Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения углеродистой пасты для изготовления электродов высокой плотности и более конкретно к способу последовательного смешивания для производства углеродистой пасты, предназначенной для изготовления электродов высокой плотности, в том числе для анодов, предназначенных для электролиза алюминия, а также к устройству для осуществления указанного способа.
Уровень техники
Как известно, в частности из FR 992508 и FR 1073696, углеродные электроды, и особенно аноды для электролиза алюминия, получают из пасты, приготовленной путем смешивания, в четко определенном соотношении, с одной стороны, сухой смеси твердых углеродистых гранул, с известным и регулируемым гранулометрическим распределением и содержащей как агрегаты, которые могут достигать от 10 - 30 мм, так и определенную долю субмиллиметровых мелкодисперсных частиц, более конкретно с размером меньше, чем 100 мкм (обычно эти мелкодисперсные частицы содержат от 18 до 22 мас. % частиц с размером меньше 74 мкм и от 12 до 18% частиц с размером меньше 32 мкм, в конкретном случае производства анодов для электролиза алюминия), и, с другой стороны, жидкий битумный связующий агент, причем термин «битумный связующий агент» относится к тяжелым остаткам, содержащим углеводороды, образовавшимся как при переработке нефти, так и образовавшимся из угля, и более конкретно, к пеку каменноугольной смолы, или к промышленным остаткам биологического происхождения.
Для применения жидкого битумного связующего агента требуется использовать температуру выше точки размягчения битума (в последующем обозначается сокращением ТР), которая может быть охарактеризована с помощью различных стандартных методов, для ссылки в настоящем изобретении используется метод Mettler по стандарту ИСО 5940-2. Для того чтобы в достаточной степени снизить вязкость связующего агента, с одной стороны, для перекачки и требуемой текучести и, с другой стороны, с целью улучшения характеристик "покрытия" и "проницаемости", которые указаны ниже, температура осуществления процесса, как правило, должна быть, по меньшей мере, на 30°C выше ТР, определенной методом Mettler, и более конкретно, по меньшей мере, на 60 – 70оС выше указанной ТР, или даже на 90°C выше ТР, в некоторых новейших областях применения производства анодов для электролиза алюминия.
Таким образом, битумный связующий агент или поставляется холодным в твердой форме, и затем расплавляется в месте использования, или поставляется непосредственно горячим в жидком виде. В обоих случаях резервный запас создается в подогреваемых изотермических контейнерах, в которых связующий агент находится при температуре, близкой к температуре конечного использования.
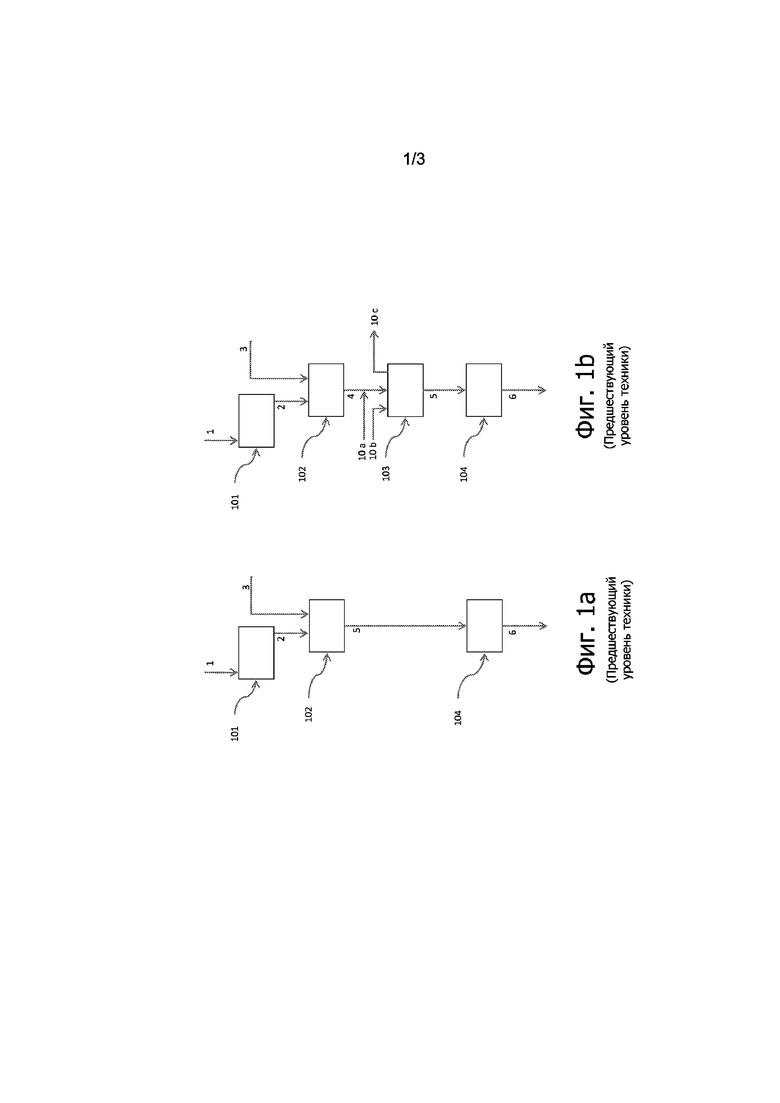
Как схематично показано на фиг. 1а, получение однородной пасты, следовательно, обеспечивается с помощью этапа подогрева гранулированной смеси 1, поступающей в подогреватель 101, чтобы связующий агент немедленно не закреплялся на холодной поверхности агрегатов, с последующим этапом смешения и вымешивания в смесителе 102 подогретой гранулированной смеси 2, покидающей подогреватель 101, с жидким битумным связующим агентом 3, также поступающим в смеситель 102. На выходе из смесителя 102 получается углеродистая паста 5, которая подается на формование, с использованием пресса или устройства вибрационного уплотнения 104, откуда электродные блоки 6 поступают на выход этапа формирования.
Термин «однородная паста» означает равномерное распределение связующего агента, с одной стороны, вокруг агрегатов гранулированной смеси, которое определяется как "покрывающая" способность связующего агента, и в межзерновые пустоты, которые определяются как "кроющая" способность связующего агента, и с другой стороны, путем максимально и равномерно распределенного заполнения пространства открытых пор агрегатов гранулированной смеси, которое определяется как "проникающая" способность связующего агента. Эти две характеристики вместе дают вклад в повышение плотности электродов, причем этот параметр, по-видимому, является ключевым критерием качества, так как он непосредственно коррелирует с электрической проводимостью и с долговечностью электродов в процессе электролиза.
Стадия смешения может быть осуществлена:
- с перерывами, с использованием смесителей с горизонтальными шпинделями, одним из наиболее известных является “Z-лопастной” смеситель, или также смесители с горизонтальным или наклоненным вращающимся резервуаром, в котором приспособление для перемешивания и вымешивания вращается вроде месильной машины, в обоих случаях, с подачей битумного связующего агента на подогретое сырье - сухую гранулированную смесь,
- или непрерывно, с использованием трубчатого смесителя с горизонтальным шнеком, возвратно-поступательное осевое движение которого накладывается на вращательное движение шнека, и в который вводится подогретая гранулированная смесь, затем битумный связующий агент, с одного конца шнека, и смесь подвергается большому числу циклов сдвига между лопастями шнека и корпусом устройства, в ходе продвижения смеси вперёд, до выгрузки на противоположном конце устройства, или также смесителя с наклоненным вращающимся резервуаром, в котором приспособление для перемешивания и вымешивания вращается вроде месильной машины, и в котором битумный связующий агент осаждается на смесь в ходе приготовления, ниже точки ввода сухой гранулированной смеси.
В некоторых современных областях применения непрерывного процесса, таких как производство анодов для алюминия, начиная с 1990х годов, на последнем этапе охлаждения пасты путем впрыскивания воды внутрь конечного узла перемешивания-охлаждения можно создать разрыв между температурой перемешивания и температурой формования электрода на последующей стадии. Следовательно, можно смешивать при температуре, превышающей максимальную температуру формования, которая обычно определяется температурой инициирования течения электрода при его удалении из пресс-формы, и таким образом, извлекать пользу от пониженной вязкости битумного связующего агента, с целью облегчения его проникновения в пространство открытых пор агрегатов. Таким образом, в производстве анодов для электролиза алюминия температура перемешивания может быть установлена приблизительно на 25 - 30°C выше температуры формования. К сожалению, впрыскивания воды и ее испарение при контакте с горячей углеродистой пастой вызывает значительное испарение легких органических соединений в битумном связующем агенте, которые в последующем необходимо собрать и обработать с целью защиты окружающей среды.
На фиг. 1b схематично показан способ изобретения, который включает те же самые этапы, как в способе на фиг. 1a до смесителя 102. После выхода из смесителя 102, углеродистая паста 4, поступающая в узел перемешивания-охлаждения 103, может быть охлаждена путем впрыскивания воды 10a внутрь трубопровода, соединяющего смеситель 102 с узлом перемешивания-охлаждения 103, из которого выходит охлажденный поток 10c, содержащий углеводородные пары. В качестве варианта, воду 10b вводят (впрыскивают) непосредственно в узел перемешивания-охлаждения 103. Затем, на выходе из узла перемешивания-охлаждения 103, углеродистая паста 5 поступает на формование, что обеспечивается, как в способе на фиг. 1a, с помощью пресса или устройства вибрационного уплотнения 104, которое подает электродные блоки 6 на выход со стадии формования.
Сравнительно недавно, в заявке WO2011/064461 была описана новая конструкция непрерывного смесителя с описанной горизонтальной осью, в которой может быть обеспечена стадия смешения, а также стадия охлаждения углеродистой пасты в одном устройстве.
Важно отметить, что указанная стадия смешения, в прерывистом или непрерывном способах, которые описаны выше, а также в их различных вариантах осуществления, всегда относится ко всей гранулированной смеси, без избирательной обработки какой-либо отдельной гранулометрической фракции, и что на этом этапе используется единственное качество связующего агента и весь связующий агент, который требуется для производства электродов. Аналогично следует отметить, что до сих пор порядок введения исходных материалов в смеситель всегда был одинаковым для того, чтобы избежать покрытия стенок смесителя связующим агентом: сначала подается гранулированная смесь одним потоком, затем жидкий битумный связующий агент одним потоком.
Кроме того, отмечается, что на этапе смешивания-охлаждения, как известно из уровня техники, состав пасты не претерпевает существенных изменений, кроме охлаждения пасты и частичного дегазирования легких органических соединений, и в частности, отсутствует какое-либо добавление сухих продуктов, а также какое-либо дополнительное введение связующего агента.
С целью поддержания практически такой же степени проникновения связующего агента, без необходимости смешивания при высокой температуре с последующим охлаждением пасты путем впрыскивания воды, но простым смешиванием при температуре, близкой к температуре формования, можно было бы предусмотреть использование битумного связующего агента с пониженной ТР (обычно значение ТР составляет 80-90°C, вместо ТР = 110 - 115°C, как обычно используется в уровне техники, в случае производства анодов для электролиза алюминия), причем зависимость вязкости этого связующего агента от температуры, преобразуемая по оси температур, имеет практически такой же вид, как изменение ТР. Тем не менее, снижение ТР обычно означает меньшую степень вакуумной дистилляции смол из необработанных углеводородов и повышенное содержание промежуточных фракций масла в битумном связующем агенте. Теперь, эти масла обычно имеют пониженное молярное отношение C/H, по сравнению с длинными молекулами, входящими в состав тяжелой фракции связующего агента. Следовательно, наличие указанных масел в связующем агенте приведет к ухудшению коксового числа связующего агента в ходе спекания электродов, и приведет к образованию новых микропористых пространств, или даже к микротрещинам, во время дегазирования соединений, содержащих водород, на этапе подогрева в процессе спекания, и окончательно приведет к ухудшению конечной плотности электрода, и следовательно, к ухудшению таких характеристик, как удельная электропроводность и срок службы, что, конечно, нежелательно.
В патенте FR 992 508 описан способ получения электродов для электролиза алюминия путем перемешивания смеси твердых сухих гранулированных частиц и жидкого битумного связующего агента в количестве, необходимом для производства электродов, причем смесь твердых сухих гранулированных частиц является смесью двух фракций компонентов, одна из которых представляет собой так называемую грубую фракцию, включающую совокупность частиц (агрегаты), а другая является фракцией субмиллиметровых мелкодисперсных частиц, и включает в себя, по меньшей мере, две последовательные стадии смешения, первая называется стадией предварительной пропитки агрегатов, которая включает в себя смешение указанной, так называемой грубой фракции гранулированной смеси с часть указанного битумного связующего агента, по меньшей мере, в достаточном количестве для покрытия агрегатов, и по меньшей мере, для частичного заполнения пространства открытых пор в указанных агрегатах; и затем следует вторая стадия, так называемая стадия покрытия, которая состоит из вымешивания указанной грубой фракции, предварительно пропитанной битумным связующим агентом и произведенной на первой стадии смешения, с остальной частью указанного битумного связующего агента, который требуется для производства электродов, и с указанной фракцией мелкодисперсных частиц указанной гранулированной смеси.
Решаемая техническая задача
Качество углеродного электрода, прежде всего, оценивается по низкому электрическому удельному сопротивлению, а также максимальному срок службы. Эти два критерия существенно зависят от уплотнения электрода в ходе производственного процесса, и более конкретно, от остаточных межзерновых пустот и пространства открытых пор, не заполненного связующим агентом. Фактически, оба фактора отрицательно влияют на удельную электропроводность электрода и пути доступа к центру электрода для внешних соединений, которые ухудшают срок службы, таких как кислород воздуха, диоксид углерода, электролитические кислые соли и др. Следовательно, задача приготовления пасты, ее формования и спекания электродов состоит в получении спеченных анодов, имеющих практически нулевую внутреннюю пористость, определяемую максимальной плотностью.
Существует ряд приемов, которые дают вклад в максимизацию окончательной плотности электрода:
- выбор наиболее компактного из возможных углеродистых материалов для получения сухой гранулированной смеси: указанные материалы не всегда являются доступными в достаточном количестве и по разумной цене, поскольку общей мировой тенденцией является ухудшение качества источника поставок, главным образом, вследствие ухудшения качества необработанных углеводородов, обычно нефти, из которой получают указанные материалы; таким образом, этот путь улучшения оказывается нереальным и, наоборот, накладывает дополнительные ограничения на способы получения углеродистых электродов, которые в будущем должны быть все более толерантными к ухудшению качества исходных материалов;
- получение сухой гранулированной смеси в соответствии со способом, в котором подается оптимальная гранулометрическая композиция, путем предпочтительного измельчения агрегатов, ослабленных за счет внутреннего пористого пространства или микротрещин, например, с помощью дробилок, работающих путем уплотнения слоя материала, как рекомендовано в патентном документе WO 2001/38253, или также с помощью сепараторов по плотности, как рекомендовано в патентном документе WO 2008/083472, что уже реализовано в промышленности, и в настоящее время этот способ не имеет перспектив дальнейшего усовершенствования;
- оптимизация количества битумного связующего агента, которое будет вводиться в ходе вымешивания пасты, таким образом, чтобы оно было достаточно для покрытия сухой гранулированной смеси, и для заполнения пространства открытых пор агрегатов и межзерновых пустот, однако с предотвращением выпотевания связующего агента в конце формования электрода путем уплотнения, поскольку выпотевание вызывает проблемы прилипания в ходе спекания указанного электрода: современные системы регулирования теперь обеспечивают поточную автоматизацию указанной оптимизации загрузки связующего агента, поэтому, по существу, здесь уже нет перспектив дальнейшего усовершенствования;
- обеспечение оптимального нанесения и покрытия агрегатов битумным связующим агентом и максимизация проникновения битумного связующего агента в пространство открытых пор агрегатов во время перемешивания углеродистой пасты путем улучшения способа, известного из FR 992 508: это является основной целью настоящего изобретения, задача которого дополнительно описана в этом документе;
- последующая максимизация степени уплотнения указанной углеродистой пасты в устройстве формования электрода: это направление стало основным центром развития в последние десятилетия, причем существующие устройства формования (гидравлические прессы или устройства вибрационного уплотнения) обычно эксплуатируются в вакууме, с оптимизированными циклами и нагрузкой, что уже обеспечивает исключительные характеристики устройств, и в этой области могут быть намечены незначительные усовершенствования;
- окончательно указанные цели достигаются путем минимизации потери веса и, следовательно, плотности электрода в ходе спекания, указанная потеря веса происходит за счет испарения водородсодержащих соединений из битумного связующего агента до его коксования, причем испарение приводит к новому микропористому пространству; это может быть осуществлено:
- с одной стороны, путем минимизации доли (%) связующего агента, необходимого для приготовления пасты за счет ограничения этой доли до той, что необходима для максимального нанесения, покрытия и степени проникновения, что уже осуществляется операторами, в частности для того, чтобы устранить любое выпотевание связующего агента в ходе уплотнения, что приводит к проблемам адгезии во время спекания;
- с другой стороны, с использованием битумных связующих агентов с высоким молярным отношением C/H, следовательно, обеднённых промежуточной масляной фракцией с помощью вакуумной фракционной дистилляции, или даже с последующим риформингом, и поэтому имеющих, возможно, самую высокую ТР (типично, минимальная ТР равна 130°C, или даже от 150 до 170°C, вместо ТР равной от 110 до 115°C, в большинстве случаев используемой в настоящее время в случае производства анодов для электролиза алюминия); однако для применения связующего агента с высокой ТР, исключая конечное ухудшение качества нанесения, покрытия и проникновения, требуется эксплуатация при повышенной температуре по всей цепочке обработки, хранения и использования связующего агента, и теперь возникли технологические ограничения, которые тем не менее должны быть преодолены, в частности на уровне оборудования для перемешивания; однако, если бы эти технологические ограничения были преодолены, применение указанных связующих агентов с высокой ТР могло бы привести к увеличению плотности электродов после спекания, благодаря повышенному отношению C/H в этих связующих агентах, но без существенного усовершенствования плотности “сырых” электродов (до спекания), поскольку вязкость этих связующих агентов была бы практически эквивалентна вязкости известных связующих агентов, поэтому без значительного усовершенствования характеристик нанесения, покрытия и проникновения; то есть основная проблема остается без изменений, и следовательно, сохраняется преимущество предложенного изобретения.
Микроскопические исследования в поляризованном свете, проведенные Заявителем, в связи с программой изучения углеродистых паст, образующихся в различных смесителях, ясно демонстрируют, что хорошее однородное покрытие агрегатов битумным связующим агентом и хорошее заполнение остаточных межзерновых пустот в конце уплотнения оставляет недостатки в способах уровня техники, хотя количество жидкого битумного связующего агента, введенное в смеситель, является достаточным, или даже немного избыточным для того, чтобы покрыть развитую поверхность агрегатов и заполнить остаточные межзерновые пустоты в конце уплотнения, хотя устройство смешения обеспечивает тщательное перемешивание смеси, без проявления проскальзывания того или иного компонента.
Проникновение связующего агента внутрь пространства открытых пор агрегатов является более сложной и более трудной операцией для гомогенного осуществления, поскольку для этого требуется, чтобы связующий агент имел свободный доступ в указанное пространство пор и чтобы реологические свойства агента обеспечивали достаточные характеристики смачивания.
Теоретически, если получается хорошее однородное покрытие агрегатов, то доступ связующего агента в пространство открытых пор потенциально может быть оптимальным. Тем не менее, в присутствии мелкодисперсных частиц в сухой гранулированной смеси возможно, по меньшей мере, частичное блокирование доступа связующего агента в указанное пространство открытых пор. Аналогично, присутствие больших молекул в связующем агенте (например, мезофазы в пеке каменноугольной смолы, возникающей при коалесценции тяжелых молекул, в частности в ходе процесса риформинга, или также, например, парафины в битумных связующих агентах нефтяного происхождения) также, по меньшей мере, частично препятствуют доступу в пространство открытых пор и замедляют проникновение связующего агента по капиллярам.
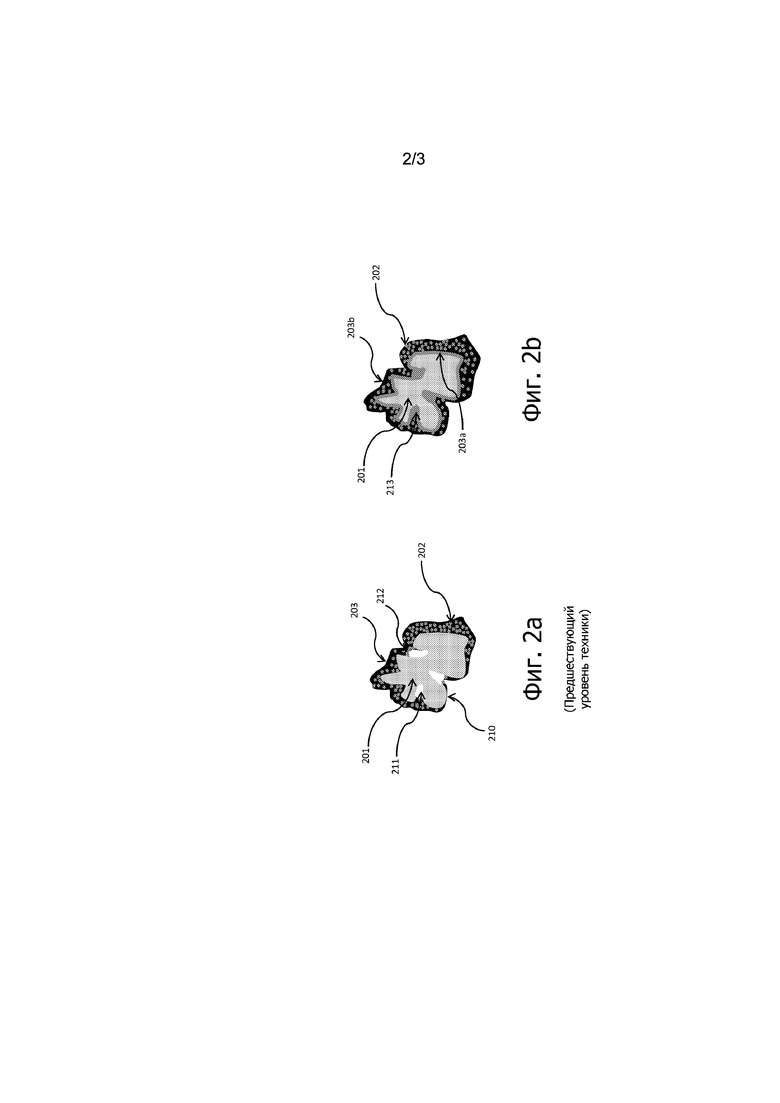
На фиг. 2a схематично показан агрегат 201, покрытый битумным связующим агентом 203, и мелкодисперсные частицы 202, с неправильно покрытой зоной 210, пространство открытых пор, не заполненное связующим агентом, такое как пористое пространство 211, и мелкодисперсные частицы и/или макромолекулы 212, блокирующие доступ в пространство открытых пор в агрегате 201, которая получена при осуществлении способа согласно уровню техники.
Наконец, даже если связующий агент имеет совершенно свободный доступ в пространство открытых пор, все же было бы необходимо, чтобы этот агент был способен продвигаться вперёд, главным образом за счет капиллярного действия, и заполнять соответствующие пустоты в максимальной степени. В литературе достаточно подробно описано, что скорость продвижения вперёд за счет капиллярного действия непосредственно связана со способностью связующего агента смачивать поверхность агрегата, которая, в свою очередь, прямо зависит от вязкости связующего агента, при прочих равных условиях. Теперь, как уже упомянуто выше, вязкость битумного связующего агента при заданной температуре эксплуатации является непосредственной функцией ТР. Таким образом, с целью иллюстрации, в конкретном случае производства анодов для электролиза алюминия:
- пек каменноугольной смолы, с ТР равной 130°C, будет обладать практически такой же вязкостью и, следовательно, такой же скоростью проникновения за счет капиллярного действия, как пек каменноугольной смолы с ТР 110°C при условии, что температура перемешивания увеличивается за счет разности между точками ТР, то есть, в данном случае на 20°C, и наоборот, пек, имеющий ТР 90°C можно смешивать при температуре на 20°C ниже, чем пек с ТР, равной 110°C, без какого-либо существенного изменения скорости проникновения в пространство открытых пор;
- такая же степень проникновения за счет капиллярного действия внутрь пористого пространства заданного диаметра будет достигнута спустя десятки часов (следовательно, никогда не будет достигнута в промышленных способах согласно уровню техники), если температура останется только немного выше, на 10 или 20°C, чем ТР, следовательно, связующим агентом с очень высокой вязкостью, в то время как несколько минут будет достаточно, в случае работы более, чем на 80 - 90°C выше, чем ТР с очень текучим связующим агентом.
Кроме того, в этом случае, микроскопические исследования в поляризованном свете, проведенные Заявителем, в связи с программой изучения углеродистых паст, образующихся в различных смесителях, ясно демонстрируют, что эта двойная проблема доступности связующего агента в пространство открытых пор и скорости его проникновения за счет капиллярного действия, теперь является препятствием для максимального уплотнения электродов, значительная часть открытого пористого пространства остается пустой или заполненной только частично. Эта двойная проблема сохраняется даже в случае производства катодных блоков для алюминиевой промышленности, или электродов для электрометаллургического применения, где предварительно сформированные углеродистые блоки первоначально спекаются, затем их повторно пропитывают (обычно в вакууме) битумным связующим агентом до второй стадии спекания. Фактически, повторное пропитывание в вакууме часто является только частичным и не обеспечивает возможность доступа во все пространства открытых пор, расположенные в центре углеродистых блоков.
В настоящем изобретении предложен способ преодоления указанного препятствия, и дополнительного повышения предела уплотнения электродов.
Описание изобретения
Предметом изобретения является способ получения углеродистой пасты для производства электродов высокой плотности путем смешивания твёрдой и сухой гранулированной смеси и жидкого битумного связующего агента, типа известного из FR 992 508, и включающего, по меньшей мере, две последовательные стадии смешения, которые описаны выше и которые характеризуются тем, что битумный связующий агент, использованный на первой стадии смешения, имеет классификацию, отличающуюся от той, которую имеет битумный связующий агент, использованный на второй стадии смешения, и тем, что в ходе первой стадии смешения используется битумный связующий агент, имеющий точку размягчения ниже точки размягчения битумного связующего агента, использованного в ходе второй стадии смешения.
Преимущественно, способ согласно изобретению также может иметь одну или несколько следующих характеристик:
- на второй стадии смешения, введение остального битумного связующего агента происходит одновременно или после введения предварительно пропитанной грубой фракции, произведенной на первой стадии смешения, а введение фракции мелкодисперсных частиц происходит одновременно или после введения остального битумного связующего агента;
- мелкодисперсные частицы сухой гранулированной смеси предварительно смешивают со всем или частью указанного остального битумного связующего агента, до введения предварительной смеси, полученной таким образом на второй стадии смешения;
- два битумных связующих агента различного качества и с различными точками размягчения, полученными при использовании фракционной дистилляции, с последующим разжижением (флюсированием), начиная с единственного сорта (a single grade) битумного связующего агента, предоставляемого для приготовления пасты.
Кроме того, предметом изобретения является устройство для осуществления способа согласно изобретению, которое описано выше и включает в себя две ступени смесителя, работающих в непрерывном или прерывистом режиме, первая ступень смесителя, предназначенная для осуществления первой стадии способа, имеет, по меньшей мере, один входной патрубок, способный принимать поток агрегатов твёрдых и сухих гранулированных частиц и поток жидкого битумного связующего агента, а также выходной патрубок, способный выпускать пастообразную смесь, полученную на первой стадии смешения, вторая ступень смесителя, предназначенная для осуществления второй, так называемой покрывающей стадии смешения, включает в себя входной патрубок, способный принимать указанную пастообразную смесь, выходящую из первой ступени смесителя, а также, по меньшей мере, один другой входной патрубок, способный принимать поток твёрдых и сухих гранулированных мелкодисперсных частиц и свежий поток битумного связующего агента, причем вторая ступень смесителя также имеет выходной патрубок, способный выпускать полученную пасту, подходящую для формования электродов, при этом устройство способно хранить два связующих агента различного сорта (grade), каждый находится в соответствующем одном из двух приспособлений с резервуаром для хранения и трубопроводом для снабжения соответственно первой ступени смесителя и второй ступени смесителя, а также приспособление для дозирования каждого из двух сортов битумного связующего агента, подаваемого на первую ступень смесителя и вторую ступень смесителя, соответственно.
Преимущественно, устройство согласно изобретению также может иметь один или несколько следующих признаков:
оно дополнительно включает приспособление для раздельного предварительного нагрева фракции агрегатов и фракции мелкодисперсных частиц сухой гранулированной смеси, а также отдельные единицы (средства) оборудования для обработки, одно из которых может обеспечивать подачу фракции агрегатов на первую ступень смесителя, а другая - подачу фракции мелкодисперсных частиц на вторую ступень смесителя; и
кроме того, устройство включает в себя, по меньшей мере, один блок фракционной дистилляции, способный производить два различных сорта битумных связующих агентов из одного битумного связующего агента промежуточного сорта.
Краткое описание чертежей
Другие характеристики и преимущества изобретения станут очевидными из приведенного ниже не ограничивающего описания примеров вариантов осуществления со ссылками на прилагаемые чертежи, в которых одинаковые позиции обозначают идентичные или аналогичные и соответствующие элементы. На этих чертежах:
фиг. 1a и 1b схематично и соответственно показывают два способа получения углеродистой пасты, известные из уровня техники, которые уже описаны выше в общем представлении уровня техники;
на фиг. 2a, уже описанная выше, схематично показывает агрегат, покрытый связующим агентом, и мелкодисперсные частицы, которые получены путем осуществления способов согласно уровню техники;
фиг. 2b является презентацией, аналогичной фиг. 2a, совокупности частиц с битумным связующим агентом для предварительного покрытия и проникновения внутрь открытого пористого пространства в совокупности частиц, после первой стадии смешения, а также с битумным связующим агентом для покрытия, после второй стадии смешения, согласно способу настоящего изобретения;
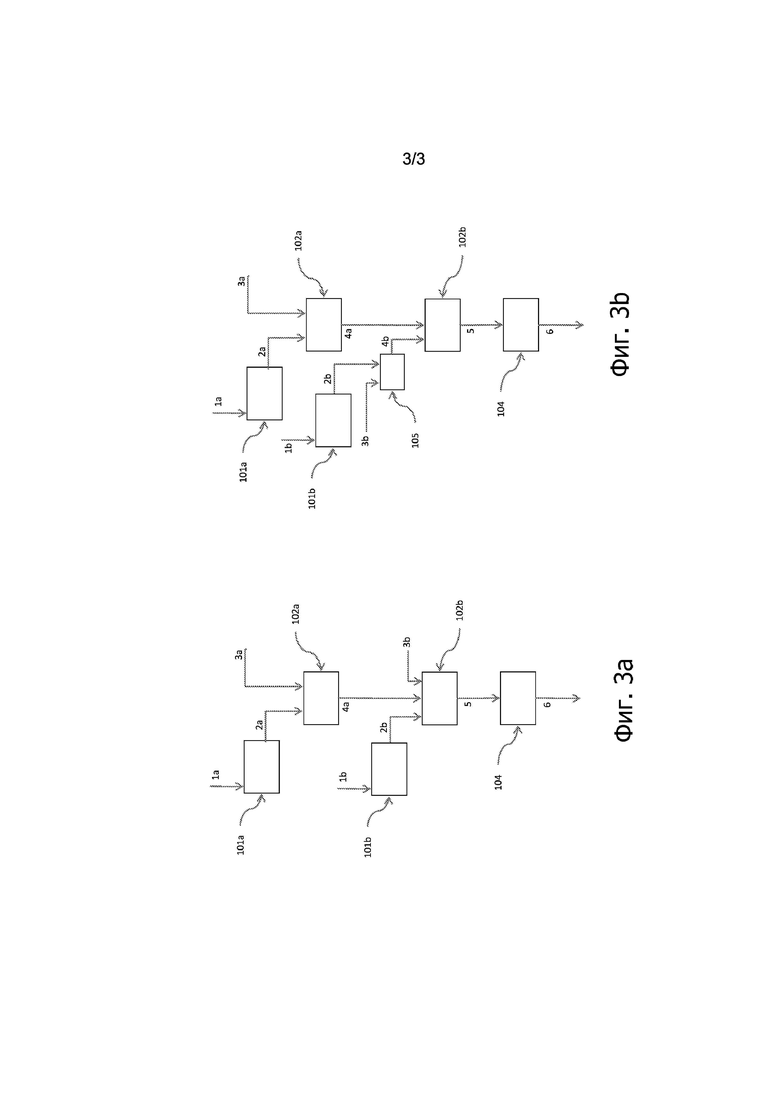
на фиг. 3a и 3b схематично приведены два вида, аналогичных фиг. 1a и 1b, на которых показаны соответственно два осуществления способа согласно изобретению и соответствующие приспособления.
Осуществление изобретения
Настоящее изобретение основано на наблюдении, что в значительной степени пространство открытых пор, доступное для связующего агента, сосредоточено в грубой фракции сухой гранулометрической смеси, причем мелкодисперсные частицы, имеют гораздо меньше пористого пространства меньшего размера, благодаря тому факту, что мелкодисперсные частицы, главным образом, образуются в процессе истирания или измельчения на стадиях, предшествующих способу согласно изобретению.
Согласно изобретению, предлагается разбить стадию смешения согласно уровню техники на две стадии согласно изобретению, как показано на фиг. 3a.
Первая, так называемая стадия смешения с “предварительной пропиткой”, относится только к грубой гранулометрической фракции сухой гранулированной смеси, с исключением мелкодисперсных частиц. Указанная грубая фракция 1a сначала поступает в подогреватель 101a, из которого фракция выходит в подогретом состоянии 2a, для того чтобы поступать в первую ступень сметеля 102a, в которой указанная подогретая грубая фракция 2a смешивается только с частью 3a битумного связующего агента, необходимого для производства электродов, и также поступает в первую ступень смесителя 102a. Целью этой первой стадии смешения является облегчение доступа и проникновения битумного связующего агента внутрь пористого пространства грубой фракции сухой гранулированной смеси, в отсутствии мелкодисперсных частиц сухой гранулированной смеси, что способствует распределению связующего агента вокруг агрегатов и улучшает однородность (гомогенность) их покрытия. Указанная первая стадия запитывается в соответствии с тем же принципом, что и смесители уровня техники, а именно, часть 3a битумного связующего агента вводится в первую ступент смесителя 102a одновременно с или после подогретой грубой гранулированной фракции 2a, для того чтобы избежать покрытия стенок смесителя связующим агентом.
Вторая, так называемая “покрывающая” стадия смешения, представляет собой стадию, на которой остаток сухой гранулированной смеси, то есть фракция мелкодисперсных частиц (мелкодисперсные частицы или ультрадисперсные частицы), а также дополнительный связующий агент, необходимый для производства электродов, добавляется в продукт, выходящий из первой стадии. С этой целью, грубая фракция 4a, предварительно покрытая битумным связующим агентом, и выходящая из первой ступени смесителя 102a, подается на вторую ступень смесителя 102b, также снабжаемой, с одной стороны, подогретой фракцией мелкодисперсных частиц 2b, покидающих второй подогреватель 101b, снабжаемый мелкодисперсной фракцией 1b, и, с другой стороны, остальным необходимым битумным связующим агентом 3b. Целью этой второй стадии смешения, главным образом, является однородное покрытие всей гранулированной смеси, и особенно мелкодисперсных частиц, которые обладают наибольшей удельной площадью поверхности, и распределение этих мелкодисперсных частиц, покрытых с максимально возможной однородностью, между предварительно пропитанными и предварительно покрытыми агрегатами, с целью заполнения межзерновых пустот, наилучшим возможным способом, как схематично показано на фиг. 2b. На этой фиг. 2b показан агрегат 201, покрытый битумным связующим агентом предварительного покрытия 203a, имеющий дополнительно заполненное пространство открытых пор агрегата 201, как показано для пористого пространства 213, под влиянием первой стадии смешения, причем этот слой предварительного покрытия связующим агентом 203a, в свою очередь, покрывается битумным покрывающим связующим агентом 203b, поступающим во вторую ступень смесителя 102b, где мелкодисперсные частицы 202, также подаваемые в указанную вторую ступень смесителя 102b, практически распределяются равномерно.
В этой второй ступени смесителя, для того чтобы избежать ”высушивания” пасты 4a, произведенной на первой стадии на момент добавления подогретых мелкодисперсных частиц 2b, при пиковой мощности и неотъемлемым риском закупоривания смесителя, обеспечивается введение необходимого остального битумного связующего агента 3b одновременно с или после пасты 4a, произведенной на первой стадии смешения, но одновременно с или до добавления остальной сухой гранулированной смеси, то есть, подогретой фракции 2b мелкодисперсных частиц, покидающих второй подогреватель 101b приспособления (установки) для раздельного предварительного нагрева фракций грубых и мелкодисперсных частиц, которое также включает первый подогреватель 101a грубой фракции, что является новым относительно уровня техники, по нескольким пунктам.
Затем углеродистая паста 5, покидающая вторую ступень смесителя 102b, подготовлена для подачи на этап формования, который проводится, как и ранее, в прессе или устройстве вибрационного уплотнения 104, откуда выходят электродные блоки 6, подготовленные для спекания.
Распределение связующего агента 3a, 3b, который вводится на каждую из двух стадий смешения, можно рассчитать:
- или таким образом, чтобы продукт, покидающий каждую стадию, имел одинаковое (по массе) содержание связующего агента, которое требуется в окончательной пасте 5 для производства сырого электрода;
- или, как минимум, путем введения на первой стадии связующего агента 3a в таком количестве, которое действительно необходимо для покрытия агрегатов и заполнения пространства открытых пор, и путем введения остального связующего агента 3b на второй стадии для того, чтобы получить содержание (по массе), которое требуется в окончательной пасте 5 для производства сырого электрода; количество фракции связующего агента 3a, необходимого для покрытия агрегатов на первой стадии, оценивается на пропорциональной основе с учетом площади поверхности агрегатов, которая должна быть покрыта, применительно к развитой поверхности всей сухой гранулированной смеси;
- или также любое другое распределение, промежуточное между двумя указанными выше, которое выбирается произвольно.
Вариант осуществления изобретения описан ниже, на основе следующих исходных данных:
- Производительность: 50 тонн в час (т/ч) пасты
- Содержание связующего агента в сыром электроде: 15% по массе, то есть, 7,5 т/ч связующего агента и 42,5 т/ч сухой гранулированной смеси
- Композиция сухой гранулированной смеси:
- Площадь удельной поверхности сухой гранулированной смеси по Блейну:
3500 см2/г
- 80% грубой фракции, то есть 34 т/ч
- 20% мелкодисперсной фракции, то есть 8,5 т/ч,
- Характеристики грубой фракции:
- Площадь удельной поверхности одной грубой фракции по Блейну: приблизительно 350 см2/г
- Плотность: 2,0 кг/дм3,
- Доля (%) объема пространства открытых пор: оценена как 10%,
- Плотность связующего агента: 1,3 кг/дм3
Результаты:
- Для равного содержания (по массе) связующего агента, покидающего две стадии:
- скорость потока пасты, покидающей первую стадию: 42,5x0,80/(1-0,15) = 40 т/ч
- скорость потока связующего агента, который вводится на первую стадию: 40x0,15 = 6,0 т/ч
- скорость потока связующего агента, который вводится на вторую стадию:
7,5-6,0 = 1,5 т/ч
- Как минимум:
- Скорость потока связующего агента, который вводится на первую стадию для покрытия грубой фракции: 7,5x(350x40)/(3500x42,5) = 0,7 т/ч
- Скорость потока связующего агента, который требуется на первой стадии для заполнения пространства открытых пор:
(42,5x0,80/2,0)x0,10x1,3 = 2,2 т/ч
- Общая скорость потока связующего агента, который вводится на первую стадию: 0,7+2,2 = 2,9 т/ч
- Скорость потока связующего агента, который вводится на вторую стадию:
7,5-2,9 = 4,6 т/ч
- Промежуточный выбор:
- Пример: 50/50 равное распределение между двумя стадиями
- Скорость потока связующего агента, который вводится на каждую стадию: 7,5/2 = 3,75 т/ч.
Добавление фракции мелкодисперсных частиц 2b и свежего битумного связующего агента 3b на второй стадии может быть осуществлено двумя различными способами: или для каждого компонента, независимо и непосредственно в аппарате смешения, что обеспечивает осуществление второй стадии смешения 102a (см. фиг. 3a), или, наоборот, одновременно одним потоком, после предварительной стадии смешения, целью которой является улучшение рассредоточенности (дисперсии) мелкодисперсных частиц 202 в покрывающем связующем агенте 203b, и следовательно, обеспечение более равномерного распределения вокруг предварительно пропитанных агрегатов 201, произведенной на первой стадии смешения 102a, как показано на фиг. 3b.
Способ в соответствии с фиг. 3b отличается от способа в соответствии с фиг. 3a тем, что подогретая мелкодисперсная фракция 2b, покидающая подогреватель 101b, и остальной необходимый битумный связующий агент 3b прямо подается в предварительный смеситель 105, и тем, что паста 4b, образовавшаяся при этом предварительном смешивании, покидающая предварительный смеситель 105, подается подобно пасте 4a, покидающей первую ступень смесителя 102a, во вторую ступень смесителя 102b, на выходе из которой получается углеродистая паста 5, поступающая на формование 104, при прежних условиях, для того чтобы получить сформованные электродные блоки 6.
Предложенное усовершенствование этого базового способа заключается в дифференциации между сортами связующего агента, добавленными на каждой стадии для того, чтобы учитывать конкретные цели каждой из стадий:
- Таким образом, на первой стадии, или этапе предварительной пропитки, существенной целью является обеспечение хорошего покрытия агрегатов 201 и удовлетворительное заполнение пространства 213 открытых пор. Следовательно, цель
состоит в использовании наиболее текучего связующего агента (из возможных), однако также, по возможности, поддерживать температуру, близкую к температуре формования электрода, для того чтобы избежать дополнительной стадии охлаждения пасты, на которой происходит выделение легких ароматических соединений. Следовательно, для этой цели выбирается связующий агент с низким значением ТР, которое обычно составляет, по меньшей мере, на 50°C, предпочтительно на 80°C, ниже температуры формования (например: для температуры формования от 160 до 170°C, будет подходящим связующий агент с величиной ТР от 80 до 90°C).
- На второй стадии или покрывающем этапе, цель состоит в покрытии агрегатов 201 и заполнении межзерновых пустот мелкодисперсными частицами 202, которые, в свою очередь, надежно покрыты покрывающим связующим агентом 203b и распределены равномерно, однако без какой-либо потребности в пропитке пространства открытых пор, поскольку агрегаты 201 уже предварительно пропитаны, а мелкодисперсные частицы 202, по своей природе, не являются пористыми. Как указано ранее, для этой стадии требуется немного удельной мощности, поскольку температура составляет, по меньшей мере, на 30°C выше ТР связующего агента. Следовательно, можно выбрать связующий агент с повышенной точкой ТР, который удовлетворяет условию близости к температуре формования (например: для температуры формования от 160 до 170°C, будет подходящим связующий агент с величиной ТР от 130 до 140°C). Преимущество выбора связующего агента с высокой точкой ТР для этой второй стадии заключается в необходимости компенсации выбора связующего агента с низким значением ТР для первой, так называемой стадии предварительной пропитки, для того чтобы поддержать (насколько это возможно) коксовое число смеси связующих агентов и, наконец, не потерять увеличения плотности, которое получено за счет лучшей пропитки агрегатов 201, в ходе спекания электродов 6.
На фиг. 2b битумный связующий агент 203a, для предварительного покрытия и проникновения внутрь пространства открытых пор 213, представляет собой связующий агент с низкой величиной ТР, если используются два различных сорта связующего агента, или в случае двух связующих агентов с различными значениями ТР, тогда как битумный покрывающий связующий агент 203b является связующим агентом с высокой точкой ТР.
Поэтому на этой стадии предполагается, что у оператора имеются два различных сорта связующего агента, со специальной инфраструктурой хранения, что может представлять основное препятствие. Кроме того, с целью преодоления указанного препятствия, предложенное для этого способа другое усовершенствование позволяет операторам осуществлять изобретение, без модифицирования существующей логистики снабжения и ограничения воздействия на инфраструктуру хранения, путем простого добавления второго резервуара периодического действия: фактически вставки, между основным хранилищем и резервуарами периодического действия, небольшого блока фракционной дистилляции, в котором можно получать связующий агент 203b с высокой точкой ТР из фракции исходного связующего агента со средним значением ТР. Затем светлые нефтепродукты, выделенные в ходе указанной операции, обрабатывают с остальной фракцией исходного связующего агента со средним значением ТР для того, чтобы получить связующий агент 203a с низким значением ТР. Так, например, из связующего агента, имеющего ТР 110°C, допуская распределение связующего агента 50/50 между двумя стадиями, таким образом, можно предусмотреть получение связующего агента 203b, имеющего ТР 130°C, и связующего агента 203а, имеющего ТР 90°C. Такой режим эксплуатации дает возможность получения двух сортов связующего агента 203a и 203b для осуществления изобретения, без создания любых новых ограничений снабжения для оператора, и без каких-либо остаточных потоков, которые необходимо перерабатывать.
Осуществление способа согласно изобретению, с единственным сортом связующего агента или двумя различными сортами связующего агента, может быть легко проведено путем сочетания двух традиционных стадий смешения, в прерывистом, а также в непрерывном режиме, и в этом случае, аналогично уровню техники с узлом перемешивания-охлаждения 103 (см. фиг. 1b). Для немногочисленных технологических различий между указанными приспособлениями и уровнем техники требуются только незначительная модификация:
- Первая стадия 102a смешения, предназначенная для осуществления первой, так называемой стадии предварительной пропитки, эксплуатируется при температуре, близкой к температуре перемешивания для текущего уровня техники в случае, когда используется единственный сорт связующего агента, или близкой к температуре формования (и не больше, чем на 30°C) в случае, когда используются два различных сорта связующего агента и когда связующий агент 203a с низкой точкой ТР вводится на фиг. 3a на первую стадию 102a смешения. Кроме того, эта первая стадия 102a принимает, на входе, поток гранулированных частиц и жидкий поток связующего агента, как для текущего уровня техники, с целью получения на выходе более зернистой и, следовательно, менее липкой пасты, чем в традиционном способе: предпочтительнее, разработаны все условия эксплуатации в весьма выгодном направлении.
- Вторая стадия 102b смешения, предназначенная для осуществления второго, так называемого покрывающего этапа, эксплуатируется при температуре, близкой к температуре формования, таким же образом, как в узле перемешивания-охлаждения согласно уровню техники, однако на входе приходит, с одной стороны, гранулированная паста 4a, выходящая из первой стадии 102a, и, с другой стороны, мелкодисперсные частицы 2b и свежий связующий агент 3b, который представляет собой связующий агент с высоким значением ТР, когда используются два различных сорта связующего агента, предпочтительно заранее смешанных в смесителе 105, вместо впрыскивания охлаждающей воды в вышеуказанный узел перемешивания-охлаждения, согласно уровню техники, чтобы окончательно получить пасту 5, которая является более плотной, но практически при той же температуре, как паста согласно уровню техники.
В качестве альтернативы, для осуществления способа согласно изобретению может быть предусмотрена единственная единица оборудования для смешения, с очевидным преимуществом такого решения в связи со стоимостью монтажа и величиной капитальных затрат:
- или путем периодического перемешивания, с последовательным введением материалов, которые описаны выше и конкретно для изобретения, для того чтобы иметь непрерывный ряд, в цикле приспособлений (устройств), фазы предварительной пропитки (102a) агрегатов (2a) связующим агентом, имеющим низкую точку ТР (3a), с последующей фазой (102b) покрытия этой предварительно пропитанной совокупности частиц (4a) путем добавления связующего агента с высоким значением ТР (3b) и затем мелкодисперсных частиц (2b), или, в качестве альтернативы, путем добавления мелкодисперсных частиц и связующего агента с высоким значением ТР (3b), которые предварительно смешиваются (в смесителе 105);
- или путем непрерывного перемешивания, которое включает в себя последовательное введение материалов в смеситель, как описано выше и конкретно для изобретения, чтобы создать внутри смесителя, выше по ходу, так называемой зоны предварительной пропитки агрегатов (2a) связующим агентом с низким значением ТР (3a), после которой ниже находится так называемая зона покрывания этих агрегатов, предварительно пропитанных связующим агентом с высоким значением ТР (3b), затем добавляются мелкодисперсные частицы (2b), или, альтернативно, добавлением предварительно смешанных мелкодисперсных частиц (2b) и связующего агента, имеющего высокое значение ТР (3b).
- Так, например, можно предусмотреть введение агрегатов (2a) в верхний конец горизонтального трубчатого смесителя, и сразу после этого введение связующего агента с низким значением ТР (3a), затем, после прохождения по длине, достаточной для предварительной пропитки агрегатов, обычно на половине пути вдоль зоны смешения вводится связующий агент с высоким значением ТР (3b) и сразу после этого вводятся мелкодисперсные частицы (2b), окончательная углеродистая паста (5) выгружается в нижнем конце горизонтального смесителя, после прохождения по длине, достаточной для равномерного покрытия агрегатов смесью мелкодисперсных частиц (2b) и связующего агента с высоким значением ТР (3b). В качестве альтернативы, можно прямо вводить, на половине пути вдоль смесителя, смесь мелкодисперсных частиц (2b) и связующего агента с высоким значением ТР (3b).
- Аналогично, можно предусмотреть, например, использование непрерывного смесителя, который описан в патентном документе WO2011/064461, где верхняя (по потоку) зона модифицирована с целью разделения на две зоны: верхняя зона предварительной пропитки, снабжаемая агрегатами (2a) и связующим агентом с низким значением ТР (3a), затем средством для подачи, один за другим, связующего агента с высоким значением ТР (3b), затем мелкодисперсных частиц (2b), или, альтернативно, смесь обоих компонентов, со следующей ниже покрывающей зоной, причем зона для охлаждения пасты, описанная в патентном документе WO2011/064461, удаляется. В этой конфигурации, прижимной ролик, а также приспособление разукрупнения и распределение трубопроводного вентиля оснащает всю полезную длину устройства.
- Или также любая другая конфигурация смесителя, которая обеспечивает последовательное введение материалов, описанных в изобретении, чтобы предоставить зону для предварительной пропитки агрегатов, с последующей покрывающей зоной.
В любом случае, осуществление изобретения или с единственным смесителем или с двумя последовательными смесителями, также требует модификации верхней части установки традиционной обработки для того, чтобы ввести в нее дополнительное оборудование, необходимое для снабжения способа изобретения, а именно:
- Отдельное предварительное нагревание (101a, 101b) агрегатов (1a) и мелкодисперсных частиц (1b) в сухой гранулированной смеси, а также отдельное погрузочно-разгрузочное оборудование, вплоть до соответствующих точек введения в тот или иной смеситель;
- Необязательно, для использования связующих агентов различного сорта в зоне и на стадии предварительной пропитки и в покрывающей зоне и стадии:
- или, в случае отдельной подачи двух сортов связующего агента, нужен второй резервуар хранения для приема и подачи связующего агента второго сорта, с соответствующими устройствами (средствами) для подогревания, загрузки и выгрузки;
- или, в случае, когда поддерживается подача единственного промежуточного сорта связующего агента, нужен блок для производства двух сортов связующего агента на основе имеющегося единственного блока хранения;
- в обоих случаях, нужен второй резервуар для периодического хранения, с обводным трубопроводом для снабжения и дозирования связующего агента второго сорта;
- Необязательно, перемешиваемый реактор для предварительного смешения (105) мелкодисперсных частиц (2b) и связующего агента, имеющего высокое значение ТР (3b), со специальной системой извлечения/дозирования для непосредственной подачи указанной предварительной смеси на вход покрывающей зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства асфальтобетонной смеси | 2019 |
|
RU2714409C2 |
| СТРУКТУРИРОВАННАЯ КОМПОЗИЦИЯ СВЯЗУЮЩЕГО АГЕНТА | 2009 |
|
RU2526920C2 |
| МОДИФИЦИРОВАННЫЙ ДИОКСИД КРЕМНИЯ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2021 |
|
RU2838836C1 |
| ТАБЛЕТИРОВАНИЕ ЭРИТРИТА | 2009 |
|
RU2498636C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА | 2022 |
|
RU2793027C1 |
| СПОСОБ ОКИСЛЕНИЯ HS В СЕРУ | 1996 |
|
RU2142403C1 |
| ЭЛЕКТРОДНЫЙ МАТЕРИАЛ И ЕГО КОМПОНЕНТЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭЛЕКТРОХИМИЧЕСКОМ УСТРОЙСТВЕ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2833593C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАПОЛНИТЕЛЯ ДЛЯ РЕЗИНОВЫХ СМЕСЕЙ ИЗ КОМПОЗИЦИИ ОДНОТИПНЫХ ГРАНУЛИРОВАННЫХ ТЕХНИЧЕСКИХ УГЛЕРОДОВ | 2018 |
|
RU2765552C2 |
| Способ и установка для обработки растительного сырья посредством ферментативного гидролиза | 2016 |
|
RU2727472C2 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
Изобретение может быть использовано при изготовлении электродов для электролитических процессов. Смешивают твёрдую и сухую гранулированную смесь и жидкий битумный связующий агент, взятый в количестве, необходимом для производства электродов (6). Грубая фракция (1a, 2a) гранулированной смеси включает агрегаты, а другая фракция содержит субмиллиметровые мелкодисперсные частицы (1b, 2b). На первой стадии (102a) смешения осуществляют предварительную пропитку агрегатов частью (3a) битумного связующего агента в количестве, достаточном для покрытия агрегатов и частичного заполнения пространства их открытых пор. На второй покрывающей стадии смешивают полученную на первой стадии смесь с остатком (3b) битумного связующего агента, необходимого для производства электродов (6), и с фракцией мелкодисперсных частиц (2b) указанной гранулированной смеси. Устройство для осуществления способа включает две ступени смесителя, работающие в непрерывном или периодическом режиме, каждая из которых осуществляет одну из стадий смешивания. 2 н. и 5 з.п. ф-лы, 3 ил.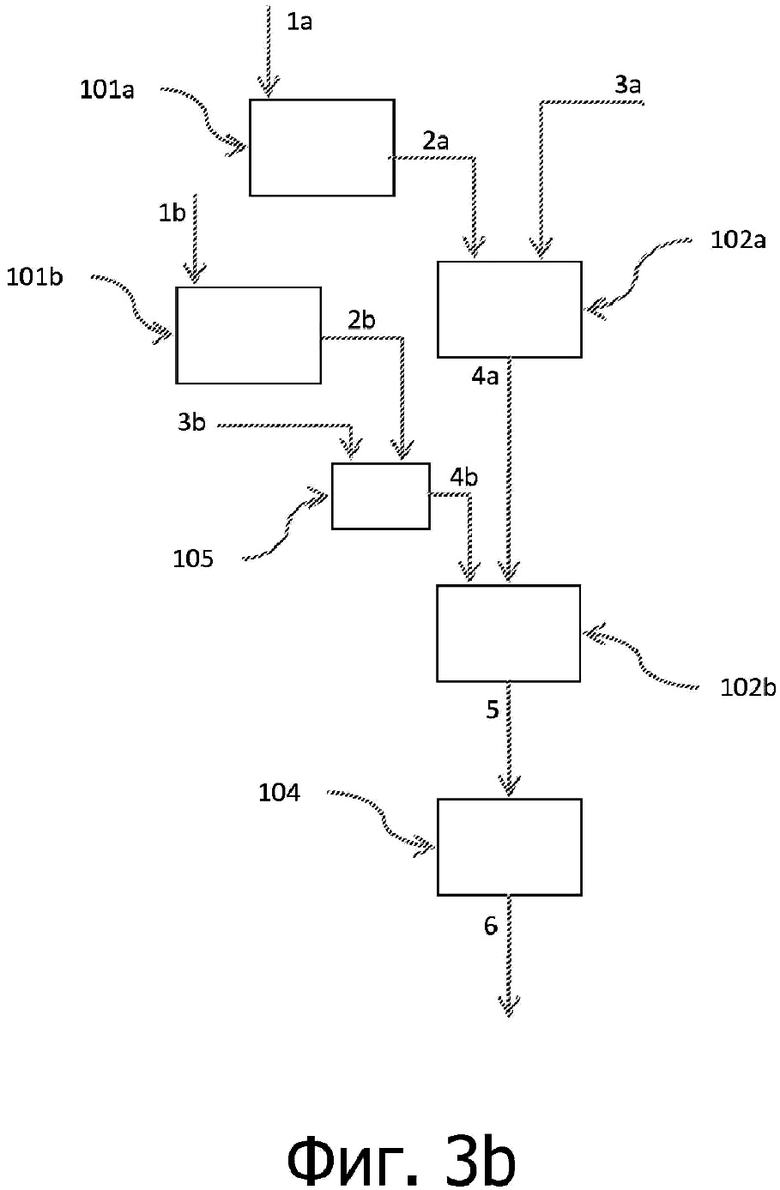
1. Способ получения углеродистой пасты (5) для производства электродов (6), используемых в электролитических процессах, путем смешивания твёрдой и сухой гранулированной смеси (1a, 1b) и жидкого битумного связующего агента (3a, 3b) в количестве, необходимом для производства электродов (6), причем твёрдая и сухая гранулированная смесь представляет собой смесь двух фракций компонентов, одна из которых является так называемой грубой фракцией (1a;2a), включающей агрегаты, а другая фракция является фракцией субмиллиметровых мелкодисперсных частиц (1b, 2b), включающий по меньшей мере две последовательные стадии смешения, причем первая стадия смешения (102a), называемая стадией предварительной пропитки агрегатов, состоит из смешивания указанной грубой фракции (2a) гранулированной смеси с частью (3a) указанного битумного связующего агента в количестве, по меньшей мере достаточном для покрытия агрегатов и по меньшей мере частичного заполнения пространства открытых пор указанных агрегатов, а последующая вторая стадия смешения (102b), называемая покрывающей стадией, состоит из смешивания указанной предварительно пропитанной грубой фракции (4a) битумного связующего агента и произведенной на первой стадии смешения (102a) с остатком (3b) указанного битумного связующего агента, необходимого для производства электродов (6), и с указанной фракцией мелкодисперсных частиц (2b) указанной гранулированной смеси, отличающийся тем, что сорт битумного связующего агента (3a), использованного на первой стадии смешения (102а), отличается от сорта битумного связующего агента (3b), использованного на второй стадии смешения (102b), при этом в ходе первой стадии смешения (102a) используется битумный связующий агент (3a), имеющий точку размягчения ниже точки размягчения битумного связующего агента (3b), использованного в ходе второй стадии смешения (102b).
2. Способ по п.1, отличающийся тем, что на второй стадии смешения (102b) введение остатка (3b) битумного связующего агента происходит одновременно с введением или после введения предварительно пропитанной грубой фракции (4a), произведенной на первой стадии смешения (102a), а введение фракции мелкодисперсных частиц (2b) происходит одновременно с введением или после введения остатка (3b) битумного связующего агента.
3. Способ по п.1 или 2, отличающийся тем, что мелкодисперсные частицы (2b) сухой гранулированной смеси предварительно смешивают (105) со всем или частью указанного остатка (3b) битумного связующего агента, затем предварительную смесь (4b), полученную таким образом, вводят на вторую стадию смешения (102b).
4. Способ по одному из пп. 1-3, отличающийся тем, что два различных сорта битумных связующих агентов (3a, 3b) с различными точками размягчения получают путем проведения фракционной дистилляции, с последующим разжижением, из единственного сорта битумного связующего агента, предусмотренного для получения пасты (5).
5. Устройство для получения углеродистой пасты (5) для производства электродов (6), используемых в электролитических процессах, способом по одному из пп.1-4, характеризующееся тем, что оно включает две ступени смесителя, работающие в непрерывном или прерывистом режиме, причем первая ступень смесителя (102a), которая предназначена для осуществления первой стадии способа, имеет по меньшей мере один входной патрубок, способный принимать поток агрегатов твёрдых и сухих гранулированных частиц (2a) и поток жидкого битумного связующего агента (3a), а также выходной патрубок, способный обеспечивать пастообразную смесь (4a), полученную на первой стадии смешения, вторая ступень смесителя (102b), которая предназначена для осуществления второй, называемой покрывающей, стадии смешения, содержит входной патрубок, способный принимать указанную пастообразную смесь (4a), выходящую из первой ступени смесителя (102a), а также по меньшей мере один другой входной патрубок, способный принимать поток твёрдых и сухих гранулированных мелкодисперсных частиц (2b) и свежий поток (3b) битумного связующего агента, причем вторая ступень смесителя (102b) также имеет выходной патрубок, способный выпускать полученную пасту (5), подходящую для формования электродов (6), при этом устройство содержит два приспособления, каждое из которых содержит резервуар для хранения, указанные два приспособления выполнены с возможностью хранения двух связующих агентов различного сорта, каждый из которых находится в одном из двух указанных приспособлений, при этом устройство содержит трубопровод для снабжения первой ступени смесителя (102a) и второй ступени смесителя (102b) соответственно указанными двумя связующими агентами различного сорта и приспособление для дозирования каждого из двух сортов битумного связующего агента (3a, 3b), подаваемого на первую ступень смесителя (102a) и вторую ступень смесителя (102b) соответственно.
6. Устройство по п.5, отличающееся тем, что оно дополнительно содержит средства (101a, 101b) для раздельного предварительного нагрева фракции агрегатов (1a) и фракции мелкодисперсных частиц (1b) сухой гранулированной смеси, а также отдельные единицы загрузочно-разгрузочного оборудования, одно из которых выполнено с возможностью подачи фракции агрегатов на первую ступень смесителя (102a), а другое выполнено с возможностью подачи фракции мелкодисперсных частиц на вторую ступень смесителя (102b).
7. Устройство по п.5 или 6, отличающееся тем, что оно дополнительно содержит по меньшей мере один блок фракционной дистилляции, который способен производить два различных сорта битумного связующего агента (3a, 3b) из того же самого битумного связующего агента промежуточного сорта.
| Способ получения фенола и ацетона | 1979 |
|
SU992508A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ САМОСПЕКАЮЩЕГОСЯ УГОЛЬНОГО ЭЛЕКТРОДА | 1996 |
|
RU2134032C1 |
| ГРАФИТОВЫЙ ЭЛЕКТРОД ДЛЯ ПЕЧЕЙ ЭЛЕКТРОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ, ЭЛЕКТРОДНАЯ КОЛОННА И СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2005 |
|
RU2374342C2 |
| Устройство для акустико-эмиссионного контроля изделий | 1982 |
|
SU1073696A1 |

