушкой 120 в противном случае могут иметь катастрофические последствия.
В одном варианте осуществления содержащий расплав сосуд 130 имеет внешнюю поверхность, которая обмотана туго натянутой двойной твидовой высокотемпературной стеклотканью, которая зацементирована снаружи содержащего расплав сосуда с помощью высокотемпературных огнеупорных адгезивов на основе карбида кремния. Содержащий расплав сосуд 130 снабжен рабочей футеровкой, стойкой к расплавленному алюминию, которая в одном варианте осуществления имеет удельное электрическое сопротивление от примерно 1000 мкОм⋅см до примерно 10000 мкОм⋅см. В другом варианте осуществления удельное сопротивление превышает 1000000 мкОм⋅см. В одном варианте осуществления рабочая футеровка содержащего расплав сосуда 130 представляет собой огнеупорную керамику.
Для обнаружения утечки или вытекания расплавленного металла по меньшей мере одну решетку из слюдяной электропроводящей сетки помещают на внешнюю поверхность 150 содержащего расплав сосуда 130 или рядом с ней, причем электропроводящая решетка ограничена сеткой, соединенной с электрической цепью для обнаружения утечки расплава. Такая цепь может быть соединена с сигнализацией, например через устройство управления. В типичном случае слюдяная решетка подключена к системе сигнализации и работает как устройство для обнаружения утечки за счет замыкания электрической цепи между металлом и заземленной нейтралью, когда вытекший металл соприкасается со слюдяной решеткой. В одном варианте осуществления для обеспечения безопасности работы несколько решеток из слюды помещают в по меньшей мере трех местоположениях, включающих: (i) внешнюю цилиндрическую поверхность содержащего расплав сосуда 130, (ii) низ 142 содержащего расплав сосуда 130, и (iii) внутреннюю поверхность 160 индукционной катушки 120.
Для целей дегазации расплава может применяться создающее вакуум устройство для дегазации расплавленного сплава в индукционной печи 100. Создающее вакуум устройство создает вакуум на верхней поверхности расплавленного сплава в индукционной печи 100. Другой способ, применяемый для дегазации печи, заключается в орошении газообразным аргоном при использовании газорассеивающих блоков из графита или карбида кремния.
Верхний печной сосуд 110 и содержащий расплав сосуд 130 соединены с возможностью сообщения с разделительным кольцом 170 из, например, карбида кремния, и кольцеобразной термопрокладкой 180. Поверхность сопряжения может быть дополнительно герметизирована с помощью одной или более веревочных прокладок 190 (например, титансодержащих веревочных прокладок).
В варианте осуществления, проиллюстрированном на фиг. 1, индукционная печь 100 является печью наклонного типа, наклоняющейся вокруг оси 192.
В одном варианте осуществления прочистное отверстие расположено по месту или вблизи верхнего конца верхнего печного сосуда 110 и стального кожуха. В одном варианте осуществления оно расположено напротив оси наклона. Кожух имеет внутреннюю огнеупорную футеровку для контейнирования расплавленного алюминия, а также крышку 195 над внутренней полостью для герметизации печной атмосферы. В типичном случае печная атмосфера поддерживается при давлении аргона 1 дюйм водяного столба (±0,75 дюйма водяного столба (0,25 кПа ± 0,19 кПа)). В типичном случае концентрация кислорода внутри печи составляет 0,1 об. % (от 0,05 до 0,2 об. %).
Печной сосуд 110 в одном варианте осуществления включает в себя: рабочую футеровку, устойчивую к расплавленному алюминиевому сплаву; промежуточный слой из высокотемпературного сжимаемого огнеупорного материала, способного обеспечить расширение и сжатие рабочей футеровки; и самый внешний слой, содержащий примерно 70% оксида алюминия, примерно 10% диоксида кремния, примерно 3% оксида кальция и связующего материала, все это смонтировано внутри стального кожуха, как правило толщиной 1 дюйм (2,54 см), и при этом внутренний диаметр огнеупорной футеровки обеспечивает примерно 80% общей емкости печи, и остальные примерно 20% занимают индуктор и область, примыкающая к индуктору и основному сосуду печи. Это соотношение емкостей также может быть, соответственно, примерно 90% и 10%.
В одном варианте осуществления рабочая футеровка печного сосуда 110 включает самую дальнюю внутреннюю футеровку 112 из чистого карбида кремния (SiC), карбида кремния с нитридной связью, стабилизированного оксидом иттрия диоксида циркония со специальными добавками для регулирования реакционной способности, или 85% SiC + 15% оксида алюминия или пластинчатого спеченного оксида алюминия или высокочистого оксида магния, связанного с карбидом кремния с нитридной связью. Данная рабочая футеровка по существу не содержит свободного кремния, диоксида кремния, углеродных волокон, графитовых волокон, фосфатных связующих агентов, алюмината кальция, силиката кальция, цемента, извести (карбоната кальция), слабых оксидов на кристаллической основе, слабых аморфных оксидов, или какой-либо другой огнеупорной, неогнеупорной, металлической добавки или связующего агента, который вступает в химическую реакцию с расплавленными алюминиевыми сплавами и, в частности, Al-Li сплавами, содержащими до примерно 5% лития. Самая дальняя внутренняя футеровка 112 имеет внутреннюю поверхность с покрытием 115 из карбида кремния или с покрытием, нанесенным плазменным напылением диоксида циркония, оксида магния или металлического ниобия.
Что касается печного сосуда 110, сосуд 110 включает в себя последующий слой 116 на самой дальней внутренней футеровке 112. В одном варианте осуществления последующий слой 116 представляет собой монолит, отлитый и спеченный как единое целое. В другом варианте осуществления последующий слой 116 состоит из нескольких изостатически спрессованных и спеченных компоновочных блоков, собранных в соединение типа «выступ-паз», как например, блоки 118 самой дальней внутренней футеровки 112, и скрепляемых вместе с помощью высокотемпературного раствора 119 на основе карбида кремния или изготовленных в виде горячего изостатически прессованного полноразмерного тигля, с последующим высокотемпературным отжигом и спеканием.
Другой последующий слой 117 на последующем слое 116 печного сосуда 110 в одном варианте осуществления выполнен из высокотемпературного сжимаемого огнеупорного материала, способного обеспечить расширение и сжатие самой дальней внутренней футеровки 112 и последующего слоя 116. Типичные материалы для последующего слоя 117 включают высушенный порошок диоксида циркония, порошковую смесь диоксида циркония и оксида алюминия, и сжимаемые термически непроводящие огнеупорные волокна, которые не смачиваемы по отношению к расплавленным алюминиевым сплавам и обычно имеют толщину от 2 до 4 дюймов (5-10 см), проходящие на внутренней поверхности стального кожуха, примыкая к керамической бумаге 121, причем керамическая бумага находится внутри стального кожуха.
В одном варианте осуществления индукционная печь 100 используется для получения Li-Al сплавов, которые обычно содержат литий, как правило, в диапазоне от 0,1% до 6,0%, медь в пределах от 0,1% до 4,5%, и магний в диапазоне от 0,1% до 6%, при этом серебро, титан, цирконий присутствуют как незначительные добавки, наряду со следами щелочных и щелочноземельных металлов, при этом остальное приходится на алюминий. Такие сплавы очень легко окисляются в жидком состоянии, энергично реагируют в жидкой фазе при контакте с водой, но имеют гораздо меньшую плотность (на 10%), чем алюминиевые сплавы и обладают более высокой прочностью и жесткостью. В другом варианте осуществления индукционная печь может использоваться для получения расплавов других сплавов, включающих, без ограничения, другие алюминиевые сплавы. В одном варианте осуществления Li-Al сплав, полученный с помощью индукционной печи 100, обладает свойствами, которые соответствуют требуемой прочности на растяжение 100000 фунтов на квадратный дюйм (фунт/кв. дюйм) (689,5 МПа), и пределу текучести 80000 фунт/кв. дюйм (551,6 МПа).
На фиг. 2 представлен схематический вид сбоку системы для образования одной или более заготовок или слябов или других форм в процессе бесслиткового литья. В соответствии с фиг. 2 система 200 включает в себя индукционную печь 100, подробно описанную со ссылкой на фиг. 1. Индукционная печь 100 включает в себя печной сосуд 110 и содержащий расплав сосуд 130, вокруг которого расположена индукционная катушка (индукционная катушка 120, фиг. 1). В одном варианте осуществления способа получения Al-Li сплава твердое сырье алюминия и лития и любых других металлов для желаемого сплава вводили в нижнюю часть печного сосуда 110 и в содержащий расплав сосуд 130. Металлы расплавляли с помощью индукционного нагрева, и расплавленные металлы подавали в первый фильтр 210, затем через дегазатор 220 во второй фильтр 230 и в станцию 240 формования заготовок.
Индукционная печь 100 в системе 200 включает в себя индукционную катушку (индукционная катушка 120, фиг. 1), окружающую содержащий расплав сосуд 130. Как показано на фиг. 1, существует зазор (зазор 140, фиг. 1) между внешней поверхностью содержащего расплав сосуда 130 и внутренней поверхностью (внутренняя поверхность 160, фиг. 1) индукционной катушки. В одном варианте осуществления в зазоре циркулирует инертный газ. Изображение индукционной печи установки 100 на фиг. 2 иллюстрирует газ, циркулирующий вокруг типично цилиндрического содержащего расплав сосуда (например, вокруг всей внешней поверхности сосуда). На фиг. 2 показана подсистема циркуляции газа, связанная с системой 200. В одном варианте осуществления газ, такой как инертный газ, подается из источника 255 газа через, например трубку из нержавеющей стали. Различные клапаны регулируют подачу газа. Когда газ подается из источника 255 газа, клапан 256 около источника 255 газа открыт, как и клапан 251, позволяющий осуществлять введение газа во впускное отверстие 145, и клапан 252, позволяющий осуществлять отведение газа из выпускного отверстия 146 в подсистему циркуляции. Газ вводится во впускное отверстие 145, связанное с индукционной печью 100. Введенный газ циркулирует в зазоре (зазор 140) между содержащим расплав сосудом 130 и индукционной катушкой (индукционная катушка 120, фиг. 1). Циркулирующий газ затем выходит через выпускное отверстие 146 индукционной печи 100. Из выпускного отверстия 146 газ проходит через встроенный водородный анализатор 258. Водородный анализатор 258 измеряет содержание (например, концентрацию) водорода в газовом потоке. Если содержание превышает, например, 0,1 об. %, газ выпускается в атмосферу через выпускной клапан 259. Циркулирующий газ из выпускного отверстия 146 также проходит через очиститель 260. Очиститель 260 выполнен с возможностью (или предназначен для) удаления водорода и/или влаги из инертного газа. Примером очистителя для удаления влаги является осушитель. Из очистителя 260 газ подается в теплообменник 270. Теплообменник 270 выполнен с возможностью отведения тепла из газа для регулирования температуры газа, например, до менее 120°F (49°С). В типичном случае при циркуляции через зазор между индукционной катушкой и содержащим расплав сосудом газ может принимать/сохранять тепло, и температура газа будет расти. Теплообменник 270 выполнен с возможностью снижения температуры газа и, в одном варианте осуществления, для возвращения такой температуры к целевой температуре, которая ниже 120°F (49°С) и, в одном варианте осуществления, находится около комнатной температуры. В одном варианте осуществления в дополнение к подаче газа в теплообменник 270 газ может быть охлажден пропусканием газа через источник 275 охлаждения. Таким образом, температура газа может быть значительно снижена до введения/повторного введения в индукционную печь 100. Как показано на фиг. 2, подсистема 250 циркуляции газа включает устройство 280 контроля температуры (например, термопару) перед впускным отверстием 145. Устройство 280 контроля температуры выполнено с возможностью измерения температуры газа перед подачей во впускное отверстие 145. Циркуляция газа через описанные ступени подсистемы 250 циркуляции газа (например, водородный анализатор 258, очиститель 260, теплообменник 270 и источник 275 охлаждения) может осуществляться через трубку, например трубку из нержавеющей стали, с которой соединена каждая описанная ступень. Кроме того, следует понимать, что порядок описанных ступеней может меняться.
В другом варианте осуществления газом, циркулирующим через зазор (зазор 140, фиг. 1) между содержащим расплав сосудом 130 и индукционной катушкой (индукционная катушка 120, фиг. 1), является атмосферный воздух. Такой вариант осуществления может применяться со сплавами, которые не содержат описанных выше реакционноспособных элементов. Как показано на фиг. 2, когда атмосферный воздух должен вводиться в зазор, подсистема 250 циркуляции газа может быть изолирована, чтобы избежать загрязнения. Соответственно, в одном варианте осуществления клапаны 251, 252 и 256 являются закрытыми. Чтобы позволить воздуху поступать во впускное отверстие 145, клапан 253 подачи воздуха открывают. Чтобы позволить воздуху выходить из выпускного отверстия 146, клапан 257 выпуска воздуха открывают. Клапан 253 подачи воздуха и клапан 257 выпуска воздуха закрыты, когда используется подсистема 250 циркуляции газа и газ подается из источника 255 газа. При открытых клапане 253 подачи воздуха и клапане 257 выпуска воздуха атмосферный воздух подается в зазор (зазор 140, фиг. 1) с помощью нагнетателя 258 (например, подающего вентилятора). Нагнетатель 258 создает поток воздуха, который подает воздух (например, через трубку) во впускной клапан 145 в объеме, как правило, порядка 12000 фут3/мин (34 м3/мин). Воздух циркулирует через зазор (зазор 140, фиг. 1) и отводится через выпускное отверстие 146 в атмосферу.
Как было отмечено выше, из индукционной печи 100 расплавленный сплав проходит через фильтр 210 и фильтр 230. Каждый фильтр выполнен с возможностью фильтрации примесей из расплава. Расплав также проходит через встроенный дегазатор 220. В одном варианте осуществления дегазатор 220 выполнен с возможностью удаления нежелательных газообразных веществ (например, газообразного водорода) из расплава. После фильтрации и дегазации расплав может вводиться в систему 240 формирования заготовки или сляба, в которой одна или более заготовка или сляб могут быть получены, например, в процессе бесслиткового литья.
Система, описанная выше, может управляться с помощью устройства управления. В одном варианте осуществления устройство 290 управления выполнено с возможностью управления работой системы 200. Соответственно, различные устройства, такие как индукционная печь 100, первый фильтр 210, дегазатор 220, второй фильтр 230 и система 240 формирования заготовки электрически соединены с устройством 290 управления проводным или беспроводным способом. В одном варианте осуществления устройство 290 управления содержит машиночитаемые программные команды на постоянных носителях. В одном варианте осуществления программные команды осуществляют способ плавки сырья в индукционной печи 100 и доставку расплава в систему 240 формирования заготовки или сляба. Что касается плавки сырья, программные команды включают в себя, например, команды для работы индукционной катушки и циркуляции газа через зазор между индукционной катушкой и содержащим расплав сосудом 130. Что касается доставки расплава в систему 240 формирования заготовки или сляба, такие команды включают в себя команды для создания потока расплава из индукционной печи 100 через фильтры и дегазаторы. В системе 240 формирования заготовки или сляба команды управляют формированием одной или более заготовок. Что касается формирования одной или более заготовок, программные команды включают в себя, например, команды для опускания одного или более литейных цилиндров 295 и распыления охладителя 297 для отверждения металлического сплава.
В одном варианте осуществления устройство 290 управления также регулирует и контролирует систему. Таким образом, регулирование и контроль могут осуществляться с помощью множества датчиков в системе, которые посылают сигналы в устройство 290 управления или опрашиваются устройством 290 управления. Например, применительно к индукционной печи 100, такие контрольно-измерительные устройства могут включать в себя один или большее число температурных датчиков/термопар, связанных с содержащим расплав сосудом 130 и/или верхним печным сосудом 110. Другие контрольно-измерительные устройства включают устройство 280 контроля температуры, связанное с подсистемой 250 циркуляции газа, которое дает температуру газа (например, инертного газа), введенного в зазор (например, зазор 140, фиг. 1) между содержащим расплав сосудом 130 и внутренней поверхностью индукционной катушки. С помощью мониторинга температуры циркулирующего газа плоскость затвердевания, связанная с содержащим расплав сосудом 130, может поддерживаться в желаемом положении. В одном варианте осуществления температура внешней поверхности содержащего расплав сосуда также может измеряться и контролироваться устройством 290 управления с помощью помещения термопары (термопара 244) рядом с внешней поверхностью содержащего расплав сосуда 130. Другое контрольно-измерительное устройство, связанное с подсистемой 250 циркуляции газа, связано с водородным анализатором 258. Когда водородный анализатор 258 обнаруживает избыточное количество водорода в газе, сигнал посылается или детектируется устройством 290 управления, и устройство 290 управления открывает выпускной клапан 259. В одном варианте осуществления устройство 290 управления также регулирует открывание и закрывание клапанов 251, 252 и 256, связанных с подсистемой 250 циркуляции газа, когда газ подается из источника 255 газа (каждый из клапанов является открытым), при этом, например, скорость потока газа регулируется степенью, до которой устройство 290 управления открывает клапаны, и когда окружающий воздух подается из нагнетателя 258, каждый из клапанов является закрытым, и клапан 253 подачи воздуха и клапан 257 выпуска воздуха являются открытыми. В одном варианте осуществления, в котором воздух циркулирует через зазор (зазор 140, фиг. 1), устройство управления может регулировать скорость нагнетателя 258 и/или степень открытости впускного клапана 253 для регулирования температуры внешней поверхности содержащего расплав сосуда 130 на основе, например, измерения температуры с помощью термопары 244, расположенной рядом с внешней поверхностью содержащего расплав сосуда 130. Еще одно контрольно-измерительное устройство включает в себя, например, зонды, связанные с подсистемой обнаружения утечки, связанной с индукционной печью 100 (например, см. обсуждавшийся выше слюдяной зонд). Что касается системы 200 в целом, могут быть предусмотрены дополнительные контрольно-измерительные устройства, например, для мониторинга системы на утечки расплавленного металла.
Описанная выше система может быть использована для формирования заготовок или слябов или других форм, которые могут использоваться в различных отраслях промышленности, включая, без ограничения, автомобилестроение, спортиндустрию, авиационную и аэрокосмическую промышленности. Проиллюстрированная система является системой для формирования заготовок или слябов способом бесслиткового литья. Слябы или изделия другой формы, кроме круглой или прямоугольной, могут, в качестве альтернативы, быть сформированы в аналогичной системе. Сформированные заготовки могут использоваться, например, для экструдирования или ковки желаемых компонентов для воздушного судна, для автомобилей или для любой отрасли, использующей экструдированные металлические детали. Аналогичным образом, слябы или другие формы отливок могут использоваться для формирования компонентов, таких как компоненты для автомобильной, авиационной и аэрокосмической промышленности, например, с помощью прокатки или ковки.
Описанная выше система иллюстрирует одну индукционную печь. В другом варианте осуществления система может включать в себя несколько индукционных печей и, как правило, несколько подсистем циркуляции газа, включающих несколько источников газа, несколько фильтров и дегазаторов.
В приведенном выше описании, в целях иллюстрации, приводятся многочисленные специфические требования и несколько специфических деталей, предназначенных для обеспечения полного понимания вариантов осуществления. Однако, как будет понятно специалисту в данной области техники, один или несколько других вариантов осуществления также могут быть реализованы на практике и без некоторых из этих специфических деталей. Конкретные описанные варианты осуществления приводятся не для ограничения изобретения, а для его иллюстрации. Объем изобретения не должен определяться конкретными примерами, приведенными выше, но только нижеследующей формулой изобретения. В других примерах хорошо известные структуры, устройства и операции показаны в виде блок-схемы или без деталей для исключения неясного понимания описания. Там, где это уместно, номера позиций или окончания номеров позиций повторяли между фигурами для обозначения соответствующих или аналогичных элементов, которые могут необязательно иметь похожие характеристики.
Следует также иметь в виду, что ссылка в данном описании на «один вариант осуществления», «вариант осуществления», «один или более вариантов осуществления» или «различные варианты осуществления», например, означает, что обсуждаемый признак может использоваться при реализации изобретения. Аналогичным образом, следует принимать во внимание, что в описании различные признаки иногда сгруппированы вместе в одном варианте осуществления, в одной фигуре или ее описании, с целью упрощения раскрытия и понимания различных аспектов изобретения. Однако, настоящее раскрытие не должно интерпретироваться как подразумевающее, что изобретение требует большего числа признаков, чем явным образом описано в каждом пункте формулы изобретения. Скорее, как отражено в нижеследующей формуле изобретения, различные аспекты изобретения могут заключаться менее чем во всех признаках одного раскрытого варианта осуществления. Таким образом, формула изобретения, следующая за подробным описанием, явным образом включена в данное подробное описание, при этом каждый отдельный пункт формулы изобретения является отдельным вариантом осуществления изобретения.
Изобретение относится к индукционной печи для получения литий-алюминиевых сплавов. Печь содержит печной сосуд, индукционную катушку, расположенную под верхним печным сосудом, и содержащий расплав сосуд, расположенный внутри индукционной катушки с зазором между внешней поверхностью содержащего расплав сосуда и внутренней поверхностью индукционной катушки и соединенный с возможностью сообщения с печным сосудом. Раскрыты система для бесслиткового литья, содержащая упомянутую индукционную печь, встроенный фильтр, выполненный с возможностью удаления примесей в расплавленном металле, источник газа, соединенный со впускным отверстием, связанным с газом, и устройство для отверждения металла методом литья, а также способ охлаждения индукционной печи, включающий: введение газа в зазор между индукционной катушкой и содержащим расплав сосудом, расположенным внутри индукционной катушки, и циркуляцию газа через зазор. Обеспечивается возможность получения качественных литий-алюминиевых сплавов и повышение срока службы футеровки печи. 6 н. и 10 з.п. ф-лы, 2 ил.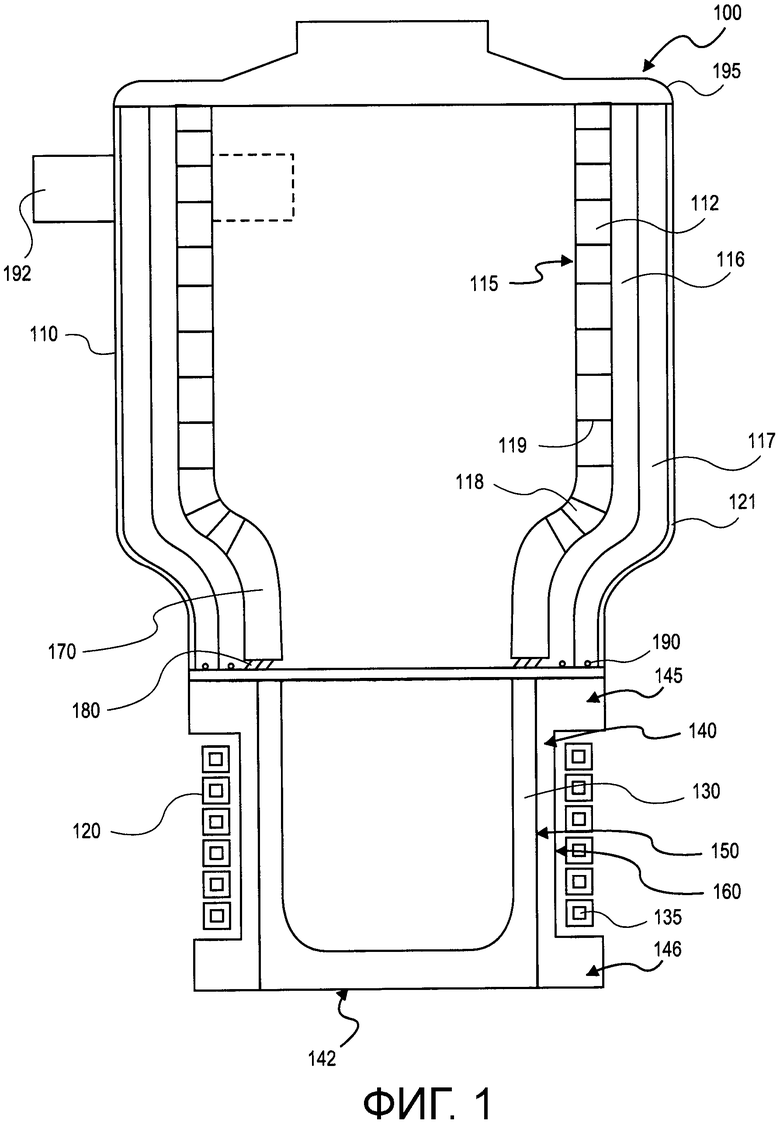
1. Индукционная печь, содержащая:
верхний печной сосуд,
индукционную катушку, расположенную под верхним печным сосудом, и
сосуд, предназначенный для размещения расплава, расположенный внутри индукционной катушки и соединенный с возможностью сообщения с верхним печным сосудом, при этом сосуд, предназначенный для размещения расплава, расположен внутри индукционной катушки с зазором между внешней поверхностью сосуда, предназначенного для размещения расплава, и внутренней поверхностью индукционной катушки.
2. Индукционная печь по п. 1, которая дополнительно включает по меньшей мере одно впускное отверстие и по меньшей мере одно выпускное отверстие, связанные с зазором, и источник газа, соединенный с впускным отверстием.
3. Индукционная печь по п. 1 или 2, в которой указанный зазор составляет по меньшей мере полдюйма.
4. Индукционная печь по п. 2, в которой источник газа включает (1) по меньшей мере один инертный газ, выбранный из группы, состоящей из аргона, гелия, неона, криптона, ксенона и радона, и циркулирующий через зазор между индукционной катушкой и сосудом, предназначенным для размещения расплава, (2) газовую смесь, содержащую гелий, в которой концентрация гелия составляет по меньшей мере 8 об.%, (3) смесь из примерно 80% аргона и примерно 20% гелия или (4) воздух.
5. Индукционная печь по п. 1, которая выполнена с возможностью наклона, и индукционная катушка является охлаждаемой индукционной катушкой.
6. Индукционная печь по п. 1, которая дополнительно содержит (1) по меньшей мере одну проводящую решетку из слюды, расположенную на внешней поверхности сосуда, предназначенного для размещения расплава, или около нее, причем указанная решетка соединена с электрической цепью для обнаружения утечки расплава из сосуда, предназначенного для размещения расплава, (2) несколько решеток из слюды, помещенных в по меньшей мере трех местоположениях, включающих: (i) внешнюю цилиндрическую поверхность сосуда, предназначенного для размещения расплава, (ii) низ сосуда, предназначенного для размещения расплава, и (iii) внутреннюю периферию индукционной катушки, или (3) создающее вакуум устройство, соединенное с верхним печным сосудом и выполненное с возможностью дегазации расплава в сосуде, предназначенном для размещения расплава, причем указанное создающее вакуум устройство создает вакуум на поверхности расплава в печи.
7. Индукционная печь по п. 1, в которой верхний печной сосуд содержит:
рабочую футеровку из материала на основе карбида кремния,
промежуточный слой высокотемпературного огнеупорного материала и
самый внешний слой, содержащий примерно 70% оксида алюминия, примерно 10% диоксида кремния, примерно 3% оксида кальция и связующий материал, позволяющий рабочей футеровке сжиматься и расширяться.
8. Индукционная печь по п. 7, в которой (1) рабочая футеровка имеет удельное электрическое сопротивление от примерно 1000 мкОм·см до примерно 50000000 мкОм·см, (2) рабочая футеровка содержит чистый карбид кремния (SiC), карбид кремния с нитридной связью, стабилизированный оксидом иттрия диоксид циркония с добавкой сульфата бария для регулирования химической активности, или 85% SiC и 15% оксида алюминия или пластинчатого спеченного оксида алюминия или высокочистого оксида магния, связанного с карбидом кремния с нитридной связью, (3) промежуточный слой содержит материал, выбранный из группы, состоящей из высушенного порошка диоксида циркония, порошковой смеси диоксида циркония и оксида алюминия, или (4) самый внешний огнеупорный слой верхней части содержит примерно 70% оксида алюминия, примерно 10% диоксида кремния, примерно 3% оксида кальция, и остальное представлено связующим материалом и термически сжимаемыми непроводящими огнеупорными волокнами, не смачиваемыми по отношению к расплавленным алюминиевым сплавам.
9. Система для бесслиткового литья, содержащая:
по меньшей мере одну индукционную печь по п. 2,
по меньшей мере один встроенный фильтр, выполненный с возможностью удаления примесей в расплавленном металле,
по меньшей мере один источник газа, соединенный с впускным отверстием, связанным с газом, и
по меньшей мере одно устройство для отверждения металла методом литья.
10. Система по п. 9, которая дополнительно содержит по меньшей мере одно из (1) устройства обнаружения утечек для обнаружения утечки расплава из печи и (2) создающего вакуум устройства для дегазации расплава.
11. Система по п. 9, в которой газ из источника газа имеет возможность циркуляции в циркуляционном контуре между впускным отверстием и выпускным отверстием, связанными с зазором, и источник газа содержит по меньшей мере один газ, выбранный из группы, состоящей из аргона, гелия, неона, криптона, ксенона и радона, смесь из примерно 80% аргона и примерно 20% гелия; или воздух.
12. Применение индукционной печи по п. 1 для получения алюминиево-литиевого сплава, обладающего свойствами, которые соответствуют требованиям по прочности на растяжение в 100000 фунт/кв. дюйм, и по пределу текучести в 80000 фунт/кв. дюйм.
13. Продукт, используемый в детали воздушного судна, изготовленный из алюминиево-литиевого сплава, полученного с применением печи по п. 1.
14. Продукт, используемый в автомобильной детали, изготовленный из алюминиево-литиевого сплава, полученного с применением печи по п. 1.
15. Способ охлаждения индукционной печи по п. 2, включающий:
введение газа в зазор между индукционной катушкой и сосудом, предназначенным для размещения расплава, причем сосуд, предназначенный для размещения расплава, содержит, по крайней мере, расплав, и
циркуляцию газа через зазор,
при этом указанная циркуляция включает введение газа, отведенного из выпускного отверстия, связанного с зазором, во впускное отверстие, связанное с зазором,
понижение температуры газа перед введением газа во впускное отверстие.
16. Способ по п. 15, в котором газ содержит воздух и расплав содержит алюминий и по меньшей мере один другой элемент, который не является реакционно-способным элементом.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ТВЕРДЫХ ОРГАНОСОДЕРЖАЩИХ ВЕЩЕСТВ И ОТХОДОВ В ГАЗООБРАЗНОЕ И ЖИДКОЕ ТОПЛИВО | 2004 |
|
RU2281312C2 |
| Ротационная электрофотографическая машина для впечатывания дополнительной информации в бланки | 1982 |
|
SU1045216A1 |
| EP 0801516 A1, 15.10.1997 | |||
| US 8196641 B2, 12.06.2012 | |||
| US 6393044 B1, 21.05.2002 | |||
| DE 4435764 A1, 27.04.1995 | |||
| JPH 04325457 A, 13.11.1992 | |||
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |

