Изобретение относится к трубопроводному транспорту и может быть использовано при производстве труб с внутренним противокоррозионным покрытием и строительстве трубопроводов.
Известен способ соединения труб с внутренним противокоррозионным покрытием, при котором концы внутренней поверхности труб облицовывают термостойким коррозионностойким металлом, затем на внутреннюю поверхность труб, включая частично поверхность облицовки, наносят термочувствительное, например, полимерное покрытие и производят соединение труб сваркой встык сначала по облицовке, а затем по основному металлу. Облицовку производят путем запрессовки тонкостенной втулки в режиме высокоскоростного пластического деформирования с помощью импульсного магнитного поля (пат. РФ №2103593, кл. F 16 L 58/02, опубл. 27.01.98, Бюл. №3).
Недостатком этого способа является сложность технологического процесса и используемого оборудования. К тому же, как показали эксперименты других исследователей, при таком способе облицовки втулка принимает бочкообразную форму из-за концевого эффекта (см. описание патента РФ №2154221).
Наиболее близким по технической сущности к предлагаемому является способ соединения металлических труб с внутренним антикоррозионным покрытием, включающий установку с некоторым зазором втулок из коррозионностойкого металла внутри концов труб и их закрепление, нанесение на внутреннюю поверхность труб противокоррозионного покрытия, включая частично поверхность втулок, и соединение труб сваркой по технологии сварки двухслойных металлов. При этом втулки предварительно закрепляют путем обжатия концов труб снаружи, а окончательное закрепление втулок производят путем редуцирования концов труб на длину втулок и на величину (по диаметру), не превышающую величину радиального обжатия концов труб. Концы труб предварительно (до нанесения покрытия) калибруют на длину, превышающую длину втулок до величины (по диаметру) не менее чем наибольший внутренний диаметр труб по верхнему пределу допуска. В другом варианте способа втулки устанавливают с перекрытием части нанесенного предварительно противокоррозионного покрытия. На наружную поверхность внутренних концов втулок может быть нанесен герметик или установлено кольцо из эластичного упругого материала (пат. РФ №2154221, кл. F 16 L 13/02, опубл. 10.08.00, Бюл. №22).
Недостатком этого способа является то, что для редуцирования трубы с помощью фильеры (см. описание) требуются громоздкое энергоемкое прессовое оборудование, а также захваты (для противодействия усилию редуцирования), которые часто срываются, повреждая наружную поверхность труб и нарушая технологический процесс.
Задачей изобретения является упрощение и удешевление технологии соединения труб с внутренним противокоррозионным покрытием.
Поставленная задача решается тем, что в способе соединения стальных труб с внутренним противокоррозионным покрытием, включающем калибровку концов труб по внутреннему диаметру до наибольшего предельного размера для данного типоразмера труб, нанесение противокоррозионного покрытия на внутреннюю поверхность труб, установку втулок из коррозионностойкой стали, имеющих на наружной поверхности герметизирующие слои, внутри концов труб с перекрытием части покрытия, закрепление втулок и соединение труб сваркой встык, согласно изобретению, на наружной поверхности внутреннего конца втулки выполняют открытую с торца кольцевую проточку, герметизирующий слой размещают в указанной проточке или в непосредственной близости от нее, а закрепление втулок производят путем раздачи втулок дорнирующим устройством до соприкосновения с натягом с внутренней поверхностью труб.
На внутренних концах втулок за пределами участков с концевым эффектом, возникающим при раздаче втулок, могут быть размещены дополнительные герметизирующие слои.
Для повышения надежности сварки концов тонкостенных втулок при соединении труб на внутренней поверхности концов труб могут быть выполнены кольцевые проточки, а на наружных поверхностях наружных концов втулок - сформированы кольцевые выступы, совмещаемые с кольцевыми проточками трубы. Эта же задача может быть решена и тем, что после закрепления втулок производят отбортовку их наружных концов на торцы труб.
Такое сочетание признаков - уменьшение наружного диаметра внутреннего конца втулки за счет выполнения открытой с торца кольцевой проточки, размещение в этой проточке герметизирующего слоя, обладающего эластичностью, и закрепление втулок путем их раздачи, помимо упрощения способа, позволяет получить новый эффект - устранение возможности повреждения внутреннего противокоррозионного покрытия трубы при дорнировании, при котором конец раздаваемой втулки в начальный момент приобретает конусность, раздается больше диаметра дорна и может задеть своей кромкой покрытие. Наличие этого эффекта делает возможным применение более простого метода закрепления втулок - дорнирования. В исследованной нами патентной и научно-технической литературе подобные решения не выявлены.
Способ поясняется чертежами, где показаны продольные разрезы верхних половин концевых участков соединяемых труб (нижние половины аналогичны).
На фиг.1 показан общий вид соединения двух труб с втулками 3 из коррозионностойкой стали, имеющими на наружной поверхности внутренних концов открытые с торцов кольцевые проточки, в которых размещены герметизирующие кольца 4.
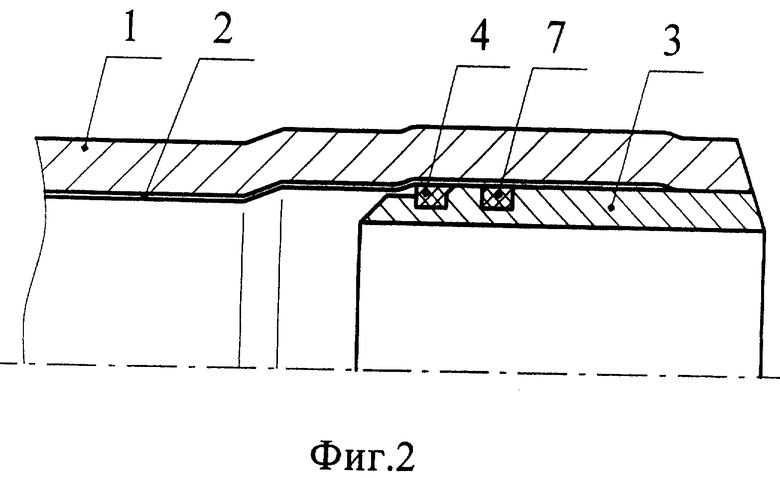
На фиг.2 показан вариант соединения (соединяемый конец второй трубы не показан из-за симметричности), в котором на внутреннем конце втулки 3 выполнено дополнительное герметизирующее кольцо 7.
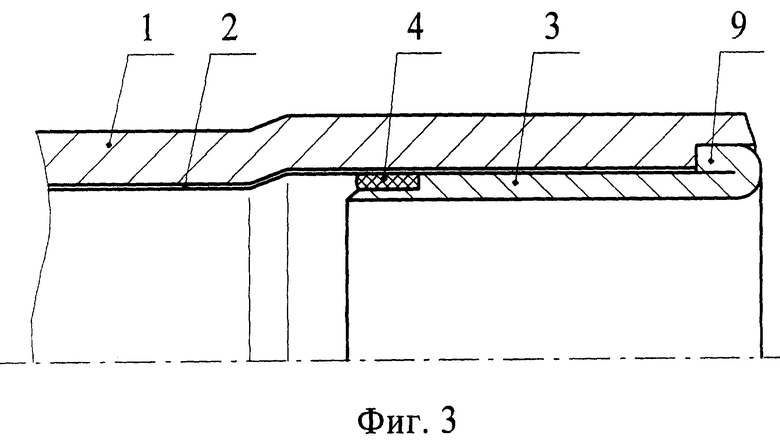
На фиг.3 показан вариант, в котором на наружной поверхности наружного конца втулки 3 сформирован кольцевой выступ 9.
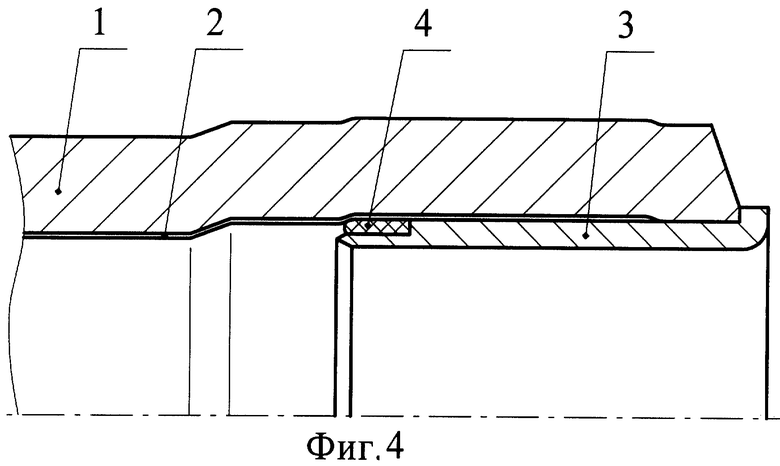
На фиг.4 показан вариант, в котором наружный конец втулки отбортован на торец трубы.
Способ осуществляют следующим образом.
Соединяемые концы труб 1 (см. фиг.1) калибруют по внутреннему диаметру до наибольшего предельного размера для данного типоразмера труб по ГОСТ. На внутреннюю поверхность труб, исключая концы труб длиной 50-100 мм, подвергающиеся термическому влиянию сварки, наносят противокоррозионное термочувствительное, например, полимерное, покрытие 2. Внутри концов труб устанавливают втулки 3 из коррозионностойкой стали, имеющие на наружной поверхности герметизирующие слои в виде колец 4, с перекрытием части покрытия 2. Закрепление втулок с одновременной герметизацией зазора между втулками и концами труб производят путем раздачи (радиальной деформации) втулок с помощью дорнирующего устройства до соприкосновения с натягом с внутренней поверхностью труб. Натяг возникает при наличии некоторой деформации концов труб в процессе дорнирования. Для этого диаметр дорна должен удовлетворять условию:
dд=dк-2(δв+δп)+Δ,
где dд - диаметр цилиндрической части дорна; dк - внутренний диаметр калиброванных концов труб (без покрытия); δв - толщина стенки втулок с учетом герметизирующего покрытия (если оно имеется); δп - толщина противокоррозионного покрытия труб; Δ - величина натяга, которую рекомендуется принимать в пределах 0,5-2,0 мм для труб диаметром 89-325 мм (с увеличением диаметра величина натяга увеличивается). Подготовленные таким образом концы труб сваривают встык по технологии сварки двухслойных труб: сначала сваривают втулки из коррозионностойкой стали с использованием коррозионностойких сварочных электродов, затем - трубы с использованием обычных электродов.
Герметизирующее кольцо 4 выполняет три важных функции:
1) препятствует проникновению агрессивной среды из трубопровода к зоне стыка, т.е. герметизирует неплотности соприкосновения втулки с трубой;
2) находясь у самого внутреннего конца втулки, препятствует повреждению покрытия трубы при дорнировании втулки, т.к. при этом диаметр конца втулки в начале процесса увеличивается больше диаметра дорна за счет образования конусности;
3) создает упругоэластичный переход между противокоррозионным покрытием трубы и втулкой, что препятствует механическому разрушению покрытия у внутреннего торца втулки при изменениях температуры среды (из-за разности коэффициентов температурного расширения углеродистой и коррозионностойкой сталей).
При дорнировании после прохода дорна внутренний диаметр внутреннего конца втулки становится меньше диаметра остальной части втулки, т.е. проявляется концевой эффект - «бочкообразование». С учетом этого ширина герметизирующего слоя 4 (см. фиг.1) должна быть больше длины участка с концевым эффектом, иначе не будет обеспечена надежная герметизация. Надежная герметизация может быть обеспечена также путем размещения дополнительного уплотнительного кольца 7 за пределами участка с концевым эффектом (см. фиг.2).
Надежность защиты от коррозии места соединения труб с помощью втулок из коррозионностойкой стали зависит от того, будет ли сварной шов, соединяющий наружные концы втулок, обладать достаточной коррозионной стойкостью при использовании сварочных электродов из коррозионностойкой стали. При малой толщине стенки втулок металл сварного шва разбавляется при сварке металлом трубы и в нем содержание легирующих компонентов (прежде всего, хрома и никеля) может снизиться ниже критических значений. В то же время чрезмерное увеличение толщины стенки втулок приводит к увеличению расхода дорогостоящей нержавеющей стали. Это противоречие может быть устранено формированием на наружных концах втулок кольцевых выступов 9 (см. фиг.3), совмещаемых при раздаче с внутренними кольцевыми проточками на концах труб. Формирование кольцевых выступов может быть произведено холодной или горячей штамповкой, или насаживанием на наружные концы втулок дополнительных колец из коррозионностойкой стали. В другом варианте устранения этого противоречия втулки устанавливают внутри концов труб и закрепляют таким образом, чтобы наружные концы втулок выступали от торцов труб на 1,5-3 толщины стенки втулок, после чего производят отбортовку концов втулок на торцы труб (см. фиг.4).
Пример конкретного выполнения.
Концы стальных труб наружным диаметром 114 мм и толщиной стенки 4,5 мм (по ГОСТ 8732-78) калибровали внутренним калибром (пуансоном) диаметром dк=107,5 мм (это наибольший внутренний диаметр труб по указанному ГОСТу) на длину 300 мм. На внутреннюю поверхность труб по известной технологии нанесли эпоксидное покрытие толщиной δп=0,35 мм, за исключением концов труб длиной по 50 мм. Из коррозионностойкой стали марки 08Х18Н10Т изготовили втулки наружным диаметром 104,8 мм, толщиной стенки δв=3 мм и длиной 150 мм. На внутренних концах втулок выполнили открытые с торцов проточки глубиной 2 мм и шириной 20 мм (должна быть больше длины концевого эффекта, которая при данных параметрах составляет около 10 мм). В проточки с некоторым натягом установили кольца из нефтестойкой резины шириной 20 мм и толщиной 3 мм. Торцы труб и наружные торцы втулок подготовили под сварку встык (сняли фаски). Втулки поместили в концы труб резиновыми кольцами внутрь и, раздавая дорном диаметром dд=dк-2(δв+δп)+Δ=107,5-2(3+0,35)+0,5=101,3 мм, прикрепили к внутренней поверхности концов труб. После сборки концов труб произвели их сварку сначала по втулкам сварочными электродами марки ЦТ-15 из коррозионностойкой стали, затем по самим трубам обычными электродами марки УОНИ 13/55. Осмотр и испытания показали, что внутренние края резиновых колец деформированы меньше (из-за концевого эффекта), но остальные части колец плотно прижаты между трубой и втулкой и обеспечивают герметичность в зазоре при давлениях до 10 МПа, что значительно превышает рабочее давление в трубопроводе (обычно не более 2-3 МПа). Усилие при дорнировании не превысило 3-5 тонн. А при редуцировании трубы наружным обжатием по известному способу закрепления втулок (прототипу) это усилие превышает 10-15 тонн. Такое снижение усилия в предлагаемом способе позволяет использовать более легкое, компактное и дешевое оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2342588C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБЛИЦОВКОЙ | 2004 |
|
RU2261394C1 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЦЕМЕНТНО-ПЕСЧАНЫМ ПОКРЫТИЕМ | 2009 |
|
RU2398156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
Изобретение относится к области трубопроводного транспорта и найдет применение при строительстве трубопроводов с внутренним противокоррозионным покрытием. Производят калибровку концов труб по внутреннему диаметру до максимального предельного размера, на внутреннюю поверхность труб наносят противокоррозионное покрытие, внутри концов труб с перекрытием части покрытия устанавливают втулки из коррозионностойкой стали, имеющие на наружной поверхности герметизирующие слои. Закрепляют втулки путем раздачи их дорнирующим устройством до соприкосновения с натягом с внутренней поверхностью труб и соединяют трубы сваркой встык по технологии сварки двухслойных труб с внутренним слоем из коррозионностойкой стали. Герметизирующий слой может быть размещен в открытой с внутреннего торца втулки кольцевой проточке или в непосредственной близости от нее или нанесен в виде непрерывного покрытия на всю наружную поверхность втулки, за исключением зоны термического влияния на наружном конце, возникающего при сварке. Технический результат: упрощение и удешевление технологии соединения труб. 4 з.п. ф-лы, 4 ил.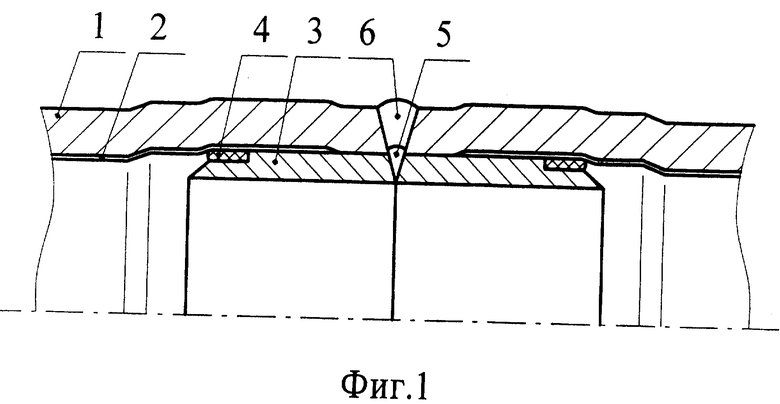
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| Способ изготовления трубопроводов из отдельных труб | 1990 |
|
SU1763129A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| US 4611833 А, 16.09.1986 | |||
| US 5988691 А, 23.11.1999 | |||
| Способ соединения металлических труб,снабженных внутренней облицовкой | 1980 |
|
SU966382A1 |

