Область техники
[0001] Настоящее изобретение относится к способу соединения и аппаратной установке соединения с использованием резистивного нагрева и вибрационного трения.
Уровень техники
[0002] Ранее сварка сопротивлением использовалась в качестве способа для соединения проводящих металлических материалов друг с другом. Сварка сопротивлением представляет собой способ, который заключает в себе прослаивание проводящих металлических материалов в контакте друг с другом между электродами, подачу тока из электродов в проводящие металлические материалы и тем самым сплавное соединение проводящих металлических материалов между собой посредством резистивного нагрева, сформированного посредством контактного сопротивления соединяемых поверхностей. Патентный документ 1 раскрывает способ, который заключает в себе приложение вибрации к паре проводящих металлических материалов, которые должны быть соединены, в контакте друг с другом, зачистку изоляционных покрытий на поверхностях и затем прекращение вибрации и соединение сплавом проводящих металлических материалов посредством резистивного нагрева.
Патентная литература
[0003] Патентный документ 1. Публикация заявки на патент (Япония) № 11-138275
Краткое изложение существа изобретения
[0004] Тем не менее, в способе, раскрытом в патентном документе 1, ток при подаче концентрируется в участках c высоким поверхностным давлением соединяемых поверхностей, и, следовательно, соединяемые поверхности не нагреваются в областях, в которых протекает небольшой ток, так что соединяемые поверхности могут быть соединены только на ограниченной площади и в ограниченной форме.
[0005] Настоящее изобретение выполнено с целью разрешать вышеприведенную проблему. Задача настоящего изобретения состоит в том, чтобы предоставлять способ соединения и аппаратную установку соединения, допускающие равномерное соединение соединяемых поверхностей по всей площади.
[0006] Способ соединения согласно настоящему изобретению, чтобы решать вышеуказанную задачу, представляет собой способ соединения для соединения пары проводящих соединяемых элементов. Способ соединения включает в себя задание соединяемых поверхностей соединяемых элементов, которые должны быть соединены друг с другом, так что они обращены друг к другу, и соединение соединяемых поверхностей между собой посредством резистивного нагрева посредством прохождения тока от одного из соединяемых элементов в другой из соединяемых элементов при плавном перемещении пары соединяемых элементов относительно друг друга.
[0007] Аппаратная установка соединения согласно настоящему изобретению, чтобы решать вышеуказанную задачу, представляет собой аппаратную установку соединения для соединения пары проводящих соединяемых элементов. Аппаратная установка соединения включает в себя пару электродов, выполненных с возможностью подавать ток в пару соединяемых элементов, соответственно; средство подачи тока для подачи тока в электроды; и средство плавного перемещения для плавного перемещения пары соединяемых элементов относительно друг друга. Аппаратная установка соединения дополнительно включает в себя средство управления для управления средством подачи тока и средством плавного перемещения таким образом, чтобы выполнять резистивный нагрев между соединяемыми поверхностями посредством подачи тока в электроды при плавном перемещении соединяемых элементов относительно друг друга, причем соединяемые поверхности обращены друг к другу.
[0008] Также согласно другому аспекту способа соединения согласно настоящему изобретению, чтобы решать вышеуказанную задачу, предусмотрен способ соединения, включающий в себя: задание соединяемых поверхностей проводящих соединяемых элементов, которые должны быть соединены друг с другом, так что они обращены друг к другу, и соединение соединяемых поверхностей между собой посредством резистивного нагрева посредством прохождения тока от одного в другой из соединяемых элементов при плавном перемещении пары соединяемых элементов относительно друг друга. В способе соединения, предоставляются несколько путей ввода тока в соединяемые элементы, и, когда ток протекает через соединяемые элементы, управляют значением ввода тока, по меньшей мере, одного из путей ввода тока.
[0009] Также согласно другому аспекту аппаратной установки соединения согласно настоящему изобретению, чтобы решать вышеуказанную задачу, предусмотрена аппаратная установка соединения для соединения пары проводящих соединяемых элементов. Аппаратная установка соединения включает в себя модули ввода тока, выполненные с возможностью определять несколько путей ввода тока в соединяемые элементы и допускать регулирование величины тока, по меньшей мере, одного из путей ввода тока и средство подачи тока для подачи тока в модули ввода тока. Аппаратная установка соединения дополнительно включает в себя средство управления для управления средством подачи тока и средством плавного перемещения таким образом, чтобы выполнять резистивный нагрев посредством прохождения тока из одного в другой из соединяемых элементов при плавном перемещении пары соединяемых элементов относительно друг друга, причем соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, заданы так, что они обращены друг к другу.
Краткое описание чертежей
[0010] Фиг. 1 является схематичным видом сбоку, иллюстрирующим аппаратную установку соединения для проводящих материалов согласно варианту осуществления настоящего изобретения.
Фиг. 2 является укрупненным видом сбоку в частичном сечении, иллюстрирующим окрестность электродов аппаратной установки соединения для проводящих материалов согласно варианту осуществления настоящего изобретения.
Фиг. 3 является видом в поперечном сечении вдоль линии III-III по фиг. 1.
Фиг. 4 является видом в поперечном сечении вдоль линии IV-IV по фиг. 1.
Фиг. 5 является схематичным видом, иллюстрирующим, в схематичной форме, пути тока в окрестностях электродов аппаратной установки соединения для проводящих материалов согласно варианту осуществления настоящего изобретения.
Фиг. 6 является блок-схемой последовательности операций способа соединения посредством аппаратной установки соединения для проводящих материалов согласно варианту осуществления настоящего изобретения.
Фиг. 7 является графиком, иллюстрирующим пример рабочего режима для аппаратной установки соединения для проводящих материалов согласно варианту осуществления настоящего изобретения.
Фиг. 8 является видом в поперечном сечении окрестности соединяемой поверхности соединяемого элемента в форме круглой трубки в поперечном сечении.
Фиг. 9(A) и 9(B) являются видами в поперечном сечении окрестности соединяемых поверхностей соединяемых элементов в форме двойной трубки в поперечном сечении, иллюстрирующими соединяемые элементы, которые являются круглыми и прямоугольными, соответственно, в поперечном сечении.
Фиг. 10(A) и 10(B) являются видами в поперечном сечении окрестности соединяемых поверхностей соединяемых элементов без неконтактирующей части, иллюстрирующими соединяемые элементы, которые являются круглыми и прямоугольными, соответственно, в поперечном сечении.
Фиг. 11 является видом в поперечном сечении окрестности соединяемой поверхности соединяемого элемента, имеющего сплошную часть, сформированную в круглой трубке.
Фиг. 12 является видом в поперечном сечении окрестности соединяемой поверхности соединяемого элемента, имеющего две неконтактирующих части, размещенные рядом в прямоугольном поперечном сечении.
Фиг. 13 является схематичным видом сбоку, иллюстрирующим аппаратную установку соединения, который помогает при пояснении основных принципов способа соединения для использования во втором варианте осуществления.
Фиг. 14 является блок-схемой последовательности операций способа соединения для использования во втором варианте осуществления.
Фиг. 15 является укрупненным видом сбоку в частичном сечении, иллюстрирующим окрестность электродов аппаратной установки соединения согласно второму варианту осуществления.
Фиг. 16 является блок-схемой последовательности операций способа для помощи при пояснении первого этапа соединения во втором варианте осуществления.
Фиг. 17 является укрупненным видом сбоку в частичном сечении окрестности электродов, иллюстрирующим другой пример аппаратной установки соединения согласно второму варианту осуществления.
Фиг. 18 является укрупненным видом сбоку в частичном сечении окрестности электродов, иллюстрирующим еще один другой пример аппаратной установки соединения согласно второму варианту осуществления.
Фиг. 19 является видом в поперечном сечении вдоль линии XIX-XIX по фиг. 18.
Фиг. 20 является укрупненным видом сбоку в частичном сечении, иллюстрирующим окрестность электродов аппаратной установки соединения согласно третьему варианту осуществления.
Фиг. 21 является блок-схемой последовательности операций способа для помощи при пояснении первого этапа соединения в третьем варианте осуществления.
Подробное описание вариантов осуществления
[0011] Варианты осуществления настоящего изобретения описываются ниже со ссылкой на чертежи. В этой связи, соотношения размеров на чертежах увеличены для удобства пояснения и на некоторых из чертежей отличаются от фактических соотношений.
[0012] Первый вариант осуществления
Аппаратная установка 10 соединения для проводящих материалов согласно первому варианту осуществления настоящего изобретения представляет собой установку для соединения пары проводящих соединяемых элементов 1a, 1b друг с другом, как проиллюстрировано на фиг. 1-4. Аппаратная установка 10 соединения соединяет соединяемые элементы 1a, 1b между собой посредством удерживания соединяемых элементов 1a, 1b, причем соединяемые поверхности 2a, 2b, которые должны быть соединены друг с другом, заданы так, что они обращены друг к другу, и подвергания соединяемых элементов 1a, 1b резистивному нагреву при плавном перемещении соединяемых элементов 1a, 1b относительно друг друга в направлении X вдоль соединяемых поверхностей 2a, 2b, а также приложения давления в направлении Z соединяемых поверхностей (т.е. в направлении нормали к соединяемым поверхностям 2a, 2b).
[0013] Аппаратная установка 10 соединения включает в себя спаренные электроды 20a, 20b (или модули ввода тока), которые контактируют с парой соединяемых элементов 1a, 1b, соответственно, устройство 30 подачи тока (или средство подачи тока) для подачи тока в электроды 20a, 20b и прижимное устройство 40 (или прижимное средство) для прижатия электродов 20a, 20b к соединяемым элементам 1a, 1b в направлении Z соединяемых поверхностей. Дополнительно, аппаратная установка 10 соединения включает в себя вибрационное устройство 50 (либо вибрационное средство или средство плавного перемещения) для вибрирования (или плавного перемещения) соединяемого элемента 1b и устройство 60 управления (или средство управления) для управления установкой 10 соединения.
[0014] В первом варианте осуществления соединяемые элементы 1a, 1b формируются посредством проводящего материала в форме полости с прямоугольным поперечным сечением, содержащей сквозные отверстия 3a, 3b, сформированные через проводящий материал в направлении Z соединяемых поверхностей, как проиллюстрировано на фиг. 2-4. Следовательно, когда соединяемые поверхности 2a, 2b соединяемых элементов 1a, 1b размещаются в контакте обращенными друг к другу, неконтактирующие части 4a, 4b, разнесенные без контакта так, что они формируют площадь пространства, предоставляются таким образом, что они окружены соединяемыми поверхностями 2a, 2b соответственно. Выносная линия от центральной оси Y электродов 20a, 20b находится в неконтактирующих частях 4a, 4b, а не в соединяемых поверхностях 2a, 2b. В этой связи, неконтактирующие части 4a, 4b могут иметь любую конфигурацию при условии, что неконтактирующие части 4a, 4b разнесены без контакта, когда соединяемые поверхности 2a, 2b размещаются в контакте обращенными друг к другу; например, любое из сквозных отверстий 3a, 3b может предоставляться только в любом из соединяемых элементов 1a, 1b. Также неконтактирующие части 4a, 4b могут конфигурироваться как углубленные части, а не как сквозные отверстия.
[0015] Соединяемые элементы 1a, 1b не ограничены конкретным образом при условии, что соединяемые элементы 1a, 1b изготавливаются из проводящего материала; тем не менее, литой алюминий (Al) используется в первом варианте осуществления.
[0016] Как проиллюстрировано на фиг. 2, эвтектическая фольга 5 (в качестве промежуточного материала) в форме проводящей фольги, изготовленной из материала с возможностью эвтектической реакции, который подвергается эвтектической реакции с соединяемыми элементами 1a, 1b, размещается между парой соединяемых элементов 1a, 1b. Предпочтительно эвтектическая фольга 5 формируется в совпадающей форме с соединяемыми поверхностями 2a, 2b; в первом варианте осуществления эвтектическая фольга 5 имеет форму прямоугольного кольца. Когда соединяемые элементы 1a, 1b изготавливаются из алюминия, цинка (Zn), кремния (Si) и т.п., которые подвергаются эвтектической реакции с алюминием, доступны для эвтектической фольги 5. Предпочтительно эвтектическая фольга 5 имеет толщину, например, 10-100 мкм; тем не менее, толщина не ограничена этим, и также может быть равномерной или варьироваться согласно части. Также, предоставление эвтектической фольги 5 не является обязательно необходимым.
[0017] Электроды 20a, 20b включают в себя тела 21a, 21b электродов соответственно и электродные пластины 23a, 23b соответственно, причем электродные пластины 23a, 23b соединены с телами 21a, 21b электродов, соответственно, на поверхностях, обращенных к соединяемым элементам 1a, 1b, посредством нескольких (например, четырех в первом варианте осуществления) крепежных болтов 22 для электродных пластин. Как проиллюстрировано на фиг. 2, тела 21a, 21b электродов формируются посредством осевых частей 26a, 26b соответственно, идущих по направлению оси, и крепежных частей 27a, 27b, соответственно, на которых крепятся электродные пластины 23a, 23b. Тела 21a, 21b электродов не контактируют напрямую с соединяемыми элементами 1a, 1b, а электродные пластины 23a, 23b контактируют с соединяемыми элементами 1a, 1b соответственно. Крепежные болты 24 для соединяемых элементов могут быть вставлены в крепежные части 27a, 27b тел 21a, 21b электродов на противоположной стороне тел 21a, 21b электродов со стороны, обращенной к соединяемым элементам 1a, 1b, и соединяемые элементы 1a, 1b могут быть прикреплены к телам 21a, 21b электродов соответственно посредством осевых сил, ввинчиванием крепежных болтов 24 для соединяемых элементов в винтовые отверстия 6, сформированные в соединяемых элементах 1a, 1b. Соединяемые элементы 1a, 1b прикрепляются к электродам 20a, 20b соответственно посредством нескольких (например, восьми в первом варианте осуществления) крепежных болтов 24 для соединяемых элементов (либо средства регулирования путей тока или модулей прикрепления) (см. фиг. 3), и осевые силы прикрепления могут по отдельности варьироваться. В первом варианте осуществления, тела 21a, 21b электродов также имеют функцию выступания в качестве удерживающих элементов, чтобы удерживать соединяемые элементы 1a, 1b таким образом, что соединяемые элементы 1a, 1b являются подвижными относительно друг друга.
[0018] Как проиллюстрировано на фиг. 2, соединяемые элементы 1a, 1b содержат позиционирующие отверстия 7a, 7b, соответственно, в качестве позиционирующих частей, сформированные на поверхностях, обращенных к электродам 20a, 20b, и позиционирующие штифты 11a, 11b для позиционирования, в качестве позиционирующих элементов, могут быть посаженными в позиционирующие отверстия 7a, 7b, соответственно. Электродные пластины 23a, 23b содержат сквозные отверстия 29a, 29b, соответственно, через которые проходят позиционирующие штифты 11a, 11b. Позиционирующие штифты 11a, 11b предоставляются в крепежных частях 27a, 27b соответственно тел 21a, 21b электродов так, что они допускают выступание и извлечение в направлении поверхностей, обращенных к соединяемым элементам 1a, 1b. Позиционирующие штифты 11a, 11b смещаются в направлении извлечения (или назад) посредством элементов 12a, 12b пружины, соответственно, и модули 13a, 13b подачи текучей среды, снабжаемые текучей средой от привода 14 позиционирующих элементов (или средства приведения в действие позиционирующих элементов) в качестве внешнего источника гидравлического давления или источника давления воздуха, формируются за позиционирующими штифтами 11a, 11b, соответственно. Привод 14 позиционирующих элементов приводится в действие под управлением посредством устройства 60 управления, чтобы таким образом подавать текучую среду в модули 13a, 13b подачи текучей среды или выпускать текучую среду из модулей 13a, 13b подачи текучей среды и тем самым осуществлять продвижение вперед и назад позиционирующих штифтов 11a, 11b. Следовательно, позиционирующие штифты 11a, 11b выступают из крепежных частей 27a, 27b, соответственно, и вставляются в позиционирующие отверстия 7a, 7b, соответственно, соединяемых элементов 1a, 1b посредством привода 14 позиционирующих элементов, чтобы таким образом обеспечивать возможность точного позиционирования соединяемых элементов 1a, 1b относительно электродов 20a, 20b, соответственно. Это обеспечивает возможность точного позиционирования соответствующих положений соединяемого элемента 1a и соединяемого элемента 1b.
[0019] Позиционирующие штифты 11a, 11b изготавливаются из материала, имеющего более высокое значение электрического сопротивления, чем значение электрического сопротивления для электродов 20a, 20b и соединяемых элементов 1a, 1b. Позиционирующие штифты 11a, 11b изготавливаются из изоляционного материала, например, такого как смола. Альтернативно, в качестве примера, когда электроды 20a, 20b изготовлены из меди, а соединяемые элементы 1a, 1b изготовлены из алюминия, позиционирующие штифты 11a, 11b также могут быть изготовлены из проводящего материала, такого как железо.
[0020] Предпочтительно электродные пластины 23a, 23b изготавливаются из материала, идентичного материалу для тел 21a, 21b электродов, или аналогичного ему материала. Предпочтительно, сквозные отверстия 25 под болт (см. фиг. 2) электродных пластин 23a, 23b, через которые проходят крепежные болты 24 для соединяемых элементов, имеют, в достаточной степени, больший диаметр отверстия, чем диаметр крепежных болтов 24 для соединяемых элементов. Когда диаметр сквозных отверстий 25 под болт является практически идентичным диаметру крепежных болтов 24 для соединяемых элементов, электрический ток концентрируется около винтовых отверстий 6 соединяемых элементов 1a, 1b, в которые ввинчиваются крепежные болты 24 для соединяемых элементов, и, следовательно, прикладывает нагрузки к винтовым отверстиям 6; тем не менее, диаметр отверстия, если в достаточной степени превышает диаметр крепежных болтов 24 для соединяемых элементов, затрудняет протекание тока в винтовые отверстия 6 и тем самым обеспечивает возможность подавления возникновения повреждения винтовых отверстий 6.
[0021] В этой связи крепежные болты 24 для соединяемых элементов изготавливаются из материала, который в большей степени затрудняет протекание тока через него, чем через тела 21a, 21b электродов и электродные пластины 23a, 23b, и имеют такую конструкцию, что крепежным болтам 24 для соединяемых элементов трудно становиться проводящими средами, когда ток проходит между электродами 20a, 20b и крепежными болтами 24 для соединяемых элементов.
[0022] Электродные пластины 23a, 23b прослаиваются между телами 21a, 21b электродов и соединяемыми элементами 1a, 1b, и таким образом, контактное сопротивление через тела 21a, 21b электродов и электродные пластины 23a, 23b и контактное сопротивление через электродные пластины 23a, 23b и соединяемые элементы 1a, 1b присутствует, когда ток протекает из электродов 20a, 20b в соединяемые элементы 1a, 1b. Следовательно, в результате получается конфигурация, имеющая два контактных сопротивления, подключенных последовательно, тем самым, повышая полное контактное сопротивление для идентичной осевой силы прикрепления, по сравнению с конфигурацией, в которой отсутствуют электродные пластины 23a, 23b, и тела 21a, 21b электродов контактируют напрямую с соединяемыми элементами 1a, 1b, соответственно. Следовательно, что касается полного контактного сопротивления через электроды 20a, 20b и соединяемые элементы 1a, 1b, предоставление электродных пластин 23a, 23b повышает чувствительность контактного сопротивления к осевой силе прикрепления, чтобы тем самым расширять диапазон регулирования контактного сопротивления посредством варьирования осевой силы прикрепления. Также электродные пластины 23a, 23b располагаются между телами 21a, 21b электродов и соединяемыми элементами 1a, 1b, чтобы таким образом обеспечивать возможность подавления плавления сложных для замены тел 21a, 21b электродов посредством резистивного нагрева через тела 21a, 21b электродов и соединяемые элементы 1a, 1b. В этой связи электродные пластины 23a, 23b могут предоставляться в нескольких расположенных поверх друг друга слоях, чтобы достигать дополнительного повышения чувствительности контактного сопротивления.
[0023] Прижимное устройство 40 представляет собой устройство для прижатия пары соединяемых элементов 1a, 1b в направлении Z соединяемых поверхностей через электроды 20a, 20b и имеет гидравлический цилиндр и т.п. (например, встроенный). Прижимное устройство 40 подключается к устройству 60 управления и выполнено с возможностью допускать произвольное управление приложенным давлением.
[0024] Вибрационное устройство 50 представляет собой устройство для вибрирования одного из пары соединяемых элементов 1a, 1b в направлении X вдоль соединяемых поверхностей 2a, 2b (т.е. в направлении, ортогональном к нормали к соединяемым поверхностям). Механизм вибрационного устройства 50 основан, например, на ультразвуковой вибрации, электромагнитной вибрации, вибрации от кулачкового механизма и т.п. Вибрационное устройство 50 подключается к устройству 60 управления и выполнено с возможностью допускать произвольное управление частотой вибрации, амплитудой вибрации, силой вибрации и т.п. Вибрационное устройство 50 включает в себя детектор 51 смещения (см. фиг. 1) для детектирования смещения плавно перемещающегося соединяемого элемента 1b. Детектор 51 смещения представляет собой, например, датчик смещения или кодовый позиционный датчик для детектирования смещения.
[0025] Устройство 30 подачи тока представляет собой устройство, допускающее подачу постоянного тока или переменного тока в электроды 20a, 20b, и подключается к устройству 60 управления и выполнено с возможностью допускать произвольное управление значением тока и значением напряжения.
[0026] Устройство 60 управления представляет собой электронный компьютер, который выполняет централизованное управление для прижимного устройства 40, вибрационного устройства 50, устройства 30 подачи тока и исполнительного механизма 14 позиционирующих элементов. Устройство 60 управления включает в себя процессор, модуль хранения, модуль ввода и модуль вывода. Программа для того, чтобы полностью управлять установкой 10 соединения, сохраняется в модуле хранения, и программа выполняется посредством процессора, чтобы таким образом инструктировать аппаратную установку 10 соединения переходить к этапу S2 соединения соединяемых элементов 1a, 1b.
[0027] Устройство 70 детектирования контактного сопротивления (или детектор контактного сопротивления) предоставляется в пути, через который протекает ток из устройства 30 подачи тока в электроды 20a, 20b. Устройство 70 детектирования контактного сопротивления служит в качестве как вольтметра, так и в амперметра, чтобы измерять изменения напряжения и тока и таким образом обеспечивать возможность детектирования значения контактного сопротивления через соединяемые элементы 1a, 1b. Сигнал детектирования из устройства 70 детектирования контактного сопротивления вводится в устройство 60 управления. В этой связи, устройство 70 детектирования контактного сопротивления может быть помещено в другие местоположения при условии, что может быть детектировано контактное сопротивление через соединяемые элементы 1a, 1b.
[0028] Вибрационное устройство 50 содержит устройство 80 детектирования силы трения, которое детектирует силу трения между соединяемыми поверхностями 2a, 2b из силы вибрации. Сигнал детектирования из устройства 80 детектирования силы трения вводится в устройство 60 управления.
[0029] Далее описывается способ для соединения проводящих элементов посредством аппаратной установки 10 соединения согласно первому варианту осуществления согласно блок-схеме последовательности операций способа по фиг. 6.
[0030] Во-первых, подготавливаются соединяемые элементы 1a, 1b, которые должны быть соединены друг с другом; как проиллюстрировано на фиг. 2, позиционирующие штифты 11a, 11b выступают посредством привода 14 позиционирующих элементов, и соединяемые элементы 1a, 1b крепятся посредством крепежных болтов 24 для соединяемых элементов к электродам 20a, 20b, соответственно, при том, что электродные пластины 23a, 23b (или модули ввода тока) прикреплены к телам 21a, 21b электродов, соответственно, посредством крепежных болтов 22 для электродных пластин. Таким образом, позиционирующие штифты 11a, 11b вставляются в позиционирующие отверстия 7a, 7b, соответственно, соединяемых элементов 1a, 1b, чтобы таким образом осуществлять точное позиционирование соединяемых элементов 1a, 1b относительно электродов 20a, 20b, соответственно. В это время, осевые силы прикрепления крепежных болтов 24 для соединяемых элементов могут регулироваться для каждого болта. Осевые силы прикрепления крепежных болтов 24 для соединяемых элементов, если большие, уменьшают контактное сопротивление через электроды 20a, 20b и соединяемые элементы 1a, 1b и тем самым упрощают протекание тока. Другими словами, величина тока, проходящего через каждый из нескольких путей ввода тока из электродных пластин 23a, 23b в качестве модулей ввода тока в соединяемые элементы 1a, 1b, может регулироваться посредством регулирования осевых сил прикрепления крепежных болтов 24 для соединяемых элементов для каждого болта. Следовательно, путь тока, протекающего из электродов 20a, 20b в соединяемые элементы 1a, 1b, может регулироваться посредством варьирования осевых сил прикрепления согласно позициям крепежных болтов 24 для соединяемых элементов. Соединяемые поверхности 2a, 2b проиллюстрированы на фиг. 5 в качестве примера в качестве модели как имеющие три пути тока для простоты, и осевые силы прикрепления крепежных болтов 24b, 24c для соединяемых элементов на большом расстоянии от центральной оси Y электродов 20a, 20b могут задаваться выше осевых сил прикрепления крепежных болтов 24a для соединяемых элементов близко к центральной оси Y электродов 20a, 20b. Ток с большей вероятностью должен протекать через соединяемые элементы 1a, 1b вдоль пути ближе к центральной оси Y электродов 20a, 20b, и, следовательно, осевые силы прикрепления крепежных болтов 24b, 24c для соединяемых элементов на большом расстоянии от центральной оси Y электродов 20a, 20b увеличиваются, чтобы таким образом обеспечивать максимально возможную равномерность тока, протекающего в соединяемые элементы 1a, 1b, независимо от расстояния от центральной оси Y электродов 20a, 20b. Для соединения, следовательно, предпочтительно, чтобы осевые силы прикрепления крепежных болтов 24 для соединяемых элементов регулировались таким образом, чтобы задавать значение тока соединяемых поверхностей 2a, 2b максимально возможно равномерным, и давление, приложенное посредством прижимного устройства 40, поддерживалось постоянным. Таким образом, осевые силы прикрепления крепежных болтов 24 для соединяемых элементов регулируются, чтобы таким образом обеспечивать возможность варьирования пути тока, протекающего из электродов 20a, 20b в соединяемые элементы 1a, 1b, или обеспечивать возможность регулирования величины тока, проходящего через каждый из путей ввода тока, что, в свою очередь, исключает необходимость предоставления нескольких трансформаторов для целей предотвращения тока шунтирования и тем самым обеспечивает возможность достижения простой конфигурации установки, а следовательно, экономии пространства и снижения затрат.
[0031] После того, как соединяемые элементы 1a, 1b прикреплены к электродам 20a, 20b, соответственно, посредством крепежных болтов 24 для соединяемых элементов, позиционирующие штифты 11a, 11b вытаскиваются из позиционирующих отверстий 7a, 7b соответственно посредством извлечения посредством привода 14 позиционирующих элементов. Это обеспечивает возможность подавления теплообразования посредством позиционирующих штифтов 11a, 11b или истирание позиционирующих штифтов 11a, 11b, вызываемое посредством прохождения тока через соединяемые элементы 1a, 1b или плавного перемещения соединяемых элементов 1a, 1b на следующем этапе. Также, позиционирующие штифты 11a, 11b изготавливаются из материала, имеющего более высокое значение электрического сопротивления, чем значение электрического сопротивления для электродов 20a, 20b и соединяемых элементов 1a, 1b, чтобы таким образом затруднять прохождение тока через позиционирующие штифты 11a, 11b, тем самым предоставляя подавление теплообразования посредством позиционирующих штифтов 11a, 11b или их истирание, вызываемое посредством прохождения тока через них.
[0032] Затем эвтектическая фольга 5 помещается между соединяемыми элементами 1a, 1b, и прижимное устройство 40 непосредственно сближает соединяемые элементы 1a, 1b между собой и прижимает соединяемые элементы 1a, 1b друг к другу при предварительно установленном давлении с размещением эвтектической фольги 5 между ними. Предпочтительно, давление, приложенное посредством прижимного устройства 40, регулируется до порядка 2-10 МПа, например, посредством устройства 60 управления; тем не менее, давление не ограничено этим.
[0033] Затем, как проиллюстрировано на фиг. 6 и 7, вибрационное устройство 50 приводится в действие посредством устройства 60 управления, чтобы таким образом вызывать вибрацию в нижнем соединяемом элементе 1b с постоянной амплитудой (или постоянной силой вибрации) в направлении вдоль соединяемых поверхностей 2a, 2b (на предварительном этапе S1 вибрирования (или предварительном этапе плавного перемещения)). Частота вибрации и амплитуда вибрации не ограничены конкретным образом; тем не менее, в качестве примера, предпочтительно, чтобы амплитуда вибрации составляла порядка 100-1000 мкм, и предпочтительно, чтобы частота вибрации составляла порядка 10-100 Гц. Направление вибрации соединяемого элемента 1b является таким, что соединяемый элемент 1b выполняет возвратно-поступательное движение в одном направлении вдоль соединяемых поверхностей 2a, 2b, чтобы таким образом повышать гибкость формы соединяемых поверхностей 2a, 2b. Другими словами, вибрирование является возможным только при условии, что плавное перемещение является возможным в одном направлении, и, следовательно, соединяемые поверхности 2a, 2b не ограничены конфигурированием как плоских поверхностей, и могут, например, иметь такую форму, что выступающие части входят в пазы, идущие в одном направлении. Также, если соединяемые поверхности 2a, 2b не имеют частей, которые должны входить друг в друга, вибрирование может быть таким, что соединяемый элемент 1b выполняет эпициклическое движение вдоль соединяемых поверхностей 2a, 2b. При использовании в данном документе, эпициклическое движение означает, что соединяемый элемент 1b вызывает вибрацию и вращается по мере того, как он перемещается по круговой орбите без вращения на ее оси. Когда соединяемый элемент 1b вибрирует таким образом, чтобы выполнять эпициклическое движение, относительные движения соединяемых поверхностей 2a, 2b не прекращаются, и, следовательно, только коэффициент динамического трения становится активным, а коэффициент трения становится установившимся, что, в свою очередь, приводит к плавной вибрации в ходе вибрирования и тем самым обеспечивает возможность равномерного истирания соединяемых поверхностей 2a, 2b.
[0034] Когда выполняется предварительный этап S1 вибрирования для вибрирования при приложении давления, как описано выше, соединяемые поверхности 2a, 2b плавно перемещаются и нагреваются посредством тепла при трении, чтобы таким образом размягчать материал, и тем самым соединяемые поверхности 2a, 2b подвергаются истиранию и пластическому течению, чтобы обеспечивать определенную равномерность поверхностного давления между соединяемыми поверхностями 2a, 2b. Дополнительно, предварительный этап S1 вибрирования удаляет оксидную пленку на поверхности алюминия, чтобы таким образом уменьшать изменения контактного сопротивления вследствие разностей в толщине пленки, тем самым достигая эффекта подавления изменений количества тепла, сформированного посредством резистивного нагрева на следующем этапе. Следовательно, технологическая обработка, включающая в себя обезжиривание поверхностей соединяемых элементов 1a, 1b, изготовленных из алюминия, и дополнительно, удаление оксидных пленок на поверхностях посредством очистки проволочными щетками до соединения, становится необязательной, приводя к улучшению обрабатываемости. В этой связи, конечно, очистка или другая технологическая обработка может быть выполнена перед предварительным этапом S1 вибрирования.
[0035] На предварительном этапе S1 вибрирования устройство 60 управления определяет значение контактного сопротивления через соединяемые поверхности 2a, 2b из входного сигнала из устройства 70 детектирования контактного сопротивления и сравнивает значение контактного сопротивления с предварительно установленным пороговым значением L1, как проиллюстрировано на фиг. 6. Когда поверхностное давление между соединяемыми поверхностями 2a, 2b становится равномерным, контактное сопротивление снижается; поэтому, когда значение контактного сопротивления становится равным или меньшим порогового значения L1, устройство 60 управления заканчивает предварительный этап S1 вибрирования и инструктирует обработке переходить к следующему этапу S2 соединения.
[0036] Этап S2 соединения заключает в себе подачу тока в электроды 20a, 20b посредством устройства 30 подачи тока при поддержании вибрации посредством вибрационного устройства 50, чтобы таким образом нагревать соединяемые элементы 1a, 1b посредством использования как вибрационного нагрева, так и резистивного нагрева в комбинации. На этапе S2 соединения участки c высоким поверхностным давлением, в которых концентрируется ток, нагреваются посредством подвергания действию существенного резистивного нагрева, чтобы таким образом заставлять счищаться оксидные пленки соединяемых поверхностей 2a, 2b, и приложенное давление и вибрация также воздействуют на участки c высоким поверхностным давлением, нагретые посредством резистивного нагрева, чтобы тем самым приводить к истиранию, пластическому течению и диффузии материалов, и, следовательно, к снижению поверхностного давления участков c высоким поверхностным давлением и таким образом варьировать местоположения концентрации тока в зависимости от текущего момента времени. Таким образом, электрический ток распределяется так, что соединяемые поверхности 2a, 2b равномерно нагреваются.
[0037] Эвтектическая фольга 5 изменяется на жидкую фазу при более низкой точке плавления, чем точка плавления соединяемых элементов 1a, 1b, посредством эвтектической реакции и тем самым выполняет функцию подавления повторного окисления соединяемых поверхностей посредством прекращения подачи кислорода. Использование эвтектической фольги 5 обеспечивает возможность соединения с низким подводимым теплом за короткое время в воздушной среде и тем самым упрощает серийное производство по сравнению с вакуумной пайкой твердым припоем, требующей вакуумной атмосферы и длительного времени. В этой связи предоставление эвтектической фольги 5 не обязательно требуется.
[0038] Эвтектическая фольга 5 может варьироваться по толщине пленки согласно части, и таким образом, поверхностное давление между соединяемыми поверхностями 2a, 2b может регулироваться. Другими словами, поверхностное давление для соединения может быть обеспечено посредством утолщения части эвтектической фольги 5, соответствующей участкам c низким поверхностным давлением соединяемых поверхностей 2a, 2b. В этой связи, способ для регулирования толщины пленки эвтектической фольги 5 не ограничен варьированием толщины пленки согласно части, а может заключать в себе, например, использование эвтектической фольги, разделенной на несколько частей, или размещение эвтектической фольги в нескольких слоях.
[0039] Этап S2 соединения использует как вызываемый вибрацией фрикционный нагрев, так и резистивный нагрев в комбинации. Таким образом, даже соединяемые элементы 1a, 1b, имеющие соединяемые поверхности 2a, 2b, имеющие большую площадь, могут быть нагреты для соединения на следующем этапе, без необходимости прикладывать высокое давление к соединяемым поверхностям 2a, 2b. Другими словами, в случае, например, соединения посредством нагрева с использованием только вызываемого вибрацией фрикционного нагрева, необходимо прижимать материалы друг к другу при высоком поверхностном давлении, чтобы получать количество подводимого тепла при трении; тем не менее, материалы становятся деформированными, и, следовательно, соединяемые элементы могут быть соединены только на ограниченной площади и в ограниченной форме. Также в случае, например, соединения посредством нагрева с использованием только резистивного нагрева, соединение осуществляется с концентрированием электрического тока в участках c высоким поверхностным давлением и тем самым приводит к неравномерности в соединенных местоположениях соединяемых поверхностей, и, следовательно, соединяемые поверхности аналогично ограничены по размеру и форме. Также, в случае, например, соединения посредством нагрева с использованием высокочастотного нагрева, соединяемые поверхности могут быть нагреты только на внешней периферии, и, следовательно, соединяемые поверхности аналогично ограничены по размеру и форме.
[0040] С другой стороны, в первом варианте осуществления, этап S2 соединения использует вызываемый вибрацией фрикционный нагрев и резистивный нагрев в комбинации для нагрева. Таким образом, местоположения концентрации тока варьируются без необходимости прикладывать высокое давление к соединяемым поверхностям 2a, 2b, и соединяемые поверхности 2a, 2b, даже в случае большой площади или сложной формы, могут быть нагреты и в конечном счете соединены, и кроме того, может достигаться соединение поверхностей с низкой степенью механической деформации.
[0041] Также соединяемые поверхности 2a, 2b расплавляются и соединяются только на поверхностных слоях. Таким образом, время нагрева может быть уменьшено, и дополнительно, даже если литое изделие изготовлено из материала, содержащего газ, нагрев с меньшей вероятностью приводит к расширению или выбросу газа в материале, так что может достигаться хорошее соединение.
[0042] Также в случае, например, соединения посредством теплообразования при трении в соединяемых поверхностях посредством вращения одного из соединяемых элементов, форма соединяемых поверхностей ограничена круглой формой, тогда как на этапе S2 соединения вибрирование используется для того, чтобы формировать тепло при трении, и таким образом, форма соединяемых поверхностей 2a, 2b не ограничена круглой формой, и соединяемые поверхности 2a, 2b также могут содержать неконтактирующие части 4a, 4b, соответственно. Таким образом, например, даже если соединяемые поверхности 2a, 2b имеют сложную форму с протоком для текучей среды, или имеют подобную форму, соединяемые поверхности 2a, 2b могут быть соединены посредством нагрева, в то время как соединяемые поверхности 2a, 2b поддерживаются воздухонепроницаемыми по всей площади.
[0043] Также даже если выносная линия от центральной оси Y электродов 20a, 20b находится в неконтактирующих частях 4a, 4b, а не в соединяемых поверхностях 2a, 2b, соединение может осуществляться посредством нагрева с низким подводимым теплом за короткое время.
[0044] Затем, осевые силы прикрепления крепежных болтов 24a для соединяемых элементов, 24b и 24c регулируются таким образом, чтобы увеличивать осевые силы прикрепления крепежных болтов 24b, 24c для соединяемых элементов на большом расстоянии от центральной оси Y электродов 20a, 20b, и таким образом, ток, протекающий в соединяемые элементы 1a, 1b, задается максимально возможно равномерным независимо от расстояния от центральной оси Y электродов 20a, 20b. Таким образом, когда контактное поверхностное давление между соединяемыми поверхностями 2a, 2b является равномерным, соединяемые поверхности 2a, 2b могут быть равномерно нагреты по всей площади.
[0045] В этой связи осевые силы прикрепления крепежных болтов 24 для соединяемых элементов также могут задаваться таким образом, что значение тока соединяемых поверхностей 2a, 2b меньше в позиции ближе к центральной оси Y электродов 20a, 20b. Это упрощает протекание тока через область на большом расстоянии от центральной оси Y электродов 20a, 20b, и таким образом, в начале этапа S2 соединения, область на большом расстоянии от центральной оси Y может быть нагрета приоритетно по сравнению с другими областями, и после этого, область близко к электродам 20a, 20b может быть нагрета посредством увеличения приложенного давления посредством прижимного устройства 40. Другими словами, увеличение приложенного давления посредством прижимного устройства 40 уменьшает влияние осевых сил прикрепления на ток и тем самым обеспечивает возможность нагрева области близко к электродам 20a, 20b, поскольку область близко к центральной оси Y по существу имеет тенденцию обеспечивать прохождение тока через себя.
[0046] Также, когда контактное поверхностное давление между соединяемыми поверхностями 2a, 2b является неравномерным, могут быть уменьшены осевые силы прикрепления крепежных болтов 24 для соединяемых элементов около области, в которой контактное поверхностное давление является высоким. Это затрудняет протекание тока через область, в которой контактное поверхностное давление является высоким, принудительно шунтирует ток на участках c низким поверхностным давлением и обеспечивает возможность выполнения нагрева максимально возможно равномерно. Для соединения, следовательно, предпочтительно, чтобы осевые силы прикрепления крепежных болтов 24 для соединяемых элементов регулировались таким образом, чтобы задавать количество тепла, сформированное в соединяемых поверхностях 2a, 2b, максимально возможно равномерным.
[0047] Также осевые силы прикрепления крепежных болтов 24 для соединяемых элементов могут задаваться таким образом, что количество тепла, сформированное в соединяемых поверхностях 2a, 2b, меньше в позиции ближе к участкам c высоким поверхностным давлением. Таким образом, в начале этапа S2 соединения, участки c низким поверхностным давлением могут быть нагреты приоритетно по сравнению с другими участками, и после этого, участки c высоким поверхностным давлением могут быть нагреты посредством увеличения приложенного давления посредством прижимного устройства 40. Другими словами, увеличение приложенного давления посредством прижимного устройства 40 уменьшает влияние осевых сил прикрепления на ток и упрощает протекание тока через участки с высоким поверхностным давлением, в которых осевые силы прикрепления являются низкими, тем самым предоставляя нагрев соединяемых поверхностей.
[0048] Таким образом, регулирование осевых сил прикрепления и приложенного давления обеспечивает возможность нагрева произвольно варьирующихся областей, и, следовательно, задания требуемого рабочего режима надлежащим образом.
[0049] Как проиллюстрировано на фиг. 6 и 7, этап S2 соединения может включать в себя увеличение температуры соединяемых элементов 1a, 1b посредством резистивного нагрева в течение предварительно определенного времени (т.е. первый этап S2a соединения), а затем, уменьшение количества тепла, сформированного посредством резистивного нагрева, а также увеличение количества тепла, сформированного посредством вибрирования (т.е. второй этап S2b соединения). Способ для уменьшения количества тепла, сформированного посредством резистивного нагрева, а также увеличения количества тепла, сформированного посредством вибрирования, может осуществляться просто посредством увеличения давления, приложенного посредством прижимного устройства 40. Увеличение давления, приложенного посредством прижимного устройства 40, приводит к увеличению поверхностного давления между соединяемыми поверхностями 2a, 2b, и, следовательно, к снижению контактного сопротивления, тем самым уменьшения количества тепла, сформированного посредством резистивного нагрева. Дополнительно, увеличение поверхностного давления между соединяемыми поверхностями 2a, 2b приводит к увеличению силы трения между соединяемыми поверхностями 2a, 2b, тем самым увеличивая количество тепла, сформированное посредством вибрирования. Таким образом, переход от процесса ускорения размягчения материалов посредством нагрева материалов до высокой температуры посредством контактного сопротивления к процессу ускорения интеграции материалов посредством вибрирования размягченных материалов с тем, чтобы расшевеливать и смешивать их, осуществляется посредством уменьшения количества тепла, сформированного посредством резистивного нагрева, а также увеличения количества тепла, сформированного посредством вибрации. В этой связи способ для уменьшения количества тепла, сформированного посредством резистивного нагрева, а также увеличения количества тепла, сформированного посредством вибрирования, не обязательно ограничен подходом увеличения давления, приложенного посредством прижимного устройства 40, а может осуществляться, например, посредством управления устройством 30 подачи тока или вибрационного устройства 50, или также может осуществляться посредством использования прижимного устройства 40 в сочетании с другими устройствами.
[0050] В этой связи переход от первого этапа S2a соединения ко второму этапу S2b соединения может осуществляться посредством устройства 60 управления; тем не менее, как проиллюстрировано на фиг. 6, переход может выполняться после истечения предварительно установленного времени (например, порогового значения T1), или переход может выполняться, когда измеренная температура соединяемых элементов 1a, 1b и т.п. достигает предварительно установленной температуры.
[0051] На втором этапе S2b соединения устройство 60 управления определяет контактное сопротивление через соединяемые поверхности 2a, 2b из входного сигнала из устройства 70 детектирования контактного сопротивления и сравнивает контактное сопротивление с предварительно установленным пороговым значением L2. Значение контактного сопротивления снижается по мере того, как продолжается соединение соединяемых поверхностей 2a, 2b; поэтому, когда значение контактного сопротивления становится равным или меньшим порогового значения L2, устройство 60 управления определяет то, что соединение завершается, заканчивает этап S2 соединения и инструктирует обработке переходить к следующему этапу S3 охлаждения.
[0052] В этой связи способ для определения того, завершено или нет соединение, может осуществляться посредством детектирования на основе силы трения между соединяемыми поверхностями 2a, 2b, детектированной посредством устройства 80 детектирования силы трения, а не посредством детектирования на основе изменения значения контактного сопротивления. Сила трения увеличивается по мере того, как продолжается соединение; поэтому, когда измеренная сила трения становится равной или превышающей предварительно установленное пороговое значение, определяется, что соединение завершается, и этап S2 соединения заканчивается. В этой связи, другие способы могут быть использованы для того, чтобы измерять силу трения.
[0053] Хотя вибрационное устройство 50 останавливается при окончании этапа S2 соединения, вибрационное устройство 50 в конечном счете позиционирует соединяемые элементы 1a, 1b в указанных позициях, чтобы соединять соединяемые элементы 1a, 1b в требуемых относительных позициях. В это время, соединяемые элементы 1a, 1b позиционируются с высокой точностью относительно электродов 20a, 20b посредством позиционирующих штифтов 11a, 11b, и таким образом, соединяемый элемент 1a и соединяемый элемент 1b могут точно позиционироваться посредством управления вибрационным устройством 50. Вибрационное устройство 50 может включать в себя сервомеханизм, который выполняет управление с обратной связью для источника вибраций (например, сервомотор и т.д.) на основе сигнала смещения, измеряемого посредством детектора 51 смещения, чтобы таким образом достигать более точного позиционирования относительных смещений соединяемого элемента 1a и соединяемого элемента 1b. Средство управления для выполнения управления с обратной связью может предоставляться в вибрационном устройстве 50 или может предоставляться в устройстве 60 управления. В этой связи, точность позиционирования снижается, когда давление, приложенное посредством прижимного устройства 40, является высоким, и, следовательно, давление, приложенное посредством прижимного устройства 40, может быть уменьшено до остановки вибрационного устройства 50. Уменьшение давления, приложенного посредством прижимного устройства 40, приводит к повышению точности позиционирования соединяемых элементов 1a, 1b, и таким образом, вибрационное устройство 50 может останавливаться с соединяемыми элементами 1a, 1b в требуемых относительных позициях. Также, могут отдельно предоставляться другие конфигурации для позиционирования соединяемых элементов 1a, 1b.
[0054] На этапе S3 охлаждения устройство 60 управления останавливает вибрационное устройство 50 и устройство 30 подачи тока и увеличивает давление, приложенное посредством прижимного устройства 40. Как проиллюстрировано на фиг. 6, когда предварительно установленное время (например, пороговое значение T2) истекло, определяется, что охлаждение завершается, и приложение давления посредством прижимного устройства 40 заканчивается. Альтернативно, после того, как входной сигнал в устройство 60 управления из термометра (не проиллюстрирован), который измеряет температуру соединяемых элементов 1a, 1b, становится равным или меньше предварительно определенного значения, устройство 60 управления может определять то, что охлаждение завершается, и заканчивать приложение давления посредством прижимного устройства 40. Непосредственно перед тем, как заканчивается этап S3 охлаждения, исполнительный механизм 14 позиционирующих элементов заставляет позиционирующие штифты 11a, 11b снова выступать и предпринимает попытку вставлять позиционирующие штифты 11a, 11b в позиционирующие отверстия 7a, 7b, соответственно, соединяемых элементов 1a, 1b. Затем, когда позиционирующие штифты 11a, 11b могут быть вставлены в позиционирующие отверстия 7a, 7b соответственно, можно видеть, что соединяемые элементы 1a, 1b соединяются в надлежащих позициях. Также, когда позиционирующие штифты 11a, 11b не могут быть вставлены в позиционирующие отверстия 7a, 7b соответственно, можно видеть, что, на предварительном этапе S1 вибрирования или этапе S2 соединения, неточное совмещение возникает вследствие недостатка сил, посредством которых соединяемые элементы 1a, 1b удерживаются на электродах 20a, 20b соответственно и т.п., или что механическая деформация, вызываемая посредством температурного деформирования, является большой. Затем крепежные болты 24 для соединяемых элементов вынимаются из соединяемых элементов 1a, 1b, и соединенные соединяемые элементы 1a, 1b вынимаются из установки.
[0055] В этой связи предварительный этап S1 вибрирования не обязательно предоставляется и может опускаться. Также, размягчение соединяемых поверхностей 2a, 2b посредством резистивного нагрева посредством подачи тока посредством устройства 30 подачи тока, а не посредством плавного перемещения, осуществляемого посредством вибрационного устройства 50, может быть выполнено вместо предварительного этапа S1 вибрирования или до предварительного этапа S1 вибрирования. Также первый этап S2a соединения и второй этап S2b соединения могут быть выполнены в качестве одного этапа соединения; в частности, подача тока уменьшается между первым этапом S2a соединения и вторым этапом S2b соединения, при этом, с другой стороны, приложенное давление не увеличивается между ними. Также, этап S3 охлаждения не обязательно предоставляется и может опускаться.
[0056] Согласно способу для соединения проводящих элементов согласно первому варианту осуществления, способ заключает в себе соединение соединяемых элементов 1a, 1b между собой посредством резистивного нагрева, при вибрировании соединяемых элементов 1a, 1b относительно друг друга в направлении X вдоль соединяемых поверхностей, а также приложение давления в направлении Z соединяемых поверхностей. Таким образом, приложенное давление и вибрация воздействуют на участки c высоким поверхностным давлением, нагретые посредством резистивного нагрева, чтобы тем самым приводить к истиранию и пластическому течению, и, следовательно, снижению поверхностного давления участков c высоким поверхностным давлением и таким образом варьировать местоположения концентрации тока в зависимости от текущего момента времени. Таким образом, соединяемые поверхности 2a, 2b равномерно нагреваются, чтобы тем самым обеспечивать возможность равномерного соединения соединяемых поверхностей 2a, 2b по всей площади, а также обеспечивать возможность соединения поверхностей с низкой степенью механической деформации. Также, соединяемые поверхности 2a, 2b расплавляются и соединяются только на поверхностных слоях. Таким образом, время нагрева может быть уменьшено, и, кроме того, даже если литое изделие изготовлено из материала, содержащего газ, нагрев с меньшей вероятностью приводит к расширению или выбросу газа в материале, так что может достигаться хорошее соединение.
[0057] Также соединяемые элементы 1a, 1b содержат неконтактирующие части 4a, 4b, разнесенные друг от друга, которые окружаются посредством соединяемых поверхностей 2a, 2b, соответственно. Таким образом, например, даже если соединяемые поверхности 2a, 2b имеют сложную форму с протоком для текучей среды, или имеют подобную форму, соединяемые поверхности 2a, 2b могут быть соединены, в то время как соединяемые поверхности 2a, 2b поддерживаются воздухонепроницаемыми по всей площади.
[0058] Также даже если соединяемые поверхности 2a, 2b соединяемых элементов 1a, 1b находятся за пределами выносной линии от центральной оси Y электродов 20a, 20b, соединяемые поверхности 2a, 2b могут быть соединены по всей площади, чтобы тем самым обеспечивать возможность соединения с низким подводимым теплом за короткое время.
[0059] Также способ включает в себя предварительный этап S1 вибрирования для вибрирования соединяемых элементов 1a, 1b относительно друг друга в направлении X вдоль соединяемых поверхностей, при приложении давления в направлении Z соединяемых поверхностей без резистивного нагрева, который выполняется перед этапом S2 соединения. Таким образом, соединяемые поверхности 2a, 2b плавно перемещаются и нагреваются посредством тепла при трении и подвергаются истиранию и пластическому течению, чтобы таким образом обеспечивать возможность равномерного поверхностного давления между соединяемыми поверхностями 2a, 2b.
[0060] Также на предварительном этапе S1 вибрирования, когда контактное сопротивление, детектированное посредством устройства 70 детектирования контактного сопротивления, становится равным или меньше предварительно установленного порогового значения L1, начинается этап S2 соединения. Таким образом, обработка может переходить к этапу S2 соединения после того, как контактное сопротивление становится равномерным.
[0061] Также материал с возможностью эвтектической реакции (или промежуточный материал) размещается между соединяемыми элементами 1a, 1b. Таким образом, материал с возможностью эвтектической реакции изменяется на жидкую фазу при низкой точке плавления посредством эвтектической реакции и тем самым может подавлять повторное окисление соединяемых поверхностей посредством прекращения подачи кислорода. Это обеспечивает возможность соединения с низким подводимым теплом за короткое время в воздушной среде и тем самым упрощает серийное производство.
[0062] Также материал с возможностью эвтектической реакции имеет форму пленки с варьирующимися толщинами согласно части, и таким образом, поверхностное давление между соединяемыми поверхностями 2a, 2b может регулироваться.
[0063] Также материал с возможностью эвтектической реакции формируется таким образом, что толщина материала с возможностью эвтектической реакции, соответствующего местоположениям c относительно низким поверхностным давлением соединяемых поверхностей 2a, 2b, подвергнутых приложенному давлению, относительно больше. Таким образом, может быть обеспечено поверхностное давление для соединения.
[0064] Также этап S2 соединения включает в себя уменьшение количества тепла, сформированного посредством резистивного нагрева, а также увеличение количества тепла, сформированного посредством вибрирования (или плавного перемещения) с прохождением времени соединения. Таким образом, ускорение размягчения материалов посредством нагрева материалов до высокой температуры посредством контактного сопротивления может сопровождаться ускорением интеграции материалов посредством вибрирования размягченных материалов с тем, чтобы расшевеливать и смешивать их.
[0065] Также на этапе S2 соединения приложенное давление, действующее на соединяемые поверхности 2a, 2b, увеличивается с прохождением времени соединения. Таким образом, уменьшение количества тепла, сформированного посредством резистивного нагрева, и увеличение количества тепла, сформированного посредством вибрирования, может легко достигаться просто посредством регулирования прижимного устройства 40.
[0066] Также контактное сопротивление через соединяемые поверхности 2a, 2b регулируется посредством регулирования путей тока в соединяемых элементах 1a, 1b посредством крепежных болтов 24 для соединяемых элементов (или средства регулирования путей тока). Это исключает необходимость предоставления нескольких трансформаторов для целей предотвращения тока шунтирования и тем самым предоставляет достижение простой конфигурации установки. Также, равномерное соединение поверхностей может достигаться посредством регулирования контактного сопротивления через соединяемые поверхности 2a, 2b.
[0067] Также средство регулирования путей тока включает в себя несколько крепежных болтов 24 для соединяемых элементов (или модулей прикрепления), которые прикрепляют соединяемые элементы 1a, 1b к электродам 20a, 20b, соответственно, посредством осевых сил. Контактное сопротивление через соединяемые поверхности 2a, 2b может регулироваться посредством отдельного варьирования осевых сил прикрепления, и таким образом, контактное сопротивление может легко регулироваться.
[0068] Также осевые силы прикрепления крепежных болтов 24 для соединяемых элементов (или модулей прикрепления) больше в позиции дальше от центральной оси Y электродов 20a, 20b, чтобы таким образом обеспечивать возможность упрощения протекания тока через область на большом расстоянии от центральной оси Y. Таким образом, ток, протекающий в соединяемые элементы 1a, 1b, может быть задан максимально возможно равномерным независимо от расстояния от центральной оси Y электродов 20a, 20b.
[0069] Также осевые силы прикрепления крепежных болтов 24 для соединяемых элементов (или модулей прикрепления), размещаемых около местоположений c относительно высоким поверхностным давлением соединяемых поверхностей 2a, 2b, меньше осевых сил прикрепления других крепежных болтов 24 для соединяемых элементов, чтобы таким образом обеспечивать затруднение протекания тока около местоположений c относительно высоким поверхностным давлением. Таким образом, ток, протекающий в соединяемые элементы 1a, 1b, может быть задан максимально возможно равномерным независимо от расстояния от центральной оси Y электродов.
[0070] Также проводящие электродные пластины 23a, 23b размещаются между соединяемыми элементами 1a, 1b и телами 21a, 21b электродов, и таким образом, контактное сопротивление через тела 21a, 21b электродов и электродные пластины 23a, 23b и контактное сопротивление через электродные пластины 23a, 23b и соединяемые элементы присутствует, когда ток протекает из электродов 20a, 20b в соединяемые элементы 1a, 1b. Следовательно, в результате получается конфигурация, имеющая два контактных сопротивления, подключенных последовательно, тем самым повышая полное контактное сопротивление через электроды 20a, 20b и соединяемые элементы 1a, 1b. Это повышает чувствительность контактного сопротивления к осевых силам прикрепления крепежных болтов 24 для соединяемых элементов (или модулей прикрепления), чтобы тем самым расширять диапазон регулирования контактного сопротивления.
[0071] Также на этапе S2 соединения контактное сопротивление через соединяемые элементы 1a, 1b детектируется посредством устройства 70 детектирования контактного сопротивления, и когда контактное сопротивление становится равным или меньше предварительно установленного порогового значения L2, этап S2 соединения прекращается. Таким образом, значение контактного сопротивления снижается по мере того, как продолжается соединение соединяемых поверхностей 2a, 2b, и, следовательно, завершение соединения может быть легко детектировано на основе порогового значения.
[0072] Также на этапе S2 соединения сила трения между соединяемыми элементами 1a, 1b детектируется посредством устройства 80 детектирования силы трения, и когда сила трения становится равной или превышающей предварительно установленное пороговое значение, этап S2 соединения прекращается. Таким образом, сила трения увеличивается по мере того, как продолжается соединение соединяемых поверхностей 2a, 2b, и, следовательно, завершение соединения может быть легко детектировано на основе порогового значения.
[0073] Также вибрирование соединяемых элементов 1a, 1b осуществляется посредством возвратно-поступательного движения. Таким образом, вибрирование является возможным только при условии, что плавное перемещение является возможным в одном направлении, и, следовательно, не требуется, чтобы соединяемые поверхности 2a, 2b конфигурировались как плоские поверхности, тем самым повышая гибкость формы соединяемых поверхностей 2a, 2b.
[0074] Также вибрирование соединяемых элементов 1a, 1b осуществляется посредством эпициклического движения. Таким образом, относительные движения соединяемых поверхностей 2a, 2b не прекращаются, и, следовательно, только коэффициент динамического трения становится активным, а коэффициент трения становится установившимся, что, в свою очередь, приводит к плавной вибрации в ходе вибрирования и тем самым обеспечивает возможность равномерного истирания соединяемых поверхностей 2a, 2b.
[0075] Также общее количество тепла, подводимое к соединяемым поверхностям 2a, 2b, сформированное посредством резистивного нагрева, превышает общее количество тепла, подводимое к соединяемым поверхностям 2a, 2b, сформированное посредством фрикционного нагрева, сформированного посредством вибрирования. Таким образом, давление, требуемое для вызываемого вибрацией нагрева, может быть уменьшено, и соединяемые поверхности 2a, 2b соединяемых элементов 1a, 1b, даже в случае большой площади или сложной формы, могут быть соединены. Также, сила вибрирования вибрационного устройства 50 и давление прижимного устройства 40 могут быть низкими, и, следовательно, прижимное устройство 40 и вибрационное устройство 50 могут иметь небольшой размер, чтобы тем самым достигать простой и компактной конфигурации аппаратной установки 10 соединения.
[0076] Согласно аппаратной установке 10 соединения для проводящих элементов согласно первому варианту осуществления, аппаратная установка 10 соединения включает в себя устройство 60 управления для управления устройством 30 подачи тока и вибрационным устройством 50 таким образом, чтобы выполнять вибрационный и резистивный нагрев посредством подачи тока в электроды 20a, 20b при вибрировании пары соединяемых элементов 1a, 1b. Таким образом, давление и вибрация воздействуют на участки с высоким поверхностным давлением соединяемых элементов 1a, 1b, нагретые посредством резистивного нагрева, чтобы тем самым приводить к истиранию и пластическому течению, и, следовательно, снижению поверхностного давления участков c высоким поверхностным давлением и таким образом варьировать местоположения концентрации тока в зависимости от текущего момента времени. Таким образом, соединяемые поверхности 2a, 2b равномерно нагреваются, чтобы тем самым предоставлять равномерное соединение соединяемых поверхностей 2a, 2b по всей площади, а также предоставлять соединение поверхностей достижения с низкой степенью механической деформации.
[0077] Также перед вибрационным и резистивным нагревом, устройство 60 управления управляет устройством 30 подачи тока и вибрационным устройством 50 таким образом, чтобы выполнять предварительное вибрирование без подвергания соединяемых элементов 1a, 1b резистивному нагреву. Таким образом, соединяемые поверхности 2a, 2b нагреваются посредством тепла при трении и подвергаются истиранию и пластическому течению, чтобы таким образом обеспечивать возможность равномерного поверхностного давления между соединяемыми поверхностями 2a, 2b.
[0078] Также при предварительном вибрировании, когда контактное сопротивление, детектированное посредством устройства 70 детектирования контактного сопротивления, становится равным или меньше предварительно установленного порогового значения L1, устройство 60 управления начинает вибрационный и резистивный нагрев. Таким образом, обработка может переходить к этапу S2 соединения после того, как контактное сопротивление становится равномерным.
[0079] Также при вибрационном и резистивном нагреве, устройство 60 управления увеличивает давление прижимного устройства 40 с прохождением времени соединения. Таким образом, уменьшение количества тепла, сформированного посредством резистивного нагрева, и увеличение количества тепла, сформированного посредством вибрирования, может легко достигаться просто посредством регулирования прижимного устройства 40.
[0080] Также аппаратная установка 10 соединения включает в себя крепежные болты 24 для соединяемых элементов (или средство регулирования путей тока) для варьирования путей тока в соединяемых элементах 1a, 1b. Это исключает необходимость предоставления нескольких трансформаторов для целей предотвращения тока шунтирования и тем самым предоставляет достижение простой конфигурации установки. Также, равномерное соединение поверхностей может достигаться посредством регулирования контактного сопротивления через соединяемые поверхности 2a, 2b.
[0081] Также средство регулирования путей тока включает в себя два или более крепежных болта 24 для соединяемых элементов (или модулей прикрепления), которые прикрепляют соединяемые элементы 1a, 1b к электродам 20a, 20b, соответственно, посредством осевых сил. Таким образом, контактное сопротивление через соединяемые поверхности 2a, 2b может регулироваться посредством отдельного варьирования осевых сил прикрепления, и таким образом, контактное сопротивление может легко регулироваться.
[0082] Также при вибрационном и резистивном нагреве, когда контактное сопротивление, детектированное посредством устройства 70 детектирования контактного сопротивления, становится равным или меньше предварительно установленного порогового значения L2, устройство 60 управления прекращает вибрационный и резистивный нагрев. Таким образом, значение контактного сопротивления снижается по мере того, как продолжается соединение соединяемых поверхностей 2a, 2b, и, следовательно, завершение соединения может быть легко определено на основе порогового значения.
[0083] Также при вибрационном и резистивном нагреве, когда сила трения, детектированная посредством устройства 80 детектирования силы трения, становится равной или превышающей предварительно установленное пороговое значение, устройство 60 управления прекращает вибрационный и резистивный нагрев. Таким образом, сила трения увеличивается по мере того, как продолжается соединение соединяемых поверхностей 2a, 2b, и, следовательно, завершение соединения может быть легко детектировано на основе порогового значения.
[0084] Также вибрирование посредством вибрационного устройства 50 является возвратно-поступательным движением. Таким образом, вибрирование является возможным только при условии, что плавное перемещение является возможным в одном направлении, и, следовательно, не требуется, чтобы соединяемые поверхности 2a, 2b конфигурировались как плоские поверхности, тем самым повышая гибкость формы соединяемых поверхностей 2a, 2b.
[0085] Также вибрирование посредством вибрационного устройства 50 является эпициклическим движением. Таким образом, относительные движения соединяемых поверхностей 2a, 2b не прекращаются, и, следовательно, только коэффициент динамического трения становится активным, а коэффициент трения становится установившимся, что, в свою очередь, приводит к плавной вибрации в ходе вибрирования и тем самым обеспечивая возможность равномерного истирания соединяемых поверхностей 2a, 2b.
[0086] Также устройство 60 управления управляет, по меньшей мере, одним из устройства 30 подачи тока, вибрационного устройства 50 и прижимного устройства 40 таким образом, что общее количество тепла, подводимое к соединяемым элементам 1a, 1b, сформированное посредством резистивного нагрева, превышает общее количество тепла, подводимое к соединяемым элементам 1a, 1b, сформированное посредством фрикционного нагрева, сформированного посредством вибрирования. Таким образом, давление, требуемое для вызываемого вибрацией нагрева, может быть уменьшено, и соединяемые поверхности 2a, 2b соединяемых элементов 1a, 1b, даже в случае большой площади или сложной формы, могут быть соединены. Также сила вибрирования вибрационного устройства 50 и давление прижимного устройства 40 могут быть низкими, и, следовательно, прижимное устройство 40 и вибрационное устройство 50 могут иметь небольшой размер, чтобы тем самым достигать простой и компактной конфигурации аппаратной установки 10 соединения.
[0087] В этой связи форма соединяемого элемента не ограничена при условии, что соединяемые элементы могут вибрировать с соединяемыми поверхностями в контакте. Например, фиг. 8-10 иллюстрируют поперечные сечения соединяемых элементов в качестве других примеров около их соединяемых поверхностей, и неконтактирующая часть 4c может формироваться в круговом поперечном сечении, как проиллюстрировано на фиг. 8. В этой связи, ссылка с номером 20b обозначает электрод.
[0088] Также неконтактирующие части 4d, 4e могут иметь форму двойной трубки с круговым поперечным сечением, как проиллюстрировано на фиг. 9(A), или неконтактирующие части 4f, 4g могут иметь форму двойной трубки с прямоугольным поперечным сечением, как проиллюстрировано на фиг. 9(B). Также конструкция трубок может состоять из трех или более трубок, и конфигурация в поперечном сечении может иметь формы, отличные от прямоугольной и круглой форм.
[0089] Также, как проиллюстрировано на фиг. 10(A) и 10(B), не обязательно требуется, чтобы формировалась неконтактирующая часть, и конфигурация в поперечном сечении может иметь прямоугольную, круглую или другие формы. Также, как проиллюстрировано на фиг. 11, неконтактирующая часть 4h может формироваться в трубчатом теле таким образом, что предоставляется сплошной сердечник 8, расположенный на выносной линии от центральной оси Y электрода. Также, как проиллюстрировано на фиг. 12, конфигурация может быть такой, что две неконтактирующие части 4i, 4j размещаются рядом, и стенка 9 между двумя неконтактирующими частями 4i, 4j формируется на выносной линии от центральной оси Y электрода. В этой связи в форме, проиллюстрированной на фиг. 12, три или более неконтактирующих части могут размещаться рядом, и стенка 9 не ограничена присутствием на выносной линии от центральной оси Y электрода.
[0090] В этой связи осевые части 26a, 26b и крепежные части 27a, 27b могут быть сконфигурированы отдельно.
[0091] Второй вариант осуществления
Как проиллюстрировано на фиг. 15, аппаратная установка 100 соединения согласно второму варианту осуществления настоящего изобретения отличается от аппаратной установки 10 соединения согласно первому варианту осуществления тем, что предоставляются несколько первых электродов 103a, 103b, 103c (или модулей ввода тока) для соединяемого элемента 101a, и может управляться величина тока каждого электрода для соединяемого элемента 101a.
[0092] Как проиллюстрировано на фиг. 13, аппаратная установка 100 соединения включает в себя пару из первого электрода 103 и второго электрода 104, которые контактируют с парой соединяемых элементов 101a, 101b, соответственно (в дальнейшем в этом документе, первый электрод и второй электрод иногда называются просто электродами), устройство 105 подачи тока (или средство подачи тока) для подачи тока в электроды 103, 104 и прижимное устройство 106 (или прижимное средство) для прижатия электродов 103, 104 к соединяемым элементам 101a, 101b в направлении Z соединяемых поверхностей (т.е. в направлении, ортогональном к соединяемым поверхностям). Дополнительно, аппаратная установка 100 соединения включает в себя вибрационное устройство 107 (или средство плавного перемещения) для плавного перемещения соединяемого элемента 101a и устройство 108 управления (или средство управления) для управления устройствами 105, 106, 107. По меньшей мере, один из электродов 103, 104 (например, электрод 103 во втором варианте осуществления) предоставляется в форме нескольких разделенных электродов.
[0093] Хотя соединяемые элементы 101a, 101b изготавливаются из алюминия (Al), соединяемые элементы 101a, 101b являются применимыми без конкретных ограничений при условии, что они изготавливаются из проводящего материала. Также, соединяемые элементы 101a, 101b являются применимыми для соединения различных материалов, таких как алюминий (Al) и железо (Fe) и алюминий (Al) и магний (Mg).
[0094] Эвтектический материал 101c в форме фольги, изготовленной из материала с возможностью эвтектической реакции, который подвергается эвтектической реакции с соединяемыми элементами 101a, 101b, размещается между парой соединяемых элементов 101a, 101b. Предпочтительно, эвтектический материал 101c формируется в совпадающей форме с соединяемыми поверхностями 102a, 102b. Когда соединяемые элементы 101a, 101b изготавливаются из алюминия, цинк (Zn), кремний (Si), медь (Cu), олово (Sn), серебро (Ag), никель (Ni) и т.п., которые подвергаются эвтектической реакции с алюминием, доступны для эвтектического материала 101c. В этой связи, любой материал может быть использован вместо эвтектического материала 101c при условии, что материал изменяется на жидкую фазу при более низкой температуре, чем точка плавления, по меньшей мере, одного из соединяемых элементов 101a, 101b. Предпочтительно, эвтектический материал 101c имеет толщину, например, 10-100 мкм; тем не менее, толщина не ограничена этим и также может быть равномерной или варьироваться согласно части.
[0095] Прижимное устройство 106 представляет собой устройство для прижатия пары соединяемых элементов 101a, 101b в направлении Z соединяемых поверхностей через электроды 103, 104 и имеет гидравлический цилиндр и т.п. (например, встроенный). Прижимное устройство 106 подключается к устройству 108 управления и выполнено с возможностью допускать произвольное управление приложенным давлением.
[0096] Вибрационное устройство 107 представляет собой устройство для плавного перемещения одного соединяемого элемента 101a в направлении X вдоль соединяемых поверхностей 102a, 102b (т.е. в направлении, ортогональном к нормали к соединяемым поверхностям). Аппаратная установка 100 соединения включает в себя держатель 109 (или удерживающий элемент) для удерживания верхнего соединяемого элемента 101a с возможностью перемещения вдоль направления X и крепежный модуль 111 (или удерживающий элемент) для крепления нижнего соединяемого элемента 101b, и вибрационное устройство 107 осуществляет плавное перемещение соединяемого элемента 101a через держатель 109. Держатель 109 и крепежный модуль 111 выступают в качестве позиционирующих элементов для точного позиционирования относительных позиций соединяемого элемента 101a и соединяемого элемента 101b. Вибрационное устройство 107 включает в себя детектор 107a смещения для детектирования смещения плавно перемещающегося соединяемого элемента 101a. Детектор 107a смещения представляет собой, например, датчик смещения или кодовый позиционный датчик для детектирования смещения.
[0097] Хотя ультразвуковая вибрация, электромагнитная вибрация, гидравлическая вибрация, вибрация от кулачкового механизма и т.п., например, являются применимыми для механизма вибрационного устройства 107, механизм не ограничен этим при условии, что вибрирование является возможным. Вибрационное устройство 107 подключается к устройству 108 управления и выполнено с возможностью допускать произвольное управление частотой вибрации, амплитудой вибрации, силой вибрирования и т.п.
[0098] Устройство 105 подачи тока представляет собой устройство, допускающее подачу постоянного тока или переменного тока в электроды 103, 104, и подключается к устройству 108 управления и выполнено с возможностью допускать произвольное управление значением тока и значением напряжения.
[0099] Устройство 108 управления представляет собой электронный компьютер, который выполняет централизованное управление для прижимного устройства 106, вибрационного устройства 107 и устройства 105 подачи тока. Устройство 108 управления включает в себя процессор, модуль хранения, модуль ввода и модуль вывода. Программа для того, чтобы полностью управлять аппаратной установкой 100 соединения, сохраняется в модуле хранения, и программа выполняется посредством процессора, чтобы таким образом инструктировать аппаратной установке 100 соединения выполнять соединение соединяемых элементов 101a, 101b.
[0100] В этой связи устройства могут вручную приводиться в действие без предоставления устройства 108 управления.
[0101] Также, электроды 103, 104 не обязательно ограничены контактированием напрямую с соединяемыми элементами 101a, 101b, а могут контактировать с ними, например, с другими проводящими элементами в промежутке.
[0102] Также, предоставление эвтектического материала 101c не обязательно требуется. Также, может быть использован общий твердый припой или припой вместо эвтектического материала 101c.
[0103] Также, хотя прижимное устройство 106 проиллюстрировано на фиг. 13 как предоставляемое на стороне первого электрода 103, прижимное устройство 106 может предоставляться на стороне второго электрода 104 или может предоставляться на обеих сторонах. Также, хотя прижимное устройство 106 прижимает соединяемые элементы 101a, 101b с электродами 103, 104 между ними, прижимное устройство 106 может быть выполнено с возможностью непосредственно прижимать соединяемые элементы 101a, 101b без размещения электродов 103, 104 между ними. В этом случае другие прижимные устройства для прижатия соединяемых элементов 101a, 101b предоставляются в дополнение к прижимному устройству 106 для прижатия электродов 103, 104.
[0104] Также вибрационное устройство 107 может быть выполнено с возможностью вызывать вибрацию в соединяемом элементе 101b, а не в соединяемом элементе 101a, или может быть выполнено с возможностью вызывать вибрацию в обоих соединяемых элементах 101a, 101b.
[0105] Далее описывается способ для соединения соединяемых элементов 101a, 101b посредством использования аппаратной установки 100 соединения согласно блок-схеме последовательности операций способа по фиг. 14.
[0106] Во-первых, как проиллюстрировано на фиг. 13, эвтектический материал 101c размещается между соединяемыми элементами 101a, 101b, которые должны быть соединены друг с другом, и соединяемые элементы 101a, 101b удерживаются между электродами 103, 104. Соединяемый элемент 101b крепится к крепежному модулю 111, и соединяемый элемент 101a удерживается на держателе 109 таким образом, что он допускает вибрирование.
[0107] Затем прижимное устройство 106 прижимает соединяемые элементы 101a, 101b друг к другу при предварительно установленном давлении. Предпочтительно, давление, приложенное посредством прижимного устройства 106, регулируется до порядка 2-10 МПа, например, посредством устройства 108 управления; тем не менее, давление не ограничено этим.
[0108] Затем, вибрационное устройство 107 приводится в действие посредством устройства 108 управления, чтобы таким образом вызывать вибрацию и плавно перемещать соединяемый элемент 101a в направлении вдоль соединяемых поверхностей 102a, 102b (на предварительном этапе S11 плавного перемещения). Частота вибрации и амплитуда вибрации не ограничены конкретным образом; тем не менее, в качестве примера, предпочтительно, чтобы амплитуда вибрации составляла порядка 100-1000 мкм, и предпочтительно, чтобы частота вибрации составляла порядка 10-100 Гц.
[0109] Когда выполняется предварительный этап S11 плавного перемещения для осуществления плавного перемещения при приложении давления, как описано выше, соединяемые поверхности 102a, 102b плавно перемещаются и нагреваются посредством теплообразования при трении, чтобы таким образом размягчать материал, и тем самым соединяемые поверхности 102a, 102b подвергаются пластическому течению при подвергании истиранию, чтобы таким образом обеспечивать определенную равномерность поверхностного давления между соединяемыми поверхностями 102a, 102b. Дополнительно, предварительный этап S11 плавного перемещения удаляет оксидную пленку на поверхности алюминия, чтобы таким образом уменьшать изменения контактного сопротивления вследствие разностей в толщине пленки, тем самым достигая эффекта подавления изменений количества тепла, сформированного посредством резистивного нагрева на следующем этапе. Следовательно, технологическая обработка, включающая в себя обезжиривание поверхностей соединяемых элементов 101a, 101b, изготовленных из алюминия, и дополнительно, удаление оксидных пленок на поверхностях посредством очистки проволочными щетками до соединения, становится необязательной, приводя к улучшению обрабатываемости. В этой связи, конечно, очистка или другая технологическая обработка может быть выполнена перед предварительным этапом S11 плавного перемещения.
[0110] После предварительного этапа S11 плавного перемещения выполняется первый этап S12 соединения. На первом этапе S12 соединения первый электрод 103 и второй электрод 104 приводятся в контакт с соединяемыми элементами 101a, 101b, соответственно, и ток подается между первым электродом 103 и вторым электродом 104 посредством устройства 105 подачи тока, в то время как поддерживается плавное перемещение посредством вибрационного устройства 107. Таким образом, соединяемые элементы 101a, 101b нагреваются посредством использования так фрикционного нагрева, так и резистивного нагрева в комбинации. На первом этапе S12 соединения участки c высоким поверхностным давлением соединяемых поверхностей 102a, 102b, в которых концентрируется ток, нагреваются посредством подвергания действию существенного резистивного нагрева, чтобы таким образом заставлять счищаться оксидные пленки соединяемых поверхностей 102a, 102b. Дополнительно, приложенное давление и плавное перемещение воздействуют на участки c высоким поверхностным давлением, нагретые посредством резистивного нагрева, чтобы тем самым приводить к пластическому течению и диффузии материалов, а также к истиранию участков c высоким поверхностным давлением и таким образом варьировать местоположения концентрации тока в зависимости от текущего момента времени. Таким образом, электрический ток распределяется так, что соединяемые поверхности 102a, 102b равномерно нагреваются.
[0111] После первого этапа S12 соединения выполняется второй этап S13 соединения. На втором этапе S13 соединения, в то время как подача тока посредством устройства 105 подачи тока уменьшается, тепло при трении увеличивается посредством увеличения давления, приложенного посредством прижимного устройства 106. Это уменьшает количество тепла, сформированное посредством резистивного нагрева, и тем самым осуществляет переход к процессу ускорения интеграции материалов посредством плавного перемещения размягченных материалов с тем, чтобы расшевеливать и смешивать их. В этой связи, подача тока посредством устройства 105 подачи тока в конечном счете прекращается. Также увеличение тепла при трении может достигаться посредством управления вибрационным устройством 107.
[0112] Хотя вибрационное устройство 107 останавливается непосредственно перед окончанием второго этапа S13 соединения, вибрационное устройство 107 в конечном счете позиционирует соединяемые элементы 101a, 101b в требуемых позициях, чтобы соединять соединяемые элементы 101a, 101b в требуемых относительных позициях. В это время, соединяемые элементы 101a, 101b удерживаются посредством держателя 109 и крепежного модуля 111 в качестве позиционирующих элементов, и таким образом, соединяемый элемент 101a и соединяемый элемент 101b могут точно позиционироваться посредством управления вибрационным устройством 107. Вибрационное устройство 107 может включать в себя сервомеханизм, который выполняет управление с обратной связью для источника вибраций (например, сервомотор и т.д.) на основе сигнала смещения, измеряемого посредством детектора 107a смещения, чтобы таким образом достигать более точного позиционирования относительных смещений соединяемого элемента 101a и соединяемого элемента 101b. Средство управления для выполнения управления с обратной связью может предоставляться в вибрационном устройстве 107 или может предоставляться в устройстве 108 управления. В этой связи, точность позиционирования снижается, когда давление, приложенное посредством прижимного устройства 106, является высоким, и, следовательно, давление, приложенное посредством прижимного устройства 106, может быть уменьшено до остановки вибрационного устройства 107. Уменьшение давления, приложенного посредством прижимного устройства 106, приводит к повышению точности позиционирования соединяемых элементов 101a, 101b, и таким образом, вибрационное устройство 107 может останавливаться с соединяемыми элементами 101a, 101b в требуемых относительных позициях. В этой связи, могут отдельно предоставляться другие конфигурации для позиционирования соединяемых элементов 101a, 101b.
[0113] После второго этапа S13 соединения выполняется этап S14 охлаждения. На этапе S14 охлаждения устройство 108 управления останавливает вибрационное устройство 107 и устройство 105 подачи тока и увеличивает давление, приложенное посредством прижимного устройства 106. Затем, когда предварительно установленное время истекло, определяется, что охлаждение завершается, и приложение давления посредством прижимного устройства 106 заканчивается. Альтернативно, после того, как входной сигнал в устройство 108 управления из термометра (не проиллюстрирован), который измеряет температуру соединяемых элементов 101a, 101b, становится равным или меньше предварительно определенного значения, устройство 108 управления может определять то, что охлаждение завершается, и заканчивать приложение давления посредством прижимного устройства 106. Затем, электроды 103, 104 извлекаются, и соединенные соединяемые элементы 101a, 101b вынимаются из установки. Таким образом, соединение соединяемых элементов 101a, 101b завершается.
[0114] Соединенная за счет диффузии поверхность, соединенная посредством диффузии материала соединяемых элементов 101a, 101b, соединенная за счет пластического течения поверхность, соединенная посредством пластического течения материала соединяемых элементов 101a, 101b, и соединенная за счет размещения промежуточного слоя поверхность, соединенная с помощью эвтектического материала 101c, размещенного в промежутке, смешиваются и формируются на соединенной граничной поверхности соединяемых элементов 101a, 101b, соединенных посредством способа соединения второго варианта осуществления.
[0115] На первом этапе S12 соединения и втором этапе S13 соединения, эвтектический материал 101c изменяется на жидкую фазу при низкой точке плавления посредством эвтектической реакции, чтобы таким образом ускорять взаимную диффузию соединяемых элементов 101a, 101b или взаимную диффузию эвтектического материала 101c в соединяемые элементы 101a, 101b. Дополнительно, эвтектический материал 101c выполняет функцию подавления повторного окисления соединяемых поверхностей 102a, 102b посредством прекращения подачи кислорода и, следовательно, обеспечивает возможность соединения с низким подводимым теплом за короткое время в воздушной среде и тем самым упрощает серийное производство.
[0116] Способ соединения второго варианта осуществления использует плавное перемещение и резистивный нагрев в комбинации для соединения. Без необходимости прикладывать высокое давление к соединяемым поверхностям 102a, 102b, следовательно, местоположения концентрации тока варьируются, и равномерный нагрев становится возможным, и соединяемые поверхности 102a, 102b, даже в случае большой площади или сложной формы, могут быть соединены, и, кроме того, может достигаться равномерное соединение поверхностей с низкой степенью механической деформации. Также соединяемые поверхности 102a, 102b расплавляются и соединяются только на поверхностных слоях. Таким образом, время нагрева может быть уменьшено, и дополнительно, даже если литое изделие изготовлено из материала, содержащего газ, нагрев с меньшей вероятностью приводит к расширению или выбросу газа в материале, так что может достигаться хорошее соединение.
[0117] В этой связи, хотя соединяемый элемент 101a вибрирует в одном направлении вдоль соединяемых поверхностей 102a, 102b, вибрирование соединяемого элемента 101a не ограничено этим при условии, что соединяемый элемент 101a выполняет относительное плавное перемещение. Соединяемый элемент 101a может вибрировать в двух направлениях вдоль соединяемых поверхностей 102a, 102b, например, эпициклическое движение и т.п.
[0118] Также предварительный этап S11 плавного перемещения не обязательно предоставляется и может опускаться. Также, размягчение соединяемых поверхностей 102a, 102b посредством резистивного нагрева посредством подачи тока в электроды 103, 104 посредством устройства 105 подачи тока, а не посредством плавного перемещения, осуществляемого посредством вибрационного устройства 107, может быть выполнено вместо предварительного этапа S11 плавного перемещения или до предварительного этапа S11 плавного перемещения. Также, первый этап S12 соединения и второй этап S13 соединения могут быть выполнены в качестве одного этапа соединения; в частности, подача тока уменьшается между первым этапом S12 соединения и вторым этапом S13 соединения, при этом, с другой стороны, приложенное давление не увеличивается между ними. Также этап S14 охлаждения не обязательно предоставляется и может опускаться.
[0119] Далее описывается конкретная конфигурация аппаратной установки 100 соединения согласно второму варианту осуществления. Как проиллюстрировано на фиг. 15, аппаратная установка 100 соединения включает в себя несколько (три, в качестве примера во втором варианте осуществления) первых электродов 103a, 103b, 103c в качестве первого электрода 103 для подачи тока в соединяемый элемент 101a, который должен плавно перемещаться. В этой связи, существует только один второй электрод 104 для подачи тока в соединяемый элемент 101b. Первые электроды 103a, 103b, 103c для подачи тока в соединяемый элемент 101a превосходят по числу второй электрод 104 для подачи тока в соединяемый элемент 101b, и общая площадь контакта первого электрода 103 с соединяемым элементом 101a превышает общую площадь контакта второго электрода 104 с соединяемым элементом 101b. Таким образом, плотность тока первых электродов 103a, 103b, 103c ниже плотности тока второго электрода 104. Следовательно, плавное перемещение соединяемого элемента 101a может уменьшать истирание или оплавление первых электродов 103a, 103b, 103c и соединяемого элемента 101a в ходе плавного перемещения первых электродов 103a, 103b, 103c и соединяемого элемента 101a, по сравнению с плавным перемещением соединяемого элемента 101b.
[0120] Затем первый модуль 112a регулирования тока, второй модуль 112b регулирования тока и третий модуль регулирования 112c тока, управляемые посредством устройства 108 управления, подключаются к первым электродам 103a, 103b, 103c, соответственно (в дальнейшем в этом документе, первый модуль регулирования тока, второй модуль регулирования тока и третий модуль регулирования тока называются просто модулями регулирования тока). Затем устройство 108 управления управляет модулями 112a, 112b, 112c регулирования тока, чтобы таким образом обеспечивать возможность управления величиной тока, подаваемого в первые электроды 103a, 103b, 103c, соответственно. Хотя трансформаторы регулируемого напряжения, например, используются в качестве модулей 112a, 112b, 112c регулирования тока, могут быть использованы переменные резисторы.
[0121] Также путь, через который протекает ток из устройства 105 подачи тока в первые электроды 103a, 103b, 103c, содержит вольтметр 113, допускающий измерение напряжения устройства 105 подачи тока, и дополнительно содержит первый амперметр 114a, второй амперметр 114b и третий амперметр 114c, допускающие измерение величины тока, протекающего в первые электроды 103a, 103b, 103c, соответственно (в дальнейшем в этом документе, первый амперметр, второй амперметр и третий амперметр иногда называются просто амперметрами).
[0122] Затем измерительные сигналы из вольтметра 113 и амперметров 114a, 114b, 114c вводятся в устройство 108 управления. Следовательно, устройство 108 управления может вычислять значение контактного сопротивления через соединяемые поверхности 102a, 102b в трех путях K1, K2, K3 тока из первых электродов 103a, 103b, 103c во второй электрод 104, из измеренных результатов, полученных посредством вольтметра 113 и амперметров 114a, 114b, 114c, и величины регулирования модулей 112a, 112b, 112c регулирования тока.
[0123] В частности, в случае, например, пути K1 тока из первого электрода 103a во второй электрод 104, напряжение в первом пути K1 тока может быть вычислено из напряжения, измеряемого посредством вольтметра 113, и напряжения первого модуля 112a регулирования тока, и значение полного сопротивления в первом пути K1 тока может быть вычислено посредством деления вычисленного значения на значение тока, определенное посредством первого амперметра 114a. Значение полного сопротивления включает в себя значение контактного сопротивления через соединяемые поверхности 102a, 102b, значение сопротивления в самих соединяемых элементах 101a, 101b, значение контактного сопротивления через первый электрод 103a и соединяемый элемент 101a и значение контактного сопротивления через второй электрод 104 и соединяемый элемент 101b, и отношение значения контактного сопротивления через соединяемые поверхности 102a, 102b к значению полного сопротивления варьируется согласно давлению и т.п. Следовательно, например, справочная таблица может быть подготовлена заранее посредством эксперимента, анализа и т.п., чтобы таким образом вычислять значение контактного сопротивления через соединяемые поверхности 102a, 102b из вычисленного значения полного сопротивления согласно измеренному режиму.
[0124] Таким же образом, значения контактного сопротивления через соединяемые поверхности 102a, 102b во втором и третьем путях K2, K3 тока могут быть вычислены из напряжения, измеряемого посредством вольтметра 113, и напряжений второго и третьего модулей 112b, 112c регулирования тока, и значений тока, определенных посредством второго и третьего амперметров 114b, 114c. Таким образом, вольтметр 113, амперметры 114a, 114b, 114c, модули 112 регулирования тока и устройство 108 управления выступают в качестве детектора контактного сопротивления, чтобы вычислять значение контактного сопротивления через соединяемые поверхности 102a, 102b. В этой связи детектор контактного сопротивления не ограничен вышеописанной конфигурацией и может быть сконструирован надлежащим образом при условии, что детектор контактного сопротивления может детектировать значение контактного сопротивления через соединяемые поверхности 102a, 102b соединяемых элементов 101a, 101b.
[0125] Затем на первом этапе S12 соединения, как проиллюстрировано на фиг. 16, равномерность в контактном поверхностном давлении между соединяемыми поверхностями 102a, 102b определяется из значения контактного сопротивления, детектированного посредством детектора контактного сопротивления (на этапе S21). Определение может выполняться следующим образом: например, когда разность между определенными значениями контактного сопротивления через соединяемые поверхности 102a, 102b в путях K1, K2, K3 тока попадает в предварительно установленный диапазон пороговых значений, устройство 108 управления определяет то, что контактное поверхностное давление является равномерным; с другой стороны, когда разность выходит за пределы диапазона пороговых значений, устройство 108 управления определяет то, что контактное поверхностное давление является неравномерным. В этой связи пороговое значение может задаваться на основе эксперимента, анализа и т.п.
[0126] Когда определяется, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является равномерным, модули 112a, 112b, 112c регулирования тока управляются таким образом, что величина тока электрода на относительно меньшем расстоянии от центра тяжести соединяемых поверхностей 102a, 102b становится меньшей (на этапе S22). Во втором варианте осуществления первый электрод 103a находится ближе к центру тяжести соединяемых поверхностей 102a, 102b, чем первые электроды 103b, 103c, и, следовательно, устройство 108 управления управляет, по меньшей мере, одним из модулей 112a, 112b, 112c регулирования тока таким образом, что значение тока первого электрода 103a меньше значений тока других первых электродов 103b, 103c. Это уменьшает величину тока около центра тяжести соединяемых поверхностей 102a, 102b, в котором токи из нескольких электродов с большой вероятностью накладываются друг на друга, и тем самым обеспечивает большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b. В этой связи, величина регулирования модулей 112a, 112b, 112c регулирования тока может задаваться на основе эксперимента, анализа и т.п.
[0127] Когда определяется, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является неравномерным, по меньшей мере, один из модулей 112a, 112b, 112c регулирования тока управляется так, что величина тока первого электрода 103 около участков с более высоким контактным поверхностным давлением, или эквивалентно, первого электрода 103, в котором контактное поверхностное давление между соединяемыми поверхностями 102a, 102b определяется как более высокое, меньше величины тока других первых электродов 103 (на этапе S23). Это уменьшает величину тока, проходящего через участки c высоким поверхностным давлением, в которых возникает концентрация тока, и тем самым обеспечивает большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b. В этой связи, величина регулирования модулей 112a, 112b, 112c регулирования тока может задаваться на основе эксперимента, анализа и т.п.
[0128] Когда первый этап S12 соединения завершается, обработка возвращается ко второму этапу S13 соединения, проиллюстрированному на фиг. 14.
[0129] В этой связи конфигурация, содержащая детектор контактного сопротивления, не обязательно требуется для определения равномерности в контактном поверхностном давлении между соединяемыми элементами 101a, 101b. Следовательно, когда до соединения можно видеть, что контактное поверхностное давление между соединяемыми элементами 101a, 101b является равномерным, или когда до соединения можно видеть, что контактное поверхностное давление является неравномерным, и обнаружены участки с высоким контактным поверхностным давлением, обработка может быть выполнена следующим образом: без детектирования посредством детектора контактного сопротивления равномерности в контактном поверхностном давлении, этап S21 детектирования, проиллюстрированный на фиг. 16, опускается, и выполняется этап S22 или S23 соединения посредством регулирования модулей 112a, 112b, 112c регулирования тока.
[0130] Согласно второму варианту осуществления, предоставляется несколько путей ввода тока (т.е. первых электродов 103a, 103b, 103c) в соединяемый элемент 101a, и когда ток проходит через соединяемые элементы 101a, 101b, устройство 108 управления может управлять значением ввода тока, по меньшей мере, одного из путей ввода тока (например, трех первых электродов 103a, 103b, 103c во втором варианте осуществления). Таким образом, может управляться количество тепла, сформированное на соединяемых поверхностях 102a, 102b.
[0131] Также предоставляются несколько первых электродов 103a, 103b, 103c идентичной полярности для подачи тока в соединяемый элемент 101a, и значения ввода тока путей ввода тока управляются посредством регулирования величины тока первых электродов 103a, 103b, 103c. Таким образом, может управляться количество тепла, сформированное на соединяемых поверхностях 102a, 102b, просто посредством регулирования величины тока.
[0132] Также во втором варианте осуществления величина тока электрода (например, первого электрода 103a), из нескольких первых электродов 103a, 103b, 103c идентичной полярности, на относительно меньшем расстоянии от центра тяжести соединяемых поверхностей 102a, 102b может управляться так, что она становится относительно меньшей величины тока других электродов (например, первых электродов 103b, 103c) (см. этап S22 по фиг. 16). Следовательно, когда может определяться, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является равномерным, величина тока в центре соединяемых поверхностей 102a, 102b, в которых токи накладывают себя друг на друга, уменьшается, чтобы тем самым обеспечивать большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b.
[0133] Также во втором варианте осуществления величина тока электрода 103, из нескольких первых электродов 103a, 103b, 103c идентичной полярности, на относительно меньшем расстоянии от участков с относительно высоким контактным поверхностным давлением соединяемых поверхностей 102a, 102b может управляться так, что она становится относительно меньшей величины тока других электродов 103 (см. этап S23 по фиг. 16). Следовательно, когда может определяться, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является неравномерным, величина тока, проходящего через участки c высоким поверхностным давлением, в которых возникает концентрация тока, уменьшается, чтобы тем самым обеспечивать большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b.
[0134] Также контактное поверхностное давление между соединяемыми поверхностями 102a, 102b определяется, и величина тока первых электродов 103a, 103b, 103c может управляться на основе определенного контактного поверхностного давления. Таким образом, требуемый режим соединения для каждого из соединяемых элементов 101a, 101b может быть автоматически определен для соединения.
[0135] Также первые электроды 103a, 103b, 103c для подачи тока в соединяемый элемент 101a превосходят по числу второй электрод 104 для подачи тока в соединяемый элемент 101b и тем самым имеют большую общую площадь контакта и меньшую плотность тока. Следовательно, электрод, который контактирует с соединяемым элементом 101a, который должен плавно перемещаться, имеет более низкую плотность тока, тем самым, предоставляя уменьшение истирания или оплавления первых электродов 103a, 103b, 103c в ходе плавного перемещения первых электродов 103a, 103b, 103c и соединяемого элемента 101a.
[0136] В этой связи фиг. 17 иллюстрирует модификацию аппаратной установки соединения второго варианта осуществления; аппаратная установка соединения может включать в себя несколько (три, в качестве примера в варианте осуществления) вторых электродов 104a, 104b, 104c в качестве второго электрода 104 для подачи тока в соединяемый элемент 101b. Альтернативно, вторые электроды 104, которые контактируют с соединяемым элементом 101b, могут превосходить по числу первые электроды 103, которые контактируют с соединяемым элементом 101a. Также, первые электроды 103d, 103e, которые контактируют с соединяемым элементом 101a, и вторые электроды 104d, 104e, которые контактируют с соединяемым элементом 101b, могут быть выполнены с возможностью не совпадать друг с другом в направлении Z соединяемых поверхностей, как в случае с другой модификацией аппаратной установки соединения второго варианта осуществления, проиллюстрированного на фиг. 18 и 19. Таким образом, величина тока, протекающего между первыми электродами 103d, 103e и вторыми электродами 104d, 104e, распределяется, чтобы тем самым обеспечивать большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b.
[0137] Третий вариант осуществления
Как проиллюстрировано на фиг. 20, аппаратная установка 120 соединения согласно третьему варианту осуществления настоящего изобретения отличается от аппаратной установки 100 соединения согласно второму варианту осуществления тем, что количество тепла, сформированное в нескольких путях K1, K2, K3 тока в соединяемых элементах 101a, 101b, управляется посредством управления давлениями нескольких первых электродов 103a, 103b, 103c на соединяемый элемент 101a. В этой связи, части, имеющие функции, идентичные функциям второго варианта осуществления, указываются посредством идентичных ссылок с номерами, и описание этих частей опускается во избежание повторения.
[0138] Аналогично второму варианту осуществления, аппаратная установка 120 соединения согласно третьему варианту осуществления включает в себя нескольких (три, в качестве примера в третьем варианте осуществления) первых электродов 103a, 103b, 103c в качестве электрода 103 для подачи тока в соединяемый элемент 101a и содержит один второй электрод 104 для подачи тока в соединяемый элемент 101b. Прижимные устройства 106a, 106b, 106c по отдельности предоставляются для первых электродов 103a, 103b, 103c соответственно, и давления первых электродов 103a, 103b, 103c могут регулироваться посредством отдельного управления прижимными устройствами 106a, 106b, 106c соответственно. Несколько прижимных устройств 106a, 106b, 106c также выступают в качестве средства регулирования путей тока для регулирования путей K1, K2, K3 тока посредством варьирования контактного сопротивления через первые электроды 103a, 103b, 103c и соединяемый элемент 101a.
[0139] Путь тока, через который протекает ток из устройства 105 подачи тока в первые электроды 103a, 103b, 103c, содержит вольтметр 113, допускающий измерение напряжения устройства 105 подачи тока, и дополнительно содержит амперметры 114a, 114b, 114c, допускающие измерение величины тока, протекающего в первые электроды 103a, 103b, 103c соответственно.
[0140] Затем измерительные сигналы из вольтметра 113 и амперметров 114a, 114b, 114c вводятся в устройство 108 управления. Следовательно, устройство 108 управления может вычислять значение полного сопротивления в трех путях K1, K2, K3 тока из первых электродов 103a, 103b, 103c во второй электрод 104, из измеренных результатов, полученных посредством вольтметра 113 и амперметров 114a, 114b, 114c. Значение полного сопротивления включает в себя значение контактного сопротивления через соединяемые поверхности 102a, 102b, значение сопротивления в самих соединяемых элементах 101a, 101b, значение контактного сопротивления через первый электрод 103a и соединяемый элемент 101a и значение контактного сопротивления через второй электрод 104 и соединяемый элемент 101b, и отношение значения контактного сопротивления через соединяемые поверхности 102a, 102b соединяемых элементов 101a, 101b к значению полного сопротивления варьируется согласно давлению и т.п. Следовательно, например, справочная таблица может быть подготовлена заранее посредством эксперимента, анализа и т.п., чтобы таким образом вычислять значение контактного сопротивления через соединяемые поверхности 102a, 102b соединяемых элементов 101a, 101b из вычисленного значения полного сопротивления согласно измеренному режиму.
[0141] Таким же образом значения контактного сопротивления через соединяемые поверхности 102a, 102b во втором и третьем путях K2, K3 тока могут быть определены из значения напряжения, измеряемого посредством вольтметра 113, и значений тока, определенных посредством второго и третьего амперметров 114b, 114c. Таким образом, вольтметр 113, амперметры 114a, 114b, 114c и устройство 108 управления выступают в качестве детектора контактного сопротивления, чтобы вычислять значение контактного сопротивления через соединяемые поверхности 102a, 102b. В этой связи, детектор контактного сопротивления не ограничен конструкцией, сформированной посредством вольтметра 113, амперметров 114a, 114b, 114c и устройства 108 управления, и может быть сконструирован надлежащим образом при условии, что детектор контактного сопротивления может определять значение контактного сопротивления через соединяемые поверхности 102a, 102b соединяемых элементов 101a, 101b.
[0142] Затем на первом этапе S12 соединения, как проиллюстрировано на фиг. 21, равномерность в контактном поверхностном давлении между соединяемыми поверхностями 102a, 102b определяется из значения контактного сопротивления, детектированного посредством детектора контактного сопротивления. Определение может выполняться следующим образом: например, когда разность между определенными контактными поверхностными давлениями соединяемых поверхностей 102a, 102b попадает в предварительно установленный диапазон пороговых значений, устройство 108 управления определяет то, что контактное поверхностное давление является равномерным; с другой стороны, когда разность выходит за пределы диапазона пороговых значений, устройство 108 управления определяет то, что контактное поверхностное давление является неравномерным. В этой связи, пороговое значение может задаваться на основе эксперимента, анализа и т.п.
[0143] Когда определяется, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является равномерным, прижимные устройства 106a, 106b, 106c управляются таким образом, что давление, прикладываемое к соединяемому элементу 101a посредством электрода на относительно меньшем расстоянии от центра тяжести соединяемых поверхностей 102a, 102b, становится меньшим. В третьем варианте осуществления, первый электрод 103a находится ближе к центру тяжести соединяемых поверхностей 102a, 102b, чем первые электроды 103b, 103c, и, следовательно, давление первого электрода 103a на соединяемый элемент 101a уменьшается. Это увеличивает контактное сопротивление через первый электрод 103a и соединяемый элемент 101a и тем самым уменьшает величину тока, протекающего из первого электрода 103a в соединяемый элемент 101a. Это уменьшает величину тока около центра тяжести соединяемых поверхностей 102a, 102b, в котором токи из нескольких электродов с большой вероятностью накладываются друг на друга, и тем самым обеспечивает большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b. В этой связи, величина регулирования прижимных устройств 106a, 106b, 106c может задаваться на основе эксперимента, анализа и т.п.
[0144] Когда определяется, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является неравномерным, устройство 108 управления управляет прижимным устройством 106 так, что оно уменьшает давление прижимного устройства 106 на электрод 103 около участков с высоким контактным поверхностным давлением, или эквивалентно, на первый электрод 103, в котором значение контактного сопротивления контактных поверхностей соединяемых элементов 101a, 101b определяется как низкое. Это увеличивает контактное сопротивление через первый электрод 103a и соединяемый элемент 101a и тем самым уменьшает величину тока, протекающего из первого электрода 103a в соединяемый элемент 101a. Это уменьшает величину тока, проходящего через участки c высоким поверхностным давлением, в которых возникает концентрация тока, и тем самым обеспечивая возможность уменьшения изменений тока в соединяемых поверхностях 102a, 102b. Величина регулирования прижимных устройств 106a, 106b, 106c может задаваться на основе эксперимента, анализа и т.п.
[0145] В этой связи конфигурация, содержащая детектор контактного сопротивления, не обязательно требуется для определения равномерности в контактном поверхностном давлении между соединяемыми поверхностями 102a, 102b. В частности, когда до соединения можно видеть, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является равномерным, или когда до соединения можно видеть, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является неравномерным, и обнаружены участки с высоким контактным поверхностным давлением, обработка может быть выполнена следующим образом: без детектирования посредством детектора контактного сопротивления равномерности в контактном поверхностном давлении, этап S31 детектирования, проиллюстрированный на фиг. 21, опускается, и выполняется этап S32 или S33 регулирования модулей 112a, 112b, 112c регулирования тока.
[0146] Согласно третьему варианту осуществления значения ввода тока путей ввода тока (например, трех первых электродов 103a, 103b, 103c в третьем варианте осуществления) управляются посредством регулирования контактного поверхностного давления между первыми электродами 103a, 103b, 103c для подачи тока в соединяемый элемент 101a и соединяемый элемент 101a. Таким образом, может управляться количество тепла, сформированное на соединяемых поверхностях 102a, 102b.
[0147] Также предоставляются несколько первых электродов 103a, 103b, 103c идентичной полярности для подачи тока в соединяемый элемент 101a, и могут независимо управляться давления первых электродов 103a, 103b, 103c на контактный объект. Таким образом, может управляться количество тепла, сформированное на соединяемых поверхностях 102a, 102b.
[0148] Также в третьем варианте осуществления давление, прикладываемое к соединяемому элементу 101a (или контактному объекту) посредством электрода (например, первого электрода 103a), из нескольких первых электродов 103a, 103b, 103c идентичной полярности, на относительно меньшем расстоянии от центра тяжести соединяемых поверхностей 102a, 102b может управляться так, что оно становится относительно ниже давлений других электродов (например, первых электродов 103b, 103c) (см. этап S32 по фиг. 21). Следовательно, когда может определяться, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является равномерным, контактное сопротивление через первый электрод 103a на относительно небольшом расстоянии от центра тяжести и соединяемого элемента 101a увеличивается, чтобы таким образом уменьшать величину тока из первого электрода 103a и тем самым обеспечивать большую равномерность величины тока, проходящего через соединяемые поверхности 102a, 102b.
[0149] Также в третьем варианте осуществления давление, прикладываемое к соединяемому элементу 101a посредством первого электрода 103, из нескольких первых электродов 103a, 103b, 103c идентичной полярности, на относительно меньшем расстоянии от участков с относительно высоким контактным поверхностным давлением соединяемых поверхностей 102a, 102b может управляться так, что оно становится относительно ниже давлений других первых электродов 103 (см. этап S33 по фиг. 21). Следовательно, когда может определяться, что контактное поверхностное давление между соединяемыми поверхностями 102a, 102b является неравномерным, величина тока, проходящего через участки c высоким поверхностным давлением, в которых возникает концентрация тока, уменьшается, чтобы таким образом принудительно шунтировать ток на участки c низким поверхностным давлением, так что величина тока, проходящего через соединяемые поверхности 102a, 102b, может быть задана более равномерной.
[0150] Также контактное поверхностное давление между соединяемыми поверхностями 102a, 102b определяется, и давление первых электродов 103a, 103b, 103c может управляться на основе определенного контактного поверхностного давления. Таким образом, требуемый режим соединения для каждого из соединяемых элементов 101a, 101b может быть автоматически определен для соединения.
[0151] Хотя выше описаны варианты осуществления настоящего изобретения, следует понимать, что эти варианты осуществления являются только иллюстративными, чтобы упрощать понимание настоящего изобретения, настоящее изобретение не ограничено вариантами осуществления, и объем настоящего изобретения не ограничен конкретными техническими вопросами, раскрытыми в вышеописанных вариантах осуществления, а может охватывать различные модификации, изменения и альтернативные технологии, которые могут извлекаться из них. Например, во втором и третьем вариантах осуществления, число нескольких первых электродов 103 может составлять два либо может составлять четыре или более. Также, несколько первых электродов 103 могут иметь такую конструкцию, что они контактируют с соединяемым элементом 101a из различных направлений, а не из одного направления. Дополнительно, конструктивные элементы вышеописанных вариантов осуществления могут быть использованы в комбинации надлежащим образом. Например, средство регулирования путей тока (т.е. крепежные болты 24 для соединяемых элементов) согласно первому варианту осуществления, средство регулирования путей тока (т.е. модули 112a, 112b, 112c регулирования тока) согласно второму варианту осуществления и средству регулирования путей тока (т.е. прижимные устройства 106a, 106b, 106c) согласно третьему варианту осуществления могут быть использованы в комбинации надлежащим образом.
[0152] Эта заявка основана и притязает на приоритет предыдущей заявки на патент (Япония) № 2010-143880, поданной 24 июня 2010 года, и заявки на патент (Япония) № 2010-279811, поданной 15 декабря 2010 года, все содержимое которых содержится в данном документе по ссылке.
Промышленная применимость
[0153] Согласно способу соединения и аппаратной установке соединения согласно настоящему изобретению, соединение осуществляется посредством выполнения резистивного нагрева при плавном перемещении соединяемых элементов. Таким образом, плавное перемещение воздействует на участки c высоким поверхностным давлением, нагретые посредством резистивного нагрева, чтобы тем самым приводить к истиранию, пластическому течению и диффузии материалов, и, следовательно, к снижению поверхностного давления участков c высоким поверхностным давлением и таким образом варьировать местоположения концентрации тока в зависимости от текущего момента времени. Таким образом, соединяемые поверхности могут быть равномерно нагреты так, что соединяемые поверхности могут быть равномерно соединены по всей площади.
Список номеров ссылок
[0154] 1a, 1b, 101a, 101b - соединяемые элементы
2a, 2b, 102a, 102b - соединяемые поверхности
4a, 4b - неконтактирующие части
5 - эвтектическая фольга (материал с возможностью эвтектической реакции)
7a, 7b - позиционирующие отверстия (позиционирующие части)
14 - привод позиционирующих элементов (средство приведения в действие позиционирующих элементов)
11a, 11b - позиционирующие штифты (позиционирующие элементы)
10, 100, 120 - аппаратные установки соединения
20a, 20b - электроды (модули ввода тока, удерживающие элементы)
103, 103a, 103b, 103c, 103d, 103e - первые электроды (модули ввода тока)
104, 104a, 104b, 104c, 104d, 104e - вторые электроды
21a, 21b - тела электродов
23a, 23b - электродные пластины (модули ввода тока)
24 - крепежные болты для соединяемых элементов (средство регулирования путей тока, модули прикрепления)
25 - сквозные отверстия под болт
30, 105 - устройства подачи тока (средство подачи тока)
40, 106, 106a, 106b, 106c - прижимные устройства (прижимное средство)
50, 107 - вибрационные устройства (средство плавного перемещения)
60, 108 - устройства управления (средство управления)
70 - устройство детектирования контактного сопротивления (детектор контактного сопротивления)
80 - устройство детектирования силы трения (детектор силы трения)
101c - эвтектический материал (материал с возможностью эвтектической реакции)
109 - держатель (удерживающий элемент, позиционирующий элемент)
111 - крепежный модуль (удерживающий элемент, позиционирующий элемент)
112a, 112b, 112c - модули регулирования тока
113 - вольтметр
114a, 114b, 114c - амперметры
L1 - пороговое значение
L2 - пороговое значение
S1, S11 - этап предварительного вибрирования (предварительный этап плавного перемещения)
S2 - этап соединения
S2a, S12 - первый этап соединения
S2b, S13 - второй этап соединения
S3, S14 - этап охлаждения
X - направление вдоль соединяемых поверхностей
Y - центральная ось электродов
Z - направление соединяемых поверхностей
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭНЕРГОАККУМУЛИРУЮЩАЯ ТЕРМОРЕГУЛИРУЮЩАЯ МНОГОЦЕЛЕВАЯ ЛЕЧЕБНАЯ ОДЕЖДА | 2016 |
|
RU2676508C1 |
| СЕГМЕНТ ДЛЯ ВОССТАНОВИТЕЛЬНОЙ ТРУБЫ И СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБ | 2013 |
|
RU2618023C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДИСТОЙ ПАСТЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ВЫСОКОЙ ПЛОТНОСТИ | 2015 |
|
RU2690734C2 |
| ЭЛЕМЕНТНАЯ ПОДЛОЖКА И ГОЛОВКА ДЛЯ ВЫБРОСА ЖИДКОСТИ | 2016 |
|
RU2645565C2 |
| ДРОССЕЛЬ | 2017 |
|
RU2711516C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ НОВОЙ КОНСТРУКЦИИ | 2013 |
|
RU2581615C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГЕНЕРИРОВАНИЯ ВЫРОВНЕННОГО ПОЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2014 |
|
RU2658298C2 |
| ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ, ИМЕЮЩЕЕ УЛУЧШЕННЫЙ ПРОХОДНОЙ ЭЛЕМЕНТ | 2021 |
|
RU2823118C1 |
| ПЛАЗМЕННЫЙ ПРИБОР СО СМЕННОЙ РАЗРЯДНОЙ ТРУБКОЙ | 2015 |
|
RU2656333C1 |
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ КОНТАКТОВ | 2011 |
|
RU2543615C2 |
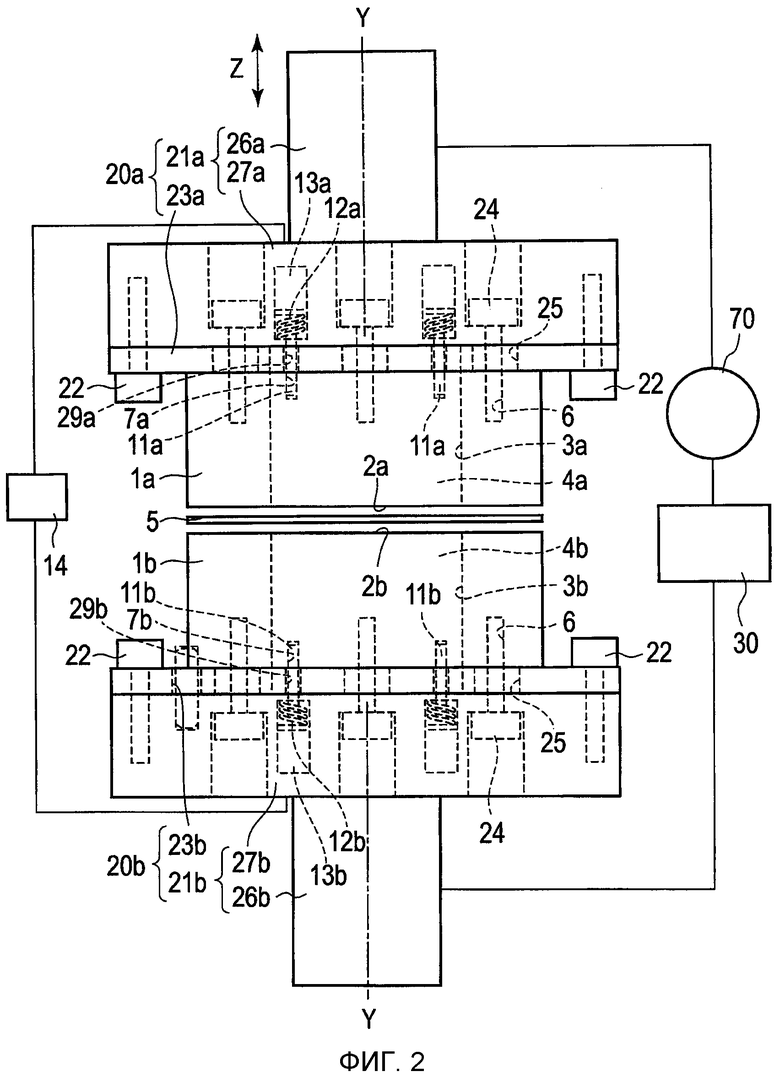



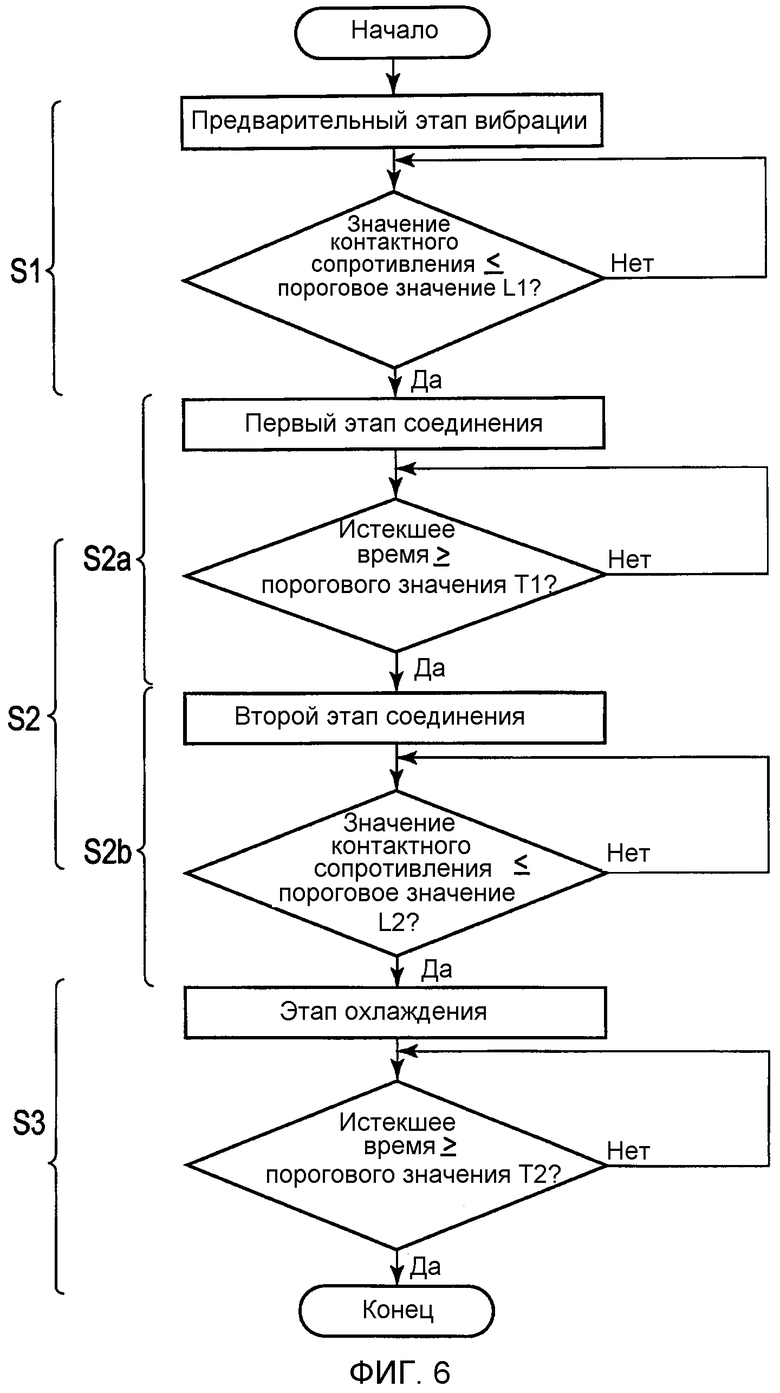



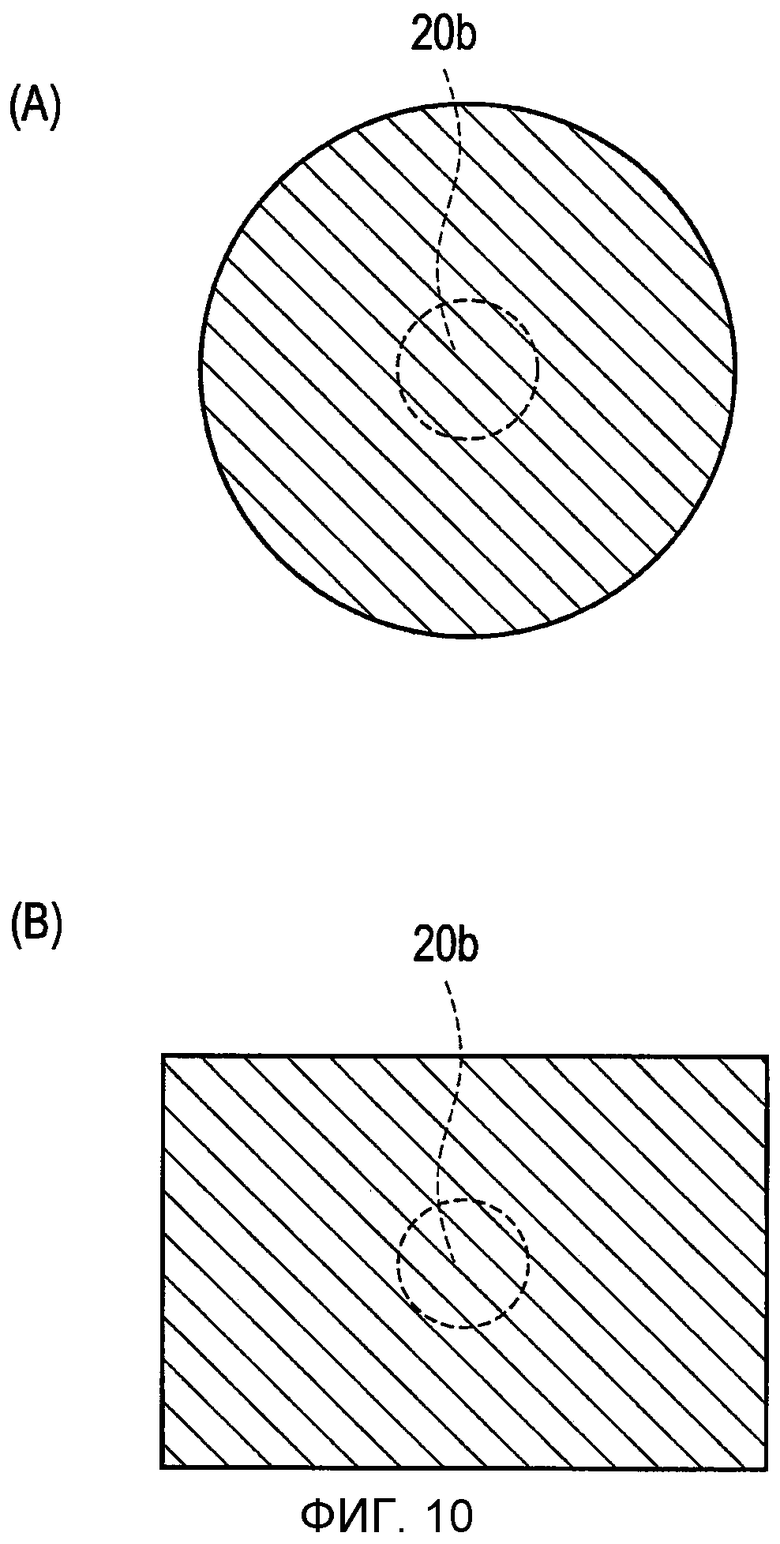
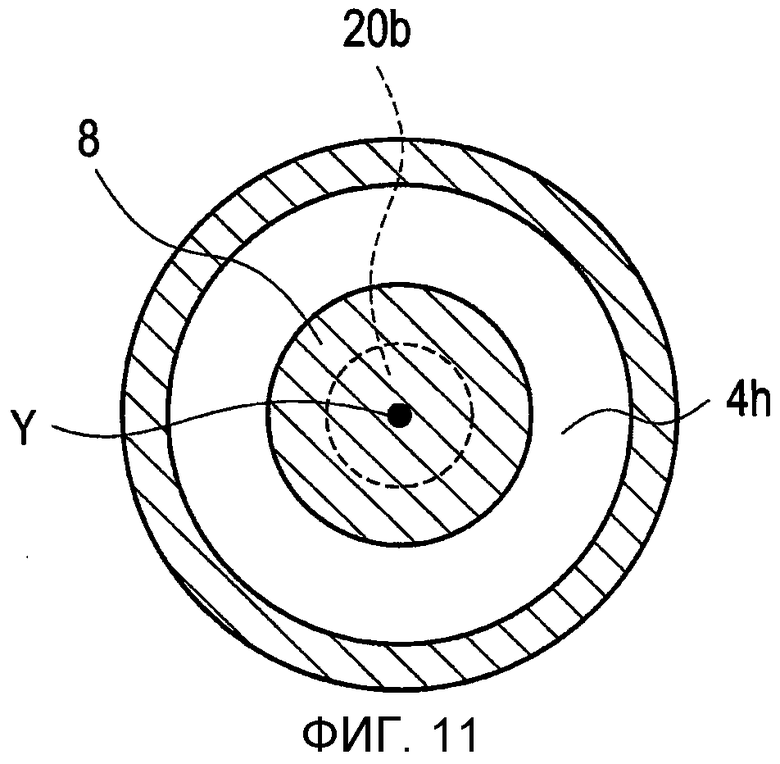



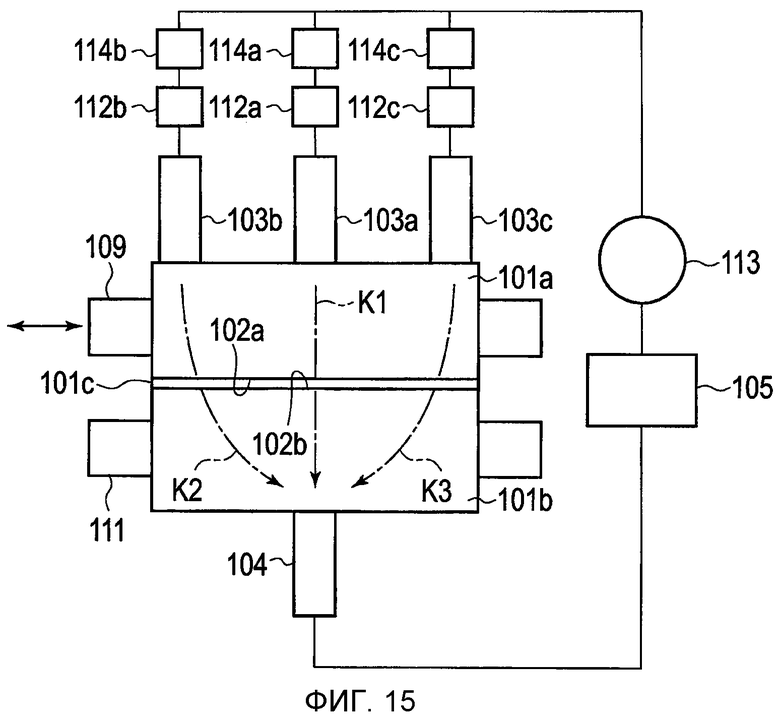
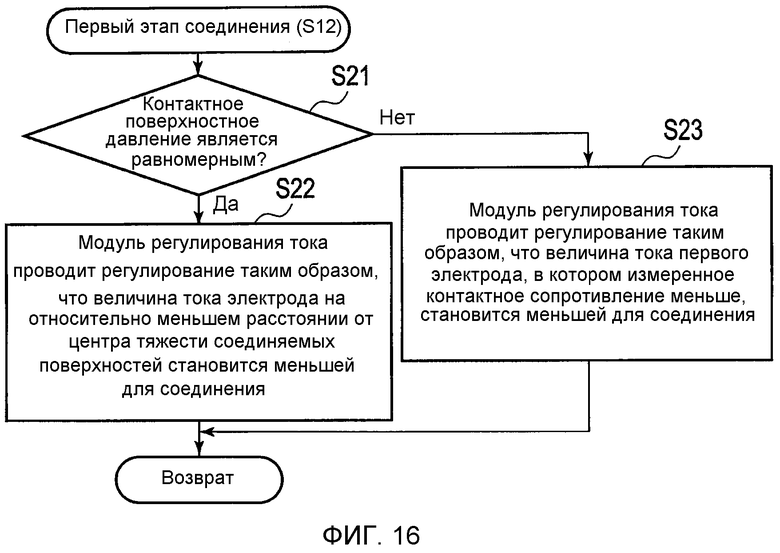
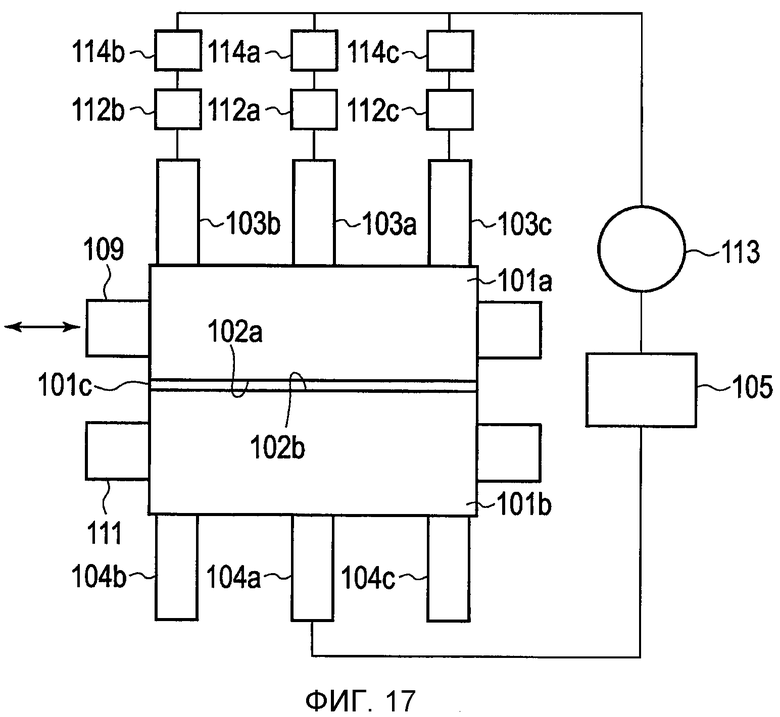
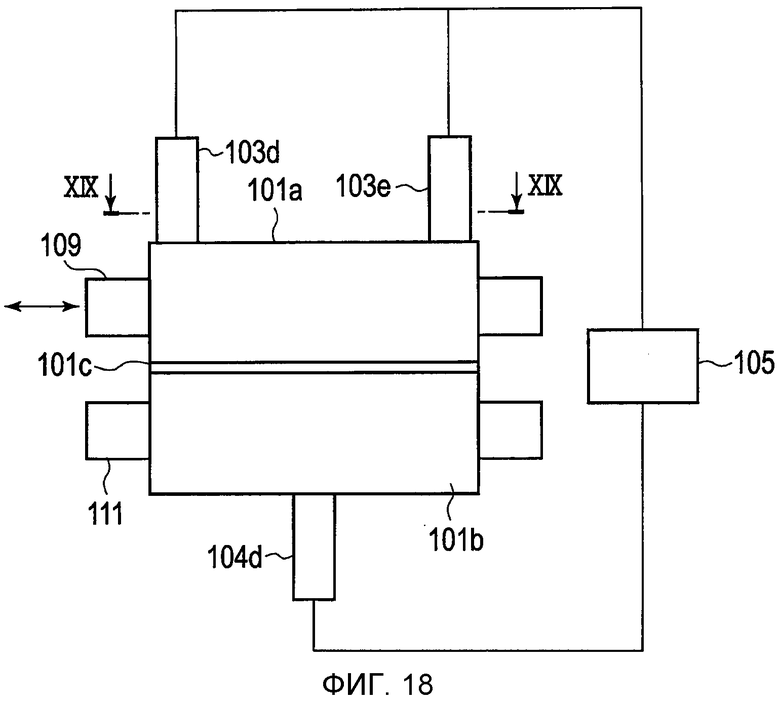



Изобретения могут быть использованы для соединения проводящих металлических элементов. Проводят этап предварительного скользящего перемещения пары соединяемых элементов относительно друг друга без резистивного нагрева. На этапе соединения осуществляют резистивный нагрев посредством пропускания тока через пару соединяемых элементов при скользящем их перемещении относительно друг друга. Скользящее перемещение соединяемых элементов осуществляют посредством возвратно-поступательного или эпициклического движения. Количество тепла, образованного резистивным нагревом, регулируют. На этапе соединения детектируют контактное сопротивление соединяемых элементов или силу трения между ними. Изобретения обеспечивают равномерное соединение поверхностей по всей площади контакта. 4 н. и 52 з.п. ф-лы, 21 ил.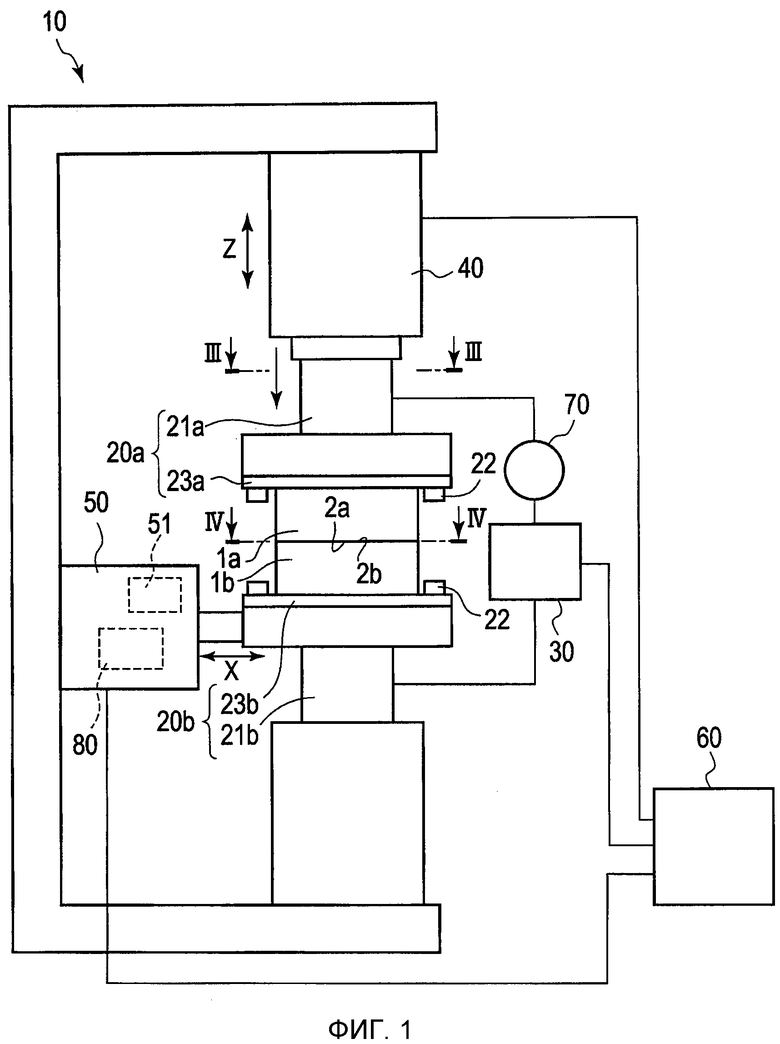
1. Способ соединения для соединения проводящих соединяемых элементов, содержащий:
этап предварительного скользящего перемещения, на котором размещают соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, так что они обращены друг к другу, и скользяще перемещают пару соединяемых элементов относительно друг друга, без резистивного нагрева;
этап соединения, на котором размещают соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, так что они обращены друг к другу, и соединяют соединяемые поверхности между собой посредством резистивного нагрева посредством прохождения тока из одного из соединяемых элементов в другой из соединяемых элементов при скользящем перемещении пары соединяемых элементов относительно друг друга,
при этом скользящее перемещение соединяемых элементов осуществляют посредством возвратно-поступательного движения,
при этом этап предварительного скользящего перемещения выполняют перед этапом соединения.
2. Способ соединения для соединения проводящих соединяемых элементов, содержащий:
этап предварительного скользящего перемещения, на котором размещают соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, так что они обращены друг к другу, и скользяще перемещают пару соединяемых элементов относительно друг друга, без резистивного нагрева;
этап соединения, на котором размещают соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, так что они обращены друг к другу, и соединяют соединяемые поверхности между собой посредством резистивного нагрева посредством прохождения тока из одного из соединяемых элементов в другой из соединяемых элементов при скользящем перемещении пары соединяемых элементов относительно друг друга,
при этом скользящее перемещение соединяемых элементов осуществляют посредством эпициклического движения,
при этом этап предварительного скользящего перемещения выполняют перед этапом соединения.
3. Способ по п.1 или 2, в котором этап соединения включает в себя этап, на котором выполняют резистивный нагрев при осуществлении относительного движения скользящего перемещения, а также прикладывают давление между соединяемыми поверхностями соединяемых элементов, обращенными друг к другу, и после этого уменьшают давление и прекращают движение скользящего перемещения, тем самым позиционируя соединяемые элементы относительно друг друга.
4. Способ по п.1 или 2, в котором этап соединения включает в себя этап, на котором скользяще перемещают соединяемые элементы относительно друг друга, причем соединяемые элементы позиционируют относительно удерживающих элементов, которые удерживают пару соединяемых элементов таким образом, что соединяемые элементы являются скользяще перемещаемыми относительно друг друга.
5. Способ по п.4, в котором перед этапом соединения соединяемые элементы позиционируют посредством позиционирующих элементов, которые определяют позиции соединяемых элементов относительно удерживающих элементов.
6. Способ по п.5, в котором позиционирующие элементы являются позиционирующими элементами, допускающими вставку в позиционирующие части, сформированные в соединяемых элементах, и допускающими продвижение и извлечение в направлении удерживающих элементов, и
соединяемые элементы позиционируют посредством вставки позиционирующих элементов в позиционирующие части соединяемых элементов и после этого, перед этапом соединения, позиционирующие элементы извлекают и вытаскивают из позиционирующих частей соединяемых элементов.
7. Способ по п.5, в котором позиционирующие элементы являются позиционирующими элементами, допускающими вставку в позиционирующие части, сформированные в соединяемых элементах, и допускающими продвижение и извлечение в направлении удерживающих элементов, и
после этапа соединения позиционирующие элементы вставляют в позиционирующие части соединяемых элементов.
8. Способ по п.5, в котором материал, имеющий более высокое значение электрического сопротивления, чем у соединяемых элементов и удерживающих элементов, используют для позиционирующих элементов.
9. Способ по п.1 или 2, в котором на этапе предварительного скользящего перемещения контактное сопротивление детектируют посредством детектора контактного сопротивления, который детектирует контактное сопротивление через соединяемые элементы, которые должны быть соединены друг с другом, и, когда детектированное контактное сопротивление становится равным или меньше предварительно установленного порогового значения, начинается этап соединения.
10. Способ по п.1 или 2, в котором проводящий промежуточный материал, имеющий более низкую точку плавления, чем точка плавления, по меньшей мере, одного из соединяемых элементов, размещают между соединяемыми поверхностями, которые должны быть соединены друг с другом.
11. Способ по п.10, в котором промежуточный материал выполняют в форме пленки с варьирующимися толщинами в соответствии с участками соединяемых поверхностей.
12. Способ по п.11, в котором промежуточный материал формируют таким образом, что его толщина, соответствующая участкам с относительно низким поверхностным давлением соединяемых поверхностей, обращенных друг к другу, под действием давления, прикладываемого между ними, относительно больше.
13. Способ по п.1 или 2, в котором этап соединения включает в себя этап, на котором уменьшают количество тепла, образованное посредством резистивного нагрева, а также увеличивают количество тепла при трении, образованное посредством скользящего перемещения, с прохождением времени соединения.
14. Способ по п.13, в котором этап соединения включает в себя этап, на котором выполняют резистивный нагрев при осуществлении относительного движения скользящего перемещения, а также прикладывают давление между соединяемыми поверхностями соединяемых элементов, обращенными друг к другу, и увеличивают давление, действующее на соединяемые поверхности, с прохождением времени соединения.
15. Способ по п.1 или 2, в котором контактное сопротивление через соединяемые поверхности регулируют посредством регулирования путей тока посредством средства регулирования путей тока для регулирования путей тока в соединяемых элементах.
16. Способ по п.1 или 2, в котором на этапе соединения контактное сопротивление детектируют посредством детектора контактного сопротивления, который детектирует контактное сопротивление через соединяемые элементы, которые должны быть соединены друг с другом, и, когда контактное сопротивление становится равным или меньше предварительно установленного порогового значения, этап соединения прекращают.
17. Способ по п.1 или 2, в котором на этапе соединения силу трения детектируют посредством детектора силы трения, который детектирует силу трения между соединяемыми элементами, которые должны быть соединены друг с другом, и, когда сила трения становится равной или превышающей предварительно установленное пороговое значение, этап соединения прекращают.
18. Способ по п.1 или 2, в котором общее количество тепла, подводимое к соединяемым элементам, образованное посредством резистивного нагрева, превышает общее количество тепла, подводимое к соединяемым элементам, образованное посредством фрикционного нагрева, образованного посредством скользящего перемещения.
19. Способ по п.1 или 2, в котором соединяемые элементы, которые должны быть соединены друг с другом, предусмотрены с разнесенными неконтактирующими частями, которые окружены соединяемыми поверхностями.
20. Способ по п.19, в котором соединяемые поверхности находятся за пределами выносной линии от центральной оси электродов, контактирующих с соединяемыми элементами.
21. Способ по п.1 или 2, в котором предоставляют множество путей ввода тока идентичной полярности в соединяемые элементы, и, когда ток протекает через соединяемые элементы, независимо регулируют значение тока ввода, по меньшей мере, одного из путей ввода тока идентичной полярности.
22. Способ по п.21, в котором, когда ток протекает через соединяемые элементы, значение тока ввода пути ввода тока регулируют посредством независимого регулирования величины тока, по меньшей мере, одного из множества электродов идентичной полярности, которые подают ток в соединяемые элементы.
23. Способ по п.22, в котором величину тока электрода, одного из множества электродов идентичной полярности, на относительно меньшем расстоянии от центра тяжести соединяемых поверхностей регулируют так, что она относительно меньше величины тока другого электрода идентичной полярности.
24. Способ по п.22, в котором величину тока электрода из множества электродов идентичной полярности, на относительно меньшем расстоянии от участков с относительно высоким контактным поверхностным давлением соединяемых поверхностей регулируют так, что она относительно меньше величины тока другого электрода идентичной полярности.
25. Способ по п.23, в котором детектируют контактное поверхностное давление между соединяемыми поверхностями, и величину тока электрода регулируют на основе детектированного контактного поверхностного давления.
26. Способ по п.21, в котором, когда ток протекает через соединяемые элементы, значение тока ввода пути ввода тока регулируют путем регулирования контактного поверхностного давления, приложенного к соединяемым элементам посредством электродов, которые подают ток в соединяемые элементы.
27. Способ по п.26, в котором значение тока ввода пути ввода тока регулируют путем независимого регулирования давления, приложенного к контактному объекту посредством, по меньшей мере, одного из множества электродов идентичной полярности, которые подают ток в соединяемые элементы.
28. Способ по п.27, в котором давление, приложенное к контактному объекту посредством электрода из множества электродов идентичной полярности, на относительно меньшем расстоянии от центра тяжести соединяемых поверхностей регулируют так, что оно относительно ниже давления другого электрода идентичной полярности.
29. Способ по п.27, в котором давление, приложенное к контактному объекту посредством электрода, одного из множества электродов идентичной полярности, на относительно меньшем расстоянии от участков с относительно высоким контактным поверхностным давлением соединяемых поверхностей регулируют так, что оно относительно ниже давления другого электрода идентичной полярности.
30. Способ по п.28, в котором детектируют контактное поверхностное давление между соединяемыми поверхностями и давление электрода регулируют на основе детектированного контактного поверхностного давления.
31. Способ по п.27, в котором электроды с полярностями, которые подают ток в соединяемые элементы, соответственно, имеют различные общие площади контакта с контактными объектами, и скользяще перемещают один соединяемый элемент, снабжаемый током от электрода с полярностью, имеющего большую общую площадь контакта.
32. Способ по п.15, в котором контактное сопротивление через соединяемые поверхности регулируют путем отдельного варьирования осевых сил прикрепления множества модулей прикрепления, которые прикрепляют соединяемые элементы к электродам посредством осевых сил.
33. Способ по п.32, в котором осевые силы прикрепления модулей прикрепления больше в позиции, которая дальше от центральной оси электродов, контактирующих с соединяемыми элементами.
34. Способ по п.32, в котором осевые силы прикрепления модулей прикрепления, размещаемых около местоположений с относительно высоким поверхностным давлением соединяемых поверхностей, меньше осевых сил прикрепления других модулей прикрепления.
35. Способ по п.32, в котором соединяемый элемент прикрепляют посредством модулей прикрепления к телу электрода, которое формирует электрод, и проводящий элемент размещают между соединяемым элементом и электрически подключенным телом электрода.
36. Установка для соединения пары проводящих соединяемых элементов, содержащая:
модули ввода тока, выполненные с возможностью подачи тока в пару соединяемых элементов;
средство подачи тока для подачи тока в модули ввода тока;
средство скользящего перемещения для скользящего перемещения пары соединяемых элементов относительно друг друга, причем соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, заданы так, что они обращены друг к другу; и
средство управления для управления средством подачи тока и средством скользящего перемещения таким образом, чтобы выполнять резистивный нагрев между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга, причем
скользящее перемещение посредством средства скользящего перемещения является возвратно-поступательным движением,
при этом средство управления выполнено с возможностью управления средством скользящего перемещения таким образом, чтобы выполнять предварительное скользящее перемещение для скользящего перемещения пары соединяемых элементов относительно друг друга без резистивного нагрева, до того, как средство управления приводит в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
37. Установка для соединения пары проводящих соединяемых элементов, содержащая:
модули ввода тока, выполненные с возможностью подачи тока в пару соединяемых элементов;
средство подачи тока для подачи тока в модули ввода тока;
средство скользящего перемещения для скользящего перемещения пары соединяемых элементов относительно друг друга, причем соединяемые поверхности соединяемых элементов, которые должны быть соединены друг с другом, заданы так, что они обращены друг к другу; и
средство управления для управления средством подачи тока и средством скользящего перемещения таким образом, чтобы выполнять резистивный нагрев между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга, причем
скользящее перемещение посредством средства скользящего перемещения является эпициклическим движением, при этом средство управления выполнено с возможностью управления средством скользящего перемещения таким образом, чтобы выполнять предварительное скользящее перемещение для скользящего перемещения пары соединяемых элементов относительно друг друга без резистивного нагрева, до того, как средство управления приводит в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
38. Установка по п.36 или 37, содержащая:
прижимное средство для приложения давления между соединяемыми поверхностями, обращенными друг к другу, при этом средство управления выполнено с возможностью управления прижимным средством и средством скользящего перемещения таким образом, чтобы позиционировать соединяемые поверхности относительно друг друга, путем уменьшения давления и прекращения скользящего перемещения после того, как средство управления привело в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
39. Установка по п.36 или 37, содержащая:
удерживающие элементы, выполненные с возможностью удерживания пары соединяемых элементов таким образом, что соединяемые элементы являются подвижными относительно друг друга, при этом средство скользящего перемещения скользяще перемещает соединяемые элементы относительно друг друга, причем соединяемые элементы позиционированы относительно удерживающих элементов.
40. Установка по п.39, содержащая:
позиционирующие элементы, выполненные с возможностью определения позиции соединяемых элементов относительно удерживающих элементов.
41. Установка по п.40, в которой позиционирующие элементы являются позиционирующими элементами, допускающими вставку в позиционирующие части, сформированные в соединяемых элементах, и допускающими продвижение и извлечение в направлении удерживающих элементов,
причем установка включает в себя средство приведения в действие позиционирующих элементов для осуществления продвижения и извлечения позиционирующих элементов, и
средство управления выполнено с возможностью управления средством приведения в действие позиционирующих элементов, чтобы таким образом извлекать позиционирующие элементы и вытаскивать позиционирующие элементы из позиционирующих частей соединяемых элементов до того, как средство управления приводит в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
42. Установка по п.40, в которой позиционирующие элементы являются позиционирующими элементами, допускающими вставку в позиционирующие части, сформированные в соединяемых элементах, и допускающими продвижение и извлечение в направлении удерживающих элементов,
причем установка включает в себя средство приведения в действие позиционирующих элементов для осуществления продвижения и извлечения позиционирующих элементов, и
средство управления выполнено с возможностью управления средством приведения в действие позиционирующих элементов, чтобы таким образом вставлять позиционирующие элементы в позиционирующие части соединяемых элементов после того, как средство управления привело в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
43. Установка по п.40, в которой позиционирующие элементы выполнены из материала, имеющего более высокое значение электрического сопротивления, чем у соединяемых элементов и удерживающих элементов.
44. Установка по п.37, содержащая:
детектор контактного сопротивления, выполненный с возможностью детектирования контактного сопротивления через соединяемые элементы, которые должны быть соединены друг с другом,
при этом до того, как средство управления приводит в действие средство подачи тока и средство скользящего перемещения для подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга, средство управления осуществляет управление таким образом, что при предварительном скользящем перемещении для скользящего перемещения пары соединяемых элементов относительно друг друга, когда контактное сопротивление, детектированное посредством детектора контактного сопротивления, становится равным или меньше предварительно установленного порогового значения, средство управления приводит в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
45. Установка по п.36 или 37, содержащая:
прижимное средство для приложения давления между соединяемыми поверхностями соединяемых элементов, обращенными друг к другу,
при этом средство управления увеличивает давление прижимного средства с прохождением времени после того, как средство управления приводит в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга.
46. Установка по п.36 или 37, содержащая:
средство регулирования путей тока для варьирования путей тока в соединяемых элементах.
47. Установка по п.46, в которой модули ввода тока представляют собой электроды, выполненные с возможностью подачи тока в соединяемые элементы, и
средство регулирования путей тока представляет собой два или более модулей прикрепления, выполненных с возможностью прикрепления соединяемых элементов к электродам посредством осевых сил.
48. Установка по п.36 или 37, содержащая:
детектор контактного сопротивления, выполненный с возможностью детектирования контактного сопротивления через соединяемые элементы, которые должны быть соединены друг с другом,
при этом после того, как средство управления привело в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга, средство управления останавливает средство подачи тока и средство скользящего перемещения, когда контактное сопротивление, детектированное посредством детектора контактного сопротивления, становится равным или меньше предварительно установленного порогового значения.
49. Установка по п.36 или 37, содержащая детектор силы трения, выполненный с возможностью детектирования силы трения между соединяемыми элементами, которые должны быть соединены друг с другом,
при этом после того, как средство управления привело в действие средство подачи тока и средство скользящего перемещения для выполнения резистивного нагрева между соединяемыми поверхностями, обращенными друг к другу, путем подачи тока в модули ввода тока при скользящем перемещении пары соединяемых элементов относительно друг друга, средство управления останавливает средство подачи тока и средство скользящего перемещения, когда сила трения, детектированная посредством детектора силы трения, становится равной или превышающей предварительно установленное пороговое значение.
50. Установка по п.36 или 37, содержащая прижимное средство для приложения давления между соединяемыми поверхностями соединяемых элементов, обращенными друг к другу,
при этом средство управления управляет, по меньшей мере, одним из средства подачи тока, средства скользящего перемещения и прижимного средства таким образом, что общее количество тепла, подводимое к соединяемым элементам, образованное путем резистивного нагрева, превышает общее количество тепла, подводимое к соединяемым элементам, образованное путем фрикционного нагрева за счет скользящего перемещения.
51. Установка по п.36 или 37, в которой модули ввода тока определяют множество путей ввода тока в соединяемые элементы и допускают регулирование величины тока, по меньшей мере, одного из путей ввода тока.
52. Установка по п.51, в которой модули ввода тока представляют собой множество электродов идентичной полярности, выполненных с возможностью подачи тока в соединяемые элементы, и включают в себя модули регулирования тока, выполненные с возможностью регулирования величины тока, по меньшей мере, одного из множества электродов.
53. Установка по п.51, в которой модули ввода тока представляют собой множество электродов идентичной полярности, выполненных с возможностью подачи тока в соединяемые элементы, и включают в себя прижимное средство, допускающее регулирование давления, приложенного к контактному объекту посредством, по меньшей мере, одного из множества электродов.
54. Установка по п.51, содержащая:
средство регулирования путей тока для варьирования путей тока в соединяемых элементах,
при этом средство регулирования путей тока представляет собой два или более модулей прикрепления, выполненных с возможностью прикрепления соединяемых элементов к электродам посредством осевых сил.
55. Установка по п.54, в которой электрод включает в себя тело электрода, прикрепленное к соединяемому элементу посредством модулей прикрепления, и проводящий элемент, размещенный между соединяемым элементом и электрически подключенным телом электрода.
56. Установка по п.52, в которой электроды идентичной полярности, которые подают ток в соединяемые элементы, соответственно, имеют различные общие площади контакта с контактными объектами и средство скользящего перемещения осуществляет скользящее перемещение одного соединяемого элемента, питаемого током из электрода, имеющего большую общую площадь контакта.
| Способ получения кремнийорганическихпОлиизОциАНАТОВ | 1973 |
|
SU458568A1 |
| Способ сварки трением | 1977 |
|
SU688309A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

