Настоящее изобретение касается анода конденсатора с твердым электролитом на основе NbO (оксида ниобия), способа его изготовления и конденсаторов с твердым электролитом с анодом из NbO.
Конденсаторы с твердым электролитом с диэлектриком из пентаоксида ниобия или тантала широко применяют в электронной промышленности. Принципиальная их основа - высокая диэлектрическая постоянная пентаоксидов (пятиокисей, оксидов) ниобия и тантала, образующих в таких конденсаторах слой изоляции. Аноды изготавливают спеканием тонкодисперсных пористых агломератов из первичных частиц тантала или ниобия в пористые корпуса анодов с соответствующей большой поверхностью, причем до спекания из агломератов изготавливают сохраняющие форму прессовки, которые затем спекают в вакууме высокого разрежения в течение 10-30 минут при температуре 1000-1500°С. На поверхности изготовленных спеканием изделий (анодов) затем с помощью электролитического окисления создают слой пентаоксида, толщина которого определяется максимальным напряжением электролитического окисления (напряжением формирования). Катод изготавливают путем пропитывания губчатой структуры нитратом марганца, который термическим путем преобразуют в диоксид марганца, или пропиткой жидким предшественником полимерного электролита и полимеризацией, или же пропиткой дисперсией электропроводящего полимера.
В принципе, в качестве материала анода можно также использовать субоксид ниобия NbOx, причем x=0,5-1,7, поскольку этот материал обладает высокой проводимостью. В последнее время также высказывали различные предложения о применении NbO в качестве замены металлического Nb или Та в качестве материала анода. Применять NbO в качестве материала анода в промышленных масштабах до сих пор не удается по той причине, что изготовленные из него конденсаторы характеризуются слишком высоким током утечки, а у изготовленной таким же образом совокупности анодов чрезвычайно широко распределение удельного тока утечки. В одной производственной партии многие конденсаторы склонны к пробою, что делает их непригодными.
Представляется, что причина плохих показателей конденсаторов с анодами из NbO лежит в структуре дефектов, обусловленной способом изготовления: NbO, в противоположность пластичным металлам Nb и Та, представляет собой сравнительно хрупкий оксидный керамический материал, в котором во время формования анода, по-видимому, образуются дефекты, например, в виде микротрещин, которые при спекании также не устраняются окончательно.
Было обнаружено, что такие дефекты не возникают, если формование корпуса анода проводить без давления перед спеканием.
Поэтому предметом изобретения является способ изготовления анода конденсатора с твердым электролитом из предварительно спеченного тонкодисперсного порошка из NbOx, где x=0,5-1,7, предпочтительно x=0,7-1,3, путем формования заготовки анода из порошка и спекания заготовки в корпус анода, этот способ отличается тем, что формование заготовки проводят в основном без приложения давления.
Предметом изобретения также является способ изготовления конденсатора с твердым электролитом путем формовки корпуса анода согласно изобретению и добавления катода к сформованному корпусу анода.
В соответствии с первой формой исполнения изобретения порошок NbOx взмучивают в инертной жидкости, предпочтительно в воде, наносят на ровную или выштампованную в форме ложки, совка или бадьи металлическую фольгу ниобия или тантала или же заливают его в выштамповку, уплотняют его виброобработкой посредством ультразвука, сушат и спекают.
Предпочтительно осуществлять нанесение порошка NbOx из разведенной суспензии путем седиментации. При этом фольгу ниобия или тантала проводят через ванну с суспензией, так что порошок осаждается на фольге или же в описанных выше структурах. Предпочтительно применяют водную суспензию. Целесообразно, чтобы концентрация порошка NbOx составляла менее 50 г/л, особо предпочтительно - менее 10 г/л, более предпочтительно - от 2 до 8 г/л. В суспензию постоянно осуществляют добавление в той мере, в которой осажденный на фольгу порошок выходит из суспензии. После начальной фазы регулировки в суспензии устанавливается такое распределение частиц порошка по размеру, из которого осаждаются частицы в том распределении по размеру, которое соответствует распределению добавляемого порошка, так что эффекты сегрегации, в основном, места не имеют. После выведения из суспензии пленки, на которую методом седиментации осажден порошок, пленку проводят через ультразвуковую установку, которая уплотняет осажденный слой порошка. Влажный уплотненный слой порошка сушат. В случае водной суспензии предпочтительна сушка при температуре, повышающейся на протяжении нескольких часов с 60-80°С до 150-180°С.
В качестве порошка NbOx предпочтительно применять предварительно спеченный порошок, средний размер первичных частиц которого составляет 200-1000 нм, более предпочтительно - 400-800 нм (визуальное определение по фотографиям на сканирующем электронном микроскопе). Размер вторичных частиц (спеченных первичных частиц) предпочтительно находится в пределах 100-180 мкм (определяют как величину D50 с помощью прибора Mastersizer по стандарту ASTM В 622). Целесообразно, чтобы распределение вторичных частиц по размеру согласно прибору Mastersizer выглядело как D10=30-70 мкм, D50=100-180 мкм и D90=200-300 мкм. Вторичные частицы могут иметь сферическую или неправильную форму. Предпочтительна неправильная форма, дающая более прочный кек после осаждения и ультразвукового уплотнения.
В соответствии с еще одной формой исполнения изобретения формование осуществляют путем нанесения на ниобиевую или танталовую фольгу пасты, содержащей NbOx.
Такие способы создания анодных заготовок уже предлагали в связи с технологией анодов из металлических Nb и Та, в виде процессов формовки на основе трафаретной печати, шаблонной печати, струйной печати и погружения - для создания тонких структур.
В патенте США US 3,465,426 испрошена защита на метод изготовления анодов конденсаторов, в котором анод изготавливают путем формовки с порошком на фольге.
В европейской заявке ЕР 1114430 В1 испрошена, например, защита на специальную пасту для изготовления спеченных слоев из тугоплавких металлов.
В европейской заявке ЕР 1208573 В 1 испрошена защита на аноды для конденсаторов с электролитом, где корпус анода состоит из постоянно пригодного к деформации материала, каковой материал можно укрепить.
При реализации этих способов применяют пасту из тонкодисперсного порошка Nb или Та и органического связующего агента, которую наносят на подложку из листа Nb или Та и сушат. Затем посредством первой температурной обработки удаляют органический связывающий агент, а потом сушат.
Эти способы обладают тем недостатком, что во время удаления органического связующего агента происходит добавление углерода в материал анода. Несмотря на улучшение рецептуры паст со временем, не удается добиться содержания углерода в конденсаторе менее 150 ppm. Углерод же связывают с нежелательными высокими значениями тока утечки. В связи с этим указанный способ не нашел широкого применения в технике.
Обнаружено, что при применении в таких пастах для изготовления конденсаторов порошка NbOx добавления углерода не происходит. По-видимому, ввиду наличия кислорода углерод удается полностью удалить самое позднее при спекании.
Согласно этой форме исполнения изобретения формование осуществляют посредством нанесения на плоский лист ниобия или тантала пасты с органическим связующим агентом, сушки пасты и удаления связующего агента путем нагрева до температуры в пределах 150-550°С.
Предпочтительно проводить формование структуры анода посредством пасты с помощью метода шаблонной печати. Для этого на ниобиевую или танталовую пленку, формирующую плоский анодный контакт, накладывают шаблон с вырезами и вводят пасту в вырезы шаблона с помощью ракеля. Вырезы шаблона имеют форму желаемых плоскостных очертаний анода, например прямоугольника с размерами сторон по несколько миллиметров. Толщина шаблона приблизительно задает толщину анодной структуры впоследствии. Толщина шаблона может составлять 50-500 мкм, предпочтительно - от 100 до 300 мкм.
Предметом изобретения являются также вытянутые плоские аноды и конденсаторы, причем анод состоит из спеченной губчатой структуры из субоксида ниобия NbOx, где 0,5<x<1,7, и имеет соответствующим образом вытянутую плоскую контактную анодную поверхность из ниобия и/или тантала, причем содержание углерода в анодной структуре составляет менее 25 ppm, предпочтительно менее 15 ppm, в особенности предпочтительно - менее 10 ppm.
Предметом изобретения также являются конденсаторы с твердым электролитом с описанным выше анодом, имеющие удельный ток утечки менее 0,4 нА/мкКл (нА/мкФ·В).
Ниже описаны пасты, в частности, пригодные для метода шаблонной печати. В качестве связующего агента целесообразно применять углеводороды, в частности целлюлозы, как то: этилцеллюлозу N7, N20, N100, N200 или N300 или же гидроксипропилцеллюлозу типов Klucel H, Klucel M или Klucel G производства фирмы Hercules. Другие пригодные к применению связующие агенты - это полисахариды, гемицеллюлозы, акрилаты, сложные полиэфир-полиуретаны, простые полиэфир-полиуретаны, мочевины-полиуретаны, поливиниловые спирты и смеси двух или нескольких из указанных компонентов.
В зависимости от совместимости целесообразно растворять связующие агенты в растворителе, как то: в терпинеоле, гликолях, например в этиленгликоле, 1,2-пропиленгликоле, бутилгликоле, триэтиленгликоле, или же в воде, при необходимости - при несколько повышенной температуре.
Кроме того, к связующему агенту можно добавлять поверхностно-активные вещества (смачивающие агенты, пеногасители), как то: Surfinol 104 (фирма Air Products) или 2-[2-(2-метоксиэтокси)этокси]уксусную кислоту (фирма Sigma-Aldrich) или Byk 024 (фирма BYK-Gardner), либо же реологические добавки, например Rheolate 244 (фирма Elementis Specialities).
В качестве порошка NbOx предпочтительно применять вторичные порошки с частицами сферической формы и максимальным размером частиц 40 мкм. Особо предпочтительно при этом распределение частиц по размеру, где D10=0,5-1,5 мкм, D50=1,5-3 мкм, a D90=7-12 мкм. Средний размер первичных частиц может составлять 200-600 нм.
Порошок NbOx вводят в систему связующего агента и гомогенизируют на трехвальцовой краскотерке. Чтобы облегчить смачивание, до введения порошок можно взмутить в растворе смачивающего агента. Содержание твердого вещества в пасте влияет также на ее вязкость. Оно составляет по меньшей мере 70, а самое большее 87 вес.%, предпочтительно 75-85 вес.% от всей рецептуры.
После гомогенизации паст для метода шаблонной печати особо удобно использовать пасты, вязкость которых, определенная по кривой текучести в методе сканирования сдвига (вращательный метод) между 10 и 50 с-1, с помощью измерительной системы «конус-пластина» с углом 4° и диаметром 20 мм, составляет 80-100 Па·с при 10 с-1 и 3,5-10 Па·с при 50 с-1. Кроме того, пасты согласно изобретению отличаются тем, что их реологические характеристики, определяемые точкой текучести, эластичным и вязким компонентами комплексной вязкости в линейно-вискоэластичной области, а также степенью их уменьшения при воздействии сдвиговой нагрузки или же их увеличения при уменьшении сдвиговой нагрузки (тиксотропные свойства) настроены так, что получаются аноды с достаточно крутыми краями и ровной поверхностью.
Точку текучести определяют в режиме осцилляции реометра при 1 Гц в геометрическом режиме «пластина-пластина» с регулировкой по напряжению сдвига. По определению показатели точки текучести превышены, если эластичный компонент комплексной вязкости не сохраняет независимость от напряжения сдвига, то есть падает при росте напряжения сдвига. Максимальное значение напряжения сдвига, при котором еще отсутствует падение эластического компонента, принимают за точку текучести.
В пастах согласно изобретению эластичный компонент вязкости в точке текучести составляет 500-15000 Па·с, предпочтительно 750-7500 Па·с, а особо предпочтительно 1000-5000 Па·с. Вязкий компонент у паст согласно изобретению в точке текучести составляет по меньше мере 0,5, а максимум 1,5, предпочтительно по меньшей мере 0,75, а максимум 1,25, а особо предпочтительно - по меньшей мере 0,9, а максимум 1,1 от эластического компонента вязкости в точке текучести.
Решающее значение для качества отпечатка при использовании в шаблонной печати имеют реологические характеристики пасты при нагрузке сдвигом, а также после прекращения нагрузки (тиксотропные свойства). Нагрузка сдвигом сводит на нет структуру, формирующую псевдопластичность пасты, прочность каковой структуры определяется эластическим компонентом вязкости в точке текучести. В пастах согласно изобретению при напряжении сдвига, превышающем таковое в точке текучести втрое, эластический компонент уменьшается на 50%, предпочтительно на 75%, а особо предпочтительно - на 90%. При этом согласно изобретению вязкий компонент при напряжении сдвига, превышающем таковое в точке текучести втрое, снижается до величины меньше 2500 Па·с, предпочтительно меньше 1000 Па·с, а особо предпочтительно - меньше 500 Па·с.
После уменьшения напряжения сдвига до величины, соответствующей точке текучести, структура пасты восстанавливается. Согласно изобретению через 5 секунд восстанавливается по меньшей мере 25, а самое большее 90%, предпочтительно 50-80% структуры (т.е. эластического компонента вязкости до перехода к значениям выше точки текучести). Вязкий компонент комплексной вязкости после уменьшения напряжения сдвига согласно изобретению оказывается по меньшей мере в 1,25 раза, а самое большее в 10 раз, предпочтительно в 2-5 раз, выше, чем эластичный компонент комплексной вязкости.
Крутизна кантов анода имеет значение для эффективного использования пространства в стандартном конденсаторе прямоугольной формы, потому они не должны быть слишком пологими. Очень острый край, который обычно получается при прессовке анода, обладает тем недостатком, что пассивирование и нанесение покрытия на этот край требует дополнительных затрат (например, так называемое пассивирование по типу «ядро-оболочка»).
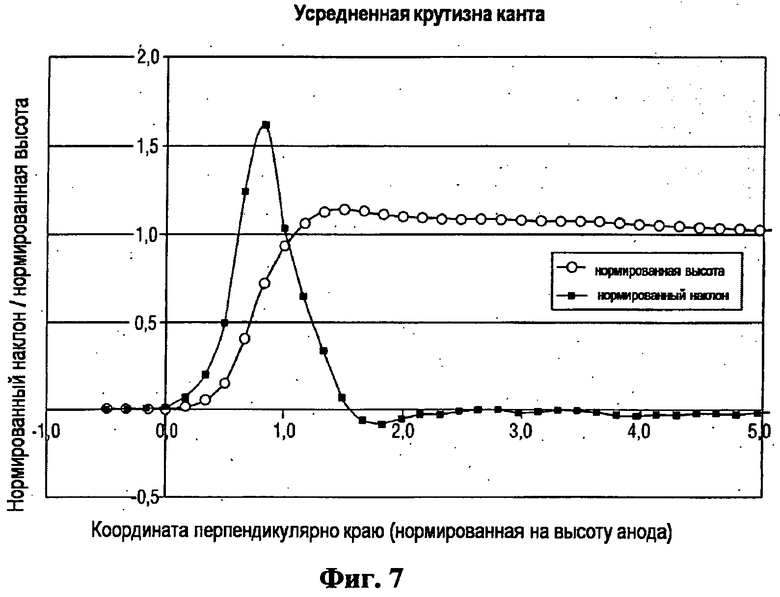
Безразмерная величина крутизны канта М анода с высотой Н, напечатанного на плоской пластине, определяется как частное от деления длины перпендикулярного краю отрезка S между точкой, где начинается значительный подъем анода от плоскости листа, и точкой, где оказывается достигнута по меньшей мере средняя высота анода Н, на среднюю высоту анода Н.
Эта безразмерная величина H/S соответствует среднему наклону канта. Если эта величина, т.е. средний наклон, равна единице, то это означает, что длина отрезка равна высоте анода. Если эта величина равна двум, то длина отрезка составляет половину высоты анода. Для вертикального края величина не задана либо же «равна бесконечности».
Поскольку профиль края (канта) измеряют лазерным профилометром, шаг которого имеет конечную величину s, то максимальное значение вышеупомянутой меры составляет H/s. Всем кантам, наклон которых находится в пределах от «бесконечности» до H/s, присваивают одну и ту же меру H/s, и отличить их друг от друга поэтому невозможно.
s следует выбирать так, чтобы H/s составляло по меньшей мере 5.
Для оценки ширины всего канта и сглаживания рассеяния высоту измеряют по меньшей мере в 20 точках вдоль края и вычисляют среднее арифметическое.
Значение безразмерной величины М у анодов согласно изобретению составляет от 0,5 до 4,5, предпочтительно 1-4,5, особо предпочтительно 2,5-4,5.
Ниже дано подробное описание изобретения с помощью прилагаемых фигур.
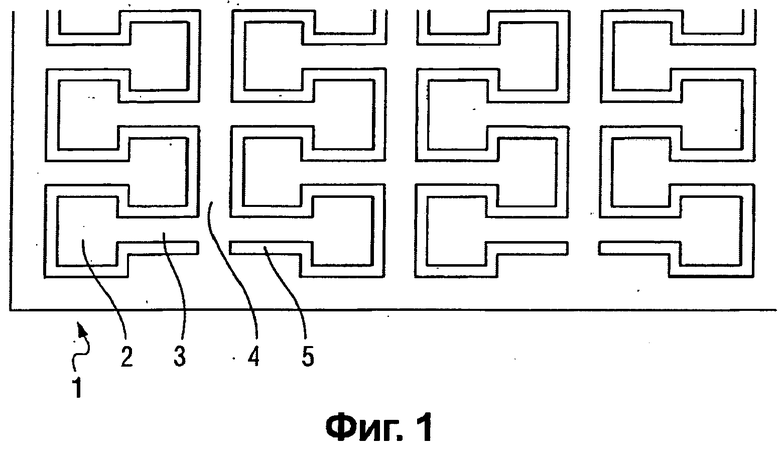
На фиг.1 показан фрагмент пригодной для способа седиментационного формования фольги из ниобия или тантала с вырезанными анодными контактными структурами.
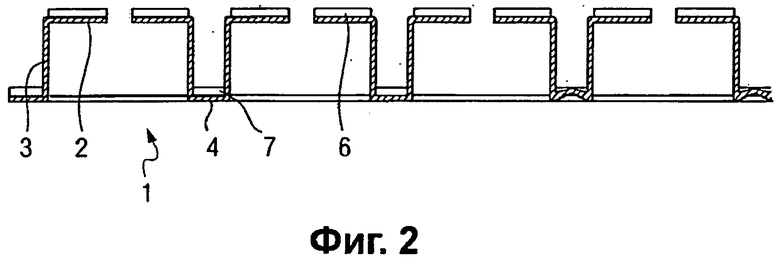
На фиг.2 изображена структура, соответствующая фиг.1 в предпочтительно применяемом виде.
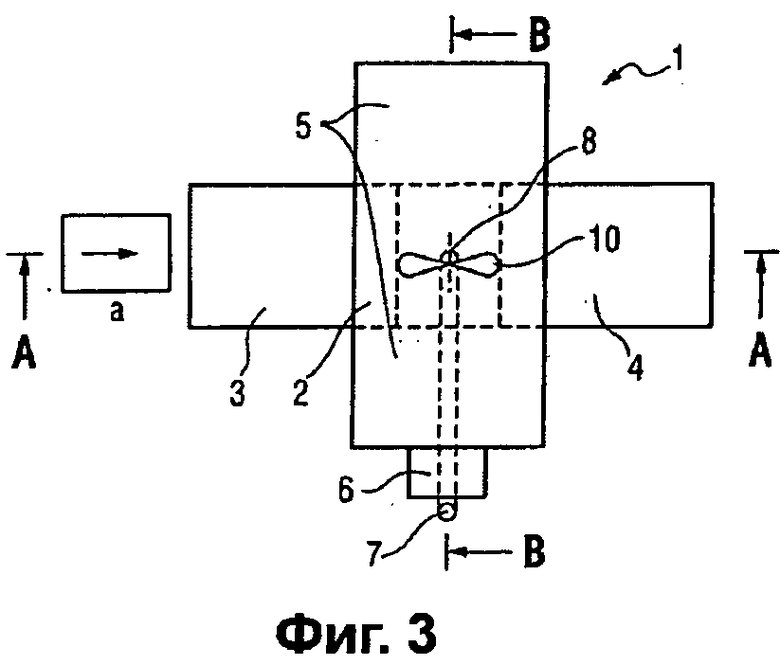
На фиг.3 представлено схематическое изображение устройства, пригодного для способа седиментационного формования, при виде сверху.
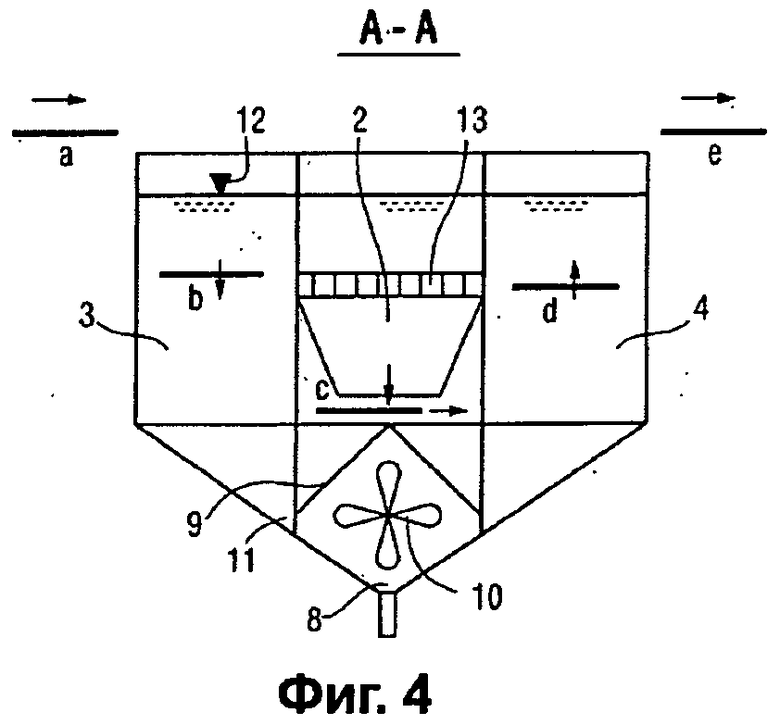
На фиг.4 изображен разрез А-А устройства с фиг.3.
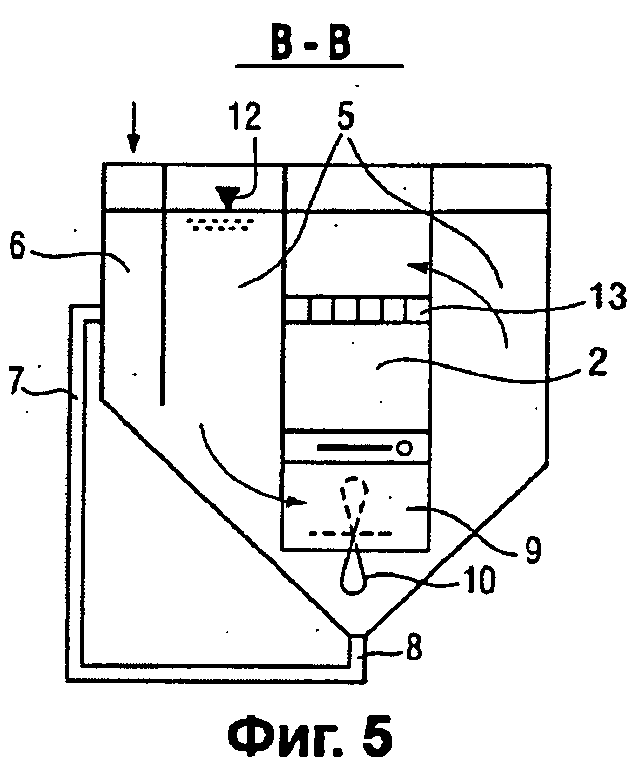
На фиг.5 изображен разрез В-В устройства с фиг.4.
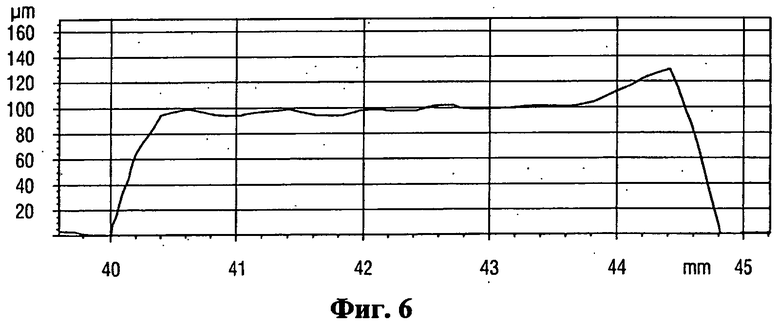
На фиг.6 представлена профилометрическая кривая, снятая на покрытии из пасты, созданном по методу шаблонной печати.
На фиг.7 показаны усредненный по 20 точкам замера и нормированный на среднюю конечную высоту анода контур края и вычисленный по нему наклон края анода согласно изобретению.
На фиг.8 показаны усредненный по 20 точкам замера и нормированный на среднюю конечную высоту анода контур края и вычисленный по нему наклон края анода сравнения.
Если из контекста не следует иное, то на фиг.4 и 5 плоскости сечения обозначены толстыми линиями, а линии зрения - тонкими.
Как показано на фиг.1, в ниобиевой или танталовой фольге 1 для процесса седиментационной формовки делают предпочтительно меандровидные вырезы 5, так что образуются анодные контактные поверхности 2 и анодные контактные перемычки 3, соединенные друг с другом главными перемычками 4. Так, на фольге может быть более 100, предпочтительно 1000 и более анодных контактных поверхностей 2. Вырезы 5 можно делать просечкой или лазерной резкой. Размеры анодных контактных поверхностей 5 могут составлять несколько миллиметров в каждом направлении. Чтобы предотвратить осаждение на перемычках 3, их, как это показано в сечении на фиг.2, перегибают как в месте соединения с основной перемычкой 4, так и в месте соединения с анодной контактной поверхностью 2, так что перемычки 3 направлены вертикально вверх. Цифрой 6 обозначен слой порошка NbOx, осажденный на контактной поверхности анода 2. Цифра 7 указывает, что порошок оседает также и на главных перемычках. Это можно в значительной мере предотвратить, если согнуть главные перемычки 4, что показано справа на фиг.2. На приведенных в качестве примера на фигурах 1 и 2 схематических изображениях контактные поверхности анодов представлены как плоские поверхности. Равным же образом можно изготавливать контактные поверхности анодов вогнутыми (ложкообразными) или в форме лотка - с возвышением по краю. Кроме того, контактные поверхности анодов, которые в качестве примера изображены прямоугольными, могут быть круглыми, овальными или иной формы.
Устройство 1 для реализации способа седиментационного формования представлено на фигурах 3-5. Оно состоит из двух перекрещивающихся баков, в точке пересечения которых находится бак седиментации 2. Через один из баков (бак прохождения фольги) движется обозначенная малыми буквами фольга, причем направление движения обозначено в каждом случае стрелками, и фольга последовательно занимает положения a, b, c, d и е (фиг.4). Фольгу, имеющую, например, структуру, соответствующую фиг.2, подают в положении а, в положении b ее во входном баке 3 опускают ниже уровня жидкости 12, затем в положении с проводят под выпускным отверстием бака седиментации, в результате чего образуется осажденный слой, в положении d в выходном баке 4 фольгу поднимают выше уровня жидкости 12, а в е - направляют на не представленные на рисунке ультразвуковое уплотнение, сушку и спекание.
В другом баке, расположенном перпендикулярно первому (фиг.5), в емкости потоков 5 суспензию, содержащую порошок NbOx, перемешивают мешалкой 10 так, что она обращается вокруг седиментационного бака 2, как это видно по криволинейным стрелкам. Частицы порошка оседают из потока перекачиваемой суспензии над седиментационным баком 2 и входят в открытый сверху и снабженный стабилизирующей поток решеткой 13 седиментационный бак 2. Через ввод свежего порошка 6 непрерывно подают порошок в таком же количестве, которое уходит с выводимой фольгой. Порошок, осевший на дне бака в области 8, снова направляют в суспензию по трубопроводу 7.
Бак прохождения фольги 3, 4 закрыт от бака циркуляции суспензии 5 угловым экраном 9 (фиг.4), причем на нижнем краю экрана 9 предусмотрен проем 11, через который порошок, не отложившийся на фольге, может снова попасть в емкость циркуляции суспензии 5.
Более подробное пояснение изобретения дано на основании нижеследующих примеров.
Пример 1
Применяют порошок субоксида ниобия формулы NbO1,07, площадь поверхности BET которого составляет 1,24 м2/г, а распределение частиц по размерам соответствует D10=33 мкм, D50=107 мкм и D90=286 мкм, причем форма частиц неправильная. Порошок состоит из спеченных первичных частиц, диаметр которых по данным визуального определения по электронно-микроскопическим фотографиям составляет 620 нм.
Порошок равномерно рассыпают по поверхности [жидкости] в стеклянной емкости, заполненной водой, содержащей небольшое количество смачивающего агента. Вблизи дна емкости на откидном рычаге, под крышкой, закреплена структурированная соответственно фиг.2 ниобиевая пленка толщиной 70 мкм с 64 анодными контактными поверхностями размером 6×6 мм2. Через 15 минут фольгу откидывают, так что она уже больше не закрыта крышкой. После осаждения на контактных поверхностях анода слоя порошка толщиной примерно 0,5 мм фольгу снова помещают под крышку. Порошок на поверхность воды более не насыпают. После осаждения порошка, диспергированного в воде, фольгу вынимают и на 30 секунд кладут на пластину, вертикально колеблющуюся под воздействием ультразвукового кварцевого генератора. Затем фольгу с покрытием сушат в сушильном шкафу сначала 4 часа при 60°С, затем еще 4 часа при 80°С и, наконец, 4 часа при 120°С. Высушенную фольгу затем помещают в печь для спекания с вакуумом высокого разрежения, причем после откачивания воздуха из печи ее температуру в течение часа доводят до 1400°С и выдерживают фольгу при этой температуре еще 15 минут. Затем охлаждают до комнатной температуры.
Контактные поверхности анодов сверху покрыты прочно удерживающимся, несколько шероховатым, пористым слоем субоксида ниобия. Масса фольги увеличивается на 4,03 г, т.е. средняя масса одного анода (покрытия одной контактной поверхности анода) составляет 63 мг.
Для проверки свойств конденсатора фольгу с 64 анодами, обращенными вниз, погружают в раствор фосфорной кислоты концентрацией 0,1 вес.% так, чтобы перемычки 3 (фиг.2) частично оставались над поверхностью кислоты. Формование проводят под напряжением до 30 В при силе тока, ограниченной 300 мА, причем после падения силы тока до 0 напряжение продолжают прилагать еще 2 часа.
Ток утечки измеряют против 0,1 вес.%-ной фосфорной кислоты в качестве катода. Измерение емкости проводят против 18 вес.%-ной серной кислоты в качестве катода при напряжении смещения 10 В и при переменном напряжении с частотой 120 Гц. Удельная емкость, усредненная по 64 анодам, составляет 148380 мкКл/г, а усредненный ток утечки 0,43 нА/мкКл.
Пример 2
Применяют порошок субоксида ниобия формулы NbO0,95, площадь поверхности BET которого составляет 0,76 м2/г, а распределение зерна по размерам соответствует D10=0,85 мкм, D50=2,0 мкм, D90=8,0 мкм и D100=36,2 мкм.
Пасту изготавливают смешиванием 14,3 вес.% связывающего агента, содержащего 5 вес.% этилцеллюлозы N7 в терпинеоле, 0,5 вес.% МЕЕЕ в качестве смачивающего агента, 85,2 вес.% порошка NbOx, и последующей гомогенизации на трехвальцовой краскотерке. Из кривой текучести в методе сканирования сдвига (вращательный метод) между 10 и 50 с-1, зарегистрированной с помощью системы «конус-пластина» с углом 4° и диаметром 20 мм, для пасты, обладающей некоторой тиксотропностью, получены значения вязкости 90 Па·с при 10 с-1 и 5,2 Па·с при 50 с-1.
Эту пасту методом печати в полуавтоматической печатной машине EKRA M2 наносят на 3 фрагмента ниобиевой фольги (примеры 2а, 2b и 2 с) размером 10×10 см2, толщиной 70 мкм, используя шаблон из нержавеющей стали толщиной 150 мкм со 108 вырезами размером 4,6×4,6 мм2, расположенными в 6 двойных рядов по 18 вырезов. Нанесение проводят резиновым ракелем, имеющим твердость по Шору 90. Давление и скорость ракеля, а также масса пасты, нанесенной на фольгу, следующие:
Пример 2а: 50 Н, 60 мм/с, 0,997 г
Пример 2b: 70 Н, 80 мм/с, 0,946 г и
Пример 2 с: 30 Н, 40 мм/с, 1,061 г.
Запечатанную фольгу сушат в течение 1 часа в циркуляционном сушильном шкафу при 80°С. Определяют геометрические характеристики высушенных структур с помощью лазерного профилометра. На фиг.6 показан профиль толщины высушенной пасты, нанесенной методом печати, из примера 2b. В направлении продвижения ракеля наблюдается небольшое увеличение толщины (справа на фиг.6).
Удаление связывающего агента с запечатанных высушенных фрагментов фольги и их спекание проводят в высокотемпературной печи высокого разрежения при следующих характеристиках процесса:
от комнатной температуры до 350°С: 25 К/мин,
при 350°С: выдержка 15 мин,
с 350 до 800°С: 25 К/мин,
с 800 до 1050°С: 5 К/мин,
с 1050°С до конечной температуры: 25 К/мин и
при конечной температуре - выдержка 15 мин.
При каждой из конечных температур 1300°С, 1370°С и 1440°С проводят спекание одной фольги. Все аноды надежно сцеплены с фольгой. При ударе фольгой о край стола сколов не обнаруживается.
Расположенные на фольге аноды отделяют по одному пилкой (полотно 45-NIR(S)) и исследуют их качества как конденсаторов, как и в примере 1. После исследования по 10 анодов в каждом из вариантов получены следующие усредненные значения:
Пример 2а: 83.687 мкКл/г, 0,203 нА/мкКл,
Пример 2b: 75.506 мкКл/г, 0,158 нА/мкКл и
Пример 2с: 94.620 мкКл/г, 0,386 нА/мкКл.
Содержание углерода во всех анодах ниже 15 ppm, а именно: в анодах из примера 2а оно составляет от 4 до 6,4 ppm, из примера 2b - от 5,2 до 7,3 ppm, а в анодах из примера 2 с - от 3,7 до 5,8 ppm.

Изобретение относится к области электротехники, а именно к аноду конденсатора с твердым электролитом на основе NbO (оксида ниобия), способу его изготовления и конденсатору с твердым электролитом с анодом из NbO. В предложенном изобретении плоский корпус анода состоит из спеченной губчатой структуры из субоксида ниобия - NbOx, где 0,5<х<1,7, которая расположена на плоской контактной анодной фольге из ниобия и/или тантала. Способ изготовления такого анода включает формование заготовки анода без приложения давления с нанесением пасты из порошка NbOx с органическим связующим агентом методом шаблонной печати на ниобиевую или танталовую фольгу с последующим спеканием при температуре 350-550°C. Формирование заготовки анода без приложения давления обеспечивает значительное снижение тока утечки конденсатора с таким анодом. 3 н. и 9 з.п. ф-лы, 8 ил., 2 пр.
1. Способ изготовления конденсатора с твердым электролитом с анодом из спеченного тонкодисперсного порошка из NbOx, где 0,5<×<1,7, путем формования заготовки анода, спекания в корпус анода, формовки и придания катода сформованному корпусу анода, причем формование заготовки перед спеканием проводят без приложения давления, а формование осуществляют посредством нанесения на плоский лист ниобия или тантала пасты с порошком NbOx и органическим связующим агентом, сушки пасты и удаления связующего агента путем нагрева до температуры в пределах 350-550°C.
2. Способ по п. 1, причем пасту наносят методом шаблонной печати.
3. Способ по п. 1, причем порошок NbOx имеет распределение частиц по размеру, где D10=0,5-1,5 мкм, D50=1,5-3 мкм, a D90=7-12 мкм.
4. Способ по п. 1, причем вязкость пасты, определенная по кривой текучести в методе сканирования скорости сдвига (вращательный метод) между 10 и 50 с-1, с помощью системы «конус-пластина» с углом 4° и диаметром 20 мм, составляет 80-100 Па·с при 10 с-1 и 3,5-10 Па·с при 50 с-1.
5. Способ по п. 1, причем эластический компонент вязкости в точке текучести составляет 500-15000 Па·с, а вязкий компонент вязкости составляет по меньшей мере 0,5, а максимум 1,5 от эластического компонента вязкости в точке текучести.
6. Способ по п. 1, причем эластический компонент вязкости пасты при напряжении сдвига, превышающем таковое в точке текучести по меньшей мере в три раза, снижается по меньшей мере на 50%, а вязкий компонент становится меньше 2500 Па·с.
7. Способ по одному из пп. 1-6, причем через 5 секунд после снижения напряжения сдвига до величины, меньшей трети напряжения сдвига в точке текучести, эластический компонент вязкости доходит до величины 25-90% значения до приложения повышенного напряжения сдвига, а вязкий компонент комплексной вязкости через 5 секунд после снижения напряжения сдвига превышает эластичный компонент комплексной вязкости по меньшей мере в 1,25 раза, а самое большее в 10 раз.
8. Вытянутый плоский корпус анода, причем анод состоит из спеченной губчатой плоской структуры из субоксида ниобия NbOx, где 0,5<×<1,7, и имеет соответствующим образом вытянутую плоскую контактную анодную фольгу из ниобия и/или тантала, причем содержание углерода в анодной структуре составляет менее 25 ppm.
9. Вытянутый плоский корпус анода по п. 8, причем содержание углерода в анодной структуре составляет менее 15 ppm.
10. Вытянутый плоский корпус анода по п. 8, причем средний уклон края анода, нормированный на высоту корпуса анода, находится в пределах от 0,5 до 4,5.
11. Корпус анода по п. 8, причем размеры плоского изделия в обоих направлениях составляют 2-8 мм, а толщина (без контактной анодной пленки) от 0,05 до 1 мм.
12. Конденсатор с твердым электролитом на основе NbOx, содержащий анод и катод, отличающийся тем, что в качестве анода содержит корпус анода по одному из пп. 8-11 в сформованном виде и имеет удельный ток утечки меньше 0,4 нА/мкКл.
| ФОТОКОЛОРИМЕТРИЧЕСКИЙ ГАЗОАНАЛИЗАТОР | 1990 |
|
SU1818956A1 |
| US 2008232030 A1, 25.09.2008 | |||
| НИОБИЕВЫЙ ПОРОШОК, СПЕЧЕННЫЙ НИОБИЕВЫЙ МАТЕРИАЛ И КОНДЕНСАТОР, ВЫПОЛНЕННЫЙ С ИСПОЛЬЗОВАНИЕМ СПЕЧЕННОГО МАТЕРИАЛА | 2002 |
|
RU2299786C2 |
| US 20050013765 A1, 20.01.2005 | |||
| WO 2006117787 A1, 09.11.2006. | |||

