Область техники
[0001] Настоящее изобретение относится к устройству переноса и способу переноса аккумуляторного электродного элемента, в частности к устройству переноса и способу переноса аккумуляторного электродного элемента, чтобы переносить пленочное полотно электродного материала или электродную пленку.
Уровень техники
[0002] Используемый в аккумуляторе электрод (катодный электрод и анодный электрод) имеет строение, при котором слои активного материала сформированы на обеих сторонах тонкой металлической пленки. Электрод изготавливается посредством вырезания таким образом, что имеет заданный размер, из полотна электродного материала, образованного формированием слоев активного материала на обеих сторонах или на одной стороне тонкой металлической пленки. В этой технологии для того чтобы переносить передний конец полотна электродного материала в штамп, электродный материал зажимается выше по ходу относительно штампа и затем переносится вперед (патентный документ 1, приведенный ниже). Помимо этого, существует также технология, в которой электродная пленка переносится транспортером (патентный документ 2, приведенный ниже).
Список ссылок
Патентные документы
[0003] Патентный документ 1: публикация не прошедшей экспертизу заявки на патент Японии № 2007-128841
Патентный документ 2: публикация не прошедшей экспертизу заявки на патент Японии № H11-339841
Сущность изобретения
[0004] В способе, раскрытом в вышеуказанном патентном документе 1, электродный материал просто проталкивается спереди. Металлическая пленка, служащая в качестве элемента-основы электродного материала, является очень тонкой. Следовательно, передний конец электродного материала может провисать во время переноса только посредством проталкивания спереди, так что он не может входить в штамп или не может отрезаться в регламентированном положении. Помимо этого, также в случае его переноса в штамп транспортером, как показано в вышеуказанном патентном документе 2, его передний конец может провисать, когда он становится неподдерживаемым снизу поверхностью транспортерного ремня.
[0005] Задача настоящего изобретения заключается в том, чтобы предложить устройство переноса и способ переноса аккумуляторного электродного элемента, которые позволяют надежно переносить передний конец пленочного полотна электродного материала или электродной пленки в требуемое положение при его или ее переносе.
[0006] Первый аспект настоящего изобретения предусматривает устройство переноса аккумуляторного электродного элемента, содержащее: носитель (средство переноса) для удерживания при изгибе и затем переноса пленочного полотна электродного материала или электродной пленки, причем этот носитель (средство переноса) выполнен(о) с возможностью удерживать электродный материал или электрод в положении, которое не вызывает контакта с компонентами для другого процесса ниже по ходу вдоль направления переноса.
[0007] Второй аспект настоящего изобретения предусматривает способ переноса аккумуляторного электродного элемента, содержащий: удерживание пленочного полотна электродного материала или электродной пленки при изгибе электродного материала или электрода носителем в положении, которое не приводит к компонентам для другого процесса ниже по ходу вдоль направления переноса, и перенос.
Краткое описание чертежей
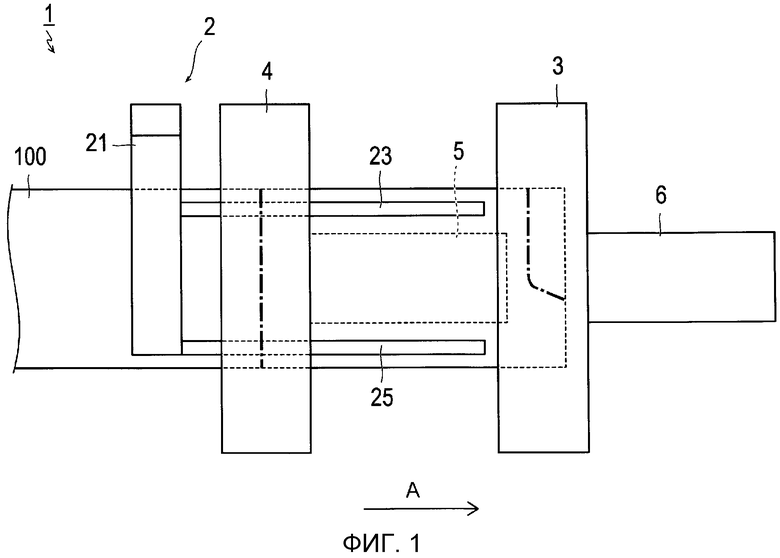
[0008] Фиг. 1 является видом сверху, показывающим машину для изготовления электродов (устройство переноса) согласно варианту реализации.
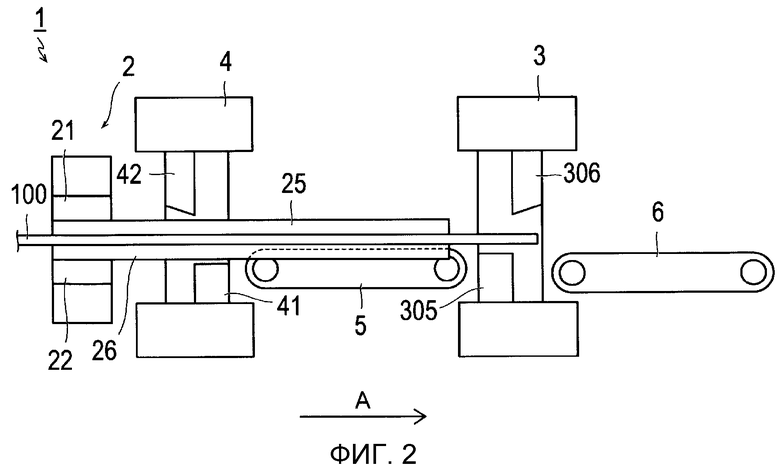
Фиг. 2 является видом сбоку, показывающим эту машину для изготовления электродов.
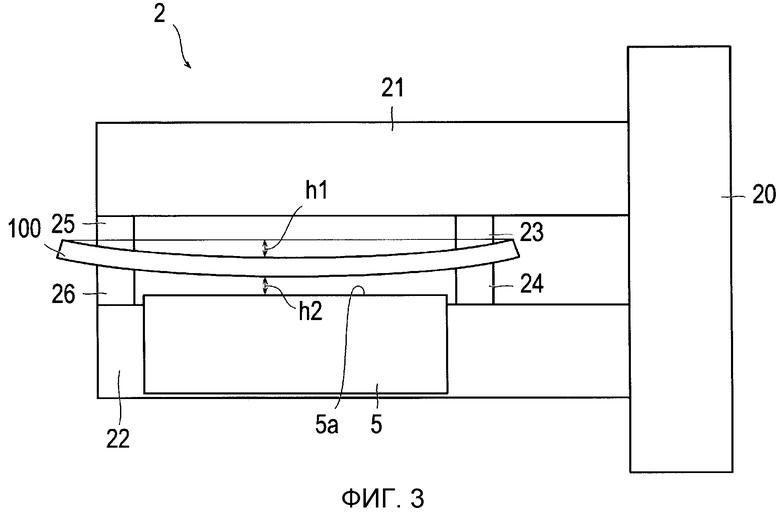
Фиг. 3 является подробным видом спереди, показывающим манипулятор (носитель) машины для изготовления электродов.
Фиг. 4 является видом в перспективе, показывающим изогнутую форму полотна электродного материала.
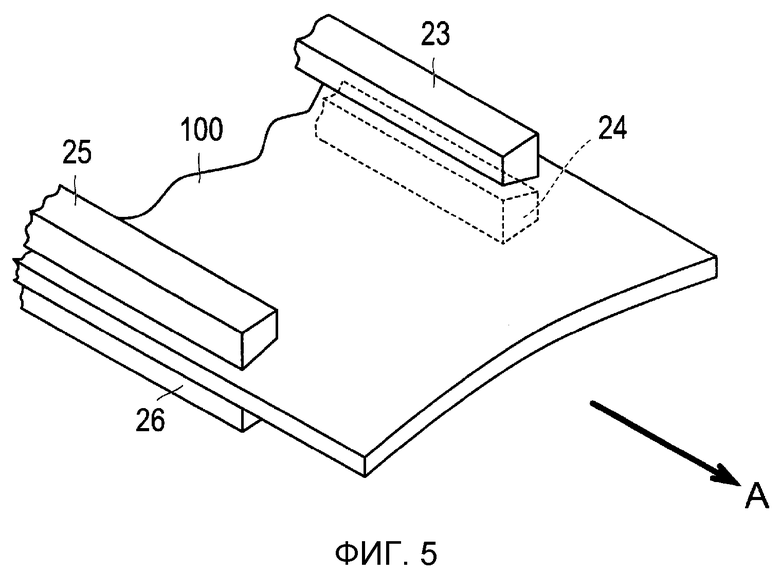
Фиг. 5 является видом в перспективе, показывающим другую изогнутую форму полотна электродного материала.
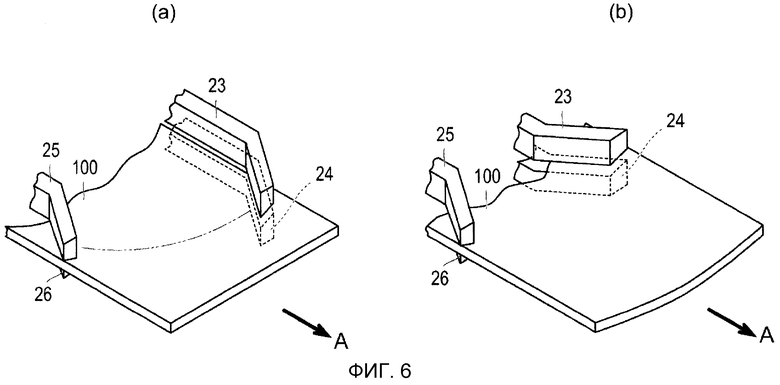
Фиг. 6(a) и (b) являются видами в перспективе для пояснения направления прогиба полотна электродного материала.
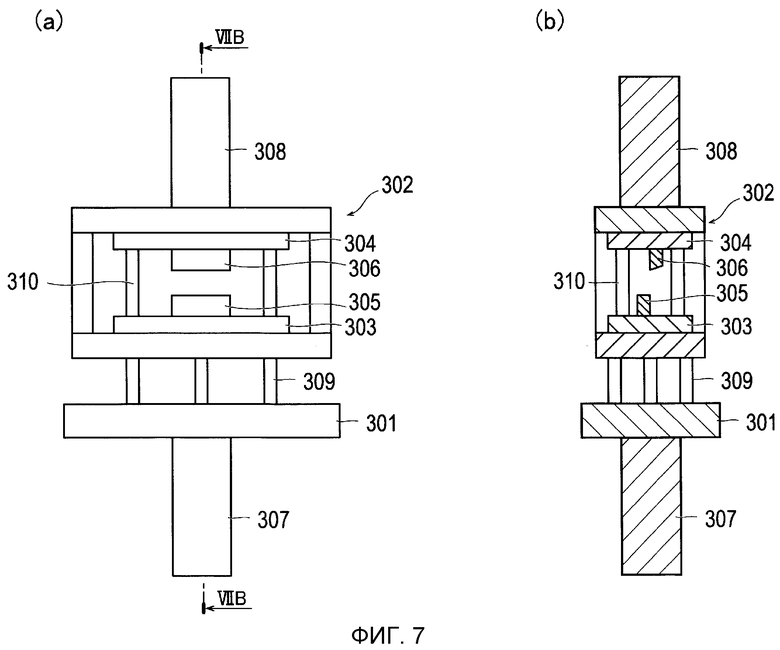
Фиг. 7(a) является видом спереди переднеконцевого штампа, если смотреть со стороны ниже по ходу вдоль направления переноса, и (b) является видом в поперечном сечении вдоль линии VIIB-VIIB, показанной на (a).
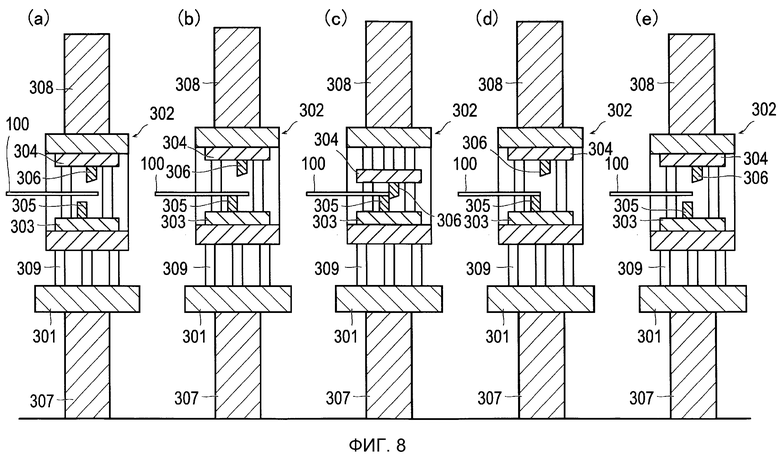
Фиг. 8(a)-(e) являются видами в поперечном сечении, показывающими операции переднеконцевого штампа.
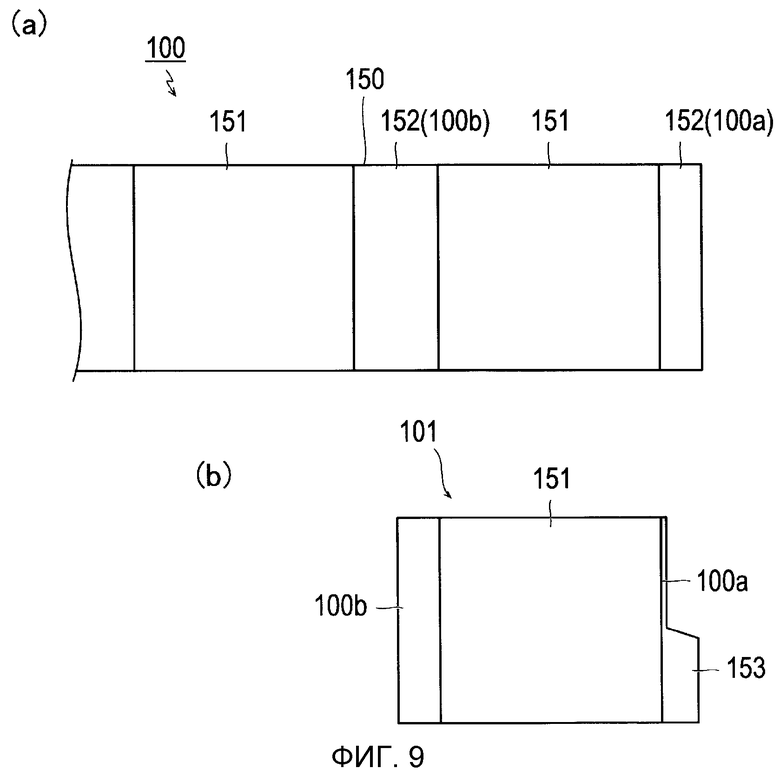
Фиг. 9(a) является видом сверху полотна электродного материала до того, как отрезан его передний конец, а (b) - видом сверху электрода, который был вырезан.
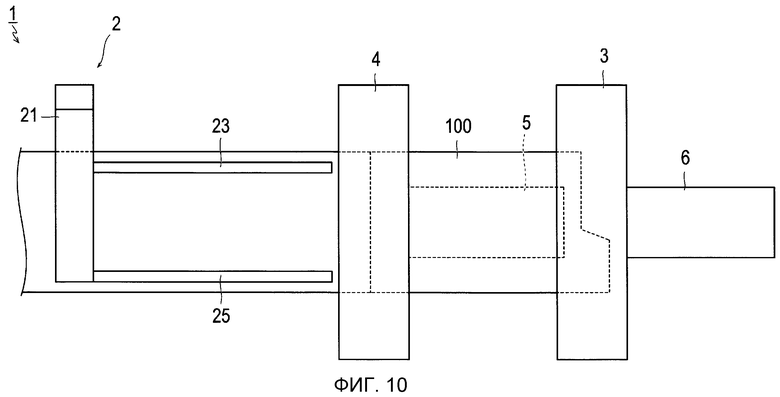
Фиг. 10 является видом сверху, показывающим машину для изготовления электродов, когда манипулятор перемещен назад.
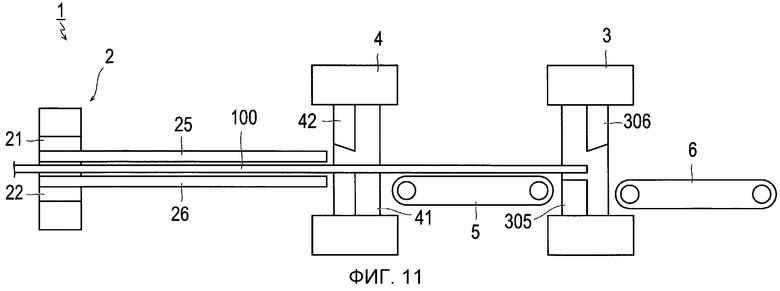
Фиг. 11 является видом сбоку, показывающим машину для изготовления электродов, когда манипулятор перемещен назад.
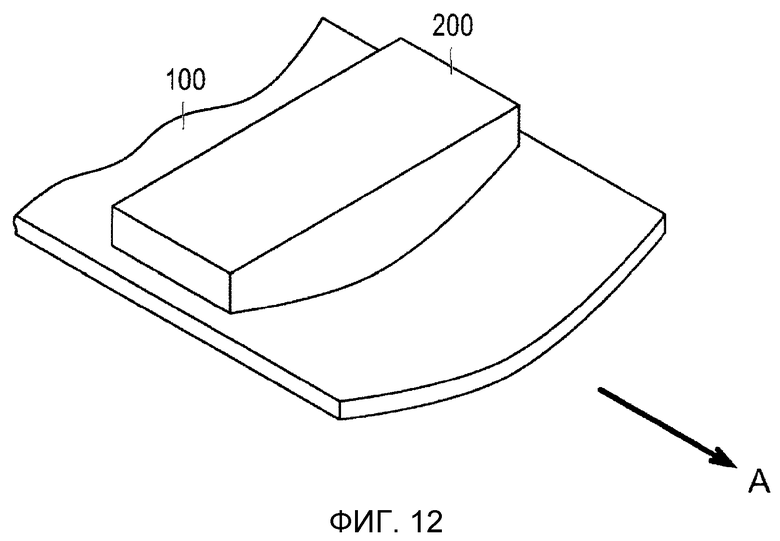
Фиг. 12 является видом в перспективе, показывающим пример, в котором в качестве носителя используется присоска.
Подробное описание вариантов реализации
[0009] В дальнейшем поясняется вариант реализации устройства переноса (способа переноса) со ссылкой на чертежи. Следует отметить, что в пояснениях чертежей эквивалентные элементы помечены идентичными номерами, а их избыточные пояснения опущены. Помимо этого, размеры и пропорции компонентов на чертежах выделены для удобства пояснений, так что они отличаются от фактических размеров и фактических пропорций.
[0010] Сначала будут пояснены основные компоненты машины для изготовления электродов (устройства переноса). Как показано на фиг. 1 и фиг. 2, машина 1 для изготовления электродов включает в себя манипулятор (носитель: средство переноса) 2, штамп 3 для отрезания переднего конца (в дальнейшем упоминается как переднеконцевой штамп 3), штамп 4 для отрезания заднего конца (в дальнейшем упоминается как заднеконцевой штамп 4), первый присасывающий транспортер 5 и второй присасывающий транспортер 6.
[0011] Манипулятор 2 переносит сверху пленочное полотно 100 электродного материала (в дальнейшем упоминается как полотно 100 электродного материала) в переднеконцевой штамп 3. В настоящем варианте реализации манипулятор 2 удерживает полотно 100 электродного материала, заставляя его изгибаться вдоль направления, пересекающегося с направлением A переноса. Переднеконцевой штамп 3 является резаком переднего края и вырезает передний конец полотна 100 электродного материала. Заднеконцевой штамп 4 является резаком заднего конца и вырезает задний конец полотна 100 электродного материала. Первый присасывающий транспортер 5 предусмотрен выше по ходу от переднеконцевого штампа 3 вдоль направления A переноса. Первый присасывающий транспортер 5 расположен за пределами зоны перемещения манипулятора 2. Подающая поверхность 5a (см. фиг. 3) первого присасывающего транспортера 5 выполняет функцию поддерживающей плоскости, которая присасывает полотно 100 электродного материала и поддерживает его снизу, когда полотно 100 электродного материала разрезается. Помимо этого, первый присасывающий транспортер 5 подает электрод, задний конец которого отрезан, ниже по ходу от переднеконцевого штампа 3. Второй присасывающий транспортер 6 далее подает электрод, подаваемый из первого присасывающего транспортера 5, ниже по ходу. Следует отметить, что штрихпунктирные линии на фиг. 1 показывают рисунки вырезания.
[0012] Далее эти компоненты машины 1 для изготовления электродов будут пояснены подробнее. Фиг. 3 показывает манипулятор 2 и первый присасывающий транспортер 5, если смотреть со стороны ниже по ходу вдоль направления A переноса, а иные компоненты, отличные от манипулятора 2 и первого присасывающего транспортера 5, не показаны.
[0013] При переносе полотна 100 электродного материала в положение отрезания манипулятор 2 удерживает полотно 100 электродного материала в том положении, где компоненты манипулятора 2 не контактируют с первым присасывающим транспортером 5 (подробности будут пояснены ниже). Помимо этого, при переносе полотна 100 электродного материала в переднеконцевой штамп 3 манипулятор 2 удерживает полотно 100 электродного материала в положении спереди от переднеконцевого штампа 3 (т.е. в положении, которое не вызывает контакта с переднеконцевым штампом 3).
[0014] Манипулятор 2 включает в себя пару основных рычагов 21 и 22, удерживающие рычаги (удерживающие части: средства удерживания) 23 и 25, закрепленные на основном рычаге 21, удерживающие рычаги (удерживающие части: средства удерживания) 24 и 26, закрепленные на основном рычаге 22, и удерживающую механическую секцию 20, которая перемещает всю пару основных рычагов 21 и 22 и выполняет действие удерживания удерживающих рычагов 23-26. Удерживающие рычаги 23 и 25 прикреплены к основному рычагу 21 так, чтобы быть параллельными направлению A переноса полотна 100 электродного материала, и удерживающие рычаги 24 и 26 прикреплены к основному рычагу 22 так, чтобы быть параллельными направлению A переноса. Удерживающие рычаги 23-26 прикреплены к основным рычагам 21 и 22 в положениях поперечно снаружи от первого присасывающего транспортера 5. Следовательно, удерживающие рычаги 23-26 могут выполнять свои операции переноса без контактирования с первым присасывающим транспортером 5. Следует отметить, что "поперечное первому присасывающему транспортеру 5 направление" является направлением, перпендикулярным направлению A переноса первого присасывающего транспортера 5 (направлению перемещения его ремня).
[0015] Основные рычаги 21 и 22 перемещаются горизонтально вдоль направления A переноса вместе с удерживающей механической секцией 20. При этом удерживающие рычаги 23-26 проходят в положениях поперечно снаружи от первого присасывающего транспортера 5. Следовательно, первый присасывающий транспортер 5 вообще не заходит в зону горизонтального перемещения манипулятора 2, совершающего свою операцию переноса. А именно, первый присасывающий транспортер 5 располагается за пределами зоны перемещения манипулятора 2. Таким образом, за счет небольшого перемещения вверх манипулятора 2 полотно 100 электродного материала может быть отделено по вертикали от первого присасывающего транспортера 5 и затем перенесено.
[0016] Здесь моделируется тот случай, когда компоненты манипулятора проходят чуть выше первого присасывающего транспортера. В этом случае, пока манипулятор удерживает полотно электродного материала и переносит его в штамп, манипулятор может контактировать с первым присасывающим транспортером вследствие его горизонтального перемещения. Следовательно, манипулятор должен обязательно перемещаться вверх от первого присасывающего транспортера с большим ходом, так что он может удерживать полотно электродного материала выше по ходу от первого присасывающего транспортера и затем проходить выше первого присасывающего транспортера. Помимо этого, манипулятор, разумеется, должен обязательно перемещаться вниз с большим ходом при возвращении в свое исходное положение. Таким образом, вертикальный ход манипулятора становится большим, так что требуется больше времени для его операции хода. С другой стороны, в настоящем варианте реализации, вертикальный ход манипулятора 2 не требуется или является очень небольшим, так что его время работы может быть значительно сокращено.
[0017] Удерживающая механическая секция 20 вертикально перемещает всю пару основных рычагов 21 и 22 и управляет удерживающими рычагами 23-26 таким образом, чтобы удерживать и высвобождать полотно 100 электродного материала. Удерживающая механическая секция 20 может быть, по меньшей мере, механизмом для выполнения общих операций манипулятора.
[0018] Удерживающие рычаги 23 и 25 прикреплены к основному рычагу 21, а удерживающие рычаги 24 и 26 - к основному рычагу 22. Удерживающие рычаги 23 и 24 обращены друг другу, и удерживающие рычаги 25 и 26 также обращены друг другу. Удерживающие рычаги 23 и 24 зажимают (удерживают) один боковой край полотна 100 электродного материала, а удерживающие рычаги 25 и 26 зажимают (удерживают) другой боковой край полотна 100 электродного материала. Удерживаемый удерживающими рычагами 23-26 участок находится выше по ходу от положения отрезания полотна 100 электродного материала вдоль направления A переноса и может представлять собой, по меньшей мере, то положение, где они могут сделать полотно 100 электродного материала изогнутым посредством удерживания боковых краев полотна 100 электродного материала.
[0019] Как показано на фиг. 3, контактирующие с полотном 100 электродного материала поверхности удерживающих рычагов 23-26 наклонены, чтобы вынудить полотно 100 электродного материала изгибаться вдоль направления, пересекающегося с направлением A переноса, при удерживании полотна 100 электродного материала. За счет изгиба полотна 100 электродного материала вдоль направления A переноса усиливается жесткость полотна 100 электродного материала, так что участок его передней стороны, который не удерживается, становится непровисаемым.
[0020] Как показано на фиг. 4, центральный участок полотна 100 электродного материала изогнут в опущенное состояние (будучи выпуклым вниз), когда полотно 100 электродного материала удерживается удерживающими рычагами 23-26. За счет такого изгиба центрального участка в опущенное состояние усиливается жесткость полотна 100 электродного материала вдоль направления A переноса, так что участок его передней стороны, который не удерживается, становится непровисаемым. Помимо этого, не только участок передней стороны, но и другие участки за пределами удерживаемой удерживающими рычагами области также становятся непровисающими.
[0021] Изогнутая форма в опущенном состоянии может образовываться только за счет удерживания и подъема вверх обоих боковых краев полотна 100 электродного материала. В этом случае, при удерживании обоих боковых краев полотна 100 электродного материала манипулятором 2, манипулятор 2 немного поднимают вверх, так что центральный участок полотна 100 электродного материала не контактирует с подающей поверхностью 5a первого присасывающего транспортера 5. Предпочтительно, чтобы длина хода вверх манипулятора 2 принимала величину, при которой центральный участок полотна 100 электродного материала делается не контактирующим с первым присасывающим транспортером 5, но делается как можно более близким к нему. Следует отметить, что если длина хода вверх манипулятора 2 является большой, требуется существенное время для вертикального хода манипулятора 2, и поэтому время такта обязательно должно быть большим. Помимо этого, поскольку передний конец полотна 100 электродного материала должен быть вставлен между верхним пуансоном и нижним пуансоном переднеконцевого штампа 3 (и заднеконцевого штампа 4), верхний пуансон и нижний пуансон обязательно должны быть широко разведены, когда длина хода вверх манипулятора 2 является большой. В этом случае, рабочий ход штампа становится большим, и поэтому время такта обязательно должно быть большим. Следовательно, предпочтительно, чтобы длина хода вверх манипулятора 2 была как можно короче.
[0022] Например, в случае изгиба центрального участка в опущенном состоянии, рабочий ход манипулятора 2 может быть сделан небольшим, когда величина прогиба (расстояние от центрального участка до линии (включая плоскость), соединяющей оба боковых края) h1 сделана почти эквивалентной расстоянию h2 между центральным участком и подающей поверхностью 5a, как показано на фиг. 3. В частности, посредством задания величины прогиба h1 равной 0,5-2 мм и задания вышеуказанного расстояния h2 также равным 0,5-2 мм, длина вертикального хода манипулятора 2 становится очень небольшой, а также может быть предотвращен контакт полотна 100 электродного материала с подающей поверхностью 5a. Следует отметить, что расстояние h2 между центральным участком и подающей поверхностью 5a предпочтительно задается так, как пояснено выше, но может быть по меньшей мере высотой, которая не допускает контактирования полотна 100 электродного материала с подающей поверхностью 5a.
[0023] Величина прогиба h1 полотна 100 электродного материала является достаточной, если она обеспечивает жесткость, которая позволяет предотвратить провисание участка передней стороны, но не должна быть обязательно большой. В частности, хотя она и зависит от размера или толщины полотна 100 электродного материала, достаточная жесткость может быть обеспечена посредством величины прогиба h1=0,5-2 мм. Величина прогиба h1 предпочтительно задается так, как пояснено выше, но может быть по меньшей мере величиной, которая позволяет обеспечивать жесткость для недопущения провисания участка передней стороны.
[0024] Фиг. 5 показывает другую изогнутую форму полотна 100 электродного материала. Как показано на фиг. 5, центральный участок полотна 100 электродного материала изогнут в поднятое вверх состояние (будучи выпуклым вверх), когда полотно 100 электродного материала удерживается удерживающими рычагами 23-26. В этом случае контактирующие с полотном 100 электродного материала поверхности удерживающих рычагов 23-26 наклонены в сторону, обратную случаю, показанному на фиг. 3 и фиг. 4. Посредством такого изгиба центрального участка в поднятое вверх состояние появляется возможность переносить полотно 100 электродного материала без изменения вертикального положения манипулятора 2. Положение удерживания удерживающими рычагами 23-26 может быть на уровне высоты, эквивалентном подающей поверхности 5a первого присасывающего транспортера 5. Будучи изогнутым в поднятом вверх состоянии при удерживании обоих боковых краев, полотно 100 электродного материала может удерживаться выше первого присасывающего транспортера 5, даже когда положение удерживания находится на уровне высоты, эквивалентном подающей поверхности 5a, и вообще не контактирует с первым присасывающим транспортером 5. Следовательно, перемещение вверх манипулятора 2 не требуется. Также в этом случае величина прогиба не ограничивается конкретным образом, если она представляет собой величину, которая позволяет обеспечивать жесткость для недопущения провисания участка передней стороны в зависимости от размера или толщины полотна 100 электродного материала.
[0025] Здесь будет пояснено направление прогиба полотна 100 электродного материала. На фиг. 4 и фиг. 5 показано отличие между выпуклостью вниз (фиг. 4) и выпуклостью вверх (фиг. 5) центрального участка полотна 100 электродного материала. В настоящем варианте реализации направление прогиба задается как направление, перпендикулярное направлению A переноса, в любом из случаев выпуклости вниз и выпуклости вверх. Поскольку оба боковых края полотна 100 электродного материала удерживаются удерживающими рычагами 23-26, направление прогиба становится таким направлением естественным образом. Тем не менее, вполне достаточно усилить жесткость вдоль направления A переноса, чтобы предотвратить провисание участка передней стороны, так что направление прогиба может быть любым направлением, пересекающимся с направлением A переноса.
[0026] Другие примеры направления прогиба будут пояснены со ссылкой на фиг. 6(a) и фиг. 6(b). В примере, показанном на фиг. 6(a), на одном боковом крае положение около переднего конца поддерживается, а на другом боковом крае положение около переднего конца не поддерживается. Штрихпунктирная линия с двумя точками приблизительно указывает направление прогиба, образовавшегося посредством наклонов контактирующих с полотном 100 электродного материала поверхностей удерживающих рычагов 23-26. В этом случае удерживающие рычаги 23 и 24, поддерживающие положение около переднего конца, удерживают полотно 100 электродного материала в положении, которое вообще не вызывает контакта с переднеконцевым штампом 3.
[0027] В примере, показанном на фиг. 6(b), концы удерживающих рычагов 23 и 24 и концы удерживающих рычагов 25 и 26 манипулятора 2 изогнуты наружу, расходясь друг от друга, и положение около переднего конца полотна 100 электродного материала не поддерживается. Согласно такому способу удерживания, участок задней стороны может поддерживаться сильнее участка передней стороны, так что жесткость вдоль направления A переноса может быть усилена. Помимо этого, обеспечена жесткость, и величина прогиба около переднего конца может быть сделана небольшой. Изогнутая форма полотна 100 электродного материала может принимать различные формы. Следует отметить, что на фиг. 6(a) и фиг. 6(b) полотно 100 электродного материала изогнуто в выпуклое вниз состояние, но оно может быть изогнуто в выпуклое вверх состояние посредством изменения наклонов контактирующих с полотном 100 электродного материала поверхностей удерживающих рычагов 23-26.
[0028] Как пояснено выше, переднеконцевой штамп 3 является штампом для вырезания электрода из полотна 100 электродного материала совместно с заднеконцевым штампом 4. Переднеконцевой штамп 3 будет пояснен со ссылкой на фиг. 7(a) и фиг. 7(b). Переднеконцевой штамп 3 включает в себя несущее основание 301 штампа, раму 302 штампа, основание 303 нижнего пуансона, основание 304 верхнего пуансона, нижний пуансон 305, верхний пуансон 306, цилиндр 307 рамы, цилиндр 308 верхнего пуансона, направляющие 309 рамы и направляющие 310 верхнего пуансона.
[0029] Несущее основание 301 штампа прикреплено к верхнему концу цилиндра 307 рамы. Четыре направляющие 309 рамы расположены на несущем основании 301 штампа. Рама 302 штампа поддерживается цилиндром 307 рамы и направляющими 309 рамы. Вся рама 302 штампа может перемещаться вертикально вдоль направляющих 309 рамы посредством цилиндра 307 рамы.
[0030] Основание 303 нижнего пуансона закреплено нижней частью в раме 302 штампа. Нижний пуансон 305 закреплен на основании 303 нижнего пуансона. С другой стороны, основание 304 верхнего пуансона закреплено верхней частью в раме 302 штампа. Верхний пуансон 306 закреплен на основании 304 верхнего пуансона. Помимо этого, в раме 302 штампа предусмотрены четыре направляющие 310 верхнего пуансона, верхние концы и нижние концы которых прикреплены к раме 302 штампа.
[0031] Основание 304 верхнего пуансона является вертикально подвижным к направляющим 310 верхнего пуансона и перемещается вертикально вдоль направляющих 310 верхнего пуансона посредством цилиндра 308 верхнего пуансона. Положение зажатия верхнего пуансона 306 и нижнего пуансона 305 регулируется за счет вышеописанной внутренней конструкции рамы 302 штампа. Когда основание 304 верхнего пуансона перемещается вниз в раме 302 штампа, верхний пуансон 306 вместе с нижним пуансоном 305 зажимает полотно 100 электродного материала, чтобы отрезать его.
[0032] Операции резки переднеконцевого штампа 3 будут пояснены со ссылкой на фиг. 8(a) - фиг. 8(e). В открытом состоянии штампа для вставки полотна 100 электродного материала (фиг. 8(a), фиг. 2) нижний пуансон 305 находится на уровне высоты ниже подающей поверхности 5a (см. фиг. 3) первого присасывающего транспортера 5. В открытом состоянии штампа полотно 100 электродного материала вставляется в положение отрезания (положение зажатия верхнего пуансона 306 и нижнего пуансона 305). После этого, как показано на фиг. 8(b), рама 302 штампа перемещается вверх посредством цилиндра 307 рамы, а затем нижний пуансон 305 останавливается в положении, в котором он контактирует с полотном 100 электродного материала (на уровне высоты подающей поверхности 5a).
[0033] Затем, как показано на фиг. 8(c), верхний пуансон 306 перемещается вниз посредством цилиндра 308 верхнего пуансона, так что полотно 100 электродного материала обрезается. После этого, как показано на фиг. 8(d), верхний пуансон 306 перемещается вверх посредством цилиндра 308 верхнего пуансона, так что он возвращается в свое исходное положение. После этого, как показано на фиг. 8(e), рама 302 штампа перемещается вниз, так что весь переднеконцевой штамп 3 возвращается в свое исходное положение. Следует отметить, что обрезки, полученные после резания переднеконцевым штампом 3, падают вниз. Поэтому предпочтительно, чтобы был предусмотрен уклон (не показан) для извлечения падающих вниз обрезков в нижнем переднем положении вдоль направления A переноса от несущего основания 301 штампа.
[0034] Как пояснено выше, поскольку в открытом состоянии переднеконцевого штампа 3 нижний пуансон 305 находится на уровне высоты ниже подающей поверхности 5a первого присасывающего транспортера 5, предотвращается контакт полотна 100 электродного материала с нижним пуансоном 305 при переносе полотна 100 электродного материала, и передний конец может легко переноситься в положение отрезания. Помимо этого, если случайно участок передней стороны полотна 100 электродного материала провисает, можно также предотвратить скручивание полотна 100 электродного материала между первым присасывающим транспортером 5 и нижним пуансоном 305, и передний конец может быть отрезан точно, поскольку участок передней стороны поднимается вверх за счет перемещения вверх нижнего пуансона 305 после переноса участка передней стороны в положение отрезания.
[0035] Дополнительно, поскольку в открытом состоянии переднеконцевого штампа 3 нижний пуансон 305 находится на уровне высоты ниже подающей поверхности 5a, т.е. возвращается на уровень высоты после резания (см. фиг. 8(e)), может быть предотвращен контакт электрода, который был вырезан, с нижним пуансоном 305 при подаче электрода на второй присасывающий транспортер 6. Кроме того, поскольку вся рама 302 штампа перемещается вверх при перемещении вверх нижнего пуансона 305, передний конец может отрезаться точно за счет перемещения вверх нижнего пуансона 305 при сохранении положения зажатия между нижним пуансоном 305 и верхним пуансоном 306, регламентированного внутренней конструкцией рамы 302 штампа.
[0036] Следует отметить, что хотя в настоящем варианте реализации передний конец отрезается за счет перемещения вниз верхнего пуансона 306, выполняемого после перемещения вверх нижнего пуансона 305, время начала перемещения вниз верхнего пуансона 306 не ограничивается и определяется произвольно, например, на основе длины хода вверх нижнего пуансона 305 к подающей поверхности 5a и длины хода вниз верхнего пуансона 306 в то время, когда он достигает поддерживаемого на подающей поверхности 5a полотна 100 электродного материала. В частности, когда длина хода вверх превышает длину хода вниз, сначала начинается перемещение вверх нижнего пуансона 305 (рамы 302 штампа), а после этого начинается перемещение вниз верхнего пуансона 306, так что нижний пуансон 305 и верхний пуансон 306 достигают полотна 100 электродного материала одновременно. Напротив, когда длина хода вверх меньше длины хода вниз, сначала начинается перемещение вниз верхнего пуансона 306, а после этого начинается перемещение вверх нижнего пуансона 305 (рамы 302 штампа), так что нижний пуансон 305 и верхний пуансон 306 достигают полотна 100 электродного материала одновременно. Посредством управления верхним пуансоном 306 и нижним пуансоном 305 так, как пояснено выше, время такта отрезания может еще более сокращаться. Операции верхнего пуансона 306 и нижнего пуансона 305 могут быть оптимизированы с учетом разности скоростей перемещения верхнего пуансона 306 и нижнего пуансона 305 и т.д. в дополнение к их ходам.
[0037] Заднеконцевой штамп 4 имеет конструкцию, эквивалентную конструкции переднеконцевого штампа 3, но их рисунки вырезания пуансонами отличаются друг от друга. Операции резки заднеконцевого штампа 4 будут кратко пояснены со ссылкой на фиг. 2. Сначала удерживающие рычаги 23-26 перемещаются назад, выходя из пространства между нижним пуансоном 41 и верхним пуансоном 42 заднеконцевого штампа 4, так что положение подлежащего отрезанию заднего конца полотна 100 электродного материала останавливается в пространстве между нижним пуансоном 41 и верхним пуансоном 42. Далее, задний конец отрезается посредством управления нижним пуансоном 41 и верхним пуансоном 42 согласно операциям, эквивалентным операциям переднеконцевого штампа 3. Поскольку заднеконцевой штамп 4 имеет эквивалентную переднеконцевому штампу 3 конструкцию, обеспечивается зазор, который дает возможность удерживающим рычагам 23-26 проходить через пространство между нижним пуансоном 41 и верхним пуансоном 42. Помимо этого, поскольку полотно 100 электродного материала переносится непосредственно над подающей поверхностью 5a, длина вертикального хода манипулятора 2 может быть сделана очень небольшой. Дополнительно, поскольку в открытом состоянии заднеконцевого штампа 4 нижний пуансон 41 находится на уровне высоты ниже подающей поверхности 5a первого присасывающего транспортера 5, предотвращается контакт полотна 100 электродного материала с нижним пуансоном 41 при перемещении назад удерживающих рычагов 23-26, и участок передней стороны, передний конец которого был отрезан, может легко переноситься в положение отрезания.
[0038] Следует отметить, что даже если обеспечивается достаточный зазор между удерживающими рычагами 23-26 и нижним пуансоном 41, нижний пуансон 41 заднеконцевого штампа 4 может быть установлен на уровне высоты, эквивалентном подающей поверхности 5a. Поскольку полотно 100 электродного материала переносится манипулятором 2 сверху над подающей поверхностью 5a, полотно 100 электродного материала вообще не контактирует с нижним пуансоном 41, даже если нижний пуансон 41 установлен на уровне высоты, эквивалентном подающей поверхности 5a.
[0039] Как пояснено выше, первый присасывающий транспортер 5 располагается между переднеконцевым штампом 3 и заднеконцевым штампом 4 (см. фиг. 1 и фиг. 2). В первом присасывающем транспортере 5 присасывание и подача (приведение в действие его ремня) прекращается в тот момент, когда полотно 100 электродного материала переносится в штампы манипулятором 2. Далее, одновременно с этим или немного позднее того времени, когда передний конец полотна 100 электродного материала достигает положения отрезания во время переноса полотна 100 электродного материала манипулятором 2, начинается присасывание первого присасывающего транспортера 5, но подача еще не начинается. Полотно 100 электродного материала, которое было перенесено, удерживается в положении отрезания силой всасывания первого присасывающего транспортера 5. После того как передний конец и задний конец отрезаны, начинается его подача наряду со вторым присасывающим транспортером 6, который подает электрод, который был вырезан.
[0040] Помимо этого, как пояснено выше, подающая поверхность 5a первого присасывающего транспортера 5 является несущей плоскостью, которая поддерживает полотно 100 электродного материала при разрезании полотна 100 электродного материала. Следовательно, подающая поверхность 5a выполнена плоской, чтобы сделать притянутое за счет всасывания и поддерживаемое полотно 100 электродного материала плоским, так что оно может отрезаться резко.
[0041] Второй присасывающий транспортер 6 расположен ниже по ходу от переднеконцевого штампа 3 вдоль направления A переноса (см. фиг. 1 и фиг. 2). Подающая поверхность второго присасывающего транспортера 6 располагается на уровне высоты ниже подающей поверхности 5a первого присасывающего транспортера 5. Электрод, который был вырезан, не изогнут при его выдаче из первого присасывающего транспортера 5 и уже теряет свою жесткость вдоль направления A переноса. Следовательно, при выдаче электрода первым присасывающим транспортером 5 передний конец электрода может провисать. Поскольку подающая поверхность второго присасывающего транспортера 6 располагается на уровне высоты ниже подающей поверхности 5a первого присасывающего транспортера 5, электрод может укладываться на подающую поверхность второго присасывающего транспортера 6, даже когда передний конец электрода провисает.
[0042] Помимо этого, нижний пуансон 305 (в открытом состоянии штампа) расположен на уровне высоты ниже пути подачи электрода с первого присасывающего транспортера 5 на второй присасывающий транспортер 6. Второй присасывающий транспортер 6 предпочтительно расположен в той же горизонтальной плоскости, что и нижний пуансон 305, или на уровне высоты немного выше нижнего пуансона 305. Первый присасывающий транспортер 5 расположен на уровне высоты немного выше второго присасывающего транспортера 6, и нижний пуансон 305 находится на уровне высоты между первым присасывающим транспортером 5 и вторым присасывающим транспортером 6. Когда электрод выдается, электрод выталкивается немного вниз с первого присасывающего транспортера 5 на второй присасывающий транспортер 6. Если нижний пуансон 305 будет расположен на уровне высоты выше пути подачи электрода с первого присасывающего транспортера 5 на второй присасывающий транспортер 6, то электрод будет контактировать с нижним пуансоном 305. Поэтому нижний пуансон 305 расположен на уровне высоты ниже пути подачи электрода с первого присасывающего транспортера 5 на второй присасывающий транспортер 6. Следует отметить, что присасывание и подача второго присасывающего транспортера 6 могут выполняться непрерывно или могут быть начаты в тот момент, когда передний конец полотна 100 электродного материала отрезан.
[0043] Форма электрода, который был вырезан, будет пояснена со ссылкой на фиг. 9(a) и фиг. 9(b). Как показано на фиг. 9(a), в полотне 100 электродного материала слои 151 активного материала сформированы с постоянными интервалами на обеих сторонах элемента-основы 150, который является металлической пленкой. Слой(и) 151 активного материала образован(ы) активным катодным материалом для катодного электрода или образован(ы) активным анодным материалом для анодного электрода. Поскольку слой(и) 151 активного материала в настоящем варианте реализации является(ются) общеизвестным(и), его(их) подробные пояснения опущены.
[0044] Та область 152 на переднем конце 100a полотна 100 электродного материала, где не сформирован слой 151 активного материала и металлическая пленка обнажена, отрезается с образованием заданной формы, как показано на фиг. 9(b). Передний конец 100a, который был отрезан, выполняет функцию электродного вывода 153 аккумулятора. С другой стороны, задний конец 100b полотна 100 электродного материала отрезается прямо. Следовательно, электрод 101 вырезается имеющим такую форму, как показано на фиг. 9(b).
[0045] Например, в качестве элемента-основы 150 (металлической пленки) используются алюминий, никель, железо, нержавеющая сталь, титан, медь и т.д. Помимо этого, также используются плакировочный материал из никеля и алюминия и плакировочный материал из меди и железа, либо материал, нанесенный металлизацией из сочетания этих металлов. Дополнительно, в качестве элемента-основы 150 вместо металлической пленки может быть использована проводящая полимерная пленка или пленка, изготовленная добавлением проводящего заполнителя в непроводящий полимер. В частности, главным образом используется пленка, выполненная из единственного металла, такого как алюминий, нержавеющая сталь и медь, с учетом электронной удельной проводимости и рабочего напряжения аккумулятора. Материалы, используемые в качестве элемента-основы 150 для катодного электрода, отличаются от материалов для анодного электрода. Толщина элемента-основы 150 составляет, например, 1-100 мкм. Элемент-основа 150 становится токоотводом после сборки в аккумулятор (батарею).
[0046] С другой стороны, электрод 101, который был вырезан, имеет почти размер B5-A4, если указано по размеру бумаги, при использовании в качестве аккумуляторной батареи для электрического транспортного средства (электромобиля). Следовательно, ширина полотна 100 электродного материала представляет собой почти ширину размера B5-A4, а его длина составляет от десятков метров до сотен метров, и полотно 100 электродного материала свернуто. Электрод 101 (см. фиг. 9(b)), который был вырезан в настоящем варианте реализации, имеет форму, приспособленную к форме батареи, в которой он должен быть использован, а не ограничен формой, показанной на фиг. 9(b). Следует отметить, что в настоящем варианте реализации электрод не ограничивается электродом 101, на обеих сторонах которого сформированы идентичные электроды, и может представлять собой биполярный электрод, на одной стороне которого сформирован катодный электрод, а на другой стороне - анодный электрод. Электрод 101, который был вырезан, используется, например, в многослойной аккумуляторной батарее. Как хорошо известно, катодный электрод, сепаратор и анодный электрод последовательно наслаиваются в многослойной аккумуляторной батарее.
[0047] Полотно 100 электродного материала и электрод 101, который был вырезан, являются очень тонкими. С другой стороны, аккумуляторная батарея для транспортного средства, которой требуются высокая плотность и высокая энергия, имеет большую площадь. Поэтому трудно поддерживать его форму при горизонтальном переносе только его, и в силу этого его участок, неподдерживаемый устройством переноса (например, транспортером), легко провисает, и тем самым настоящий вариант реализации решает эту проблему.
[0048] Далее будут пояснены операции устройства переноса. Сначала передний конец удерживаемого манипулятором 2 полотна 100 электродного материала переносится в положение отрезания переднеконцевого штампа 3. Поскольку в это время компоненты манипулятора 2 проходят поперечно за пределами первого присасывающего транспортера 5, требуется очень небольшое время, чтобы вертикально переместить манипулятор 2. Помимо этого, полотно 100 электродного материала переносится сверху, в то время как его жесткость вдоль направления A переноса усиливается. Следовательно, передний конец полотна 100 электродного материала переносится в положение отрезания без контакта полотна 100 электродного материала с иными компонентами, отличными от манипулятора 2 и первого присасывающего транспортера 5. Это состояние показано на фиг. 1 и фиг. 2.
[0049] Когда передний конец полотна 100 электродного материала достигает положения отрезания переднеконцевого штампа 3, первый присасывающий транспортер 5 начинает свое присасывание, но не начинает свою подачу. Когда задание положения для отрезания завершается, манипулятор 2 высвобождает полотно 100 электродного материала и затем перемещается назад одновременно с тем, как начинается присасывание. Почти параллельно с этими операциями (или перед началом присасывания, даже если передний конец достиг положения отрезания), рама 302 штампа перемещается вверх для того, чтобы обеспечить контакт нижнего пуансона 305 с передним концом полотна 100 электродного материала. Удерживающие рычаги 23-26 не контактируют с переднеконцевым штампом 3, даже когда манипулятор 2 перемещается в свое самое дальнее ниже по ходу положение. Следовательно, перемещение вверх рамы 302 штампа может быть начато, даже если передний конец достиг положения отрезания. А именно, штамп может приводиться в действие до того, как манипулятор 2 перемещается назад, так что время такта может быть сокращено.
[0050] Затем полотно 100 электродного материала отрезается переднеконцевым штампом 3, и манипулятор 2 перемещается назад, в то время как передний конец отрезается, в свое исходное положение, в которое он был установлен до того, как он удерживал полотно 100 электродного материала. Это состояние показано на фиг. 10 и фиг. 11. Помимо этого, переднеконцевой штамп 3 также возвращается в нижнее положение после того, как отрезание завершено. После того как манипулятор 2 перемещается назад, задний конец полотна 100 электродного материала отрезается заднеконцевым штампом 4. Когда отрезание заднеконцевым штампом 4 завершено, первый присасывающий транспортер 5 начинает подачу, выдавая электрод 101, который был вырезан, на второй присасывающий транспортер 6. Второй присасывающий транспортер 6 принимает электрод 101 и затем далее подает его в последующий процесс. Следовательно, электрод 101, который был вырезан, вообще не контактирует с иными компонентами, отличными от первого присасывающего транспортера 5 и второго присасывающего транспортера 6.
[0051] Согласно настоящему варианту реализации полотно 100 электродного материала удерживается манипулятором 2, в то время как оно изгибается вдоль направления, пересекающегося с направлением A переноса. Положение удерживания представляет собой то положение, где компоненты манипулятора 2 не контактируют с переднеконцевым штампом 3 (компоненты для процесса (процесса резки), отличного от процесса переноса) на стороне ниже по ходу вдоль направления A переноса. Следовательно, когда манипулятор 2 удерживает только участок задней стороны полотна 100 электродного материала так, чтобы не контактировать с переднеконцевым штампом 3, участок передней стороны (и промежуточный участок, который не удерживается) полотна 100 электродного материала вообще не провисает. Таким образом, полотно 100 электродного материала может надежно переноситься в переднеконцевой штамп 3 в качестве целевого положения переноса (положения отрезания).
[0052] Помимо этого, поскольку полотно 100 электродного материала может надежно переноситься в переднеконцевой штамп 3 без провисания, может быть предотвращено отклонение его положения во время вырезания штампом. Дополнительно, поскольку положение удерживания манипулятором 2 является тем положением выше по ходу, которое вообще не вызывает контакта с переднеконцевым штампом 3, операции резки переднеконцевым штампом 3 могут быть начаты до того, как манипулятор 2 перемещается назад (т.е. одновременно с тем, как полотно 100 электродного материала переносится в переднеконцевой штамп 3).
[0053] Помимо этого, поскольку манипулятор 2 удерживает оба боковых края полотна 100 электродного материала, легко вынудить полотно 100 электродного материала изгибаться. Дополнительно, полотно 100 электродного материала может быть легко изогнуто таким образом, чтобы быть выпуклым вниз, за счет силы тяжести только посредством небольшого подъема вверх обоих удерживаемых боковых краев. Следует отметить, что не требуется поднимать вверх манипулятор 2 в том случае, если полотно 100 электродного материала изогнуто выпуклым вверх. Помимо этого, за счет изгиба полотна 100 электродного материала выпуклым вверх и задания положении удерживания манипулятором 2 в той же самой плоскости, что и первый присасывающий транспортер 5, полотно 100 электродного материала может быть легко положено на первый присасывающий транспортер 5 только посредством прекращения удерживания манипулятором 2.
[0054] Дополнительно, компоненты (удерживающие рычаги 23-26) манипулятора 2 располагаются в положениях поперечно снаружи от первого присасывающего транспортера 5 с тем, чтобы не контактировать с первым присасывающим транспортером 5. Таким образом, первый присасывающий транспортер 5 вообще не заходит в зону перемещения манипулятора 2. Следовательно, манипулятор 2 может переносить полотно 100 электродного материала сверху над первым присасывающим транспортером 5 только посредством операции его небольшого подъема вверх. Таким образом, время такта может сокращаться, даже когда манипулятор 2 и первый присасывающий транспортер 5 находятся с одной и той же стороны.
[0055] Помимо этого, поскольку полотно 100 электродного материала переносится сверху манипулятором 2 в положение отрезания переднеконцевого штампа 3, оно вообще не контактирует с иными компонентами, отличными от манипулятора 2, в частности со штампом (переднеконцевым штампом 3 или заднеконцевым штампом 4). Поэтому можно предотвратить повреждение сформированных слоев 151 активного материала вследствие контактов полотна 100 электродного материала с другими компонентами, так что может быть также предотвращено уменьшение его толщины, его электрической емкости и его ресурса, которое может вызываться таким повреждением. Следует отметить, что поскольку электрод 101, который был вырезан, также выдается первым присасывающим транспортером 5 и вторым присасывающим транспортером 6, контакт с иными компонентами, отличными от первого присасывающего транспортера 5 и второго присасывающего транспортера 6, может быть предотвращен даже после вырезания.
[0056] Дополнительно, когда полотно 100 электродного материала переносится манипулятором, первый присасывающий транспортер 5 выполняет только присасывание, но не выполняет подачу. Следовательно, полотно 100 электродного материала присасывается, фиксируясь в положении отрезания, так что не допускается отклонение его положения во время вырезания (приведения в действие штампа). В результате из полотна 100 электродного материала может надежно вырезаться имеющий регламентированную форму электрод 101.
[0057] Помимо этого, подающая поверхность второго присасывающего транспортера 6 располагается на уровне высоты ниже подающей поверхности 5a первого присасывающего транспортера 5. Следовательно, электрод 101, который был вырезан, может надежно подаваться с первого присасывающего транспортера 5 на второй присасывающий транспортер 6.
[0058] Помимо этого, нижний пуансон 305 переднеконцевого штампа 3 располагается на уровне высоты ниже подающей поверхности 5a первого присасывающего транспортера 5 и перемещается вверх после того, как полотно 100 электродного материала перенесено в переднеконцевой штамп 3. Следовательно, передний конец полотна 100 электродного материала может легко заходить в положение отрезания переднеконцевого штампа 3, и перед вырезанием не допускается контактирование переднеконцевого штампа 3 с полотном 100 электродного материала, чтобы предотвратить повреждение слоев 151 активного материала. Дополнительно, если случайно участок передней стороны полотна 100 электродного материала провисает, он поднимается вверх нижним пуансоном 305, и в силу этого полотно 100 электродного материала может отрезаться в своем регламентированном положении отрезания. Помимо этого, поскольку заднеконцевой штамп 4 предусмотрен в дополнение к переднеконцевому штампу 3, передний конец и задний конец полотна 100 электродного материала могут отрезаться так, чтобы иметь отличающиеся друг от друга формы.
[0059] Изготовленный согласно настоящему варианту реализации электрод для аккумулятора является подходящим для катодного электрода или анодного электрода, используемого в аккумуляторной батарее для приведения в действие электромотора, установленного на транспортном средстве. При этом такое транспортное средство представляет собой, например, автомобиль, у которого ходовые колеса приводятся в движение электромотором(ами), или другой тип транспортного средства (например, поезд). В качестве примера такого автомобиля можно привести не потребляющий бензина электромобиль или гибридный электромобиль. В частности, поскольку от аккумуляторной батареи, предназначенной для приведения в действие электромотора, установленного на транспортном средстве, требуются высокие мощностные и высокие энергетические характеристики, желательно, чтобы электрод имел большую площадь (например, площадь, эквивалентную размеру B5-A4, как пояснено выше). Поскольку электрод для такой аккумуляторной батареи является очень тонким по своей толщине и имеет большую площадь, с ним трудно обращаться. Согласно настоящему варианту реализации большой электрод для батареи может быть изготовлен выгодным образом, как пояснено выше.
[0060] Все содержимое заявки на патент Японии № 2011-85725 (поданной 7 апреля 2011 года) включено сюда по ссылке. Хотя изобретение было описано выше со ссылкой на определенные варианты реализации изобретения, изобретение не ограничено описанными выше вариантами реализации. Объем настоящего изобретения определяется в контексте формулы изобретения.
[0061] Например, как показано на фиг. 12, в качестве носителя может быть использована присоска 200. В этом случае присоска 200 присасывает полотно 100 электродного материала сверху с тем, чтобы удерживать его. Следовательно, первый присасывающий транспортер 5 вообще не контактирует с присоской 200. Помимо этого, присасывающая поверхность присоски 200 образована в виде изогнутой поверхности, которая изогнута вдоль направления, пересекающегося с направлением A переноса. Следовательно, полотно 100 электродного материала вынуждено изгибаться и переносится в то время, как его жесткость вдоль направления A переноса усиливается.
[0062] Также в этом случае, аналогично вышеописанному варианту реализации, первый присасывающий транспортер 5 располагается за пределами зоны перемещения присоски 200. Следовательно, требуется очень небольшое время для того, чтобы перемещать присоску 200 вертикально, и в силу этого время такта может сокращаться. Помимо этого, полотно 100 электродного материала переносится без контактирования с иными компонентами, отличными от присоски 200. Дополнительно, даже если положение присасывания присоской 200 является положением выше по ходу, которое вообще не вызывает контакта с переднеконцевым штампом 3, операции резки переднеконцевого штампа 3 могут быть начаты до отведения присоски 200 (т.е. одновременно с тем, как полотно 100 электродного материала входит в переднеконцевой штамп 3).
[0063] Помимо этого, в вышеприведенном варианте реализации настоящее изобретение применяется к переносу полотна 100 электродного материала, но может применяться к переносу электрода 101, который был вырезан. Хотя в вышеприведенном варианте реализации электрод 101 выдается вторым присасывающим транспортером 6, для переноса электрода 101 в последующий процесс (или в следующий далее процесс после второго присасывающего транспортера 6) может использоваться носитель, такой как манипулятор 2 или присоска 200. Согласно этому, электрод 101 может быть надежно перенесен в последующий процесс без провисания участка передней стороны и промежуточного участка электрода 101.
[0064] Дополнительно, в вышеприведенном варианте реализации передний конец и задний конец электрода 101 имеют отличающиеся формы, но могут иметь идентичную друг другу форму. В случае если передний конец и задний конец электрода 101 отрезаются имеющими идентичную друг другу форму, резание может выполняться только переднеконцевым штампом 3 (заднеконцевой штамп 4 не требуется). В случае если резание выполняется только переднеконцевым штампом 3, задний конец отрезается после дополнительного переноса полотна 100 электродного материала из положения отрезания переднего конца переднеконцевым штампом 3 на длину, эквивалентную одному электроду. Также в этом случае, аналогично вышеописанному варианту реализации, носитель (манипулятор 2, присоска 200 или т.п.) удерживает полотно 100 электродного материала в положении спереди от переднеконцевого штампа 3 (т.е. в положении, которое не вызывает контакта с переднеконцевым штампом 3), чтобы усиливать жесткость вдоль направления A переноса. Следовательно, можно переносить полотно 100 электродного материала в положение отрезания без контактирования полотна 100 электродного материала с иными компонентами, отличными от носителя, и начинать режущие операции переднеконцевого штампа 3 одновременно с тем, как оно перенесено в положение отрезания.
[0065] Помимо этого, поскольку электрод 101 вырезается ниже по ходу от переднеконцевого штампа 3 в случае, когда резание выполняется только переднеконцевым штампом 3, не требуется подавать полотно 100 электродного материала на стороне выше по ходу от переднеконцевого штампа 3, и в силу этого первый присасывающий транспортер 5 не требуется. Тем не менее, также и в этом случае предпочтительно присасывать полотно 100 электродного материала, которое было перенесено носителем (манипулятором 2, присоской 200 или т.п.), за счет наличия присасывающего устройства (присасывающего средства) на стороне выше по ходу от переднеконцевого штампа 3 с тем, чтобы поддерживать полотно 100 электродного материала снизу. Электрод 101 может вырезаться надежно и резко посредством присасывания полотна 100 электродного материала на стороне выше по ходу от переднеконцевого штампа 3. Например, в качестве присасывающего устройства (присасывающего средства) может быть использована присоска. Присоска располагается так, что ее плоская присасывающая поверхность выполняет функцию несущей плоскости, и когда переносимое носителем полотно 100 электродного материала достигло положения отрезания, присасывающее устройство (присасывающее средство) начинает присасывание одновременно с тем, как носитель высвобождает полотно 100 электродного материала.
[0066] Помимо этого, резак переднего конца (переднеконцевой штамп 3) и резак заднего конца (заднеконцевой штамп 4) не ограничены штампом и могут представлять собой, например, лазерный резак. В случае применения лазерного резака, вертикально подвижный поддерживающий элемент (штифтовая опора, ячеистая опора или т.п.) располагается в положении нижнего пуансона 305 переднеконцевого штампа 3, и полотно 100 электродного материала отрезается посредством облучения лазерным излучением сверху. Если случайно участок передней стороны полотна 100 электродного материала провисает, он поднимается вверх поддерживающим элементом, и в силу этого полотно 100 электродного материала может подвергаться лазерной резке в регламентированном положении отрезания.
[0067] В вышеприведенном варианте реализации только верхний пуансон 306 перемещается относительно рамы 302 переднеконцевого штампа 3. Тем не менее, верхний и нижний пуансоны могут быть выполнены независимо друг от друга, даже если зажатие верхнего и нижнего пуансонов может выполняться в регламентированном положении отрезания при резании. А именно, возможно, чтобы только нижний пуансон 305 независимо перемещался вверх, когда передний конец полотна 100 электродного материала достигает положения отрезания, а затем верхний пуансон 306 независимо перемещается вниз. Это практически идентично для заднеконцевого штампа 4.
[0068] Горизонтальное перемещение носителя (манипулятора 2) выполняется в вышеописанном варианте реализации только вдоль направления A переноса. Тем не менее, манипулятор 2 может быть выполнен с возможностью перемещаться поперечно после высвобождения полотна 100 электродного материала, возвращаясь в свое исходное положение, и его рабочее(ие) направление(я) могут изменяться произвольно.
Изобретение относится к изготовлению аккумуляторных электродных элементов (пленочного полотна электродного материала или электродной пленки). Технический результат - повышение надежности переноса электродного элемента (конец полотна электродного материала или электрода) в целевое положение. Устройство переноса включает в себя носитель для удерживания при изгибе и затем переноса электродного элемента. Носитель выполнен с возможностью удерживать электродный элемент в положении, которое не вызывает контакта с компонентами для другого процесса ниже по ходу вдоль направления переноса. Поскольку электродный элемент изогнут, его жесткость вдоль направления переноса усиливается и поэтому предотвращается провисание. Помимо этого, положение удерживания носителем является таким положением, которое не вызывает контакта с компонентами для другого процесса ниже по ходу вдоль направления переноса. 3 н. и 8 з.п. ф-лы, 12 ил.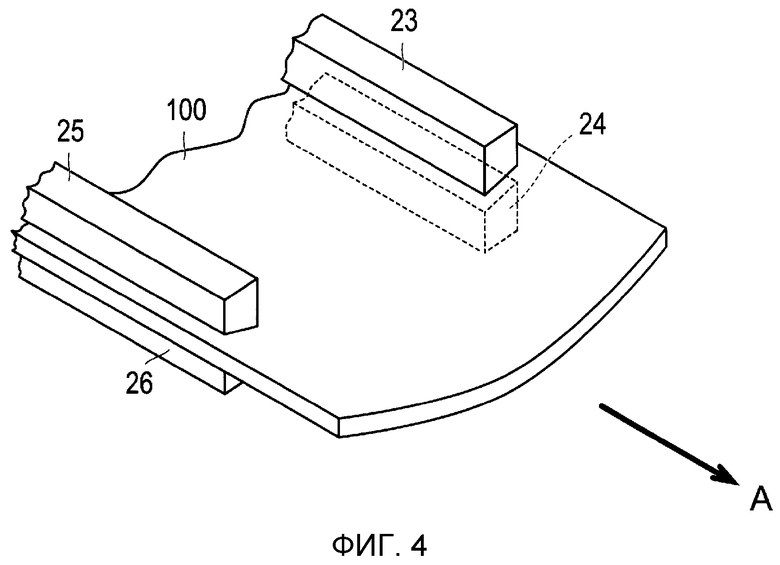
1. Устройство переноса аккумуляторного электродного элемента, содержащее:
носитель для удерживания пленочного полотна электродного материала или электродной пленки, служащих в качестве аккумуляторного электродного элемента, при изгибе пленочного полотна электродного материала или электродной пленки вдоль направления, пересекающегося с направлением переноса, и затем переноса пленочного полотна электродного материала или электродной пленки в процессе переноса, причем
носитель выполнен с возможностью удерживать пленочное полотно электродного материала или электродную пленку в положении, которое не вызывает контакта с компонентами для другого процесса, осуществляемого ниже по ходу от того положения, в котором осуществлялся процесс переноса вдоль направления переноса.
2. Устройство переноса по п. 1, при этом
носитель является манипулятором, который включает в себя удерживающие части для удерживания обоих боковых краев пленочного полотна электродного материала или электродной пленки перпендикулярно направлению переноса.
3. Устройство переноса по п. 1 или 2, при этом
носитель делает пленочное полотно электродного материала или электродную пленку изогнутым(ой) с выпуклостью вниз относительно горизонтальной плоскости.
4. Устройство переноса по п. 1 или 2, при этом
носитель делает пленочное полотно электродного материала или электродную пленку изогнутым(ой) с выпуклостью вверх относительно горизонтальной плоскости.
5. Устройство переноса по п. 4, дополнительно содержащее
транспортер, расположенный ниже пути переноса пленочного полотна электродного материала или электродной пленки, при этом
носитель является манипулятором, который включает в себя удерживающие части для удерживания обоих боковых краев пленочного полотна электродного материала или электродной пленки перпендикулярно направлению переноса, и
удерживающие части выполнены с возможностью удерживать оба боковых края пленочного полотна электродного материала или электродной пленки в той же плоскости, что и подающая поверхность транспортера.
6. Устройство переноса аккумуляторного электродного элемента, содержащее:
средство переноса для удерживания пленочного полотна электродного материала или электродной пленки, служащих в качестве аккумуляторного электродного элемента, при изгибе пленочного полотна электродного материала или электродной пленки вдоль направления, пересекающегося с направлением переноса, и затем переноса пленочного полотна электродного материала или электродной пленки в процессе переноса, причем
средство переноса выполнено с возможностью удерживать пленочное полотно электродного материала или электродную пленку в положении, которое не вызывает контакта с компонентами для другого процесса, осуществляемого ниже по ходу от того положения, в котором осуществлялся процесс переноса вдоль направления переноса.
7. Способ переноса аккумуляторного электродного элемента, содержащий:
удерживание пленочного полотна электродного материала или электродной пленки, служащих в качестве аккумуляторного электродного элемента, при изгибе пленочного полотна электродного материала или электродной пленки вдоль направления, пересекающегося с направлением переноса, носителем в положении, которое не вызывает контакта с компонентами для другого процесса, осуществляемого ниже по ходу от того положения, в котором осуществлялся процесс переноса вдоль направления переноса, и
перенос пленочного полотна электродного материала или электродной пленки в процессе переноса.
8. Способ переноса по п. 7, при этом
носитель является манипулятором, который включает в себя удерживающие части для удерживания обоих боковых краев пленочного полотна электродного материала или электродной пленки перпендикулярно направлению переноса.
9. Способ переноса по п. 7 или 8, при этом
носитель делает пленочное полотно электродного материала или электродную пленку изогнутым(ой) с выпуклостью вниз относительно горизонтальной плоскости.
10. Способ переноса по п. 7 или 8, при этом
носитель делает пленочное полотно электродного материала или электродную пленку изогнутым(ой) с выпуклостью вверх относительно горизонтальной плоскости.
11. Способ переноса по п. 10, при этом
ниже пути переноса пленочного полотна электродного материала или электродной пленки располагается транспортер,
носитель является манипулятором, который включает в себя удерживающие части для удерживания обоих боковых краев пленочного полотна электродного материала или электродной пленки перпендикулярно направлению переноса, и
удерживающие части выполнены с возможностью удерживать оба боковых края пленочного полотна электродного материала или электродной пленки в той же плоскости, что и подающая поверхность транспортера.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГОВОГО ЭЛЕКТРОДА ДЛЯ НИКЕЛЬ-КАДМИЕВОГО АККУМУЛЯТОРА | 2007 |
|
RU2343594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПОРИСТОЙ ОСНОВЫ ВОДОРОДНОГО ЭЛЕКТРОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1997 |
|
RU2127475C1 |
| Способ изготовления безламельных отрицательных электродов кадмиево-никелевых аккумуляторов | 1956 |
|
SU106423A1 |
| EP 0001953852 A1, 06.08.2008 | |||
| US 5664321 A, 09.09.1997 | |||
| WO2008139561 A1, 20.11.2008 | |||
| JP2000173600 A, 23.06.2000 | |||

