ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к укладывающему в стопу устройству и способу укладывания в стопу.
УРОВЕНЬ ТЕХНИКИ
В последние годы электромобили (ЭМ) и гибридные электромобили (ГЭМ) разработаны на фоне растущего движения по защите окружающей среды. В качестве источника энергии, используемого для того, чтобы приводить в движение двигатели этих ЭМ и ГЭМ, внимание привлекают литий-ионные аккумуляторные батареи, способные к повторной зарядке и разрядке.
Литий-ионная аккумуляторная батарея содержит стопу из множества элементарных ячеек, каждая элементарная ячейка содержит листовидный положительный и отрицательный электроды с сепаратором, распложенным между ними. Сепаратор импрегнирован электролитом. Электроды (положительные/отрицательные электроды) и сепараторы в производственном процессе повторно укладывают в стопу.
В качестве способа, касающегося этого, предложен аппарат для изготовления, представленный ниже в патентной литературе 1, в отношении снижения времени изготовления литий-ионной аккумуляторной батареи. Аппарат для изготовления, раскрытый в патентной литературе 1, содержит: первый транспортер, выполненный с возможностью транспортировки катодных пластин, обернутых сепараторами (далее в настоящем документе обозначаемые как катодные пакеты); второй транспортер для транспортировки анодных пластин; третий транспортер, выполненный с возможностью транспортировки уложенного в стопу тела из катодных пакетов и анодных пластин; и поворачивающее устройство, которое поворачивает два присасывающих устройства. Одно из двух присасывающих устройств поворачивают между первым и третьим транспортерами, при этом присасывая и удерживая катодные пакеты на первом транспортере и освобождая их над третьим транспортером. Другое присасывающее устройство поворачивается между вторым и третьим транспортерами, при этом присасывая и удерживая анодные пластины на втором транспортере и высвобождая их над третьим транспортером. Используя указанную выше конфигурацию, два присасывающих устройства поочередно освобождают катодные пакеты и анодные пластины над третьим транспортером с тем, чтобы катодные пакеты и анодные пластины эффективно укладывать стопой на третьем транспортере.
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентная литература 1: выложенная публикация японского патента № H04-101366
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В указанном выше аппарате для изготовления, присасывающие устройства непосредственно присасывают и удерживают катодные пакеты и анодные пластины, которые транспортируют посредством первого и второго транспортеров один за одним. Соответственно, точность расположения не высока, когда присасывающие устройства присасывают и удерживают катодные пакеты и анодные пластины. Если катодные пакеты и анодные пластины присасывают и удерживают с низкой точностью расположения, катодные пакеты и анодные пластины не могут быть уложены в стопу с высокой точностью, что, таким образом, ведет к снижению качества аккумуляторных батарей. Соответственно, указанный выше аппарат для изготовления содержит располагающий удерживатель на третьем транспортере, и в располагающий удерживатель вставляют катодные пакеты и анодные пластины, подлежащие укладыванию в стопу. Когда катодные пакеты и анодные пластины вставляют в удерживатель посредством присасывающих устройств, катодные пакеты и анодные пластины располагают их боковыми поверхностями в контакте с внутренней стенкой удерживателя, таким образом повышая точность укладывания в стопу катодных пакетов и анодных пластин.
Однако, сепараторы, которыми обернуты катодные пластины, являются мягкими и гибкими. Когда катодный пакет вставляют в удерживатель и его боковая поверхность входит в контакт с внутренней стенкой удерживателя, край сепаратора может загибаться, таким образом препятствуя правильному расположению катодного пакета. Если катодные пакеты располагают неправильно, невозможно добиться достаточной точности укладывания в стопу.
РЕШЕНИЕ ПРОБЛЕМЫ
Настоящее изобретение выполнено для того, чтобы решить указанную выше проблему. Соответственно, цель настоящего изобретения состоит в том, чтобы предоставить укладывающее в стопу устройство и способ укладывания в стопу, которые позволяют укладывать в стопу узел сепаратор-электрод, содержащий первый электрод, расположенный между сепараторами, и второй электрод, который имеет полярность, отличную от первого электрода, эффективно с высокой точностью.
Первый аспект настоящего изобретения представляет собой укладывающее в стопу устройство для поочередного укладывания в стопу узла сепаратор-электрод и второго электрода, узел сепаратор-электрод содержит первый электрод, расположенный между сепараторами, второй электрод имеет полярность, отличную от первого электрода. Укладывающее в стопу устройство содержит первый стол, второй стол, стол для укладывания в стопу, первый регулировочный блок, второй регулировочный блок, первый удерживающий блок и второй удерживающий блок. На первом столе помещают узел сепаратор-электрод. На втором столе помещают второй электрод. На столе для укладывания в стопу поочередно укладывают в стопу узел сепаратор-электрод и второй электрод. Первый регулировочный блок выполнен с возможностью регулировки горизонтального положения первого стола для того, чтобы регулировать положение узла сепаратор-электрод, расположенного на первом столе. Второй регулировочный блок выполнен с возможностью регулировки горизонтального положения второго стола для того, чтобы регулировать положение второго электрода, размещенного на втором столе. Первый удерживающий блок выполнен с возможностью удерживания и освобождения узла сепаратор-электрод. Второй удерживающий блок выполнен с возможностью удерживания и освобождения второго электрода. Первый удерживающий блок двигается поочередно между первым столом и столом для укладывания в стопу, и второй удерживающий блок двигается поочередно между столом для укладывания в стопу и вторым столом. Когда первый удерживающий блок удерживает узел сепаратор-электрод, положение которого отрегулировано на первом столе, второй удерживающий блок освобождает второй электрод над столом для укладывания в стопу. Когда первый удерживающий блок освобождает узел сепаратор-электрод над столом для укладывания в стопу, второй удерживающий блок удерживает второй электрод, положение которого отрегулировано на втором столе.
Второй аспект настоящего изобретения представляет собой способ укладывания в стопу для поочередного укладывания в стопу узла сепаратор-электрод и второго электрода, узел сепаратор-электрод содержит первый электрод, расположенный между сепараторами, второй электрод имеет полярность, отличную от первого электрода. Способ укладывания в стопу управляет первым удерживающим блоком для того, чтобы он двигался поочередно между первым столом, на который помещают узел сепаратор-электрод, и столом для укладывания в стопу, на который поочередно укладывают в стопу узел сепаратор-электрод и второй электрод. С другой стороны, способ укладывания в стопу управляет вторым удерживающим блоком для того, чтобы он двигался поочередно между столом для укладывания в стопу и вторым столом, на который помещают второй электрод. Способ укладывания в стопу управляет вторым удерживающим блоком для того, чтобы освободить второй электрод над столом для укладывания в стопу, когда управляет первым удерживающим блоком для того, чтобы удерживать узел сепаратор-электрод, положение которого отрегулировано на первом столе посредством регулировки горизонтального положения первого стола. Способ укладывания в стопу управляет вторым удерживающим блоком для того, чтобы удерживать второй электрод, положение которого отрегулировано на втором столе посредством регулировки горизонтального положения второго стола, когда управляет первым удерживающим блоком для того, чтобы освободить узел сепаратор-электрод над столом для укладывания в стопу.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
[Фиг.1] На фиг.1 представлен вид в перспективе, который иллюстрирует внешний вид литий-ионной аккумуляторной батареи.
[Фиг.2] На фиг.2 представлен разборный вид в перспективе литий-ионной аккумуляторной батареи.
[Фиг.3] На фиг.3 представлен вид сверху пакетированного положительного электрода и отрицательного электрода.
[Фиг.4] На фиг.4 представлен вид сверху, который иллюстрирует отрицательный электрод, наложенный на пакетированный положительный электрод.
[Фиг.5] На фиг.5 представлен схематический вид сверху, иллюстрирующий укладывающее листы в стопу устройство.
[Фиг.6] На фиг.6 представлен вид в перспективе, который иллюстрирует укладывающее листы в стопу устройство.
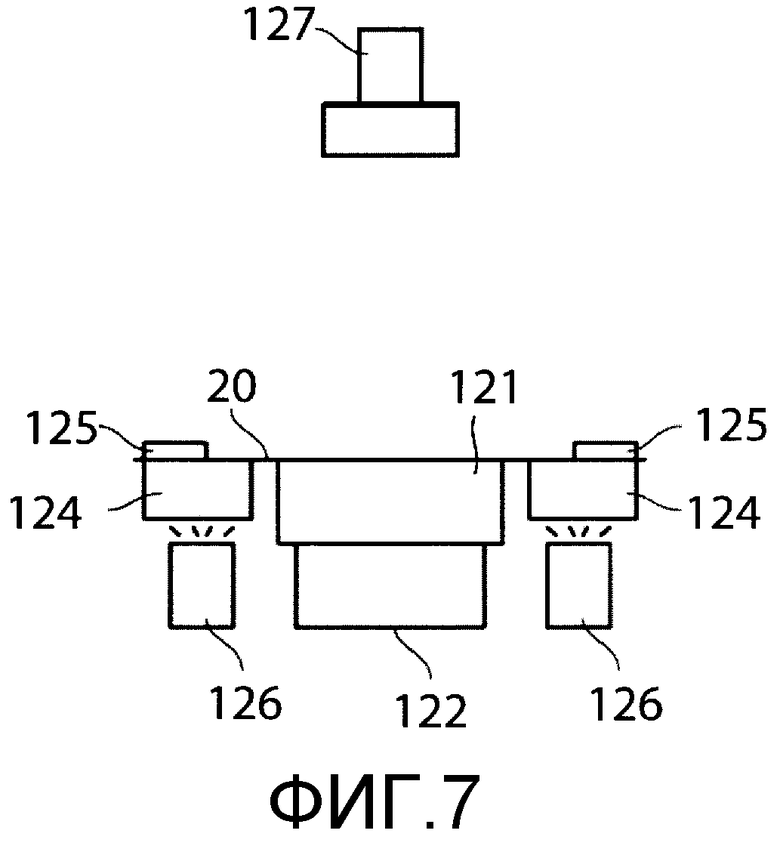
[Фиг.7] На фиг.7 представлен вид спереди зоны подачи положительного электрода в направлении стрелки на фиг.6.
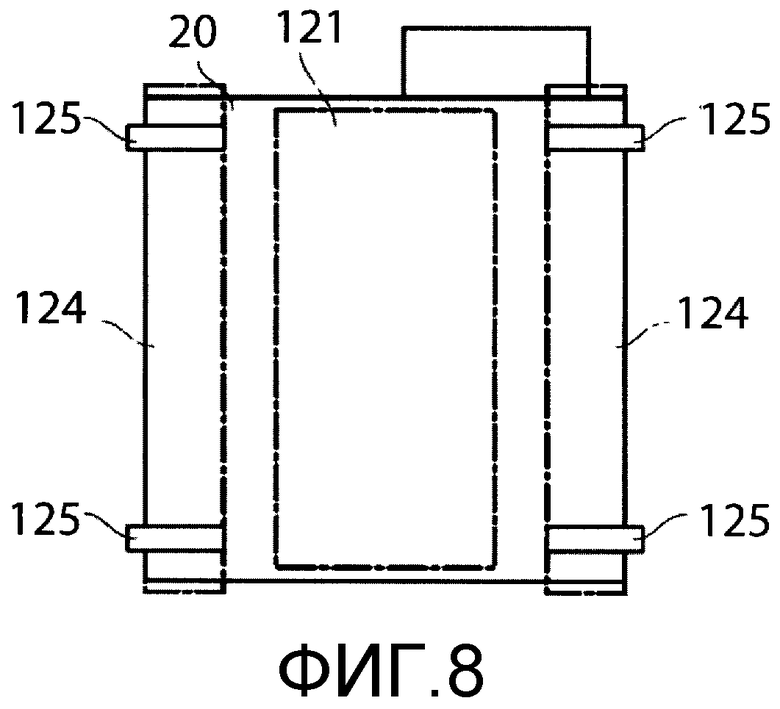
[Фиг.8] На фиг.8 представлен вид сверху зоны подачи положительного электрода.
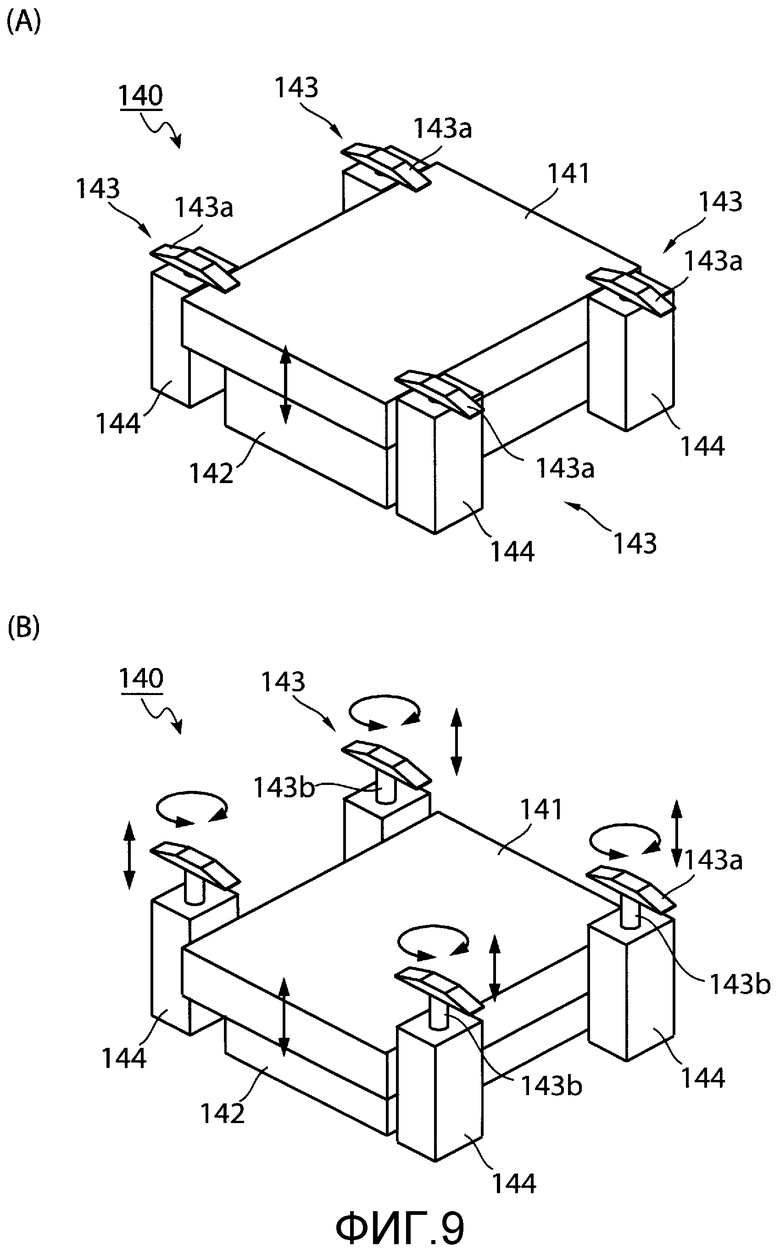
[Фиг.9] На фиг.9 представлен вид в перспективе зоны укладывания в стопу.
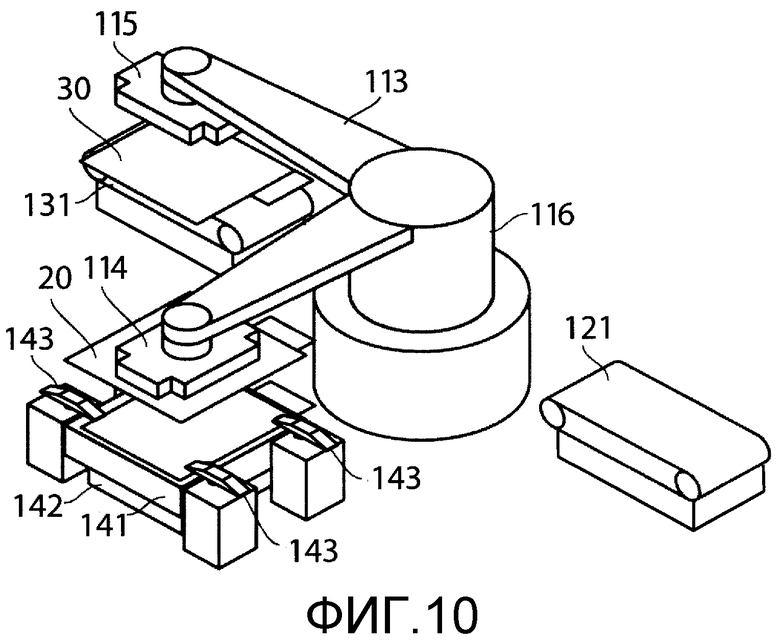
[Фиг.10] На фиг.10 представлен вид для объяснения операций укладывающего в стопу робота.
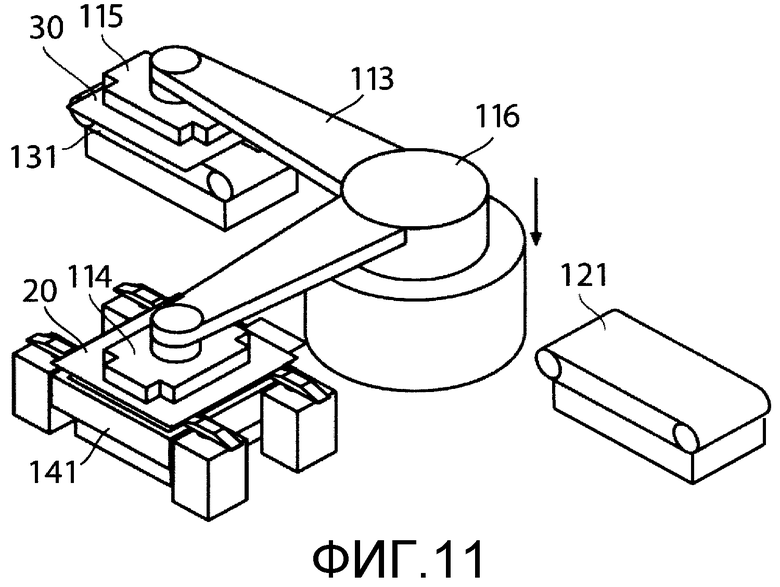
[Фиг.11] На фиг.11 представлен вид, следующий за фиг.10.
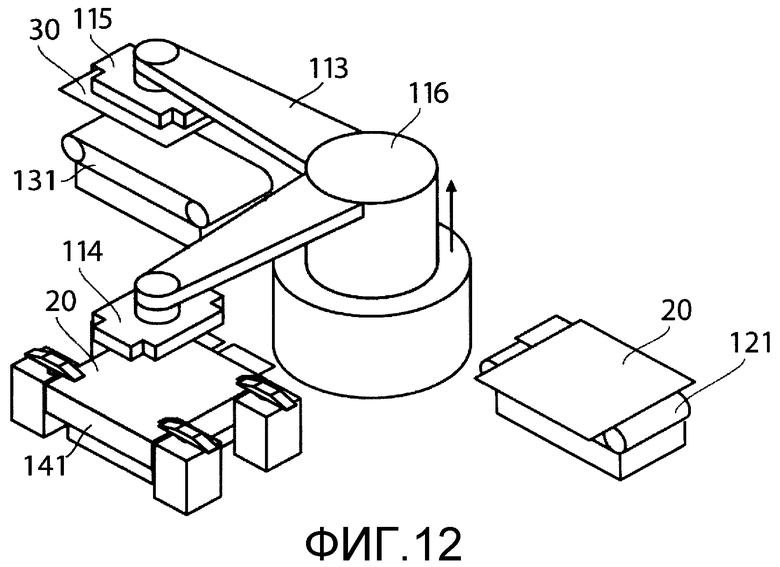
[Фиг.12] На фиг.12 представлен вид, следующий за фиг.11.
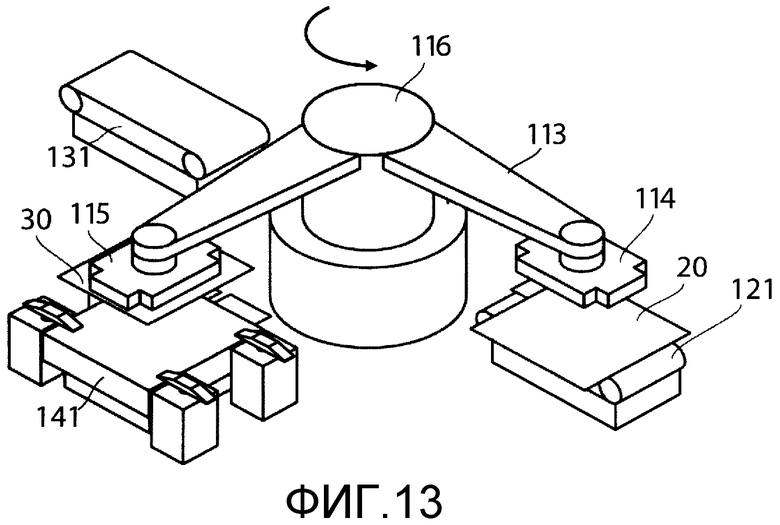
[Фиг.13] На фиг.13 представлен вид, следующий за фиг.12.
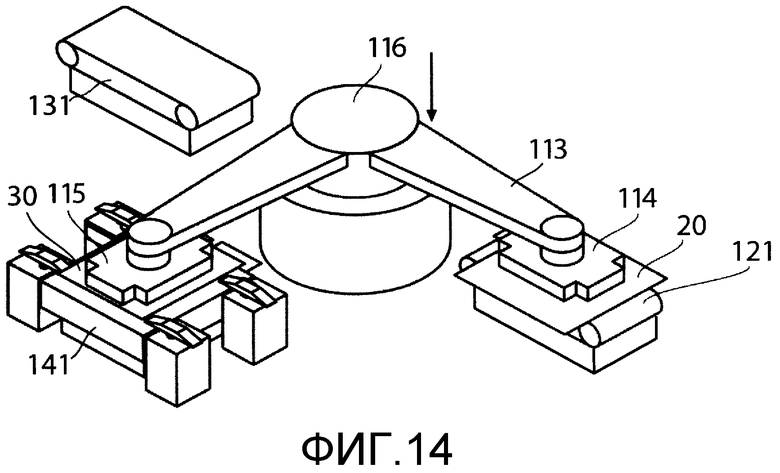
[Фиг.14] На фиг.14 представлен вид, следующий за фиг.13.
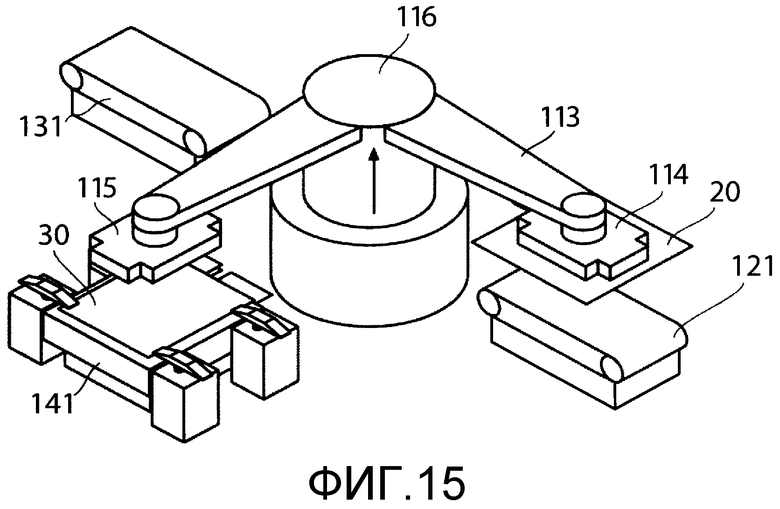
[Фиг.15] На фиг.15 представлен вид, следующий за фиг.14.
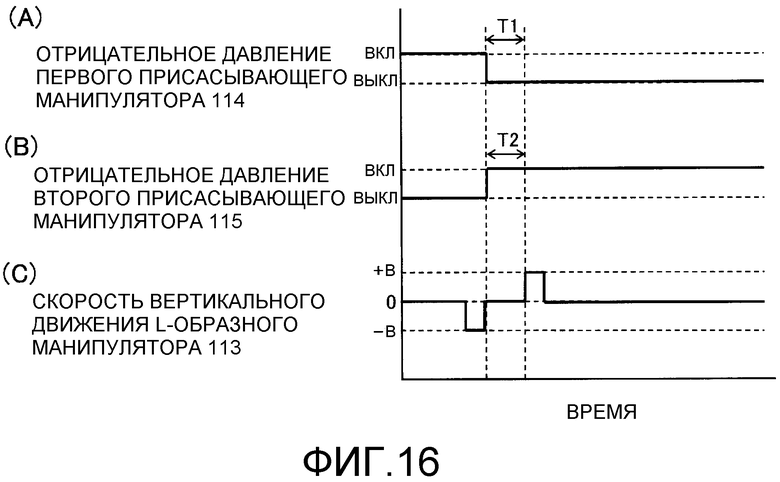
[Фиг.16] На фиг.16 представлена временная диаграмма, которая иллюстрирует пример операций зон укладывающего в стопу робота, который укладывает в стопу каждый из пакетированных положительных электродов на стол для укладывания в стопу.
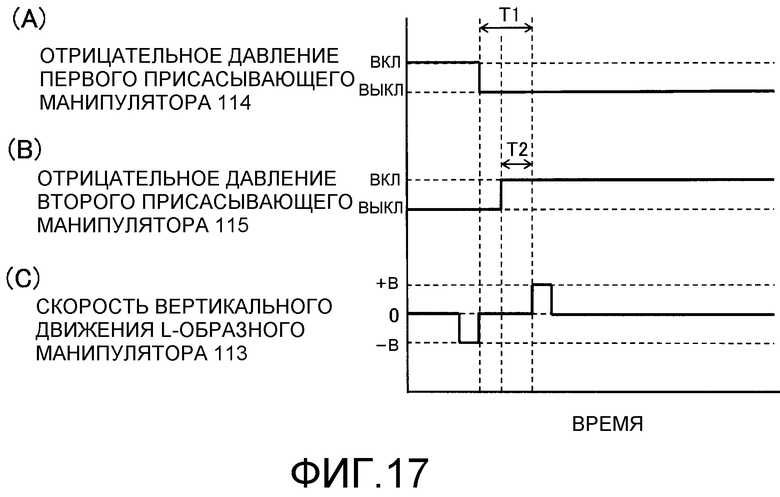
[Фиг.17] На фиг.17 представлена временная диаграмма, которая иллюстрирует другой пример операций зон укладывающего в стопу робота, который укладывает в стопу каждый пакетированный положительный электрод на стол для укладывания в стопу.
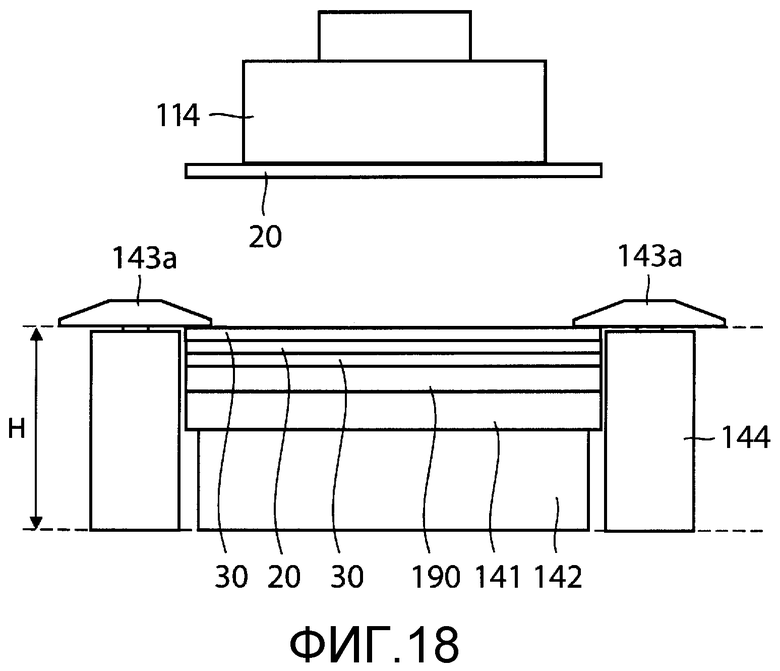
[Фиг.18] На фиг.18 представлен вид для объяснения операций зоны укладывания в стопу.
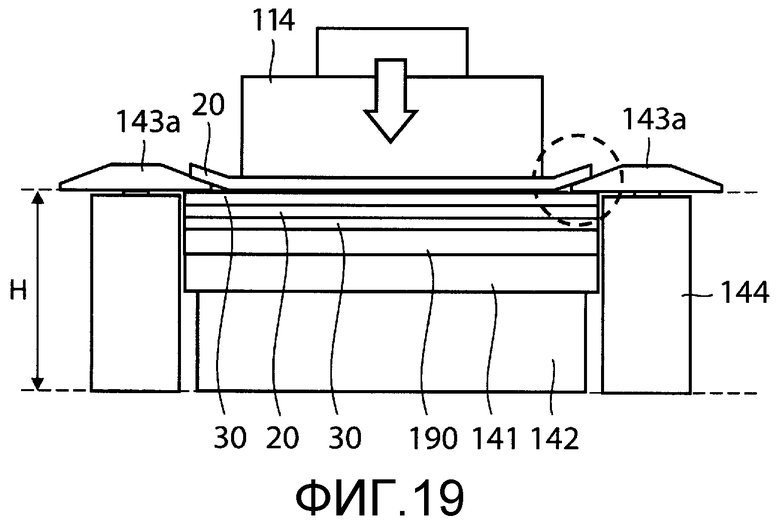
[Фиг.19] На фиг.19 представлен вид, следующий за фиг.18.
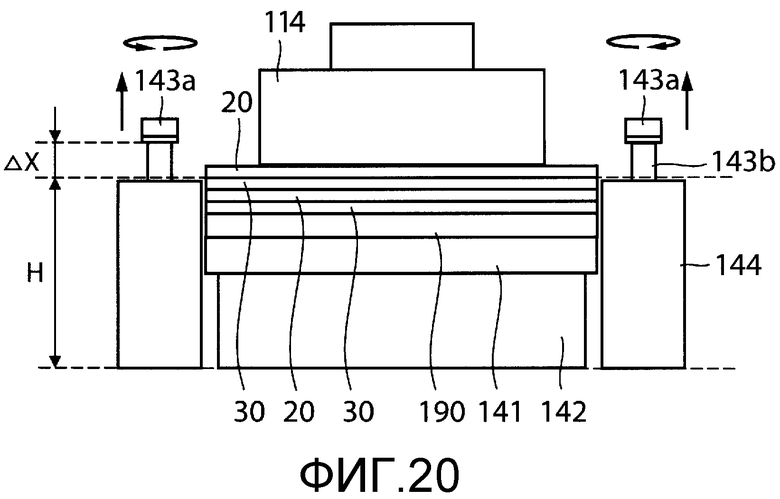
[Фиг.20] На фиг.20 представлен вид, следующий за фиг.19.
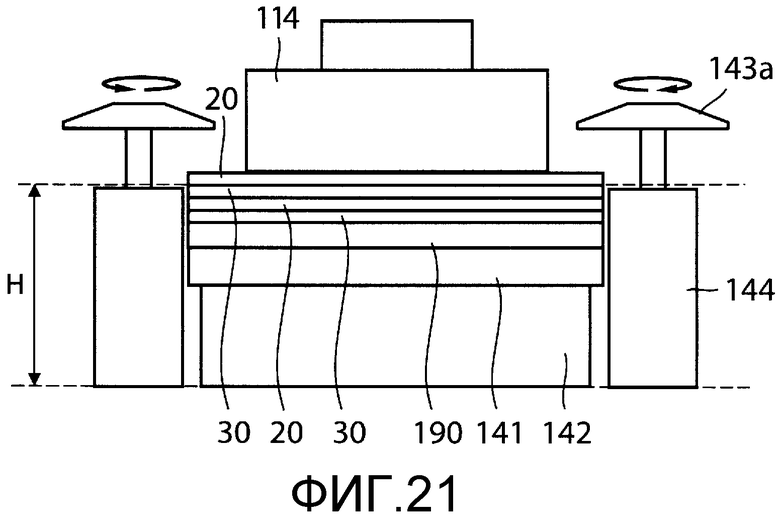
[Фиг.21] На фиг.21 представлен вид, следующий за фиг.20.
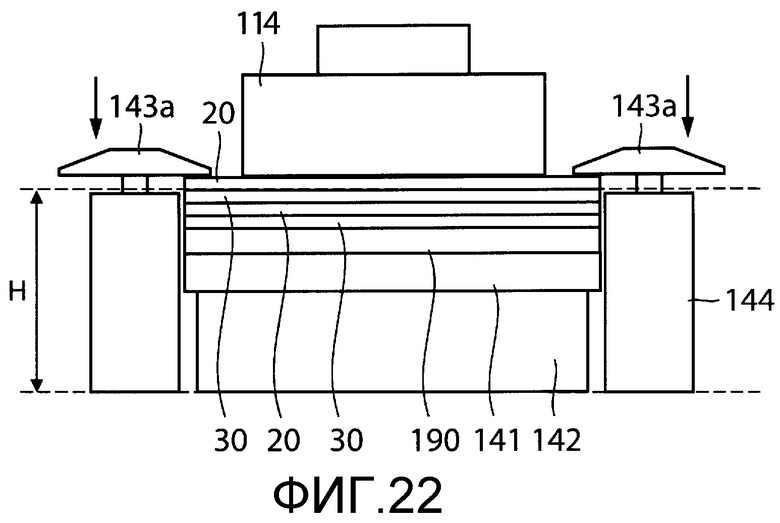
[Фиг.22] На фиг.22 представлен вид, следующий за фиг.21.
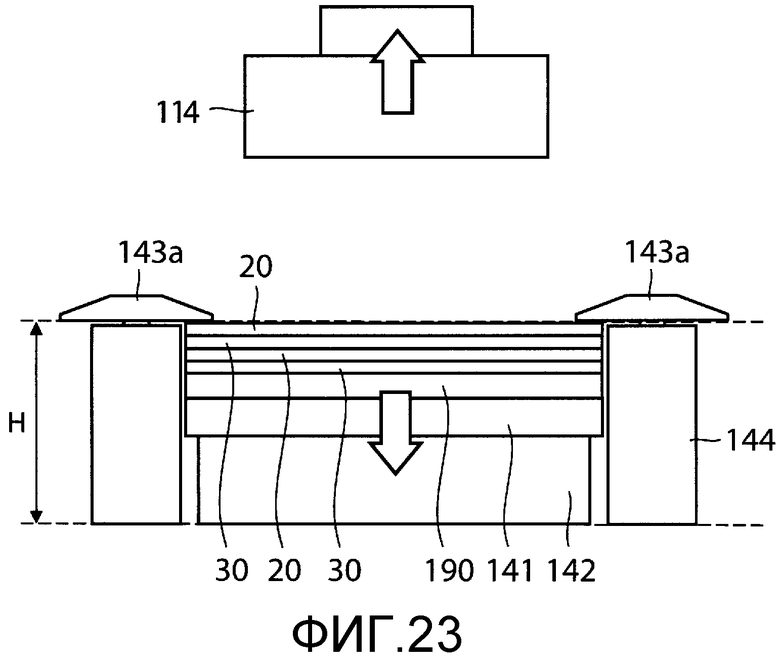
[Фиг.23] На фиг.23 представлен вид, следующий за фиг.22.
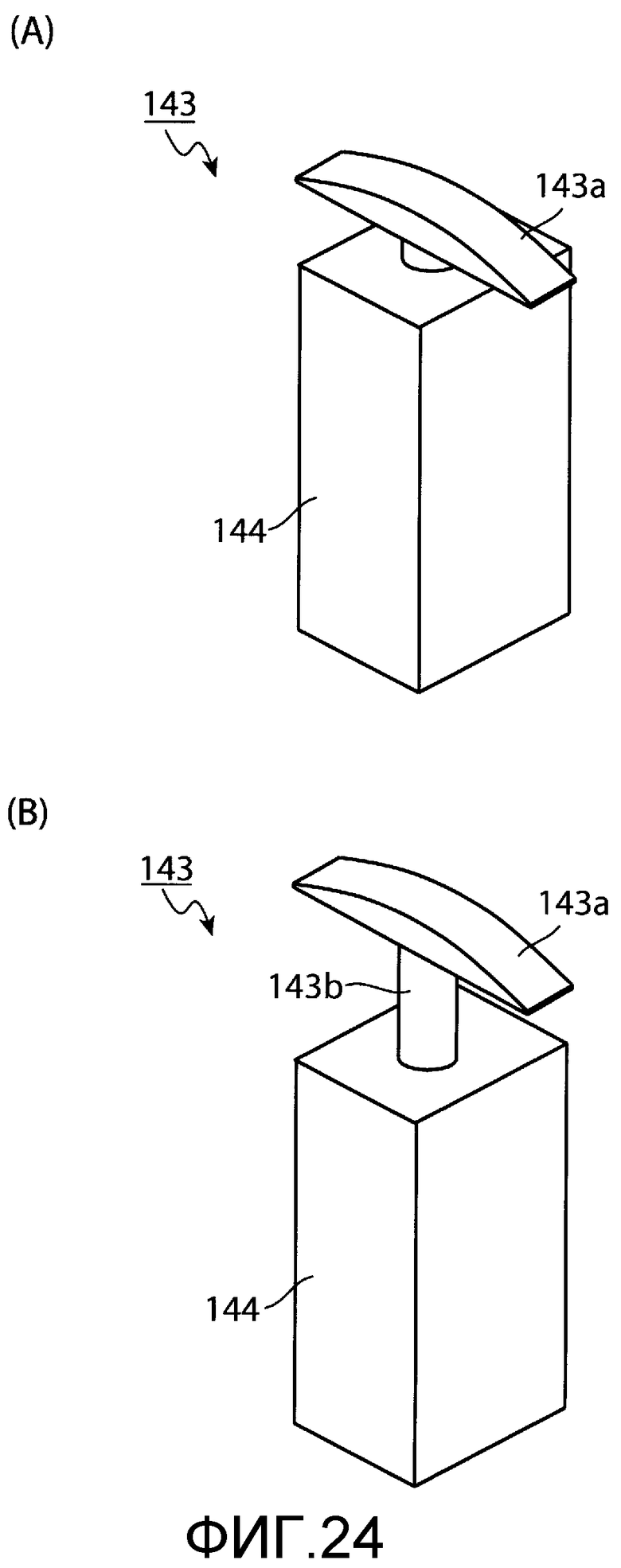
[Фиг.24] На фиг.24 представлен вид в перспективе, иллюстрирующий модификацию зажимного приспособления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее в настоящем документе приведено описание варианта осуществления настоящего изобретения со ссылкой на сопроводительные рисунки. Некоторые пропорции размеров на рисунках преувеличены для удобства объяснения и отличаются от фактических пропорций.
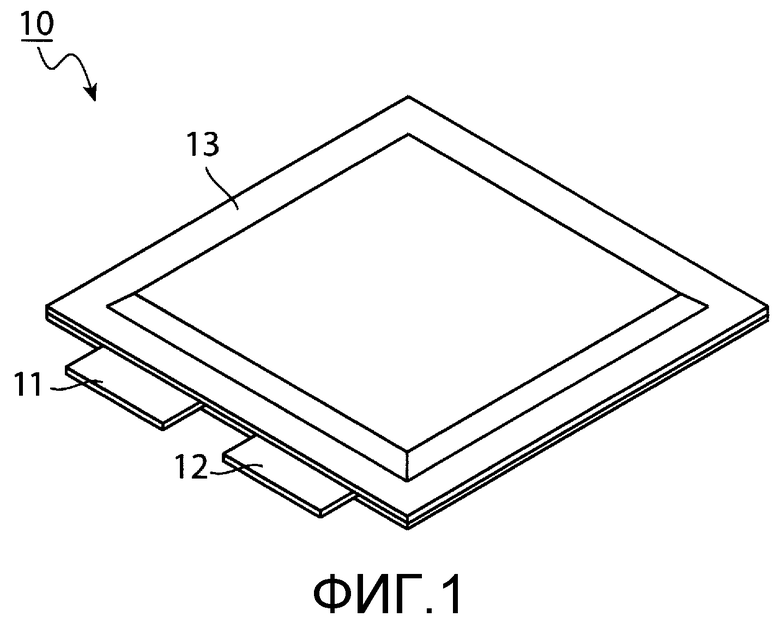
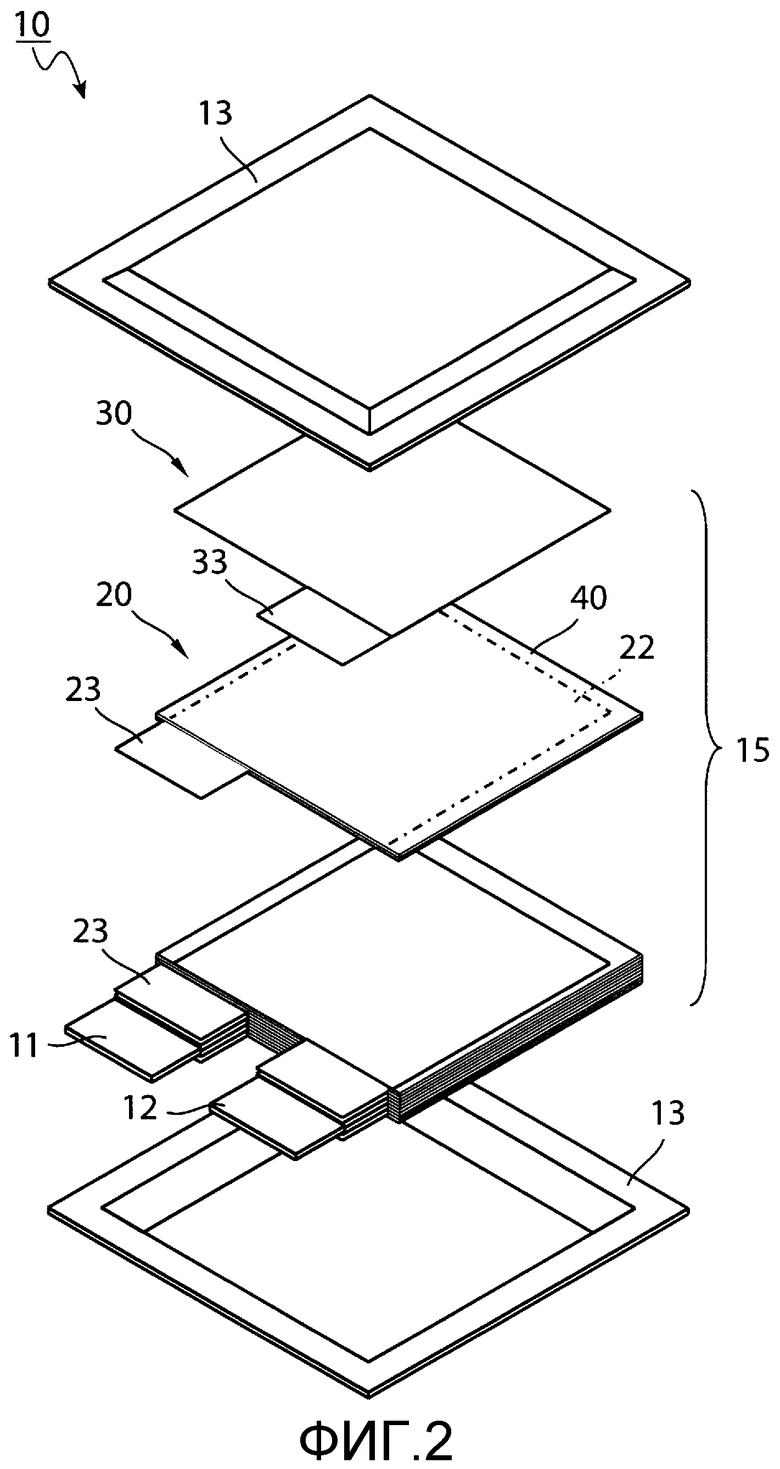
Сначала литий-ионная аккумуляторная батарея (ламинированная аккумуляторная батарея), сформированная посредством укладывающего листы в стопу устройства, описана со ссылкой на фиг.1 и 2. На фиг.1 представлен вид в перспективе, который иллюстрирует внешний вид литий-ионной аккумуляторной батареи, и на фиг.2 представлен разборный вид в перспективе литий-ионной аккумуляторной батареи.
Как проиллюстрировано на фиг.1, литий-ионная аккумуляторная батарея 10 имеет плоскую прямоугольную форму и содержит вывод 11 положительного электрода и вывод 12 отрицательного электрода, выходящие из одного и того же конца внешнего элемента 13. Внешний элемент 13 внутри вмещает вырабатывающий энергию элемент (элемент аккумуляторной батареи) 15, в котором протекают реакции зарядки и разрядки. Как проиллюстрировано на фиг.2, вырабатывающий энергию элемент 15 содержит пакетированные положительные электроды 20 и отрицательные электроды 30, поочередно уложенные в стопу друг на друга.
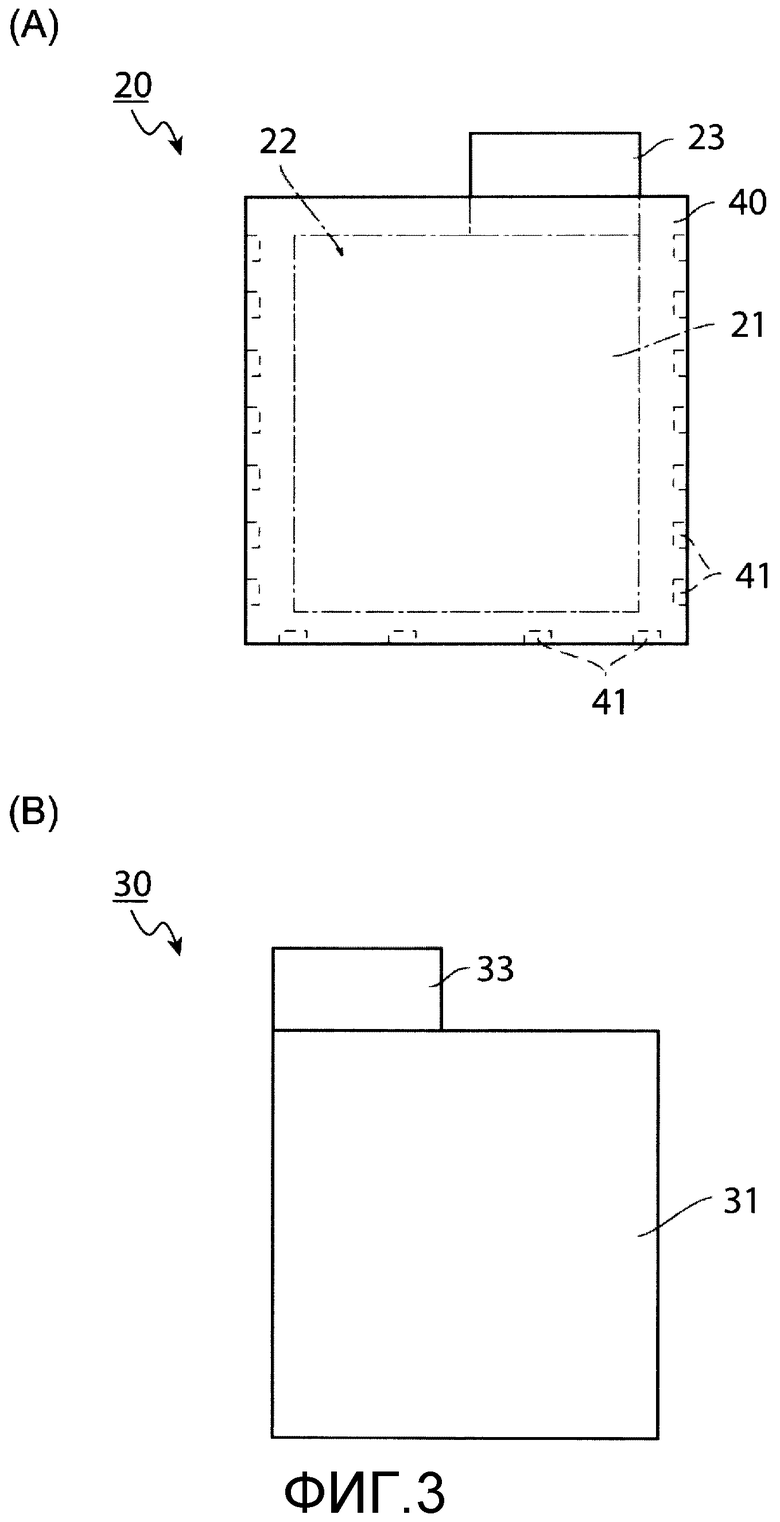
Каждый из пакетированных положительных электродов 20 содержит положительный электрод 22, расположенный между сепараторами 40, как проиллюстрировано на фиг.3(A). Положительный электрод 22 содержит листовидный положительный токосборник со слоями активного материала 21 положительного электрода, сформированными на обеих сторонах сборника. Два сепаратора 40 скрепляют друг с другом скрепляющими частями 41 на краю и формируют в форме оболочки. В положительном электроде 22 слои активного материала 21 положительного электрода формируют в части, отличной от части 23 ушка положительного токосборника. Часть 23 ушка выходит из сепараторов 40 в форме оболочки.
Каждый из отрицательных электродов 30 содержит листовидный отрицательный токосборник со слоями активного материала 31 отрицательного электрода, сформированными на обеих сторонах, как проиллюстрировано на фиг.3(B). В отрицательном электроде 30 слои активного материала 31 отрицательного электрода формируют в части, отличной от части 33 ушка отрицательного токосборника.
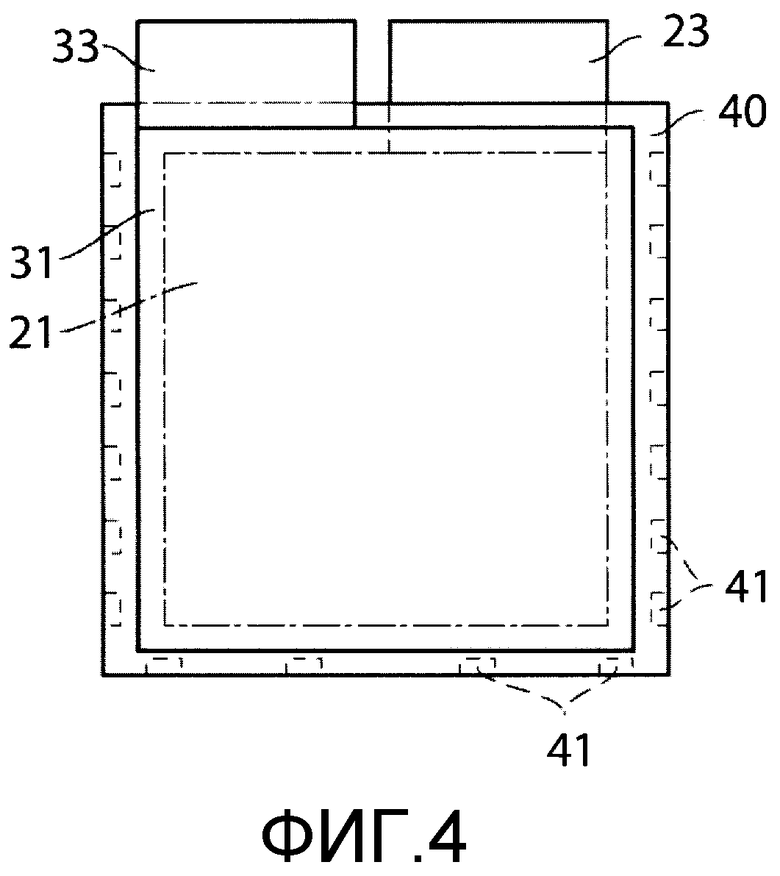
Пакетированный положительный электрод 20 накладывают на соответствующий отрицательный электрод 30, как проиллюстрировано на фиг.4. Как проиллюстрировано на фиг.4, отрицательные слои активного материала 31 слегка больше, чем слои активного материала 21 положительного электрода на положительном электроде 22 в виде сверху. Способ изготовления литий-ионной аккумуляторной батареи посредством поочередного укладывания в стопу пакетированных положительных электродов 20 и отрицательных электродов 30 представляет собой обычный способ, и его подробное описание пропущено.
Далее приведено описание укладывающего листы в стопу устройства для того, чтобы собирать указанный выше вырабатывающий энергию элемент 15.
На фиг.5 представлен схематический вид сверху, который иллюстрирует укладывающее листы в стопу устройство. На фиг.6 представлен вид в перспективе, который иллюстрирует укладывающее листы в стопу устройство. На фиг.7 представлен вид спереди зоны подачи положительного электрода в направлении стрелки на фиг.6. На фиг.8 представлен вид сверху зоны подачи положительного электрода.
Укладывающее листы в стопу устройство 100 содержит укладывающий в стопу робот 110, зону 120 подачи положительного электрода, зону 130 подачи отрицательного электрода, зону 140 укладывания в стопу и контроллер 150, как проиллюстрировано на фиг.5 и 6. Зоны 120 и 130 подачи положительного и отрицательного электродов расположены в положениях напротив друг друга через укладывающий в стопу робот 110. Зона 140 укладывания в стопу расположена на 90 градусов от зон 120 и 130 подачи положительного и отрицательного электродов. Укладывающим в стопу роботом 110, зонами 120 и 130 подачи положительного и отрицательного электродов и зоной 140 укладывания в стопу управляют посредством контроллера 150.
Укладывающий в стопу робот 110 поочередно укладывает в стопу пакетированные положительные электроды 20 и отрицательные электроды 30 для того, чтобы формировать вырабатывающий энергию элемент (стопу) 15. Укладывающий в стопу робот 110 содержит L-образный манипулятор 113 и первый и второй присасывающие манипуляторы 114 и 115. L-образный манипулятор 113 содержит первую и вторую части 111 и 112 манипулятора. Первый и второй присасывающие манипуляторы 114 и 115 предусмотрены на дистальных концах первой и второй частей 111 и 112 манипулятора, соответственно. Первая и вторая части 111 и 112 манипулятора идут в направлении под 90 градусов друг к другу относительно приводного вала 116. L-образный манипулятор 113 поворачивают на 90 градусов в горизонтальном направлении, когда приводной вал 116 приводят в действие посредством приводного блока 117 манипулятора. L-образный манипулятор 113 поднимают и опускают, когда приводной вал 116 приводят в действие. Первый присасывающий манипулятор 114 присасывает и удерживает каждый пакетированный положительный электрод 20 и освобождает его. Второй присасывающий манипулятор 115 присасывает и удерживает каждый отрицательный электрод 30 и освобождает его.
Когда L-образный манипулятор 113 поворачивают на 90 градусов, первый присасывающий манипулятор 114 двигается поочередно между зоной 120 подачи положительного электрода и зоной 140 укладывания в стопу, и второй присасывающий манипулятор 115 двигается поочередно между зоной 140 укладывания в стопу и зоной 130 подачи отрицательного электрода. Другими словами, при вращении L-образного манипулятора 113 происходит переключение между первым состоянием, в котором первый и второй присасывающие манипуляторы 114 и 115 расположены над зоной 120 подачи положительного электрода и зоной 140 укладывания в стопу, соответственно, и вторым состоянием, в котором первый и второй присасывающие манипуляторы 114 и 115 расположены над зоной 140 укладывания в стопу и зоной 130 подачи отрицательного электрода, соответственно. Когда L-образный манипулятор 113 поднимают и опускают, первый присасывающий манипулятор 114 перемещают от и близко к зоне 120 подачи положительного электрода или к зоне 140 укладывания в стопу, и второй присасывающий манипулятор 115 перемещают от или близко к зоне 130 подачи отрицательного электрода или к зоне 140 укладывания в стопу.
Зона 120 подачи положительного электрода подает пакетированные положительные электроды 20. Зона 120 подачи положительного электрода содержит: подающий положительный электрод стол 121, на который помещают каждый пакетированный положительный электрод 20; и приводной блок 122 стола, выполненный с возможностью перемещения и вращения подающего положительный электрод стола 121 в горизонтальной плоскости. Подающий положительный электрод стол 121 принимает, один за одним, пакетированные положительные электроды 20, которые создают посредством предыдущего процесса и доставляют с помощью присасывающего транспортера 123. Каждый принятый пакетированный положительный электрод 20 помещают на подающий положительный электрод стол 121. Подающий положительный электрод стол 121 также представляет собой присасывающий транспортер. Подающий положительный электрод стол 121 присасывает каждый пакетированный положительный электрод 20, который освобождают от отрицательного давления присасывающего транспортера 123, транспортирует его по существу в центр и фиксирует его с использованием отрицательного давления. Подающий положительный электрод стол 121 снимает присасывание, когда пакетированный положительный электрод 20 присасывают посредством первого присасывающего манипулятора 114. Приводной блок 122 стола перемещает или вращает подающий положительный электрод стол 121 в горизонтальной плоскости для того, чтобы регулировать положение пакетированного положительного электрода 20, помещенного на подающий положительный электрод стол 121. Приводной блок 122 стола содержит три двигателя, для того чтобы перемещать и вращать подающий положительный электрод стол 121 в горизонтальной плоскости.
Подающий положительный электрод стол 121 уже, чем присасывающий транспортер 123 с тем, чтобы края пакетированного положительного электрода 20 выступали из подающего положительный электрод стола 121. Как проиллюстрировано на фиг.7 и 8, прозрачные опоры 124 предусмотрены на обеих сторонах подающего положительный электрод стола 121 (не проиллюстрировано на фиг.5 и 6). Опоры 124 поддерживают края пакетированного положительного электрода 20, выступающие с подающего положительный электрод стола 121. Кроме того, зажимные приспособления 125 предоставлены в положениях, соответствующих соответствующим опорам 124. Края пакетированного положительного электрода 20 вместе с опорами 124 расположены между и фиксированы зажимными приспособлениями 125. Как опоры 124, так и зажимные приспособления 125 являются перемещаемыми. Опоры 124 и зажимные приспособления 125 перемещают близко к пакетированному положительному электроду 20 для того, чтобы поддерживать и фиксировать края пакетированного положительного электрода 20, когда пакетированный положительный электрод 20 помещают на подающий положительный электрод стол 121.
Кроме того, источники света 126 предусмотрены ниже подающего положительный электрод стола 121, и камера 127 предоставлена над подающим положительный электрод столом 121. Источники света 126 установлены под соответствующими прозрачными опорами 124 и проецируют свет на края пакетированного положительного электрода 20. Источники света 126 проецируют свет, который имеет такую длину волны, чтобы он проходил через сепараторы 40 с предварительно определяемым пропусканием или выше и не проходил (отражался или поглощался) через положительный электрод 22. Камера 127 захватывает изображение пакетированного положительного электрода 20 и распознает положение положительного электрода 22 (пакетированного положительного электрода 20), помещенного на подающий положительный электрод стол 121. Камера 127 принимает свет, который проецируют из источников света 126, и который прошел через сепараторы 40, и при этом частично отсечен посредством положительного электрода 22, и распознает положение положительного электрода 22. Другими словами, камера 127 распознает положение положительного электрода 22, основываясь на тени положительного электрода 22. Основываясь на информации о положении положительного электрода 22, распознанном посредством камеры 127, регулируют горизонтальное положение положительного электрода 22 (пакетированного положительного электрода 20). Посредством регулировки горизонтального положения положительного электрода 22, первый присасывающий манипулятор 114 может поднимать пакетированные положительные электроды 20 каждый раз, когда положительный электрод 22 точно расположен.
Возвращаясь к фиг.5 и 6, зона 130 подачи отрицательного электрода подает отрицательные электроды 30. Зона 130 подачи отрицательного электрода содержит: подающий отрицательный электрод стол 131, на который помещают каждый отрицательный электрод 30; и приводной блок 132 стола, выполненный с возможностью перемещения и вращения подающего отрицательный электрод стола 131 в горизонтальной плоскости. Подающий отрицательный электрод стол 131 принимает один за одним отрицательные электроды 30, которые создают посредством предыдущего процесса и доставляют с помощью присасывающего транспортера 133. Каждый принятый отрицательный электрод 30 помещают на подающий отрицательный электрод стол 131. Подающий отрицательный электрод стол 131 также представляет собой присасывающий транспортер. Подающий отрицательный электрод стол 131 присасывает каждый отрицательный электрод 30, который освобождают от отрицательного давления присасывающего транспортера 133, транспортирует его по существу в центр и фиксирует его с использованием отрицательного давления. Подающий отрицательный электрод стол 131 снимает присасывание, когда отрицательный электрод 30 присасывают с помощью второго присасывающего манипулятора 115. Приводной блок 132 стола перемещает или вращает подающий отрицательный электрод стол 131 в горизонтальной плоскости для того, чтобы регулировать положение отрицательного электрода 30, помещенного на подающий отрицательный электрод стол 131. Приводной блок 132 стола содержит три двигателя для того, чтобы перемещать и вращать подающий отрицательный электрод стол 131 в горизонтальной плоскости.
Кроме того, источник света 136 и камера 137 предусмотрены над подающим отрицательный электрод столом 131. Источник света 136 проецирует на отрицательный электрод 30 свет, который имеет такую длину волны, чтобы он не проходил через (отражался или поглощался) отрицательный электрод 30. Камера 137 захватывает изображение отрицательного электрода 30 и распознает положение отрицательного электрода 30, помещенного на подающий отрицательный электрод стол 131. Камера 137 принимает свет, который проецируют из источника света 136 и который отразился от отрицательного электрода 30 для того, чтобы распознавать положение отрицательного электрода 30. Основываясь информации о положении отрицательного электрода 30, распознанном посредством камеры 137, регулируют горизонтальное положение отрицательного электрода 30. Посредством регулировки горизонтального положения отрицательного электрода 30, второй присасывающий манипулятор 115 может поднимать отрицательный электрод 30 каждый раз, когда он точно расположен.
Зона 140 укладывания в стопу представляет собой место, где пакетированные положительные электроды 20 и отрицательные электроды 30, доставляемые с помощью укладывающего в стопу робота 110, поочередно укладывают в стопу. Зона 140 укладывания в стопу удерживает стопу пакетированных положительных электродов 20 и отрицательных электродов 30 до тех пор, пока не уложат в стопу предварительно определяемое число пакетированных положительных электродов 20 и предварительно определяемое число отрицательных электродов 30. Когда предварительно определяемые числа пакетированных положительных электродов 20 и отрицательных электродов 30 укладывают в стопу и завершают вырабатывающий энергию элемент 15, зона 140 укладывания в стопу подает вырабатывающий энергию элемент 15 в последующий процесс.
На фиг.9 представлен вид в перспективе зоны укладывания в стопу. Зона 140 укладывания в стопу содержит: стол 141 для укладывания в стопу, на который пакетированные положительные электроды 20 и отрицательные электроды 30 поочередно укладывают в стопу; регулирующий высоту блок 142, который поднимает и опускает стол 141 для укладывания в стопу; зажимные приспособления 143, которые прижимают стопу пакетированных положительных электродов 20 и отрицательных электродов 30; и приводные блоки зажимных приспособлений 144, которые приводят в действие соответствующие зажимные приспособления 143.
На стол 141 для укладывания в стопу помещают поддон (не показан). Пакетированные положительные электроды 20 и отрицательные электроды 30 поочередно укладывают в стопу на поддон. Регулирующий высоту блок 142 содержит шариковый винт и двигатель, например, и опускает стол 141 для укладывания в стопу в соответствии с прогрессом укладывания в стопу пакетированных положительных электродов 20 и отрицательного электрода 30. Регулирующий высоту блок 142 опускает стол 141 для укладывания в стопу с тем, чтобы поддерживать верхнюю поверхность стопы пакетированных положительных электродов 20 и отрицательных электродов 30 по существу на постоянной высоте.
Каждое из зажимных приспособлений 143 содержит: зажимную головку 143a, которая прижимает стопу пакетированных положительных электродов 20 и отрицательных электродов 30; и опорный вал 143b, поддерживающий зажимную головку 143a. Зажимная головка 143a имеет трапецеобразное поперечное сечение. Зажимную головку 143a смещают вниз через опорный вал 143b для того, чтобы прижать верхнюю поверхность стопы своей нижней поверхностью.
Приводной блок зажимного приспособления 144 вращает зажимную головку 143a и поднимает ее на определенную высоту через опорный вал 143b. Приводной блок зажимного приспособления 144 опускает зажимную головку 143a, повернутую на 180 градусов. Приводной блок зажимного приспособления 144 содержит кулачковый механизм (не показан) и исполнительный механизм (не показан). Кулачковый механизм содержит канавку кулачка, которая находится в зацеплении с выступающим пальцем (не показан), предусмотренным на боковой поверхности опорного вала 143b, чтобы вращать зажимную головку 143a и поднимать ее на определенное количество. Исполнительный механизм поднимает и опускает опорный вал 143b. Исполнительный механизм представляет собой, например, воздушный цилиндр. Каждый приводной блок зажимного приспособления 144 содержит пружин (не показана), выполненную с возможностью смещения зажимной головки 143a вниз.
В таким образом выполненном укладывающем листы в стопу устройстве 100 пакетированные положительные электроды 20 и отрицательные электроды 30, которые соответственно помещают на подающий положительный электрод стол 121 и подающий отрицательный электрод стол 131, поднимают с помощью укладывающего в стопу робота 110 и поочередно транспортируют на стол 141 для укладывания в стопу. Пакетированные положительные электроды 20 и отрицательные электроды 30 поочередно транспортируют на стол 141 для укладывания в стопу для того, чтобы формировать стопу пакетированных положительных электродов 20 и отрицательных электродов 30.
В этом варианте осуществления первая и вторая части 111 и 112 манипулятора идут в направлении 90 градусов друг от друга, и L-образный манипулятор 113 выполнен с возможностью вращения на 90 градусов. Однако, первая и вторая части 111 и 112 манипулятора могут идти в направлении предварительно определяемого угла, отличного от 90 градусов. В этом случае L-образный манипулятор 113 также выполнен с возможностью вращения на предварительно определяемый угол. Расположение зон 120 и 130 подачи положительного и отрицательного электродов и зоны 140 укладывания в стопу регулируют в соответствии с углом вращения.
Далее приведено описание операций укладывающего листы в стопу устройства 100 по этому варианту осуществления со ссылкой на фиг.10-23.
Сначала описаны операции укладывающего в стопу робота 110. На фиг.10-15 представлены виды для объяснения операции укладывания в стопу пакетированных положительных электродов 20 и отрицательных электродов 30 с использованием укладывающего в стопу робота 110. Далее приведено описание операции, начиная с фазы, в которой укладывающий в стопу робот 110 укладывает в стопу пакетированный положительный электрод 20.
Как проиллюстрировано на фиг.10, в фазе укладывания в стопу пакетированного положительного электрода 20 с использованием укладывающего в стопу робота 110, первый присасывающий манипулятор 114 укладывающего в стопу робота 110, который присасывает и удерживает пакетированный положительный электрод 20, располагают над столом 141 для укладывания в стопу. С другой стороны, второй присасывающий манипулятор 115 укладывающего в стопу робота 110 располагают над подающим отрицательный электрод столом 131. На стол 141 для укладывания в стопу помещают стопу пакетированных положительных электродов 20 и отрицательных электродов 30. На подающий отрицательный электрод стол 131 помещают отрицательный электрод 30. Горизонтальное положение отрицательного электрода 30 на подающем отрицательный электрод столе 131 регулируют, основываясь на информации о положении, получаемой посредством камеры 137, с тем, чтобы второй присасывающий манипулятор 115 мог присасывать и удерживать отрицательный электрод 30 в точном положении. Если быть точнее, горизонтальное положение отрицательного электрода 30 регулируют с тем, чтобы центр отрицательного электрода 30 был расположен в предварительно определяемом положении и отрицательный электрод 30 сохранял постоянное положение.
Впоследствии L-образный манипулятор 113 опускают посредством предварительно определяемого количества движения (см. фиг.11). Когда L-образный манипулятор 113 опускают, первый и второй присасывающие манипуляторы 114 и 115 перемещают близко к столу 141 для укладывания в стопу и подающему отрицательный электрод столу 131, соответственно. Отрицательное давление первого присасывающего манипулятора 114 снимают с тем, чтобы освободить пакетированный положительный электрод 20, присасываемый и удерживаемый посредством первого присасывающего манипулятора 114. Пакетированный положительный электрод 20, следовательно, укладывают в стопу на верхнюю часть стопы. С другой стороны, отрицательное давление создают на нижней части второго присасывающего манипулятора 115, и второй присасывающий манипулятор 115 присасывает и удерживает отрицательный электрод 30, помещенный на подающий отрицательный электрод стол 131. Горизонтальное положение отрицательного электрода 30, помещенного на подающий отрицательный электрод стол 131, регулируют предварительно, и второй присасывающий манипулятор 115 тем самым может присасывать и удерживать отрицательный электрод 30 в точном положении.
Впоследствии L-образный манипулятор 113 поднимают посредством указанного выше количества движения (см. фиг.12). Когда L-образный манипулятор 113 поднимают, первый и второй присасывающие манипуляторы 114 и 115 располагают над столом 141 для укладывания в стопу и подающим отрицательный электрод столом 131, соответственно. В этом процессе второй присасывающий манипулятор 115 поднимают, при этом присасывая и удерживая отрицательный электрод 30, таким образом поднимая отрицательный электрод 30 с подающего отрицательный электрод стола 131.
Впоследствии L-образный манипулятор 113 вращают на 90 градусов против часовой стрелки (см. фиг.13). Когда L-образный манипулятор 113 вращают на 90 градусов, первый и второй присасывающие манипуляторы 114 и 115 располагают непосредственно над подающим положительный электрод столом 121 и столом 141 для укладывания в стопу, соответственно. Второй присасывающий манипулятор 115 присасывает и удерживает отрицательный электрод 30. На подающий положительный электрод стол 121 помещают пакетированный положительный электрод 20. Горизонтальное положение пакетированного положительного электрода 20 на подающем положительный электрод столе 121 регулируют, основываясь на информации о положении, получаемой посредством камеры 127, чтобы первый присасывающий манипулятор 114 мог присасывать и удерживать пакетированный положительный электрод 20 (положительный электрод 22) в точном положении. Если быть точнее, горизонтальное положение пакетированного положительного электрода 20 регулируют с тем, чтобы расположить центр положительного электрода 22 в предварительно определяемом положении и положительный электрод 22 сохранял постоянное положение.
Впоследствии L-образный манипулятор 113 опускают посредством указанного выше количества движения (см. фиг.14). Когда L-образный манипулятор 113 опускают, первый и второй присасывающие манипуляторы 114 и 115 перемещают близко к подающему положительный электрод столу 121 и столу 141 для укладывания в стопу, соответственно. Затем снимают отрицательное давление второго присасывающего манипулятора 115 и открепляют отрицательный электрод 30, присасывают и удерживают с помощью второго присасывающего манипулятора 115. Следовательно, отрицательный электрод 30 укладывают в стопу на верхнюю часть стопы. С другой стороны, отрицательное давление создают на нижней части первого присасывающего манипулятора 114, и первый присасывающий манипулятор 114 присасывает и удерживает пакетированный положительный электрод 20, помещенный на подающий положительный электрод стол 121. Горизонтальное положение пакетированного положительного электрода 20, помещенного на подающий положительный электрод стол 121, регулируют предварительно. Следовательно, первый присасывающий манипулятор 114 может присасывать и удерживать пакетированный положительный электрод 20 (положительный электрод 22) в точном положении.
Впоследствии L-образный манипулятор 113 поднимают посредством указанного выше количества движения (см. фиг.15). Когда L-образный манипулятор 113 поднимают, первый и второй присасывающие манипуляторы 114 и 115 располагают над подающим положительный электрод столом 121 и столом 141 для укладывания в стопу, соответственно. В этом процессе первый присасывающий манипулятор 114 поднимают, при этом присасывая и удерживая пакетированный положительный электрод 20, таким образом поднимая пакетированный положительный электрод 20 с подающего положительный электрод стола 121.
L-образный манипулятор 113 вращают на 90 градусов по часовой стрелке. Когда L-образный манипулятор 113 вращают на 90 градусов, первый и второй присасывающие манипуляторы 114 и 115 располагают над столом 141 для укладывания в стопу и подающим отрицательный электрод столом 131, соответственно (см. фиг.10).
Посредством повторения указанной выше операции пакетированные положительные электроды 20 и отрицательный электрод 30 поочередно транспортируют на стол 141 для укладывания в стопу и поочередно укладывают в стопу на стол 141 для укладывания в стопу. Затем предварительно определяемые числа пакетированных положительных электродов 20 и отрицательных электродов 30 укладывают в стопу для того, чтобы сформировать стопу в качестве вырабатывающего энергию элемента 15.
Первый и второй присасывающие манипуляторы 114 и 115 поднимают пакетированный положительный электрод 20 и отрицательные электроды 30, положения которых регулируют на подающем положительный электрод столе 121 и подающем отрицательный электрод столе 131, соответственно, и затем освобождают их в определяемом положении на столе 141 для укладывания в стопу. С такой конфигурацией, пакетированные положительные электроды 20 и отрицательные электроды 30 можно уложить в стопу на столе 141 для укладывания в стопу с высокой точностью посредством только операции постоянного вращения L-образного манипулятора 113 укладывающего в стопу робота 110. Другими словами, пакетированные положительные электроды 20 и отрицательные электроды 30 можно укладывать в стопу с высокой точностью на столе 141 для укладывания в стопу с использованием укладывающего в стопу робота 110, который имеет простую конфигурацию. Кроме того, нет необходимости предоставлять механизм для того, чтобы регулировать горизонтальные положения пакетированных положительных электродов 20 и отрицательных электродов 30 для дистальных концов первой и второй частей 111 и 112 манипулятора. Следовательно, первую и вторую части 111 и 112 манипулятора можно сделать легковесными. Легковесные первая и вторая части 111 и 112 манипулятора можно перемещать с высокой скоростью, таким образом, повышая скорость укладывания в стопу пакетированных положительных электродов 20 и отрицательных электродов 30.
На фиг.16 представлены временные диаграммы, иллюстрирующие пример операций зон укладывающего в стопу робота, который укладывает в стопу пакетированные положительные электроды на столе для укладывания в стопу. На фиг.16(A) представлена временная диаграмма, показывающая включение и выключение операции создания отрицательного давления первого присасывающего манипулятора 114, и на фиг.16(B) представлена временная диаграмма, показывающая включение и выключение операции создания отрицательного давления второго присасывающего манипулятора 115. На фиг.16(C) представлена временная диаграмма, показывающая скорость движения L-образного манипулятора 113 в вертикальном направлении.
Как описано выше, в процессе укладывания в стопу пакетированного положительного электрода 20 на столе 141 для укладывания в стопу L-образный манипулятор 113 опускают посредством предварительно определяемого количества движения (см. фиг.11) в состоянии, в котором первый присасывающий манипулятор 114, который присасывает и удерживает пакетированный положительный электрод 20, располагают над столом 141 для укладывания в стопу (см. фиг.10).
Как проиллюстрировано на фиг.16(C), L-образный манипулятор 113 опускают, например, с постоянной скоростью V. Когда L-образный манипулятор 113 опускают посредством предварительно определяемого количества движения и останавливают, как проиллюстрировано на фиг.16(A), завершают операцию создания отрицательного давления первого присасывающего манипулятора 114 для того, чтобы снять отрицательное давление первого присасывающего манипулятора 114. Когда отрицательное давление первого присасывающего манипулятора 114 снимают, пакетированный положительный электрод 20 отсоединяют от первого присасывающего манипулятора 114.
С другой стороны, как проиллюстрировано на фиг.16(B), начинают операцию создания отрицательного давления второго присасывающего манипулятора 115 для того, чтобы генерировать отрицательное давление на нижней части второго присасывающего манипулятора 115. Когда отрицательное давление генерируют на нижней части второго присасывающего манипулятора 115, отрицательный электрод 30 на подающем отрицательный электрод столе 131 присасывают с помощью второго присасывающего манипулятора 115. После этого, L-образный манипулятор 113 поднимают посредством предварительно определяемого количества движения на скорости V с отрицательным электродом 30, присасываемым и удерживаемым с помощью второго присасывающего манипулятора 115 (см. фиг.12).
В этом варианте осуществления операцию первого присасывающего манипулятора 114 во время периода T1 от момента, когда первый присасывающий манипулятор 114 начинает снимать отрицательное давление, до момента непосредственно перед началом подъема L-образного манипулятора 113 (см. фиг.16(A)), определяют как операцию высвобождения пакетированного положительного электрода 20. Операцию второго присасывающего манипулятора 115 во время периода T2 от момента, когда второй присасывающий манипулятор 115 начинает генерировать отрицательное давление, до момента непосредственно перед началом подъема L-образного манипулятора 113 (см. фиг.16(B)), определяют как операцию удерживания отрицательного электрода 30.
Аналогичным образом, в фазе укладывания в стопу отрицательного электрода 30 на стол 141 для укладывания в стопу (см. фиг.13-15), операцию второго присасывающего манипулятора 115 во время периода от момента, когда второй присасывающий манипулятор 115 начинает снимать отрицательное давление, до момента непосредственно перед началом подъема L-образного манипулятора 113, определяют как операцию освобождения отрицательного электрода 30. С другой стороны, в процессе подъема пакетированного положительного электрода 20, помещенного на подающий положительный электрод стол 121, операцию первого присасывающего манипулятора 114 во время периода от момента, когда первый присасывающий манипулятор 114 начинает генерировать отрицательное давление, до момента непосредственно перед началом подъема L-образного манипулятора 113, определяют как операцию удерживания пакетированного положительного электрода 20.
Операцию первого присасывающего манипулятора 114 между моментом, когда первый присасывающий манипулятор 114 удерживает пакетированный положительный электрод 20, и когда первый присасывающий манипулятор 114 освобождает его, определяют как операцию транспортировки пакетированного положительного электрода 20. Операцию второго присасывающего манипулятора 115 между моментом, когда второй присасывающий манипулятор 115 удерживает отрицательный электрод 30, и моментом, когда второй присасывающий манипулятор 115 освобождает его, определяют как операцию транспортировки отрицательного электрода 30.
Как проиллюстрировано на фиг.16, операция первого присасывающего манипулятора 114, который освобождает пакетированный положительный электрод 20 (соответствует времени T1), перекрывает по времени операцию второго присасывающего манипулятора 115, который удерживает отрицательный электрод 30 (соответствует времени T2). Аналогичным образом, операция первого присасывающего манипулятора 114, который удерживает пакетированный положительный электрод 20, перекрывает по времени операцию второго присасывающего манипулятора 115, который освобождает отрицательный электрод 30.
На фиг.16 время, когда выключают операцию создания отрицательного давления первого присасывающего манипулятора 114, по существу равно времени, когда включают операцию создания отрицательного давления второго присасывающего манипулятора 115. Однако, время, когда выключают операцию создания отрицательного давления первого присасывающего манипулятора 114, не обязательно равно времени, когда включают операцию создания отрицательного давления второго присасывающего манипулятора 115.
Например, операцию создания отрицательного давления второго присасывающего манипулятора 115 можно включать после выключения операции создания отрицательного давления первого присасывающего манипулятора 114, как проиллюстрировано на фиг.17. Даже в этом случае, операция первого присасывающего манипулятора 114, который освобождает пакетированный положительный электрод 20, частично перекрывает операцию второго присасывающего манипулятора 115, который удерживает отрицательный электрод 30 с точки зрения времени.
Затем операции зоны 140 укладывания в стопу описаны со ссылкой на фиг.18-23. В зоне 140 укладывания в стопу, 141 для укладывания в стопу опускают каждый раз, когда пакетированный положительный электрод 20 или отрицательный электрод 30 вновь укладывают в стопу на столе 141 для укладывания в стопу с тем, чтобы верхнюю поверхность стопы пакетированных положительных электродов 20 и отрицательных электродов 30 поддерживать на по существу постоянной высоте. Далее приведено описание операций зоны 140 укладывания в стопу, когда пакетированный положительный электрод 20 укладывают в стопу на столе 141 для укладывания в стопу с использованием первого присасывающего манипулятора 114.
На фиг.18 представлен схематический вид, который иллюстрирует состояние стола для укладывания в стопу и зажимных приспособлений непосредственно перед тем, как пакетированный положительный электрод 20 укладывают в стопу. На столе 141 для укладывания в стопу, стопу чередующихся пакетированных положительных электродов 20 и отрицательных электродов 30 помещают с использованием поддона 190, расположенного между в стопу и столом 141 для укладывания в стопу. На верхней части стопы пакетированных положительных электродов 20 и отрицательных электродов 30 накладывают отрицательный электрод 30. Края отрицательного электрода 30 на верхней части прижимают концами нижних поверхностей зажимных головок 143a. Первый присасывающий манипулятор 114 укладывающего в стопу робота 110 размещают над столом 141 для укладывания в стопу, и он присасывает и удерживает пакетированный положительный электрод 20.
Впоследствии, первый присасывающий манипулятор 114 опускают близко к столу 141 для укладывания в стопу (см. фиг.19). Первый присасывающий манипулятор 114 опускают посредством предварительно определяемого количества движения, при этом присасывая и удерживая пакетированный положительный электрод 20. Когда первый присасывающий манипулятор 114 опускают, пакетированный положительный электрод 20 укладывают в стопу на верхнюю часто стопы. В этом процессе края пакетированного положительного электрода 20 накрывают зажимные головки 143a (см. часть, окруженную штриховой линией на фиг.19).
Впоследствии, зажимные головки 143a поднимают и вращают на 90 градусов (см. фиг.20). Если быть точнее, зажимные головки 143a, накрытые краями пакетированного положительного электрода 20, поднимают и вращают на 90 градусов. Когда зажимные головки 143a поднимают и вращают 90 градусов, соответствующие зажимные головки 143a располагаются по диагонали над пакетированным положительным электродом 20, наложенным на верхнюю часть. В настоящем документе количество подъема ΔX каждой зажимной головки 143a является по существу постоянным значением, которое больше, чем толщина каждого пакетированного положительного электрода 20. По мере того, как поднимают зажимные головки 143a, края пакетированного положительного электрода 20 задирают посредством зажимных головок 143a. Когда задирают посредством зажимных головок 143a, края пакетированного положительного электрода 20 временно загибают и затем возвращают обратно.
Впоследствии зажимные головки 143a далее вращают на 90 градусов (см. фиг.21). В частности, зажимные головки 143a вращают на 90 градусов, при этом дополнительно поднимая на предварительно определяемое количество. Когда зажимные головки 143a вращают на 90 градусов, другие концы зажимных головок 143a размещают над пакетированным положительным электродом 20. Операции зажимных головок 143a, которые вращают на 90 градусов, и операции зажимных головок 143a, которые дополнительно вращают на 90 градусов, осуществляют непрерывно.
Впоследствии, зажимные головки 143a опускают (см. фиг.22). Когда зажимные головки 143a опускают, другие концы нижних поверхностей зажимных головок 143a прижимают верхние части края пакетированного положительного электрода 20 сверху.
Затем поднимают первый присасывающий манипулятор 114 и опускают стол 141 для укладывания в стопу (см. фиг.23). В этом процессе первый присасывающий манипулятор 114 поднимают посредством указанного выше количества движения, при этом опуская стол 141 для укладывания в стопу посредством предварительно определяемого количества опускания. В частности, стол 141 для укладывания в стопу опускают посредством предварительно определяемого количества опускания с тем, чтобы высота верхней поверхности стопы после того, как новый пакетированный положительный электрод 20 укладывают в стопу, была по существу равна высоте H верхней поверхности стопы до того, как новый пакетированный положительный электрод 20 уложили в стопу. В настоящем документе количество опускания представляет собой, например, среднее значение толщины пакетированных положительных электродов 20 и отрицательных электродов 30.
Как описано выше, когда новый пакетированный положительный электрод 20 (или отрицательный электрод 30) укладывают в стопу на верхнюю часть стопы, прижатой посредством зажимных головок 143a, зажимные головки 143a один раз перемещают по диагонали вверх и затем прижимают новый пакетированный положительный электрод 20. В этом процессе, стол 141 для укладывания в стопу опускают посредством предварительно определяемого количества опускания с тем, чтобы высоту верхней поверхности стопы сохранять по существу постоянной. Когда стол 141 для укладывания в стопу опускают для того, чтобы сохранить высоту верхней поверхности стопы по существу постоянной, количество подъема зажимных головок 143a можно сохранять на по существу постоянном значении, которое меньше, чем конечная толщина стиопки, даже когда толщина стопы возрастает по мере укладывания пакетированных положительных электродов 20 и отрицательных электродов 30. Следовательно, количество подъема каждой зажимной головки 143a можно сохранять равным, например, общей толщине нескольких пакетированных положительных электродов 20 от начала до конца процесса укладывания в стопу. Соответственно, края пакетированных положительных электродов 20 и отрицательных электродов 30 меньше загибают, когда поднимают зажимные приспособления 143, чем в случае, когда количество подъема зажимных приспособлений больше, чем конечная толщина стопы. Другими словами, пакетированные положительные электроды 20 и отрицательные электроды 30 можно укладывать в стопу без значительной деформации.
В соответствии с зоной 140 укладывания в стопу по варианту осуществления, кроме того, высоту верхней поверхности стопы сохраняют по существу постоянной, при этом повторно укладывая в стопу пакетированный положительный электрод 20 и отрицательный электрод 30. Соответственно, количества вертикального движения первого и второго присасывающих манипуляторов 114 и 115 (ход) можно сохранять постоянными. Другими словами, пакетированные положительные электроды 20 и отрицательные электроды 30 можно укладывать в стопу на столе 141 для укладывания в стопу с использованием укладывающего в стопу робота 110, который имеет простую конфигурацию. Кроме того, нет необходимости предоставлять механизм для того, чтобы регулировать вертикальные положения первого и второго присасывающих манипуляторов 114 и 115 для дистальных концов первой и второй частей 111 и 112 манипулятора, и первую и вторую части 111 и 112 манипулятора можно делать легковесными. Легковесную первую и вторую части 111 и 112 манипулятора можно перемещать с высокой скоростью, таким образом повышая скорость укладывания в стопу пакетированных положительных электродов 20 и отрицательных электродов 30.
В этом варианте осуществления стол 141 для укладывания в стопу опускают посредством количества движения вниз, соответствующего среднему значению толщин пакетированных положительных электродов 20 и отрицательных электродов 30, каждый раз, когда новый пакетированный положительный электрод 20 или отрицательный электрод 30 укладывают в стопу на стопу. Однако, стол 141 для укладывания в стопу можно опускать на то же количество, что и толщина пакетированного положительного электрода 20 или отрицательного электрода 30, каждый раз, когда пакетированный положительный электрод 20 или отрицательный электрод 30 вновь укладывают в стопу на стопу. Альтернативно, стол 141 для укладывания в стопу можно опускать каждый раз, когда предварительно определяемое число пакетированных положительных электродов 20 и предварительно определяемое число отрицательных электродов 30 укладывают в стопу (например, два пакетированных положительных электрода 20 и два отрицательных электрода 30).
В этом документе описание того, что количество подъема (количество движения) каждой зажимной головки 143a является по существу постоянным, содержит не только случай, где количество подъема каждой зажимной головки 143a, перемещаемой в положение по диагонали над пакетированным положительным электродом 20 или отрицательным электродом 30 всегда является постоянным, но также случай, где количество подъема каждой зажимной головки 143a немного варьирует. Количество подъема всегда сохраняют постоянным в случае, где каждый раз новый пакетированный положительный электрод 20 (или отрицательный электрод 30) укладывают в стопу на стопу, стол 141 для укладывания в стопу опускают на количество, равное толщине пакетированного положительного электрода 20 (или отрицательного электрода 30). С другой стороны, когда стол 141 для укладывания в стопу опускают на количество, соответствующее среднему значению толщины пакетированных положительных электродов 20 и отрицательных электродов 30, количество подъема каждой зажимной головки 143a варьирует на количество, соответствующее разности между средней толщиной и толщиной пакетированных положительных электродов 20 и разности между средней толщиной и толщиной отрицательных электродов 30. В этом документе описание того, что количество подъема является по существу постоянным, содержит случай, где количество подъема каждой зажимной головки 143a немного варьирует, как описано выше, в зависимости от способа, которым опускают стол 141 для укладывания в стопу.
Далее приведено описание модификации зажимных приспособлений со ссылкой на фиг.24.
На фиг.24 представлен вид в перспективе, который иллюстрирует модификацию зажимных приспособлений. Как проиллюстрировано на фиг.24, зажимное приспособление 143 в соответствии с модификацией содержит зажимную головку 143a, которая имеет поперечное сечение в форме дуги круга. В частности, верхняя поверхность зажимной головки 143а, которая входит в контакт с нижними поверхностями пакетированных положительных электродов 20 и отрицательных электродов 30, представляет собой дугу круга в продольном направлении.
Используя такую конфигурацию, верхняя поверхность каждой зажимной головки 143a может входить в плавный контакт с нижними поверхностями пакетированных положительных электродов 20 или отрицательных электродов 30. Следовательно, возможно предотвращать повреждение нижних поверхностей пакетированных положительных электродов 20 или отрицательных электродов 30 верхними поверхностями зажимных головок 143a.
Предпочтительно, верхняя поверхность зажимной головки 143a является круглой не только в продольном направлении, но также в направлении, ортогональном продольному направлению.
Выше в настоящем документе, описанный выше вариант осуществления предусматривает следующие эффекты.
(a) Положения пакетированного положительного электрода и отрицательного электрода регулируют непосредственно перед тем, как пакетированный положительный электрод и отрицательный электрод присасывают и удерживают посредством первого и второго присасывающих манипуляторов. Соответственно, первый и второй присасывающие манипуляторы, следовательно, могут присасывать и удерживать пакетированный положительный электрод и отрицательный электрод с высокой точностью расположения. Соответственно, пакетированные положительные электроды и отрицательные электроды можно укладывать в стопу эффективно с высокой точностью. Кроме того, горизонтальные положения пакетированных положительных электродов и отрицательных электродов регулируют на подающих положительный электрод и отрицательный электрод столах. Соответственно, конфигурацию укладывающего в стопу робота можно упростить, а первую и вторую части манипулятора можно делать легковесными. Первую и вторую части манипулятора, сделанные легковесными, можно перемещать с высокой скоростью. Это может повышать скорость укладывания в стопу пакетированных положительных электродов и отрицательных электродов. Кроме того, нет необходимости располагать пакетированные положительные электроды и отрицательные электроды посредством приведения их боковых поверхностей в контакт с позиционирующим элементом (например, удерживателем) на столе для укладывания в стопу. Это предотвращает контакт краев сепараторов с позиционирующим элементом, которые подлежат загибанию. Следовательно, возможно формировать высококачественную аккумуляторную батарею.
(b) Две части манипулятора укладывающего в стопу робота могут идти под произвольными углами. Соответственно, части манипулятора можно по-разному располагать в соответствии с пространством, в котором применяют укладывающее листы в стопу устройство.
(c) Положения пакетированных положительных электродов и отрицательных электродов распознают посредством камер, захватывающих изображения пакетированных положительных электродов и отрицательных электродов, соответственно. Соответственно, горизонтальные положения пакетированных положительных электродов и отрицательных электродов можно легко регулировать с использованием обработки изображений.
(d) Положения положительных электродов внутри пакетированных положительных электродов регулируют, и положительные электроды выравнивают с отрицательными электродами. Соответственно, полученная литий-ионная аккумуляторная батарея имеет более высокие эксплуатационные характеристики, чем таковые в случае, где пакетированные положительные электроды выравнивают с отрицательными электродами.
(e) Стол для укладывания в стопу опускают с тем, чтобы вертикальное положение верхней поверхности стопы пакетированных положительных электродов и отрицательных электродов, уложенных в стопу на столе для укладывания в стопу, сохранять по существу постоянным. Количества вертикального движения первого и второго присасывающих манипуляторов можно сохранять постоянными. Соответственно, конфигурацию укладывающего в стопу робота можно упросить. Кроме того, нет необходимости предоставлять механизм для того, чтобы регулировать высоту для дистальных концов первой и второй частей манипулятора. Соответственно, первая и вторая части манипулятора могут быть сделаны легковесными, таким образом, повышая скорость укладывания в стопу пакетированных положительных электродов и отрицательных электродов.
(f) Стопу пакетированных положительных электродов и отрицательных электродов прижимают посредством зажимных приспособлений. Следовательно, возможно предотвращать нарушение выравнивания пакетированных положительных электродов и отрицательных электродов в процессе укладывания в стопу. Соответственно, пакетированные положительные электроды и отрицательные электроды можно укладывать в стопу с высокой точностью.
Выше в настоящем документе описан вариант осуществления настоящего изобретения. Однако, вариант осуществления представляет собой только пример, описанный для того, чтобы содействовать пониманию настоящего изобретения, и настоящее изобретение не ограничено вариантом осуществления. Технический объем настоящего изобретения включает не только конкретный технический материал, раскрытый в описанном выше варианте осуществления и т.п., но также различные модификации, измерения и альтернативные способы, которые можно легко вывести из них.
Описанный выше вариант осуществления описан с использованием примера, где, например, пакетированные положительные электроды, сформированные из положительных электродов, расположенных между сепараторами, и отрицательные электроды поочередно укладывают в стопу. Однако, положительные электроды и пакетированные отрицательные электроды, сформированные из отрицательных электродов, расположенных между сепараторами, можно поочередно укладывать в стопу.
Кроме того, аккумуляторная батарея, сформированная посредством укладывающего в стопу устройства по настоящему изобретению, не ограничена типом, где выводы положительного электрода и отрицательного электрода выходят из одного и того же конца внешнего материала, и может представлять собой тип, где выводы положительного электрода и отрицательного электрода идут из обоих концов внешнего материала.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В соответствии с настоящим изобретением, положения узла сепаратор-электрод и второго электрода регулируют непосредственно перед тем, как узел сепаратор-электрод и второй электрод удерживают посредством первого и второго удерживающих блоков, и первый и второй удерживающие блоки могут удерживать узел сепаратор-электрод и второй электрод с высокой точностью расположения. Соответственно, узел сепаратор-электрод и второй электрод можно укладывать в стопу эффективно и точно.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ

Настоящее изобретение относится к укладывающему в стопу устройству и способу укладывания в стопу, которые позволяют укладывать в стопу узел сепаратор-электрод. Технический результат - повышение эффективности укладки с высокой точностью. Первый удерживающий блок двигается поочередно между первым столом и столом для укладывания в стопу, и второй удерживающий блок двигается поочередно между столом для укладывания в стопу и вторым столом. Когда первый удерживающий блок удерживает узел сепаратор-электрод (20), горизонтальное положение которого отрегулировано на первом столе, второй удерживающий блок освобождает второй электрод над столом для укладывания в стопу. Когда первый удерживающий блок освобождает узел сепаратор-электрод над столом для укладывания в стопу, второй удерживающий блок удерживает второй электрод, горизонтальное положение которого отрегулировано на втором столе. 2 н. и 10 з.п. ф-лы, 24 ил.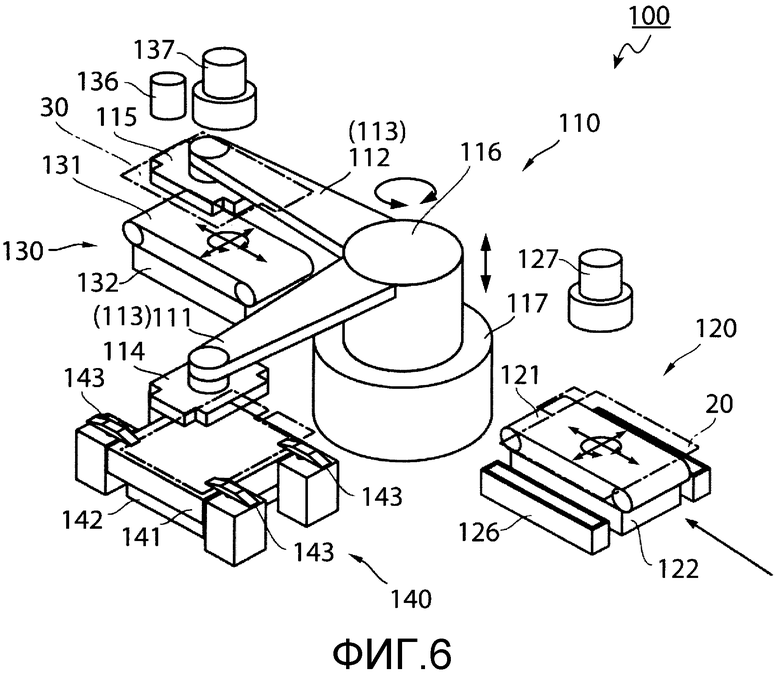
1. Укладывающее в стопу устройство для поочередного укладывания в стопу узла сепаратор-электрод и второго электрода, причем узел сепаратор-электрод содержит первый электрод, расположенный между сепараторами, и второй электрод имеет полярность, отличную от первого электрода, при этом укладывающее в стопу устройство содержит:
первый стол, на который помещен узел сепаратор-электрод;
второй стол, на который помещен второй электрод;
стол для укладывания в стопу, на который поочередно укладывают в стопу узел сепаратор-электрод и второй электрод;
первый регулировочный блок, выполненный с возможностью регулировки горизонтального положения первого стола для того, чтобы регулировать положение узла сепаратор-электрод, размещенного на первом столе;
второй регулировочный блок, выполненный с возможностью регулировки горизонтального положения второго стола для того, чтобы регулировать положение второго электрода, размещенного на втором столе;
первый удерживающий блок, выполненный с возможностью удерживания и освобождения узла сепаратор-электрод; и
второй удерживающий блок, выполненный с возможностью удерживания и освобождения второго электрода,
причем первый удерживающий блок двигается поочередно между первым столом и столом для укладывания в стопу, а второй удерживающий блок двигается поочередно между столом для укладывания в стопу и вторым столом,
когда первый удерживающий блок удерживает узел сепаратор-электрод, положение которого отрегулировано на первом столе, второй удерживающий блок освобождает второй электрод над столом для укладывания в стопу, и
когда первый удерживающий блок освобождает узел сепаратор-электрод над столом для укладывания в стопу, второй удерживающий блок удерживает второй электрод, положение которого отрегулировано на втором столе.
2. Устройство по п. 1, в котором первый и второй удерживающие блоки соответственно предусмотрены на дальних концах первой и второй частей манипулятора, которые расположены под предварительно определяемым углом друг к другу и выполнены с возможностью поворота на предварительно определяемый угол относительно той же оси вращения, и
первый и второй столы индивидуально расположены под предварительно определяемым углом от стола для укладывания в стопу вокруг оси вращения.
3. Устройство по п. 1 или 2, дополнительно содержащее:
первый захватывающий изображение блок, выполненный с возможностью захвата изображения узла сепаратор-электрод, размещенного на первом столе для того, чтобы распознавать положение узла сепаратор-электрод, размещенного на первом столе; и
второй захватывающий изображение блок, выполненный с возможностью захвата изображения второго электрода, размещенного на втором столе для того, чтобы распознавать положение второго электрода, размещенного на втором столе,
причем первый и второй регулировочные блоки регулируют положения узла сепаратор-электрод и второго электрода, основываясь на информации о положениях, распознаваемых посредством первого и второго захватывающих изображение блоков, соответственно.
4. Устройство по п. 3, в котором первый захватывающий изображение блок распознает положение первого электрода внутри узла сепаратор-электрод, и первый регулировочный блок регулирует положение первого электрода внутри узла сепаратор-электрод.
5. Устройство по п. 1 или 2, дополнительно содержащее:
регулирующий высоту блок, выполненный с возможностью опускания стола для укладывания в стопу в соответствии с прогрессом укладывания в стопу узла сепаратор-электрод и второго электрода с тем, чтобы сохранять в определенном диапазоне вертикальное положение верхней поверхности стопы из узла сепаратор-электрод и второго электрода, которые укладывают в стопу на столе для укладывания в стопу.
6. Устройство по п. 5, дополнительно содержащее зажимное приспособление, выполненное с возможностью прижатия стопы на столе для укладывания в стопу сверху.
7. Способ укладывания в стопу для поочередного укладывания в стопу узла сепаратор-электрод и второго электрода, причем узел сепаратор-электрод содержит первый электрод, расположенный между сепараторами, и второй электрод имеет полярность, отличную от первого электрода, при этом согласно способу:
обеспечивают перемещение первого удерживающего блока поочередно между первым столом, на который помещают узел сепаратор-электрод, и столом для укладывания в стопу, на который поочередно укладывают в стопу узел сепаратор-электрод и второй электрод,
обеспечивают перемещение второго удерживающего блока поочередно между столом для укладывания в стопу и вторым столом, на который помещают второй электрод;
управляют вторым удерживающим блоком для освобождения второго электрода над столом для укладывания в стопу, когда управляют первым удерживающим блоком для удерживания узла сепаратор-электрод, положение которого отрегулировано на первом столе посредством регулировки горизонтального положения первого стола; и
управляют вторым удерживающим блоком для удерживания второго электрода, положение которого отрегулировано на втором столе посредством регулировки горизонтального положения второго стола, когда управляют первым удерживающим блоком для освобождения узла сепаратор-электрод над столом для укладывания в стопу.
8. Способ по п. 7, при котором первый и второй удерживающие блоки соответственно выполняют на дальних концах первой и второй частей манипулятора, которые расположены под предварительно определяемым углом друг к другу и выполнены с возможностью поворота на предварительно определяемый угол относительно одной и той же оси вращения, и
каждый из первого и второго столов индивидуально располагают под предварительно определяемым углом от стола для укладывания в стопу вокруг оси вращения.
9. Способ по п. 7 или 8, при котором дополнительно:
распознают положение узла сепаратор-электрод, размещенного на первом столе, посредством захвата изображения узла сепаратор-электрод, размещенного на первом столе, с использованием первого захватывающего изображение блока;
распознают положение второго электрода, размещенного на втором столе, посредством захвата изображения второго электрода, размещенного на втором столе, с использованием второго захватывающего изображение блока; и
регулируют положения узла сепаратор-электрод и второго электрода, основываясь на информации о положениях, распознаваемых посредством первого и второго захватывающих изображение блоков, соответственно.
10. Способ по п. 9, при котором:
распознают положение первого электрода внутри узла сепаратор-электрод посредством первого захватывающего изображение блока, и
регулируют положение первого электрода внутри узла сепаратор-электрод.
11. Способ по п. 7 или 8, при котором дополнительно:
опускают стол для укладывания в стопу в соответствии с прогрессом укладывания в стопу узла сепаратор-электрод и второго электрода с тем, чтобы вертикальное положение верхней поверхности стопы узла сепаратор-электрод и второго электрода, который укладывают в стопу на столе для укладывания в стопу, сохранять в определенном диапазоне.
12. Способ по п. 11, при котором стопу на столе для укладывания в стопу прижимают посредством зажимного приспособления сверху.
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЭЛЕКТРОДОВ И СЕПАРАТОРОВ АККУМУЛЯТОРОВ | 1985 |
|
SU1304684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНОНИКЕЛЕВОГО ЭЛЕКТРОДА ДЛЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1999 |
|
RU2176425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМЕЛЕЙ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ ИСТОЧНИКОВ ТОКА | 2000 |
|
RU2189886C2 |
| Устройство для набора пакетов электродов аккумулятора | 1989 |
|
SU1697148A1 |
| JP2005285583 A, 13.10.2005 | |||
| JP2009206046 A, 10.09.2009 | |||
| JP2008282756 A, 20.11.2008 | |||

