Область техники
Изобретение относится к области полимерной химии, в частности к многослойной металлизированной пластиковой пленке для упаковывания различных видов потребительских товаров, в частности пищевых продуктов, а также к способу ее получения.
Уровень техники
Известна многослойная двуосно-ориентированная полипропиленовая пленка для пищевой упаковки, содержащая основной слой А, по меньшей мере один верхний слой В, сцепленный с указанным основным слоем А, и металлический слой М, осажденный на поверхность указанного верхнего слоя В и содержащий титан, ванадий, хром, марганец, железо, кобальт, никель, медь, цинк, алюминий, золото, палладий или их смеси, в которой указанный основной слой А содержит кристаллические гомо- или сополимеры пропилена, содержащие до 5 мас.% звеньев C2-C10 альфа-олефина, отличных от пропилена, и указанный верхний слой В содержит сополимер пропилена, содержащий от 3 до 6 мас.% звеньев линейного С4-С10 1-алкена, причем указанный сополимер пропилена имеет фракцию, растворимую в ксилоле при 23°C, менее 4,0 маc.%, температуру размягчения по Вика выше 135°C и значение глубины погружения индентора по методу испытания Вика менее или равно 0,05 мм при 120°C (см. RU 2412823 С2, 27.02.2011, В32В 27/32).
Известна биаксиально ориентированная многослойная барьерная полимерная пленка, имеющая газобарьерные свойства и состоящая из полимерных слоев, включающие полиолефиновый внутренний слой и барьерный поверхностный слой этилена и винилового спирта (EVOH) на первой стороне основного слоя (см. MX 2013014860 А, 31.03.2014, В32В 27/10).
Известен слоистый упаковочный материал, представляющий собой одновременно двухосно растянутую пленку, состоящую по меньшей мере из двух соединенных между собой адгезивом слоев, один из которых выполнен из полиэтилена, а второй - из полипропилена, при этом материал получен путем одновременного двухосного растяжения пленки, в процессе которого ее зажимают по меньшей мере по одному слою полимера, температура плавления которого выше, нагревают до температуры, близкой к температуре плавления указанного слоя, растягивают, передавая, таким образом, усилие растяжения через адгезив на другой слой, в качестве адгезива используют термореактивный клей, причем перед растяжением пленку выдерживают до такого состояния клея, когда его структурирование не завершено, а вязкость составляет 120-600 кПа·с (см. RU 2180312, 10.03.2002 C1, В32В 27/32).
Известна пленка, состоящая по меньшей мере из одного не проницаемого для газообразного кислорода барьерного слоя, выполненного в основном из смеси сополимера этилена и винилового спирта (СЭВС), который содержит от 20 до 50 мол.% этилена, и по меньшей мере одного мультиполиамида, который состоит из трех следующих компонентов:
I) гексаметилендиамина/адипиновой кислоты (полиамида 6,6),
II) гексаметилендиамина/азелаиновой кислоты (полиамида 6,9) и/или гексаметилендиамина/себациновой кислоты (полиамида 6,10) и III) гексаметилендиамина/изофталевой кислоты (полиамида 61) и/или гексаметилендиамина/терефталевой кислоты (полиамида 6Т), причем указанная смесь содержит от 10 до 45 мас.% СЭВС и от 55 до 90 мас.% мультиполиамида, в каждом случае в пересчете на общее количество смеси (см. WO 2004/012939, 12.02.2004, В32В 27/34, C08J 5/18).
Известная контурная полоска имеет симметричную структуру и состоит из трех выполненных предварительно пленок, которые соединены друг с другом адгезивным прокладыванием адгезивных слоев, при желании с помощью отверждения пучком электронов. Полоска имеет симметричную структуру и образована из одной выполненной предварительно пленки (внутренний слой из не пропускающего кислород полимера, причем этот полимер предпочтительно, но не обязательно является способным к экструдированию), на обе стороны которой нанесены адгезивные слои, после чего на адгезивные слои методом экструзии наносят указанный первый и второй слои, имеющие обращенные наружу поверхности из ПП, могут быть либо гомогенными монослоями из ПП или сополимера ПП, либо составными слоями, имеющими обращенные наружу поверхности из ПП или сополимера ПП. Каждый из первого и второго слоев включает первые обращенные наружу компоненты слоя из ПП или сополимера ПП, а также вторые компоненты слоя, которые обращены непосредственно к одному из соответствующих адгезивных слоев, и при желании один или более промежуточных компонентов слоя. Указанные вторые компоненты слоя, которые обращены непосредственно к одному из соответствующих адгезивных слоев, могут быть образованы полимером из группы, состоящей из ПП, привитого ПП, металлоценового полиэтилена, сополимера полиэтилена (такого, например, как этиленакриловая кислота, ЕАА) и сополимера ПП. Промежуточный компонент слоя по выбору может быть слоем, имеющим внутренний слой из не пропускающего кислород полимера, полиэтилентерефталата (ПЭТ), более предпочтительно двуосно-ориентированного полиэтилентерефталата (ВОРЕТ). Однако возможно также, чтобы указанный внутренний слой из не пропускающего кислород полимера был слоем полиамида (ПА) или этиленвинилового спирта (EVOH), причем каждый является предпочтительно двуосно-ориентированным (ВОРА, BOEVOH). Внутренний слой имеет толщину 6-25 мкм, предпочтительно 8-19 мкм, наиболее предпочтительно 10-15 мкм (см. WO 2006/031172, 23.03.2006, В32В 27/32).
Известна многослойная пленка, включающая внутренний слой, расположенный между первым внешним слоем и вторым внешним слоем, где внутренний слой содержит компонент, выбираемый из группы, состоящей из полиэтилена высокой плотности, пропиленового гомополимера, интерполимера пропилен/α-олефин и их комбинаций, первый внешний слой и второй внешний слой, являющиеся одинаковыми или различными, причем каждый внешний слой содержит компонент, выбираемый из группы, состоящей из линейного полиэтилена низкой плотности, полиэтилена высокой плотности, интерполимера пропилен/α-олефин и их комбинаций, где толщина по меньшей мере одного внешнего слоя превышает толщину внутреннего слоя, толщина многослойной пленки составляет от примерно 1 мкм до примерно 100 мкм, кислородопроницаемость многослойной пленки составляет менее 10800 см3/м2/24 часа, измеряемая в соответствии со стандартом ASTM D 3985-05 (см. ЕР 2554377 А2, 06.02.2013, В32В 27/32, C08J 5/18).
Известен многослойный материал для хранения жидкого продукта, содержащего гипохлоритный отбеливатель (материал), включающий внутренний слой, слой адгезива и наружный слой, причем внутренний слой выполнен из термосвариваемого полиолефина, а наружный слой - из материала, пригодного для печати, и, кроме того, многослойный материал содержит средство предотвращения повреждения многослойного материала агрессивным действием гипохлоритного отбеливателя или компонентов указанного отбеливателя, отличающийся тем, что указанное средство включает указанный слой адгезива, выполненный из клея, устойчивого к гипохлоритному отбеливателю, причем этот устойчивый к гипохлоритному отбеливателю клей представляет собой полиуретановый клей. При этом указанное средство включает барьерный слой из полиолефинового материала, плотность и толщина которого достаточны для снижения миграции гипохлоритного отбеливателя через барьерный слой и слой адгезива, причем барьерный слой расположен между внутренним слоем и слоем адгезива (см. WO 1996/033070, 10.07.2001, В32В 27/32).
Наиболее близкой по своей сущности и достигаемому техническому результату является многослойная металлизированная пластиковая пленка для упаковывания различных видов потребительских товаров, состоящая из, по меньшей мере, металлического слоя, образованного металлом, выбранным из группы, состоящей из алюминия, цинка, серебра и золота, нанесенного методом вакуумной металлизации; первого пластикового слоя, на первую поверхность которого нанесен слой металла; второго пластикового слоя, состоящего из изотактического пропилена или из смеси изотактического пропилена и полипропиленовых полимеров, коэкструдированного с первым пластиковым слоем и присоединенного ко второй поверхности первого пластикового слоя; причем первый и второй пластиковые слои являются биориентированными, при этом первый пластиковый слой содержит пропилен-бутеновый сополимер или смесь этого сополимера с пропиленовыми полимерами и первая поверхность первого пластикового слоя подвергается предварительной активирующей поверхность обработке, состоящей из пламенной обработки или обработки коронным разрядом, преимущественно пламенной обработке, с последующей предшествующей металлизации плазменной обработкой в условиях частичного вакуума, после чего напыляется слой металла (см. RU 2384413 С2, 20.03.2010, В32В 15/04).
Недостатками всех известных аналогов является недостаточная сохранность качества при длительном хранении, сохранность санитарно-эпидемиологических свойств и компактность при хранении, а также снижение веса при транспортировке и переборке при хранении и учете.
Актуальность технической задачи обусловлена необходимостью срочного решения вопроса сохранения продовольственных запасов и продовольственной безопасности.
Так, например, по материалам доклада, опубликованного в октябре 2013 г. Продовольственной и сельскохозяйственной организацией ООН (ФАО). «Положение дел в связи с отсутствием продовольственной безопасности в мире» самые последние оценки ФАО свидетельствуют о том, что в 2011-2013 годах в мире не могли удовлетворить свои потребности в пищевой энергии 842 миллиона человек, или 12% населения планеты. Таким образом, каждый восьмой человек в мире страдает от хронического голода, не получая достаточно пищи для ведения активной и здоровой жизни. Подавляющее большинство голодающих - 827 миллионов человек - проживают в развивающихся странах, где согласно оценкам, ныне недоедают 14,3% населения.
В другом докладе за октябрь 2013 г. ФАО указаны меры воздействия на продовольственные системы для улучшения питания, среди которых особое внимание заслуживает «обработка, упаковка и транспортировка, позволяющие сохранить питательные вещества, создание систем продовольственной безопасности, информирование о пищевой ценности и последствиях для здоровья, маркировка продуктов».
В настоящее время весьма актуальным является вопрос продовольственной безопасности, которая напрямую зависит не только от качества исходного сырья и технологий его переработки, но и от ее упаковки и обеспечения контроля условий ее хранения. Вопрос продовольственной безопасности не может быть решен без усовершенствования системы продукт - упаковка - хранение - учет. Именно эту проблему призваны решать системы государственных резервов стран мира и, соответственно, система государственного материального резерва.
Следует также подчеркнуть своевременность и актуальность поставленной темы, связанной с разработкой требований к таре и упаковке материальных ценностей, обеспечивающих их качественную сохранность, и электронной маркировке. Причем на качественную сохранность материальных ценностей влияют процессы и упаковывания, и состав, и состояние самой упаковки, и информационность маркировки, используемая при многофункциональной, интегрированной, логистической системе ответственного хранения. Процесс обеспечения качественной сохранности продукции, закладываемой на длительное хранение в Росрезерв, должен начинаться с контроля качества исходного сырья, из которого вырабатывается продукция, и сопровождаться на современном уровне на всех этапах ее жизненного цикла - поставки на длительное хранение, хранения и выпуска продукции и ее потребления.
Следует отметить особую перспективность внедрения гибкой упаковки на предприятиях Росрезерва ввиду ее особенностей: сохранность качества при длительном хранении, возможность добавки вкусовых особенностей, сохранность санитарно-эпидемиологических свойств за счет, например, стерилизации и продукта, и упаковки, герметичность упаковки, компактность при хранении, снижение веса при транспортировке и переборке при хранении и учете.
При этом полимерные упаковки в настоящий момент являются наиболее перспективным направлением развития как тары, так и самой упаковки, но при этом есть технологии, при которых состав их материалов может влиять на качество упакованного продукта.
Задача, на решение которой направлено настоящее изобретение, заключается в расширении функциональных возможностей пленки.
Раскрытие изобретения
Поставленная задача решается за счет того, что способ изготовления высокобарьерной металлизированной соэкструзионной пленки, согласно изобретению, включает образование по меньшей мере трех последовательно расположенных слоев, на верхнюю предварительно обработанную поверхность одного из которых, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой с оптической плотностью 2,4 и толщиной 120÷140 мкм, а на его нижнюю поверхность при температуре 105÷140°C наносят термосвариваемый слой; кроме того, способ включает образование кислородно-защитного паровлагонепроницаемого барьерного слоя, к которому при помощи адгезива прикрепляют необработанный слой из полиэтилена низкого давления.
В частном случае выполнения изобретения металлизированный слой выполняют из алюминия.
В предпочтительном варианте выполнения изобретения слой из двуосно-ориентированного полипропилена с нанесенным на него металлизированным слоем и термосвариваемым слолем образуют верхний слой многослойной пленки.
В частном случае выполнения изобретения барьерный слой образует промежуточный слой, а необработанный слой из полиэтилена - нижний слой многослойной пленки.
В предпочтительном варианте выполнения изобретения в качестве кислородно-защитного барьерного слоя используют сополимер этиленвинилового спирта (EVOH), с толщиной слоя 50÷100 мкм или полиэтилентерефталат (PET) с толщиной слоя 80÷200 мкм, а в качестве паровлагонепроницаемого слоя - сополимер этиленвинилового спирта или PVDC (поливинилиденхлорид), с толщиной слоя 75÷125 мкм.
В предпочтительном варианте выполнения изобретения в качестве адгезива используют двухкомпонентный сольвентный клей.
В предпочтительном варианте выполнения изобретения в качестве термосвариваемого слоя используют полипропилен (РР) или полиэтилен (РЕ).
В частном случае выполнения изобретения многослойная пленка дополнительно ламинирована.
В частном случае выполнения изобретения барьерный слой выполняют черного цвета.
Кроме того, заявлена металлизированная соэкструзионная пленка, изготовленная способами, описанными выше, которая может содержать RFID-метку с информацией.
Техническим результатом изобретения является получение пленки, обладающей хорошим барьерными свойствами к УФ-излучению, с низким коэффициентом трения, низкой проницаемостью по кислороду и водяному пару, при одновременной высокой несущей способности по материалу, позволяет хранить упакованный в нее продукт длительное время без потери его качества.
Осуществление изобретения
В данном разделе будут приведены наиболее предпочтительные примеры реализации способа изготовления пленки, которые, как это понятно специалисту, не ограничивают возможные иные комбинации по применению тех или иных возможных материалов для изготовления пленки.
ПРИМЕР 1.
Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных трех слоев материалов.
На верхнюю предварительно обработанную поверхность слоя многослойной пленки, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой из алюминия с оптической плотностью 2,4 и толщиной 130 мкм, а на его нижнюю поверхность при температуре 120°C наносят термосвариваемый слой из полипропилена (РР).
Далее, образуют промежуточный кислородно-защитный паровлагонепроницаемый барьерный слой черного цвета. В качестве кислородно-защитного слоя используют сополимер этиленвинилового спирта (EVOH), с толщиной слоя 80 мкм, а в качестве паровлагонепроницаемого слоя - PVDC (поливинилиденхлорид) с толщиной слоя 100 мкм.
К указанному барьерному слою при помощи адгезива, в качестве которого используют двухкомпонентный сольвентный клей, прикрепляют необработанный слой из полиэтилена низкого давления, образующий нижний слой многослойной пленки, после чего весь образованный трехслойный пакет пленки ламинируют.
ПРИМЕР 2.
Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных трех слоев материалов.
На верхнюю предварительно обработанную поверхность слоя многослойной пленки, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой из алюминия с оптической плотностью 2,4 и толщиной 120 мкм, а на его нижнюю поверхность при температуре 120°C наносят термосвариваемый слой полиэтилена (РЕ).
Далее, образуют промежуточный кислородно-защитный паровлагонепроницаемый барьерный слой черного цвета. В качестве кислородно-защитного слоя используют сополимер этиленвинилового спирта (EVOH) с толщиной слоя 1000 мкм, а в качестве паровлагонепроницаемого слоя - сополимер этиленвинилового спирта с толщиной слоя 125 мкм.
К указанному барьерному слою при помощи адгезива, в качестве которого используют двухкомпонентный сольвентный клей, прикрепляют необработанный слой из полиэтилена низкого давления, образующий нижний слой многослойной пленки, после чего весь образованный трехслойный пакет пленки ламинируют.
ПРИМЕР 3.
Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных трех слоев материалов.
На верхнюю предварительно обработанную поверхность слоя многослойной пленки, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой из алюминия с оптической плотностью 2,4 и толщиной 130 мкм, а на его нижнюю поверхность при температуре 120°C наносят термосвариваемый слой из полипропилена (РР).
Далее, образуют промежуточный кислородно-защитный паровлагонепроницаемый барьерный слой черного цвета. В качестве кислородно-защитного слоя используют полиэтилентерефталат (PET) с толщиной слоя 80 мкм, а в качестве паровлагонепроницаемого слоя - сополимер этиленвинилового спирта с толщиной слоя 125 мкм.
К указанному барьерному слою при помощи адгезива, в качестве которого используют двухкомпонентный сольвентный клей, прикрепляют необработанный слой из полиэтилена низкого давления, образующий нижний слой многослойной пленки, после чего весь образованный трехслойный пакет пленки ламинируют.
ПРИМЕР 4.
Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных трех слоев материалов.
На верхнюю предварительно обработанную поверхность слоя многослойной пленки, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой из алюминия с оптической плотностью 2,4 и толщиной 130 мкм, а на его нижнюю поверхность при температуре 120°C наносят термосвариваемый слой из полиэтилена. На полученную пленку наносят RFID-метку с информацией.
Далее, образуют промежуточный кислородно-защитный паровлагонепроницаемый барьерный слой черного цвета. В качестве кислородно-защитного слоя используют сополимер этиленвинилового спирта (EVOH) с толщиной слоя 80 мкм, а в качестве паровлагонепроницаемого слоя - PVDC (поливинилиденхлорид) с толщиной слоя 110 мкм.
К указанному барьерному слою при помощи адгезива, в качестве которого используют двухкомпонентный сольвентный клей, прикрепляют необработанный слой из полиэтилена низкого давления, образующий нижний слой многослойной пленки.
ПРИМЕР 5.
Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных трех слоев материалов.
На верхнюю предварительно обработанную поверхность слоя многослойной пленки, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой из алюминия с оптической плотностью 2,4 и толщиной 130 мкм, а на его нижнюю поверхность при температуре 120°C наносят термосвариваемый слой из полипропилена (РР).
Далее, образуют промежуточный кислородно-защитный паровлагонепроницаемый барьерный слой черного цвета. В качестве кислородно-защитного слоя используют сополимер этиленвинилового спирта (EVOH) с толщиной слоя 50 мкм, а в качестве паровлагонепроницаемого слоя - PVDC (поливинилиденхлорид) с толщиной слоя 75 мкм.
К указанному барьерному слою при помощи адгезива, в качестве которого используют двухкомпонентный сольвентный клей, прикрепляют необработанный слой из полиэтилена низкого давления, образующий нижний слой многослойной пленки, после чего весь образованный трехслойный пакет пленки ламинируют.
ПРИМЕР 6.
Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных трех слоев материалов.
На верхнюю предварительно обработанную поверхность слоя многослойной пленки, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой из алюминия с оптической плотностью 2,4 и толщиной 129 мкм, а на его нижнюю поверхность при температуре 120°C наносят термосвариваемый слой из полипропилена (РР).
Далее, образуют промежуточный кислородно-защитный паровлагонепроницаемый барьерный слой черного цвета. В качестве кислородно-защитного слоя используют сополимер этиленвинилового спирта (EVOH), с толщиной слоя 85 мкм, а в качестве паровлагонепроницаемого слоя - сополимер этиленвинилового спирта (EVOH) с толщиной слоя 100 мкм.
К указанному барьерному слою при помощи клеевого адгезива прикрепляют необработанный слой из полиэтилена низкого давления, образующий нижний слой многослойной пленки, после чего весь образованный трехслойный пакет пленки ламинируют.
Ниже приведена таблица с характеристиками полученной приведенным выше способом пленки.
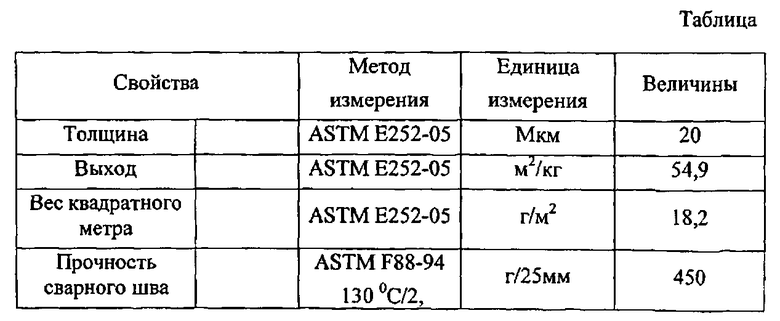
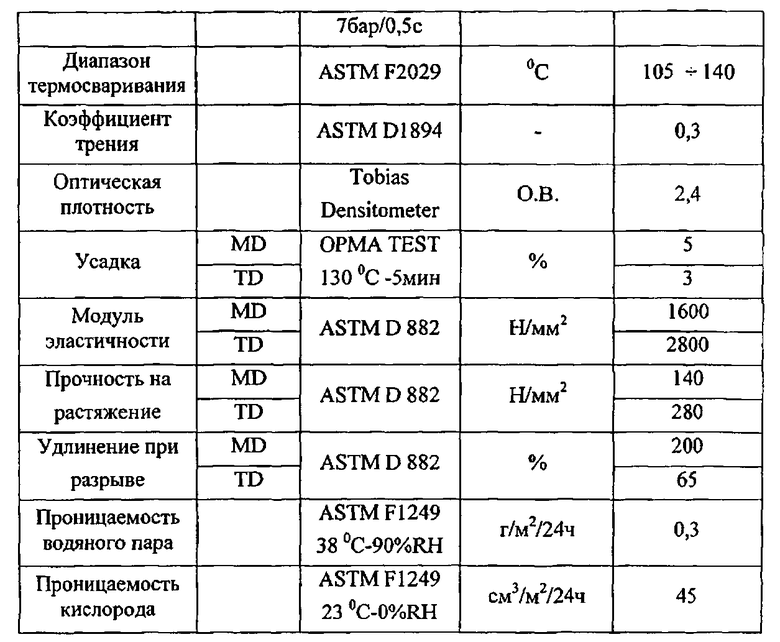
Как видно из приведенной таблицы, полученная пленка обладает хорошей прочностью сварного шва, хорошей размерной стабильностью, а также высокими барьерными показателями к УФ излучению, низким коэффициентом трения, низкими показателями по проницаемости водяного пара и кислорода.
Для минимизации снижения уровня коронной обработки рекомендуется хранение при температуре не выше 30°C. В случае хранения пленки в неотапливаемом помещении перед использованием пленку необходимо выдержать при комнатной температуре (20±5)°C и относительной влажности воздуха (60±5)% не менее 24 часов. Погодные условия оказывают влияние на уровень обработки металлизированной поверхности пленки. Максимальный срок сохранения уровня обработки пленки не менее 36 дин/см - 15 дней с даты металлизации. При соблюдении надлежащих условий хранения пленка пригодна для переработки в течение 6 месяцев с даты производства. При печати по металлизированной стороне для достижения хорошей адгезии краски рекомендуем использовать праймер. Для защиты незапечатанной металлизированной поверхности необходимо использовать лак.
Изобретение относится к способу получения многослойной металлизированной пластиковой пленки для упаковывания различных видов потребительских товаров, в частности пищевых продуктов. Способ изготовления высокобарьерной металлизированной соэкструзионной пленки включает образование последовательно расположенных слоев материала. На верхнюю предварительно обработанную поверхность одного из которых, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой с оптической плотностью 2,4 и толщиной 120÷140 мкм, а на его нижнюю поверхность при температуре 105÷140°С наносят термосвариваемый слой. Кроме того, способ включает образование кислородно-защитного паровлагонепроницаемого барьерного слоя, к которому при помощи адгезива прикрепляют необработанный слой из полиэтилена низкого давления. Способ позволяет получать пленку, обладающую хорошими барьерными свойствами к УФ-излучению, с низким коэффициентом трения, низкой проницаемостью по кислороду и водяному пару, что позволяет хранить упакованный в нее продукт длительное время без потери его качества. 2 н. и 9 з.п. ф-лы, 1 табл.
1. Способ изготовления высокобарьерной металлизированной соэкструзионной пленки, характеризующийся тем, что включает образование по меньшей мере трех последовательно расположенных слоев, на верхнюю предварительно обработанную поверхность одного из которых, выполненного из двуосно-ориентированного полипропилена, наносят в вакууме металлизированный слой с оптической плотностью 2,4 и толщиной 120÷140 мкм, а на его нижнюю поверхность при температуре 105÷140°C наносят термосвариваемый слой; кроме того, способ включает образование кислородно-защитного паровлагонепроницаемого барьерного слоя, к которому при помощи адгезива прикрепляют необработанный слой из полиэтилена низкого давления.
2. Способ по п. 1, характеризующийся тем, что металлизированный слой выполняют из алюминия.
3. Способ по п. 1, характеризующийся тем, что слой из двуосно-ориентированного полипропилена с нанесенным на него металлизированным слоем и термосвариваемым слоем образуют верхний слой многослойной пленки.
4. Способ по п. 1, характеризующийся тем, что барьерный слой образует промежуточный слой, а необработанный слой из полиэтилена - нижний слой многослойной пленки.
5. Способ по п. 1, характеризующийся тем, что в качестве кислородно-защитного барьерного слоя используют сополимер этиленвинилового спирта (EVOH) с толщиной слоя 50÷100 мкм или полиэтилентерефталат (PET) с толщиной слоя 80÷200 мкм, а в качестве паровлагонепроницаемого слоя - сополимер этиленвинилового спирта или PVDC, с толщиной слоя 75÷125 мкм.
6. Способ по п. 1, характеризующийся тем, что в качестве адгезива используют двухкомпонентный сольвентный клей.
7. Способ по п. 1, характеризующийся тем, что в качестве термосвариваемого слоя используют полипропилен (РР) или полиэтилен (РЕ).
8. Способ по п. 1, характеризующийся тем, что многослойная пленка дополнительно ламинирована.
9. Способ по п. 5, характеризующийся тем, что барьерный слой выполняют черного цвета.
10. Пленка, изготовленная способом по пп. 1-9.
11. Пленка по п. 10, отличающаяся тем, что содержит RFID-метку с информацией.
| МЕТАЛЛИЗИРОВАННАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА С ХОРОШИМ СОХРАНЕНИЕМ БАРЬЕРНЫХ СВОЙСТВ | 2006 |
|
RU2412823C2 |
| ЭКОЛОГИЧЕСКИ БЕЗОПАСНАЯ МНОГОСЛОЙНАЯ ГИБКАЯ ПЛЕНКА, ОБЛАДАЮЩАЯ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2424121C2 |
| УПАКОВОЧНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОГО МНОГОСЛОЙНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2009 |
|
RU2487065C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

