(61) 1186296
(21)4102328/23-02
(22)05.05.86
(46) 30.08.88. Бюл. № 32
(71)Нижнеднепровский трубопрокатный завод им. К.Либкнехта
(72)А.А.Ксенз, А.А.Чернявский, О.П.Марченко и И.И.Вовк
(53)621.771.074(088.8
(56)Авторское свидетельство СССР 1186296, кл. В 21 В 21/02, 1983.
(54)ВАЛОК ПИЛИГРИМОВОГО СТАНА
(57)Изобретение относится к трубопрокатному производству, преимущественно к прокатке труб на пилигримовых
станах. Цель изобретения - повьппение точности труб. Уменьшить продольную разностенность позволяет валок, у которого на длине 0,02-0,25 калибрующего участка, примыкающей к участку продольного выпуска, радиусы боковой и центральной дуг меньше на 0,2 - 0,4 мм своих постоянных значений на длине 0,1-0,25 длины калибрующего участка, примыкающей к обжимному участку, а на остальной длине калибрующего участка радиусы боковой и центральной дуг синхронно изменяются по косинусоидальному закону. 4 ил., 1 табл.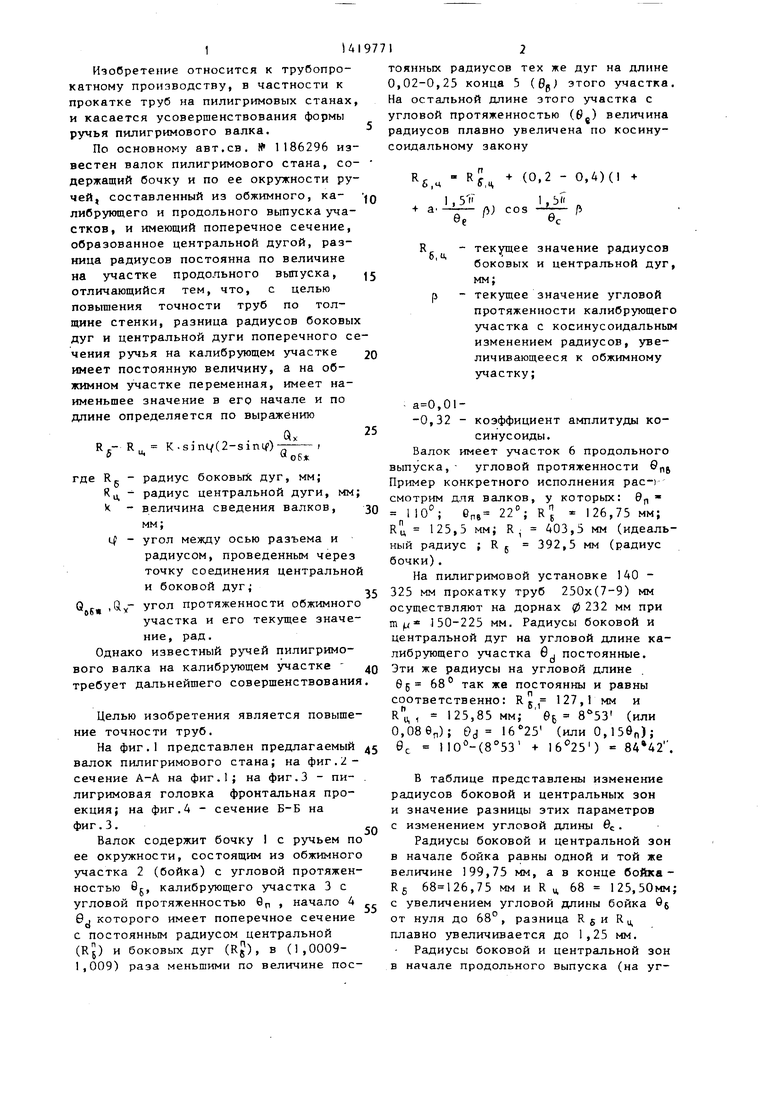
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок пилигримового стана | 1983 |
|
SU1186296A1 |
| Валок для пилигримовой прокатки | 1982 |
|
SU1077675A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм | 2013 |
|
RU2527828C1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
(
N)
Изобретение относится к трубопрокатному производству, в частности к прокатке труб на пилигримовых станах и касается усовершенствования формы ручья пилигримового валка.
По основному авт.св. № 1186296 известен валок пилигримового стана, со- держащий бочку и по ее окружности ручей, составленный из обжимного, ка- либрующего и продольного выпуска участков, и имеющий поперечное сечение, образованное центральной дугой, разница радиусов постоянна по величине на участке продольного вьтуска, отличающийся тем, что, с целью повышения точности труб по толщине стенки, разница радиусов боковых дуг и центральной дуги поперечного сечения ручья на калибрующем участке имеет постоянную величину, а на обжимном участке переменная, имеет наименьшее значение в его начале и по длине определяется по выражению
Qx
5R К .sin(Y(2-sinif) g
об
где RC радиус боковьйс дуг, мм;
RI; радиус центральной дуги, мм; К - величина сведения валков, зо
мм; ij - угол между осью разъема и
радиусом, проведенным через точку соединения центральной и боковой дуг; Q г. ,Qv угол протяженности обжимного
ОЬ W
участка и его текущее значение, рад.
Однако известный ручей пилигримового валка на калибрующем участке - Q требует дальнейшего совершенствования.
Целью изобретения является повышение точности труб.
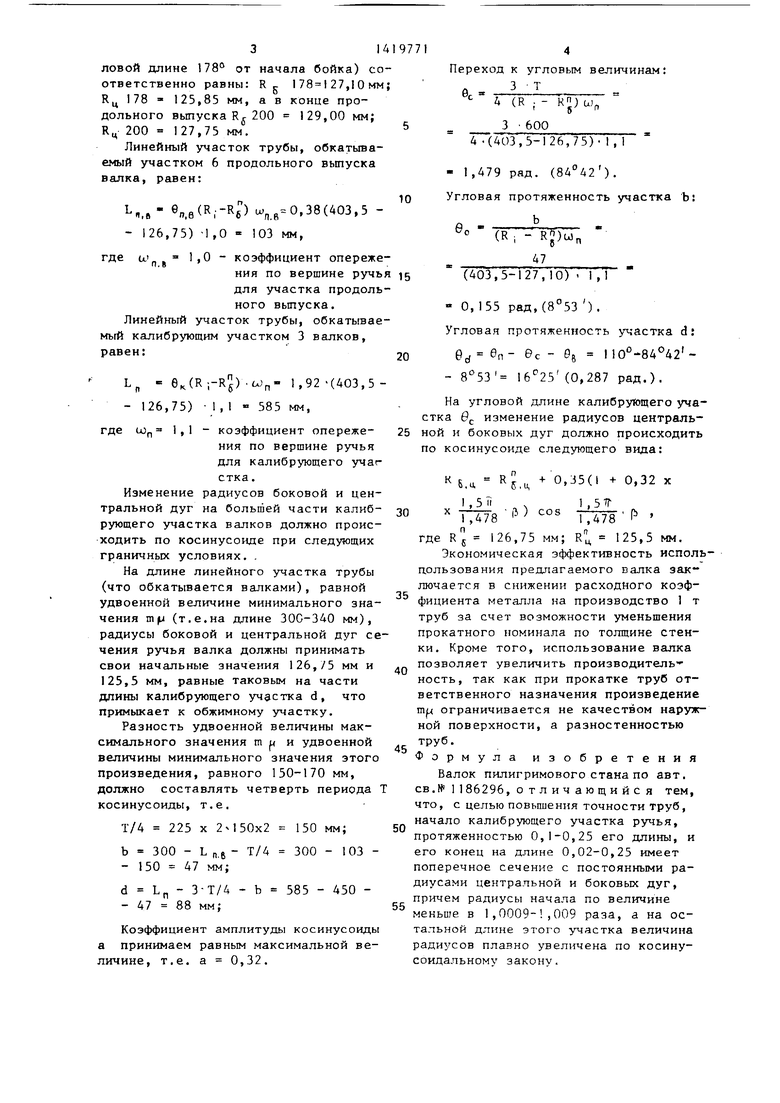
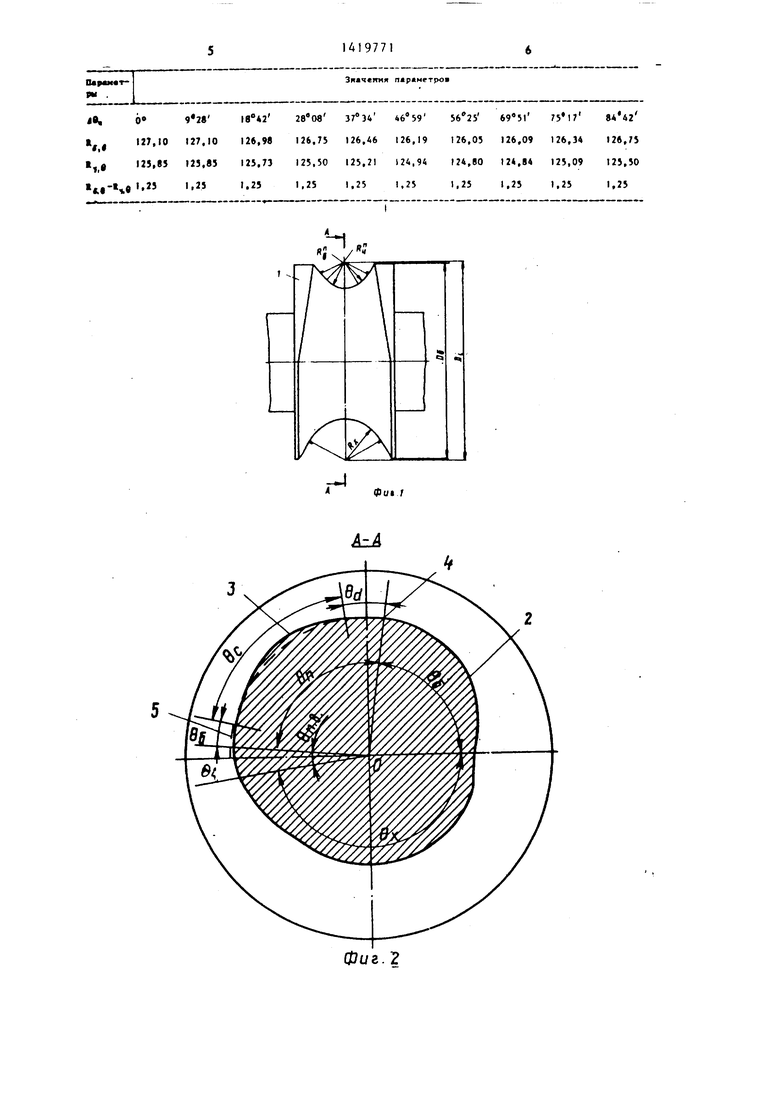
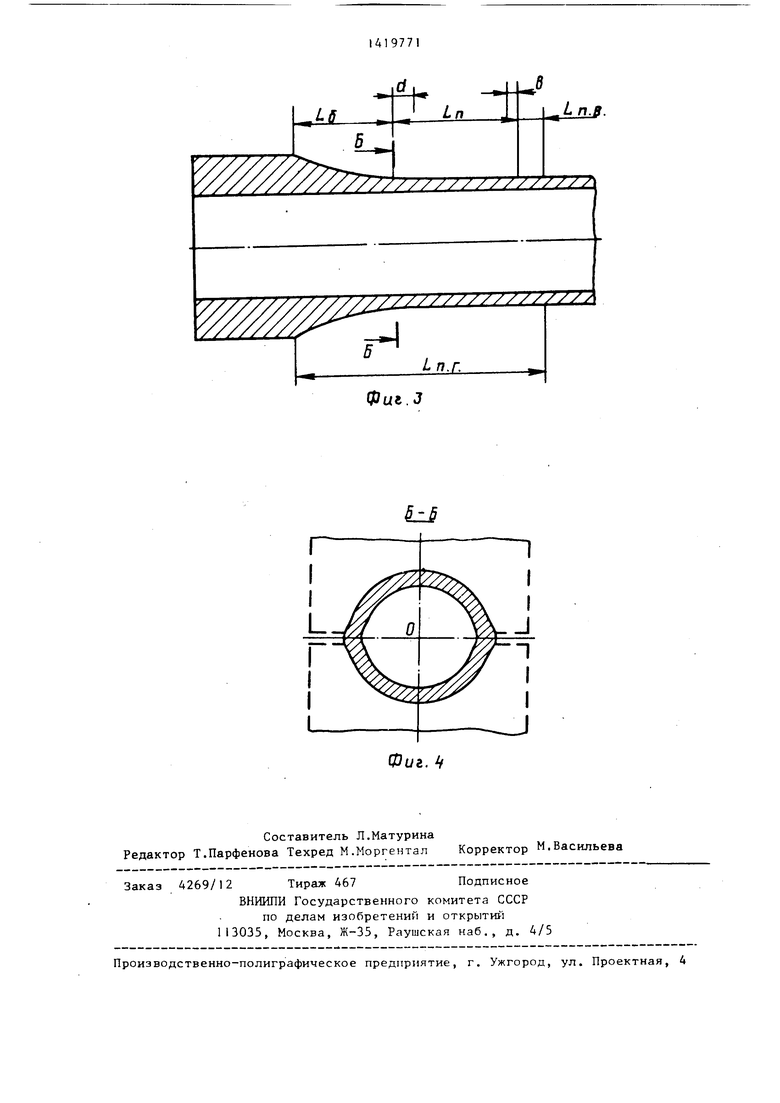
На фиг.1 представлен предлагаемый дд валок пилигримового стана; на фиг.2- сечение А-А на фиг.1; на фиг.З - пи- . лигримовая головка фронтальная проекция; на фиг.4 - сечение Б-Б на фиг.3.
Валок содержит бочку 1 с ручьем по ее окружности, состоящим из обжимного участка 2 (бойка) с угловой протяженностью 8g, калибрующего участка 3 с угловой протяженностью 0р , начало 4
50
55
в которого имеет поперечное сечение с постоянным радиусом центральной (Rj) и боковых дуг (Rg), в (1,0009- 1,009) раза меньшими по величине постоянных радиусов тех же дуг на длине 0,02-0,25 конца 5 (В) этого участка. На остальной длине этого участка с угловой протяженностью (6) величина радиусов плавно увеличена по косину- соидальному закону
+ (0,2 - 0,4)(1
,bli .
а
cos
вс
,,
текущее значение радиусов боковых и центральной дуг, мм;
текущее значение угловой протяженности калибрующего участка с косинусоидальным изменением радиусов, увеличивающееся к обжимному участку;
,01-0,32 - коэффициент амплитуды косинусоиды.
Валок имеет участок 6 продольного выпуска,- угловой протяженности 0 Пример конкретного исполнения рас-)
смотрим для валков, lO . „ о-,о .
10
у которых: Эр - 9пв Rj 126,75 мм;
125,5 мм; R 403,5 мм (идеальR
392,5 мм (радиус
ный радиус бочки).
На пилигримовой установке 140 - 325 мм прокатку труб 250х(7-9) мм осуществляют на дорнах 0 232 мм при т 150-225 мм. Радиусы боковой и центральной дуг на угловой длине калибрующего участка б постоянные. Эти же радиусы на угловой длине 06 68°
так же постоянны и равны
соответственно: R г , 127,1 мм и h
R u, , 125,85 мм; б (или 0,086,,); Od 1625 (илиО,159п); е 110°-(8°53 -- 1б 25 ) .
В таблице представлены изменение радиусов боковой и центральных зон и значение разницы этих параметров с изменением угловой длины 0с.
Радиусы боковой и центральной зон в начале бойка равны одной и той же величине 199,75 мм, а в конце бойка- Rg ,75 мм и R U, 68 125,50мм; с увеличением угловой длины бойка Og от нуля до 68°, разница R 5 и R и, плавно увеличивается до 1,25 мм.
Радиусы боковой и центральной зон в начале продольного выпуска (на уг3lAl
ловой длине 7S от начала бойка) соответственно равны: R г I 78 1 27,1 О мм; Кц 178 - 125,85 мм, а в конце продольного вьшуска Rr200 129,00 мм; Кц 200 127,75 мм.
Линейный участок трубы, обкатьша- емый участком 6 продольного выпуска валка, равен:
1,8
е..в(гО и.„, 0,38(403,5 -126,75) -1 ,0 103 мм,
где CL 1,0 - коэффициент опережения по вершине ручь для участка продольного выпуска.
Линейный участок трубы, обкатываемый калибрующим участком 3 валков, равен:
L e CRrRj) 1.92 -(403,5-126,75) -1,1 - 585 мм,
где u)p 1,1 - коэффициент опережения по вершине ручья для калибрующего учаг стка.
Изменение радиусов боковой и центральной дуг на большей части калибрующего участка валков должно происходить по косинусоиде при следующих граничных условиях. .
На длине линейного участка трубы (что обкатывается валками), равной удвоенной величине минимального значения mfJ (т.е.на длине ЗОС-340 мм), радиусы боковой и центральной дуг сечения ручья валка должны принимать свои начальные значения 126,/5 мм и 125,5 мм, равные таковым на части дпины калибрующего участка d, что примыкает к обжимному участку.
Разность удвоенной величины максимального значения три удвоенной величины минимального значения этого произведения, равного 150-170 мм, должно составлять четверть периода косинусоиды, т.е.
Т/4 225 X 2 150x2 150 мм;
b 300 - L n.e - Т/4 300 - 103 -150 47 мм;
d LP - З-Т/4 - b 585 - 450 -47 88 мм;
Коэффициент амплитуды косинусоиды а принимаем равным максимальной величине, т.е. а 0,32.
9771
Переход к угловым величинам: 0 . ,, 3 -Т
4 (R ; - КП)ы,
3 600
- 1,479 рад. (84°42 ). Угловая протяженность участка Ъ; b
вс
TRT RTHJn 47
(403,5-127,10) -1,1
-0,155 рад,(8°53 ).
Угловая протяженность участка d: Эс - 08 110°- 84°42 -8 53 1б 25 (0,287 рад.).
На угловой длине калибрующего участка 0р изменение радиусов централь- ной и боковых дуг должно происходить по косинусоиде следующего вида:
,а l.u, +0,35(1 + 0,32 х
1,511 . 1,5 X чЯ cos Y7m
где Rj 126,75 мм; R 125,5 мм.
Экономическая эффективность исполь- аользования предлагаемого валка зак лючается в снижении расходного коэф- фициента металла на производство 1 т труб за счет возможности уменьшения прокатного номинала по толщине стенки. Кроме того, использование валка позволяет увеличить производитель- ность, так как при прокатке труб ответственного назначения произведение тр ограничивается не качеством наружной поверхности, а разностенностью труб. Формула изобретения
Валок пилигримового стана по авт. св.№ 1 1 86296, о т л и ч а ю щ и и с я тем, что, с целью повышения точности труб, начало калибрующего участка ручья, протяженностью 0,1-0,25 его длины, и его конец на длине 0,02-0,25 имеет поперечное сечение с постоянными раиусами центральной и боковых дуг, ричем радиусы начала по величине еньше в 1,0009-1,009 раза, а на остальной длине этого участка величина адиусов плавно увеличена по косину- соидальному закону.
ПвраивтРМ .
4в. V.
О
1419771
Зкачспия п р метро«
2808 3734
127,10 127.10 126,98 126.7} 126.А6 126.19 126.OS 126.09 126.34
125,85 125.85 125.73 125,50 125.21 124.94 124.80 124.84 125.09 125.50 1, 1.25 1,25 1,25 1,25 1.25 1,25 1,25 1.25 1.25 1,25
н
.л
.2
442
J
Ln
n.ff.
//////// / //
//// ///// у - / -
H
L n.r.
Фиг, J
Фил.
