Изобретение относится к получению соединений разнородных электропроводных материалов (металлов, сплавов и др.) и может быть использовано, например, для получения соединения выводов электрохимической защиты /ЭХЗ/ (электропроводный вывод, например, электрический провод, из прибора, обеспечивающего подачу отрицательного потенциала) с металлическими трубопроводами для обеспечения их защиты от коррозии.
Известно устройство соединения медных выводов (проволоки) электрохимической защиты со стальной трубой термитной сваркой, включающее заполненную электропроводным порошком (термитной смесью) матрицу, установленную на металлическом трубопроводе с медным выводом, сваривание которых происходит за счет выделенного тепла при химической реакции компонентов порошка, инициируемой за счет тепла, выделяемого при термообжиге (Малкин Б.В., Воробьев А.А. Термитная сварка. М., 1963 г., с. 103). Способ заключается в том, что на стенку газопровода укладывают провод вывода ЭХЗ и прижимают магнитными башмаками. Внутрь башмака устанавливают тигель-форму, в которую засыпают термитную смесь, помещают термоподжиг и соединяют с огнеупорным шнуром. Протекающий ток через огнеупорный шнур нагревает термитную смесь до точки начала химической реакции (1340-4360°C). Сгорая, термитная смесь выделяет тепло, за счет которого вывод ЭХЗ приваривается к стенке газопровода (СТО Газпром 2-2.2-136-2007. - Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов, с. 201-205).
Недостатком этого способа и устройства является низкая производительность (длительность процесса 30÷40 сек), высокая дефектность сварного соединения (наличие пор).
Техническим результатом является ускорение процесса соединения разнородных электропроводных материалов и повышение качества сварного соединения.
Технический результат достигается тем, что в способе соединения электрического провода с электропроводным изделием, которые выполнены из разнородных материалов, отличием является то, что на упомянутые провод и изделие устанавливают диэлектрическую матрицу, засыпают в матрицу электропроводный порошок, вводят пуансон в соприкосновение с упомянутым порошком и пропускают через него импульс электрического тока 60-90 кА длительностью 100-200 мкс, полученный от генератора, соединенного с пуансоном и с упомянутым электропроводным изделием.
В предпочтительном варианте электропроводным изделием является труба диаметром более 50 мм или плоская деталь.
В предпочтительном варианте соединяют с электропроводным изделием одножильный или многожильный электрический провод сечением 0,5÷180 мм2, например вывод ЭХЗ,
В предпочтительном варианте величину импульса электрического тока выбирают из условия нагрева электропроводного порошка до температуры 0,8÷0,9 от температуры его плавления.
Технический результат достигается также тем, что устройство для соединения электрического провода с электропроводным изделием, которые выполнены из разнородных материалов, способом по п. 1, содержит диэлектрическую матрицу, установленный в ней пуансон и генератор импульсных токов, соединенный с пуансоном и с электропроводным изделием, при этом упомянутая матрица выполнена с возможностью ее установки на соединяемых электрическом проводе и электропроводном изделии и размещения в ней электропроводного порошка.
Отличием предлагаемого способа и устройства является то, что вместо источника тока, инициирующего термоподжиг, используется генератор импульсных токов, соединенный с электродами, и электропроводный порошок расплавляется за счет тепла, выделяемого при протекании электрического тока, осуществляя сварку, например, вывода ЭХЗ с трубопроводом.
На фиг. 1 представлено устройство, где обозначено: 1 - пуансон; 2 - порошок; 3 - матрица; 4 - изделие из электропроводного материала, например электрический провод; 5 - генератор импульсных токов; 6 - изделие из электропроводного материала, например трубопровод.
Устройство работает следующим образом. Пуансон (1) приводят в контакт с порошком (2), находящимся в матрице (3), расположенной на соединяемых электропроводных материалах (6 и 4) и включают генератор импульсных токов (5). Протекающий ток по цепи пуансон - электропроводный порошок - электропроводный материал (4 и 6) разогревает частицы порошка. Выделяемое тепло за счет электроконтактных сопротивлений частиц электропроводного порошка разогревает поверхности соединяемых электропроводных материалов, (например, вывода ЭХЗ и трубопровода), осуществляя их сварку - спекание с порошком и между собой.
Ниже приведен пример осуществления соединения разнородных металлов.
С помощью вышеописанного устройства осуществляют сварку - спекание медного порошка марки М01 с медным выводом диаметром 4 мм к стальной трубе диаметром 530 мм при протекании короткого импульса тока 60÷90 кА, длительностью 100÷200 мкс. Полученное соединение имеет прочность на срез 0,9 σв медного порошка.
Как видно, предлагаемые способ и устройство позволяют за более короткое время получить качественное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| Способ изготовления изделий из электропроводных нетермостойких порошковых материалов | 2019 |
|
RU2732841C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ SnO- InO-Ag-N НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2021 |
|
RU2767326C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2008 |
|
RU2385208C1 |
| УСТРОЙСТВО ДЛЯ ПОДЖИГА ТЕРМИТНОГО СОСТАВА | 2011 |
|
RU2490104C1 |
| ГЕРМЕТИЧНОЕ УСТРОЙСТВО ДЛЯ ПОДЖИГА ТЕРМИТНЫХ СОСТАВОВ | 2012 |
|
RU2518750C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ СЕРЕБРА, КАРБИДОВ ВОЛЬФРАМА И МОНОНИТРИДА ВОЛЬФРАМА НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2020 |
|
RU2750255C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1998 |
|
RU2151037C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2007 |
|
RU2357846C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ ОКСИДА МЕДИ И СЕРЕБРА НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2018 |
|
RU2699486C1 |
Изобретение может быть использовано для получения сварных соединений разнородных электропроводных материалов, например, для соединения выводов электрохимической защиты с металлическими трубопроводами для обеспечения их защиты от коррозии. На электрический провод и изделие из электропроводного материала устанавливают диэлектрическую матрицу. Засыпают в матрицу электропроводный порошок. Вводят пуансон в соприкосновение с упомянутым порошком и пропускают через него импульс электрического тока 60-90 кА длительностью 100-200 мкс, полученный от генератора, соединенного с пуансоном и с упомянутым электропроводным изделием. Изделием может быть труба диаметром более 50 мм или плоская деталь. Может быть использован одножильный или многожильный электрический провод сечением 0,5÷180 мм2. Величину импульса электрического тока выбирают из условия нагрева электропроводного порошка до температуры 0,8÷0,9 от температуры его плавления. Устройство для осуществления способа содержит диэлектрическую матрицу, установленный в ней пуансон и генератор импульсных токов, соединенный с пуансоном и с электропроводным изделием. Техническим результатом является ускорение процесса соединения и повышение качества сварного соединения. 2 н. и 3 з.п. ф-лы, 1 ил.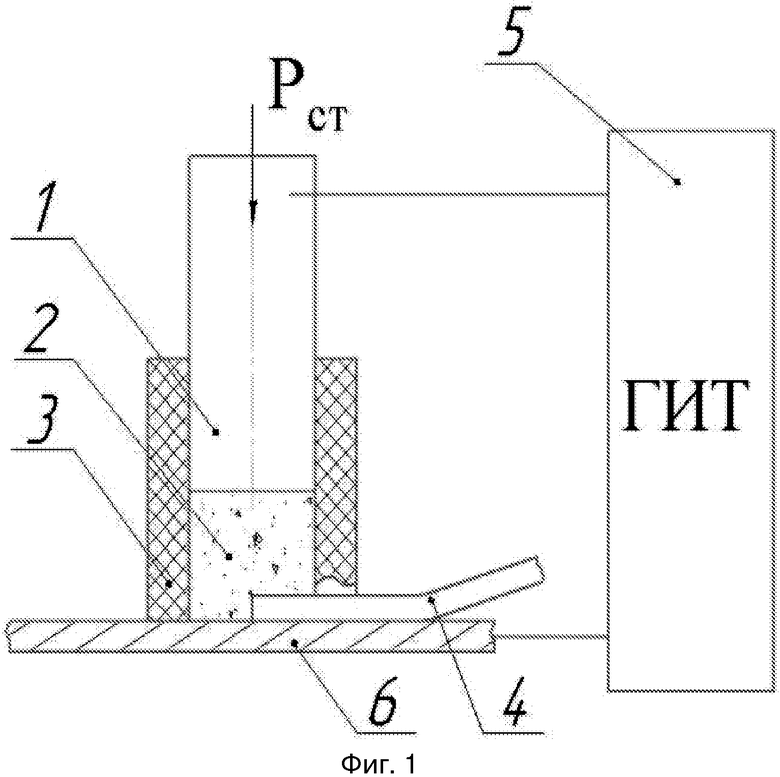
1. Способ соединения электрического провода с электропроводным изделием, которые выполнены из разнородных материалов, отличающийся тем, что на упомянутые провод и изделие устанавливают диэлектрическую матрицу, засыпают в матрицу электропроводный порошок, вводят пуансон в соприкосновение с упомянутым порошком и пропускают через него импульс электрического тока 60-90 кА длительностью 100-200 мкс, полученный от генератора, соединенного с пуансоном и с упомянутым электропроводным изделием.
2. Способ по п. 1, отличающийся тем, что электропроводным изделием является труба диаметром более 50 мм или плоская деталь.
3. Способ по п. 1, отличающийся тем, что соединяют с электропроводным изделием одножильный или многожильный электрический провод сечением 0,5÷180 мм2, например вывод ЭХЗ.
4. Способ по п. 1, отличающийся тем, что величину импульса электрического тока выбирают из условия нагрева электропроводного порошка до температуры 0,8÷0,9 от температуры его плавления.
5. Устройство для соединения электрического провода с электропроводным изделием, которые выполнены из разнородных материалов, способом по п. 1, содержащее диэлектрическую матрицу, установленный в ней пуансон и генератор импульсных токов, соединенный с пуансоном и с электропроводным изделием, при этом упомянутая матрица выполнена с возможностью ее установки на соединяемых электрическом проводе и электропроводном изделии и размещения в ней электропроводного порошка.
| МАЛКИН Б.В | |||
| и др | |||
| Термитная сварка, Москва, 1963, с.10 | |||
| Способ изготовления биметаллических заготовок | 1981 |
|
SU967727A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ ВЫВОДОВ ЭЛЕКТРОХИМЗАЩИТЫ К МАГИСТРАЛЬНЫМ ТРУБОПРОВОДАМ | 2005 |
|
RU2323075C2 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ | 2004 |
|
RU2274532C1 |
| ГИДРАВЛИЧЕСКАЯ СЦЕПНАЯ МУФТА С ПОРШНЕВЫМ НАСОСНЫМ МЕХАНИЗМОМ | 1924 |
|
SU6988A1 |

