Данная заявка в соответствии с Разделом 35 Кодекса законов США, статья 119(е), притязает на приоритет предварительной заявки с регистрационным номером 61/385,680 поданной 23 сентября 2010 года, озаглавленной «Трубчатая балка с одной центральной секцией», все содержание которой включено в данный документ путем ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к бамперным усилительным балкам, используемым в бамперных системах транспортных средств, в которых балка является трубчатой и имеет одну (единственную) центральную секцию. Настоящее изобретение также относится к установке для роликового профилирования и способам формования указанных балок. Тем не менее, полагают, что настоящее изобретение не ограничено только бамперными усилительными балками для транспортных средств.
Современные бамперные системы транспортных средств, как правило, включают в себя усилительную балку, выполненную с прочностными и ударными свойствами для обеспечения соответствия промышленным стандартам, устанавливаемым правительством и страховыми компаниями для определенных транспортных средств, но также выполненную с возможностью минимизации общего веса транспортного средства, максимизации отношения предела прочности к массе, встраивания в ограниченные пространства узлов транспортного средства и удовлетворения требований, относящихся к эстетическим и функциональным характеристикам переднего и заднего концов транспортных средств. Одновременно процессы и способы изготовления балок предпочтительно обеспечивают минимизацию нежелательных отклонений по размерам и качеству изделий и при этом также минимизацию затрат на производство, оптимизацию технологичности и минимизацию отходов. Процессы и способы роликового профилирования оказались особенно эффективными при изготовлении крупных партий бамперных усилительных балок при конкурентных издержках и высокой стабильности размеров. Однако данная отрасль промышленности является очень конкурентной, так что даже небольшие усовершенствования могут иметь важное значение.
Кроме того, многие из желательных характеристик являются конфликтными, так что не ясно, как усовершенствовать определенную бамперную усилительную балку или как улучшить процесс роликового профилирования для изготовления балки. Например, более тяжелая балка может быть более прочной, но вызовет неприемлемое увеличение массы транспортного средства. Высокопрочные материалы могут быть предпочтительными, но они являются дорогими, трудноформуемыми и вызывают большой износ оснастки. Точное регулирование положения краев листа во время процесса роликового профилирования желательно для того, чтобы способствовать получению точной формы поперечного сечения балки, уменьшить допуски вдоль краев для обеспечения возможности уменьшения количества лишнего материала вдоль краев для минимизации массы балки, и для того, чтобы способствовать получению устойчивого контакта во время сварки. Однако это может потребовать дополнительных операций роликового профилирования и позиций роликового профилирования, а также дополнительной оснастки, устройств аппаратного и программного управления, каждое из которых увеличивает капитальные затраты и делает процесс роликового профилирования более сложным. Вышеуказанные балки имеют два края листа, отогнутых путем формования к другому материалу листа, при этом каждый из краев приваривается посредством сварочного аппарата для образования постоянной трубчатой формы балок. Однако сварочные аппараты занимают место вдоль установки для роликового профилирования, особенно в том случае, когда сварочные аппараты расположены на различных позициях вдоль длины установки для роликового профилирования, в результате чего значительно увеличиваются потребности в производственных площадях, а также капитальные вложения. Тем не менее, трудно осуществить сварку двух противоположных сторон балок из-за разлетающихся частиц, отрицательно воздействующих на один или оба сварочных аппарата. При этом сварные швы должны быть однородными и надежными для обеспечения надежной и стабильной ударной прочности/вязкости бамперных усилительных балок и соответствующих бамперных систем.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения усилительная балка включает в себя балку, образованную из одного листа и включающую в себя первый и второй трубчатые элементы, имеющие общую стенку и имеющие копланарные выровненные передние стенки и копланарные выровненные задние стенки, при этом каждая передняя стенка имеет образованное на ней ребро коробчатого сечения, при этом лист имеет первый край с первой закругленной по радиусу частью и первым концом, второй край со второй закругленной по радиусу частью и вторым концом, третью закругленную по радиусу часть, соединяющую одну из выровненных передних стенок с одним концом общей стенки, и четвертую закругленную по радиусу часть, соединяющую одну из задних стенок с другим концом общей стенки, при этом первая и третья закругленные по радиусу части приварены друг к другу посредством первого сварного шва и образуют переднее ребро с сечением в виде расщелины, имеющее глубину полости, по меньшей мере, в два раза превышающую толщину листа, и вторая и четвертая закругленные по радиусу части приварены друг к другу посредством второго сварного шва и образуют заднее ребро с сечением в виде расщелины, имеющее глубину полости, по меньшей мере, в два раза превышающую толщину листа, при этом ребра коробчатого сечения и переднее ребро с сечением в виде расщелины образуют ребра, которые придают жесткость передней поверхности балки.
В соответствии с другим аспектом настоящего изобретения разработана установка для преобразования/формования листа в балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположным двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и центральная секция разделяет поперечное сечение на первый и второй соседние трубчатые элементы, при этом центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные центральной секции, и лист имеет края, которые упираются в закругленные по радиусу концы. Установка включает в себя машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя станцию сварки со сварочными аппаратами и сварочным коробчатым зажимным приспособлением, при этом сварочное коробчатое зажимное приспособление включает в себя раму зажимного приспособления, наружные оправки, опирающиеся на раму зажимного приспособления и служащие опорой для четырех наружных стенок с обеспечением желательной точной формы, при этом два из наружных оправок выполнены с возможностью перемещения и расположены напротив друг друга, и включает в себя, по меньшей мере, один исполнительный механизм, функционально соединенный с двумя противоположными наружными оправками для обеспечения перемещения противоположных наружных оправок для ввода их в контактное взаимодействие с соответствующими противоположными стенками из четырех наружных стенок. Кроме того, установка включает в себя внутренние оправки в каждом из первого и второго соседних трубчатых элементов, которые закреплены посредством расположенных выше по ходу, анкерных оттяжек так, что внутренние оправки остаются по существу рядом с наружными оправками. Посредством данной конструкции внутренние оправки и наружные оправки в сочетании с поджимающим усилием, создаваемым пружинами, и противодействующим усилием, создаваемым двумя противоположными наружными оправками, обеспечивают регулирование формы балки посредством изгиба и смещения материала листа вдоль плоскостей скольжения для обеспечения, тем самым, активного поддержания точной формы, когда балка находится в сварочном коробчатом зажимном приспособлении во время процесса сварки, выполняемого сварочным аппаратом.
В соответствии с более узким аспектом каждая из внутренних оправок имеет противоположные половины и пружину, обеспечивающую смещение противоположных половин в сторону друг от друга к наружным оправкам и в направлении, противоположном направлению действия усилия, создаваемого исполнительным механизмом.
В соответствии с еще одним аспектом настоящего изобретения разработана установка для преобразования/формования листа в балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и центральная секция разделяет поперечное сечение на первый и второй соседние трубчатые элементы, при этом центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные центральной секции, и лист имеет края, которые упираются в закругленные по радиусу концы. Установка включает в себя машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя станцию сварки со сварочными аппаратами и сварочным коробчатым зажимным приспособлением, при этом сварочное коробчатое зажимное приспособление включает в себя раму зажимного приспособления, наружные оправки, опирающиеся на раму зажимного приспособления и служащие опорой для четырех наружных стенок с обеспечением желательной точной формы, при этом два из наружных оправок выполнены с возможностью перемещения и расположены напротив друг друга, и включает в себя, по меньшей мере, один исполнительный механизм, функционально соединенный с двумя противоположными наружными оправками для обеспечения перемещения противоположных наружных оправок для ввода их в контактное взаимодействие с соответствующими противоположными стенками из четырех наружных стенок, при этом два других наружных оправка зафиксированы и расположены напротив друг друга так, что два других наружных оправка по существу обеспечивают постоянство расстояния между противоположными двумя стенками, между которыми простирается центральная секция. Посредством данной конструкции наружные оправки в сочетании с поджимающим усилием, создаваемым двумя противоположными наружными оправками, обеспечивают регулирование формы балки посредством изгиба и смещения материала листа вдоль плоскостей скольжения для обеспечения, тем самым, активного поддержания точной формы, когда балка находится в сварочном коробчатом зажимном приспособлении во время процесса сварки, выполняемого сварочным аппаратом.
В соответствии с еще одним аспектом настоящего изобретения установка включает в себя машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывную балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя станцию сварки со сварочным аппаратом и сварочным коробчатым зажимным приспособлением, при этом сварочный аппарат создает направленный под углом вверх лазерный луч для сварки непрерывной балки для обеспечения постоянной фиксации поперечного сечения и расположен под непрерывной балкой в месте, находящемся по ходу перед или за сварочным коробчатым зажимным приспособлением так, что лазерный луч обеспечивает сварку в пределах обращенной вниз расщелины, образованной одним из закругленных по радиусу краев, упирающимся в один из закругленных по радиусу концов. За счет подобного расположения сварочный аппарат обеспечивает сварку непрерывной балки из места под непрерывной балкой и, тем не менее, расположен в стороне от падающих частиц.
В соответствии с еще одним аспектом настоящего изобретения установка включает в себя машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывную балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя одну станцию сварки с верхним сварочным аппаратом и нижним сварочным аппаратом и сварочным коробчатым зажимным приспособлением, при этом сварочные аппараты осуществляют сварку непрерывной балки для обеспечения постоянной фиксации поперечного сечения посредством одновременной сварки на станции сварки в верхнем и нижнем местах на балке. Посредством данной конструкции сварка выполняется на одной станции сварки, а не нескольких станциях сварки.
В соответствии с еще одним аспектом настоящего изобретения установка включает в себя машину для роликового профилирования, включающую в себя первые позиции роликового профилирования с первыми комплектами роликов, образующих центральную секцию из листа и наружные крылья из листа, при этом наружные крылья имеют участки рядом с центральной секцией, которые простираются перпендикулярно к центральной секции и которые соединены с центральной секцией посредством закругленных по радиусу концов, и при этом наружные крылья также имеют закругленные по радиусу края, образованные на них. Машина для роликового профилирования дополнительно включает в себя дополнительные позиции роликового профилирования с дополнительными комплектами роликов, преобразующих/формующих наружные крылья в первый и второй трубчатые элементы с центральной секцией, представляющей собой общую стенку, образующую часть каждого из первого и второго трубчатых элементов. Машина для роликового профилирования включает в себя верхний и нижний сварочные аппараты, обеспечивающие приваривание закругленных по радиусу краев к закругленным по радиусу концам.
Соответствующие способы также образуют часть настоящего изобретения.
Эти и другие аспекты, цели и признаки настоящего изобретения станут понятными для специалистов в данной области техники и будут оценены специалистами в данной области техники при излучении нижеприведенного описания, формулы изобретения и приложенных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой вид сверху бамперной усилительной балки, которая является трубчатой и имеет одну центральную секцию.
Фиг.2 представляет собой поперечное сечение, выполненное по линии II-II на фиг.1.
Фиг.3 представляет собой вид установки для роликового профилирования, предназначенной для выполнения процесса роликового профилирования по настоящему изобретению.
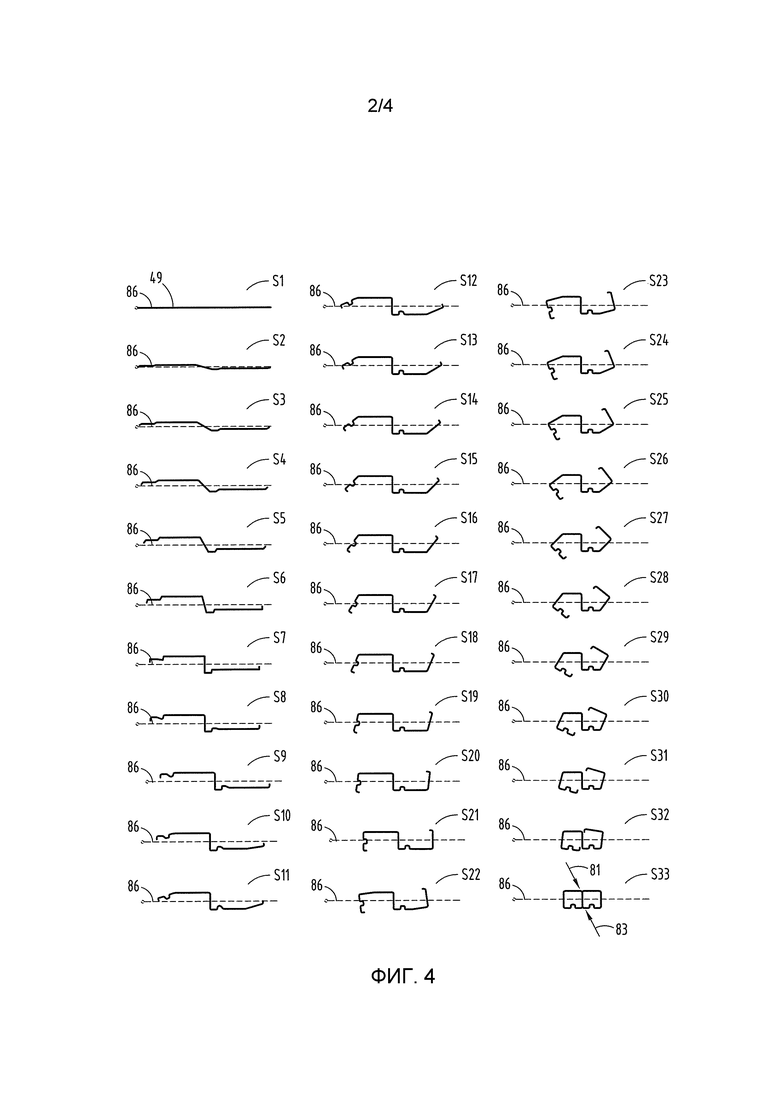
Фиг.4 представляет собой ряд поперечных сечений, обозначенных S1-S33, показывающих форму исходного листа на каждой операции профилирования/формования при профилировании/формовании балки по фиг.1.
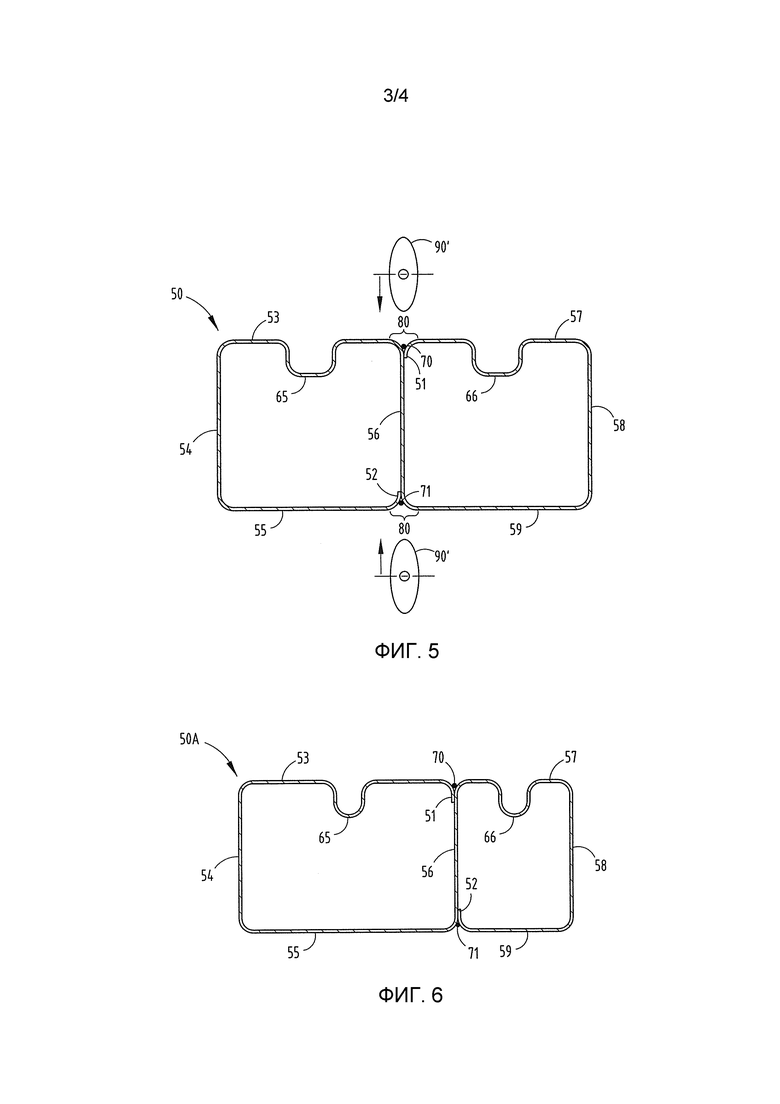
Фиг.5 представляет собой поперечное сечение балки по фиг.1-2, включая диски для отслеживания швов, образующие часть станции сварки.
Фиг.6 представляет собой модифицированную балку, аналогичную фиг.1-2, но имеющую модифицированное поперечное сечение.
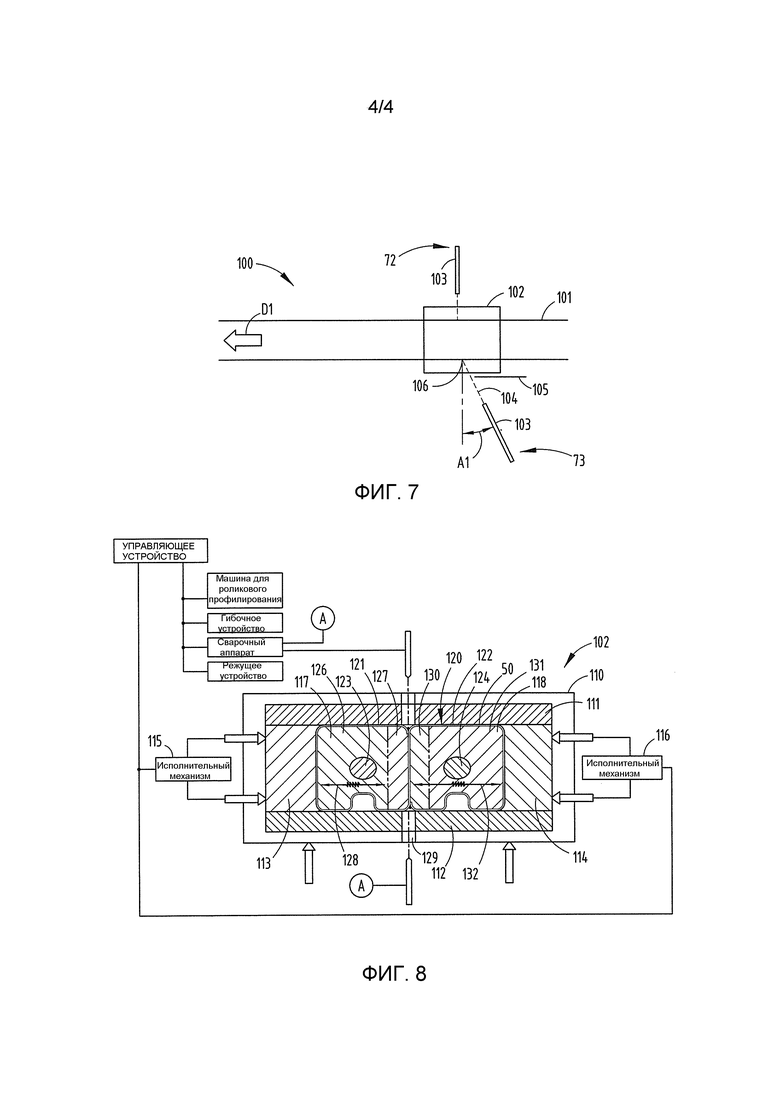
Фиг.7 представляет собой вид сбоку, показывающий станцию сварки незадолго до конца процесса роликового профилирования.
Фиг.8 представляет собой сечение станции сварки по фиг.7, показывающее прижимное коробчатое приспособление, предназначенное для сохранения окончательной формы балки, полученной роликовым профилированием, во время операции одновременного образования двух сварных швов.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Бамперная усилительная балка 40 (фиг.1) включает в себя трубчатую усилительную балку 50 для бамперной системы транспортного средства и опоры 41, прикрепленные к балке 50 для облегчения прикрепления к раме транспортного средства, например, предназначенные для использования в системе переднего бампера (проиллюстрированной на фиг.1) или в системе заднего бампера транспортного средства. Проиллюстрированная балка 50 имеет продольную центральную часть 42, изогнутую с первым радиусом R1, и наружные концы в продольном направлении, изогнутые под большим вторым радиусом R2 для обеспечения соответствия аэродинамической форме определенного транспортного средства. Однако предусмотрено, что идеи настоящего изобретения могут быть использованы для любого балки, независимо от того, является ли он линейным или изогнутым, и независимо от того, изогнут ли он с постоянной кривизной/с одним радиусом или имеет участки, простирающиеся в продольном направлении и имеющие разную кривизну («изгибы»).
Данная балка 50 изготовлена из стального листа, имеющего толщину от 0,8 мм до 1,4 мм и предел прочности при растяжении, составляющий от приблизительно 800 до 2000 МПа (то есть от приблизительно 120 до 290 тысяч фунтов на кв. дюйм). Проиллюстрированная балка имеет высоту, составляющую приблизительно 80 мм, и толщину, составляющую приблизительно 40 мм (в положении, когда он смонтирован на транспортном средстве), и два ребра коробчатого сечения, образованные на передней поверхности балки (по одному на каждый трубчатый элемент). Каждое проиллюстрированное ребро коробчатого сечение имеет высоту, составляющую приблизительно 8-10 мм, и ширину, составляющую приблизительно 8-10 мм, и имеет скругленную нижнюю часть. Тем не менее, предусмотрено, что данная балка может быть изготовлена из других материалов, включая высокопрочные стали AHSS (Advanced High Strength Steels), и что он может быть изготовлен из листа, имеющего толщину, составляющую от приблизительно 0,8 мм до 3,0 мм (или, например, толщину, составляющую от 0,8 мм до 1,4 мм), и может быть изготовлен с другими размерами поперечного сечения балки, например, с высотой, составляющей приблизительно 80 мм - 150 мм, и шириной, составляющей приблизительно 30 мм = 60 мм, и с длиной, равной расстоянию между опорами/концами лонжеронов бампера или немного превышающей расстояние между опорами/концами лонжеронов бампера транспортного средства.
Данная балка 50 (фиг.3) образована из одного листа стали на установке для роликового профилирования посредством последовательности пар роликов на позициях роликового профилирования, при этом на каждой позиции выполняется операция формования/профилирования, подобная показанной посредством схематического изображения операций 1-33 роликового профилирования на фиг.4. Во время данного процесса один лист подвергают профилированию для получения соседних трубчатых элементов, образованных с противоположных сторон одной центральной стенки (иногда называемой «моно» стенкой или «центральной секцией» в данном документе). Машина для роликового профилирования включает в себя первую зону профилирующих роликов на позициях S1-S7, обеспечивающую образование центральной секции (то есть центральной стенки) с наружными секциями из листа, простирающимися наружу и по существу перпендикулярными к центральной стенке. Закругленные по радиусу края листа также образуются на операциях S1-S7. Машина для роликового профилирования дополнительно включает в себя вторую зону профилирующих роликов на позициях S8-S33, обеспечивающих образование первого и второго трубчатых элементов с каждой стороны центральной секции, которые имеют центральную секцию в качестве общей стенки. Ребра коробчатого сечения в основном образуются на операциях S8-S12 и способствуют регулированию положения листа в боковом направлении, когда он перемещается вдоль установки для роликового профилирования. Лазерная сварка выполняется на позиции S33 или после позиции S33. В альтернативном варианте сварка может выполняться в два отдельных этапа, например, в процессе роликового профилирования, когда первый трубчатый элемент будет образован не полностью посредством процесса (задолго до поступления на последнюю позицию профилирования).
В частности, как проиллюстрировано, немного менее «половины» листа подвергается деформированию в первом направлении (проиллюстрированном как направление по часовой стрелке на фиг.4) с образованием первого трубчатого элемента с первым закругленным по радиусу краем листа, упирающимся в закругленный по радиусу конец центральной стенки (и приваренным), и противоположная «половина» листа» подвергается деформированию в противоположном втором направлении (например, в направлении против часовой стрелки) с образованием второго трубчатого элемента со вторым закругленным по радиусу краем листа, упирающимся в другой закругленный по радиусу конец центральной стенки (и приваренным). Линия контакта для сварки на первом закругленном по радиусу крае находится на конце закругления, где конец листа становится «плоским». Аналогичным образом, линия контакта закругленного по радиусу конца центральной стенки находится на конце центральной стенки, где центральная стенка становится «плоской». Однако желательно, чтобы закругленная часть образовывала первичный контакт с тем, чтобы обеспечивались оптимальные условия для образования непрерывного сварного шва посредством лазерного луча. В частности, процесс сварки включает «вход» лазерного луча в расщелину и нагрев материала на линии стыкового контакта, образованного закругленным по радиусу концом и закругленным по радиусу краем. По этой причине может быть желательно. Чтобы концы краев листа были выполнены такими, чтобы они не вызывали образования зазора в нижней части расщелины, несмотря на изменения параметров процесса, при этом указанный зазор будет (может) отрицательно влиять на сварку в зависимости от величины зазора.
В частности, сварочное коробчатое зажимное приспособление способствует созданию линейного контакта и созданию заданного опорного давления для процесса сварки в зоне линейного контакта. Сопрягающиеся материалы удерживаются примыкающими друг к другу, как рассмотрено ниже, посредством сварочного зажимного приспособления, показанного на фиг.8, для того, чтобы способствовать образованию хорошего сварного шва. Закругленная форма краев обеспечивает возможность получения хорошего контакта и при этом обеспечивает возможность изгибания, скольжения и сгибания (вызываемого усилиями, создаваемыми в сварочном коробчатом зажимном приспособлении), в особенности вдоль плоскостей Р1 и Р2 скольжения, что позволяет зажимному приспособлению обеспечить «фиксацию» и поддержание заданной формы поперечного сечения на станции сварки. Данная конструкция способствует хорошей сварке и потенциально снижает степень важности обеспечения идеальных размерных характеристик краев. Одновременно края листа включают в себя концевой участок материала внутри балки, который простирается от линии сварного шва. Как отмечено выше, свободный конец концевого участка необходим для гарантирования того, что будет достаточно материала для сварки, несмотря на изменения материала вдоль края и изменения параметров процесса. Однако излишний материал на свободном конце концевого участка приводит к нецелесообразному расходованию материала и к увеличению массы бамперного балки. За счет точного регулирования контакта и контактного взаимодействия краев и соприкасающегося материала длина «свободного конца» может быть минимизирована, в результате чего общая масса балки снижается до минимума. Следует отметить, что даже унции уменьшенной массы могут иметь важное значение для инженеров по транспортным машинам и конструкторов транспортных средств. Ожидается, что проиллюстрированный «свободный конец» будет иметь размер менее приблизительно 4 мм, но предусмотрено, что потенциально он может быть уменьшен, например до 2 мм, в зависимости от параметров определенного процесса и функциональных требований к балке.
Как было отмечено, закругленные по радиусу края листа предпочтительно облегчают достижение и обеспечивают возможность достижения устойчивого и компенсирующего погрешности контактного взаимодействия, когда они входят в контакт с сопрягающимися закругленными по радиусу (изогнутыми) угловыми частями центральной секции балки и привариваются к данным сопрягающимся закругленным по радиусу (изогнутым) угловым частям центральной секции балки. Двойное закругление краев и концов центральной секции позволяет двум частям материала надежно входить в линейный контакт и контактно взаимодействовать с контактным усилием, находящимся в заданных пределах, в результате чего обеспечивается лучшее приспосабливание к разбросу размеров во время технологического процесса. Данная конфигурация способствует образованию хорошего линейного контакта соприкасающихся частей материала и, таким образом, способствует хорошей сварке, несмотря на разброс размеров и изменения параметров процесса. В то же время закругленные по радиусу края и «свободные концы» краев «заглублены» в переднюю и заднюю поверхности балки, так что вертикальные плоскости, образованные передней и задней поверхностями балки, не прерываются каким-либо выступающим наружу краем листа, что может быть важным для удовлетворения технических требований, предъявляемых производителем транспортных средств. Кроме того, центральная секция образована из центральной части листа (а не из бокового края листа). При образовании центральной секции сначала и образовании ее из центральной части листа процесс роликового профилирования будет более сбалансированным и управляемым, что облегчает регулирование положения листа в боковом направлении. Другими словами, смещение листа из заданного положения в машине для роликового профилирования уменьшается за счет того, что сначала осуществляется профилирование центральной секции, поскольку в этом случае центральная секция будет служить в качестве «центрального анкера» во время последующего профилирования листа. Данное более точное регулирование положения листа приводит к тому, что создается возможность дополнительного уменьшения допусков на «свободный конец» краев, поскольку большой допуск не требуется. Предусмотрено, что величина «свободных концов» краев может быть уменьшена до 4 мм или менее или даже до 2 мм или менее, в зависимости от систем управления технологическим процессом и характеристик листа и процесса роликового профилирования.
Трубчатая усилительная балка 50 с центральной секцией особенно пригодна для использования в качестве усилительной балки в бамперной системе транспортного средства вследствие его большого отношения предела прочности к массе, вследствие его сопротивления продольному изгибу, обусловленному действием ударной нагрузки, направленной внутрь по отношению к его концам, и вследствие его сопротивления кручению, обусловленному действием вращающих сил, таких как возникающие вследствие удара, действующего в вертикальном направлении со смещением от центра.
Как отмечено выше, балка 50 (фиг.2) образована из одного цельного листа в непрерывном процесс роликового профилирования (фиг.6). Балка 50 имеет первый и второй края 51 и 52 и семь секций 53-59, имеющих вид стенок и простирающихся последовательно между данными краями. Первая - четвертая секции 53-56, представляющие собой стенки, образуют первый трубчатый элемент, и четвертая - седьмая секции 56-59, представляющие собой стенки, образуют соседний второй трубчатый элемент, при этом секция 56, представляющая собой стенку, представляет собой общую стенку. Секции 53-55 и 57-59, представляющие собой стенки, соединены для образования трубчатой формы с центральной секцией, образованной посредством простирающейся в горизонтальном направлении секции 56, представляющей собой стенку (когда балка смонтирована на транспортном средстве), и с секциями 55 и 59, представляющими собой стенки и образующими вертикальную находящуюся в одной плоскости, переднюю поверхность, и с секциями 53 и 57, представляющими собой стенки и образующими вертикальную находящуюся в одной плоскости, заднюю поверхность. Первый край 51 деформирован с образованием радиуса CR1, составляющего приблизительно 3-4 мм, при этом его конец 51' (то есть «свободный конец», имеющий длину, составляющую приблизительно 4 мм или потенциально до 2 мм), простирается так, что внутренняя поверхность 61 переднего края 51 будет расположена параллельно центральной секции 56, представляющей собой стенку. Закругленная часть с радиусом CR1 и соответствующая закругленная по радиусу, угловая часть 62 (образованная четвертой и пятой секциями 56-57, представляющими собой стенки, на передней поверхности балки) введены в контактное взаимодействие и приварены для постоянной фиксации первого трубчатого элемента.
В балке 50 второй край 52 также деформирован внутрь для образования радиуса, аналогичного радиусу CR1 (например, составляющего приблизительно 3-4 мм в проиллюстрированном балке), но при этом его конец 52' простирается параллельно центральной секции 56, представляющей собой стенку. Закругленная часть с радиусом CR1 входит в контактное взаимодействие с соответствующей закругленной по радиусу, угловой частью 64 и приварена к соответствующей закругленной по радиусу, угловой части 64, образованной четвертой и третьей секциями 56 и 55, представляющими собой стенки. Проиллюстрированная балка 50 имеет поперечное сечение, которое является по существу прямоугольным с центральной секцией, разделяющей прямоугольник на соседние первый и второй трубчатые элементы одинакового размера. Было установлено, что данное поперечное сечение обеспечивает отличную жесткость при изгибе, жесткость при кручении и сравнительно большое отношение предела прочности к массе.
Проиллюстрированная первая секция 53, представляющая собой стенку, имеет ребро 65 коробчатого сечения (то есть углубление, отформованное в направлении внутрь, также иногда называемое «силовым ребром»), которое придает дополнительную жесткость секции 53, представляющей собой стенку, и соответственно придает жесткость передней поверхности балки и придает жесткость первой трубчатой части. Проиллюстрированное ребро 65 коробчатого сечения по существу расположено в центре секции 53, представляющей собой стенку, и имеет размер по ширине, составляющий приблизительно 10-40% от ширины секции 53, представляющей собой стенку (или более предпочтительно - приблизительно 20-30% ширины), и имеет высоту, приблизительно равную его размеру по ширине. Пятая секция 57, представляющая собой стенку, также имеет ребро 66 коробчатого сечения (аналогичное по размеру, форме и местоположению ребру 65), которое придает жесткость секции 57, представляющей собой стенку, и соответственно придает жесткость передней поверхности балки и второй трубчатой части. Закругленные по радиусу части с радиусом CR1, образованные первым краем 51 и концом 51А и вторым краем 52 и концом 52А, имеют центральные точки, находящиеся внутри соответствующих образованных трубчатых элементов. Нижние части проиллюстрированных ребер коробчатого сечения имеют полукруглую форму. Тем не менее, предусмотрено, что высота и размер ребер коробчатого сечения могут быть выполнены меньшими и ребра могут быть выполнены с меньшей высотой, большей высотой, большей шириной, меньшей шириной, с плоским дном или изменены другим образом для удовлетворения специфических функциональных требований к балке.
В частности, закругленная форма краев 51 и 52 и сопрягающиеся угловые части заставляют их образовывать ребро с сечением в виде расщелины, которое также придает жесткость балке 50 и, таким образом, придает устойчивость передней и задней стенкам/поверхностям балки 50 не полностью отлично от ребер 65 и 66 коробчатого сечения. На передней поверхности балки ребро с сечением в виде расщелины, образованное посредством закругленной формы переднего края 51 и соответствующей угловой части, в сочетании с двумя ребрами 65 коробчатого сечения фактически образуют три ребра на поверхности балки 50, каждое из которых обеспечивает повышение предела прочности балки при изгибе и предела прочности балки при кручении. Испытания показали, что жесткость балки может быть повышена в достаточной степени для компенсации любой дополнительной массы материала, добавляемой вследствие наличия ребер коробчатого сечения, требующих более широкого листа для изготовления балки. Ребро с сечением в виде расщелины по существу выровнено относительно центральной стенки, и полость, которую оно образует, имеет глубину, приблизительно в 3-4 раза превышающую толщину материала листа в поперечном сечении. В частности, полость, образуемая проиллюстрированным ребром с сечением в виде расщелины, имеет глубину, составляющую приблизительно 3-4 мм, при толщине листового материала, составляющей приблизительно 0,8 мм - 1,2 мм. Шов, полученный лазерной сваркой, расположен в нижней части расщелины, где материал вначале входит в стыковой/опорный контакт.
Предусмотрено, что сварные швы 70 и 71 образованы посредством использования лазерных сварочных аппаратов 72 и 73 (фиг.3). Данные сварочные аппараты 72 и 73 расположены на одной позиции/станции S33, что обеспечивает значительные преимущества с точки зрения использования площадей, проводки и управления технологическим процессом. Сварные швы 70 и 71 (фиг.2) образованы в контактирующем снаружи материале в расщелине так, что сварные швы будут расположены на небольшом расстоянии от концов (то есть от «свободных концов») первого и второго краев, например, составляющем приблизительно 4 мм или потенциально уменьшенном до приблизительно 2 мм. Было установлено, что проиллюстрированное взаимодействие изогнутых контактирующих участков листового материала обеспечивает компенсацию и возможность наличия некоторого отклонения размеров и регулирования размеров в сварочном зажимном приспособлении без отрицательного воздействия на линейный контакт и сварочную операцию. Даже несмотря на то, что данные сварочные аппараты 72 т 73 расположены на одной станции/позиции S33, предусмотрено, что они могут быть расположены на отдельных станциях вдоль установки для роликового профилирования, если это желательно или если этого требует определенное применение.
В частности, балка, включая профиль его поперечного сечения и сварные швы 70 и 71, является симметричной. Это в значительной степени способствует поддержанию балки однородным и прямолинейным (и способствует избежанию зигзагообразного коробления и нелинейного изгиба, вызванного асимметричным нагревом при сварке и усадкой/смещением материала) во время операций роликового профилирования и других технологических операций. Специалистам в области роликового профилирования будет понятно, насколько сбалансированным является процесс формования/профилирования на каждой из операций S1-S33 (фиг.4). В частности, специалистам в области технологии роликового профилирования и конструкций, получаемых роликовым профилированием, будет понятна ценность перпендикулярности центральной стенки на операции S7, а также ценность перпендикулярности наружных стенок на операции S21, и, тем самым, это способствует минимизации числа операций роликового профилирования.
Соответствующий способ изготовления трубчатого усилительной балки 50 с центральной секцией 56, представляющей собой стенку, для бамперного усилительной балки 40 (см. машину для роликового профилирования на фиг.3 и балка на фиг.1-2) включает этапы выполнения листа 49 (см. фиг.3), имеющего первый и второй края 51-52 (фиг.2) и семь секций 53-59, представляющих собой стенки и простирающихся последовательно между данными краями; изгибания центральной стенки до ориентации, при которой она будет перпендикулярна остальному материалу (см. операции S2-S7), изгибания краевых концов (операции S3-S7) и образования ребер 65-66 коробчатого сечения (образование ребер коробчатого сечения начинается на операциях S3-S9 и заканчивается на операциях S10-S12), изгибания первой - четвертой секций 53-56, представляющих собой стенки, для образования первого трубчатого элемента и изгибания четвертой - седьмой секций 56-59, представляющих собой стенки, для образования соседнего второго трубчатого элемента (который образуется наполовину на операциях S3-S21 и окончательно на операциях S22-S33); приваривания первого края 51 к соответствующей закругленной по радиусу, угловой части 62 и приваривания второго края 52 к соответствующей закругленной по радиусу, угловой части 64 при одновременном сохранении точной формы поперечного сечения непрерывной балки в сварочном зажимном приспособлении (см. фиг.7-8); деформирования непрерывной балки с образованием изогнутого в продольном направлении («выгнутого») профиля на станции выгибания и отрезания частей балки до заданной длины на станции резки для образования отдельных бамперных усилительных балок.
В частности, ребро 65 коробчатого сечения в первой секции 53, представляющей собой стенку, и ребро 66 коробчатого сечения в пятой секции, представляющей собой стенку сочетаются с расщелиной в центре передней стороны балки (над центральной стенкой) для обеспечения конфигурации с тремя ребрами коробчатого сечения на поверхности балки. Это обеспечивает отличную прочность балки при кручении и изгибе, как отмечено выше. В частности, испытания показали, что пазы коробчатого сечения и ребра, придающие стабильность поверхности балки, могут обеспечить значительное повышение ударной вязкости и обеспечить повышенную стабильность поддержания ударной вязкости (и устойчивую способность поглощения энергии) без увеличения массы балки, что является неожиданным и поразительным результатом. Повышение ударной вязкости может быть обусловлено несколькими факторами. Например, масса балки по настоящему изобретению не увеличена по сравнению с балкой аналогичного размера, не имеющей ребер коробчатого сечения, поскольку в данной балке используется более тонкий листовой материал, и при этом также получаются аналогичные или лучшие результаты испытаний на удар. В частности, более тонкие материалы могут иметь склонность к непрогнозируемому/преждевременному изгибанию/закручиванию и катастрофическому смятию вследствие динамических процессов, которые происходят во время удара по тонкому листовому материалу, что потенциально увеличивает изменчивость и непостоянство значений ударной вязкости во время испытания. Однако ребра коробчатого сечения и ребро с сечением в виде расщелины на передней стороне балки по настоящему изобретению способствуют устойчивости трубчатого конструкции балки, в результате чего получаются лучшие результаты испытаний даже при использовании более тонкого листового материала. Данного улучшения не ожидали, принимая во внимание то, что ребра коробчатого сечения и ребро с сечением в виде расщелины находятся на поверхности балки. Часть соображений, обуславливающих неожиданность этого, связана с тем, что расположенные на поверхности ребра коробчатого сечения и ребра с сечением в виде расщелины приводят к размещению некоторой части листового материала внутри, ближе к осевой линии/центру изгибающего момента (а не дальше от осевой линии). В частности, материал, расположенный ближе к осевой линии изгибающего момента, «вносит меньший вклад» в изгибающий момент балки, тем самым потенциально уменьшается изгибающий момент инерции для балки. Тем не менее, вследствие динамики ударов стабильность стенок балки может иметь очень важное значение для характеристик балки при ударе. Кроме того, некоторые испытания бампера приводят к не уравновешенным в вертикальном направлении усилиям скручивания (например, когда испытательное ударное устройство ударяет по балке в зоне выше его осевой линии).
Соответствующая установка 88 (фиг.3) для изготовления трубчатой усилительной балки 50 с центральной секцией 56, представляющей собой стенку, для бамперной усилительной балки 40 содержит машину 89 для роликового профилирования с встроенной в производственную линию станцией 90 гибки и станцией 91 резки. Машина 89 для роликового профилирования включает в себя ролики, выполненные с конструкцией, обеспечивающей профилирование листа 49, имеющего первый и второй край 51-52 и семь секций 53-59, представляющих собой стенки и простирающихся последовательно между ними. Ролики образуют первую зону позиций 92 роликового профилирования с комплектами роликов, расположенных для образования центральной секции с наружными крыльями листа, простирающимися по существу перпендикулярно от центральной секции. Первая зона позиций 92 роликового профилирования также обеспечивает образование закругленных по радиусу краев листа. Вторая зона позиций 92' роликового профилирования включает комплекты роликов, расположенных и конфигурированных для изгибания первой - четвертой секций 53-56, представляющих собой стенки, для образования первого трубчатого элемента и изгибания четвертой - седьмой секций 56-59, представляющих собой стенки, для образования соседнего второго трубчатого элемента, при этом одна центральная секция является общей для обоих трубчатых элементов. Первый и второй сварочные аппараты 72 и 73 расположены с возможностью приваривания первого края 51 к соответствующей внутренней поверхности закругленной по радиусу, угловой части 62 и приваривания второго края 52 к соответствующей закругленной по радиусу, угловой части 64. Первый сварочный аппарат 72 расположен над балкой, и второй сварочный аппарат 73 расположен под балкой, при этом его лазерный луч ориентирован под некоторым углом, как описано ниже.
Следует отметить, что в данной установке может использоваться машина для роликового профилирования с горизонтальными осями, служащими опорой для профилирующих роликов, или в альтернативном варианте может использоваться машина для роликового профилирования с вертикальными осями, служащими опорой для профилирующих роликов. В машине с вертикальными осями лазерные сварочные аппараты потенциально будут работать с противоположных сторон балки или частично над балкой. Преимущество машины для роликового профилирования с вертикальными осями заключается в том, что сила тяжести может быть использована для обеспечения падения частиц и грязи вниз из мест сварки, поскольку сварочный аппарат расположен сбоку и/или над местом сварки. В машине для роликового профилирования с горизонтальными осями лазеры при работе находятся сверху и снизу относительно балки. Нижнее положение одного из сварочных аппаратов потенциально создает проблему, связанную с падающими частицами, но данная проблема решается посредством нововведения по настоящему изобретению, как описано ниже.
Как показано посредством варианта, проиллюстрированного на фиг.3 и 4, установка предпочтительно выполнена с такой конструкцией, в которой оба сварных шва образуют на одной станции, при этом сварка выполняется одновременно. Один сварочный аппарат 72 расположен над местом сварки, и второй сварочный аппарат 73 расположен снизу, но в значительной степени впереди (или позади) по ходу относительно места сварки. Нижний сварочный аппарат расположен и защищен так, что разлетающиеся и падающие частицы не оказывают отрицательного воздействия на данный сварочный аппарат. Например, проиллюстрированный нижний сварочный аппарат расположен по ходу до фактического места сварки с отклонением на 15 градусов от вертикали. Кроме того, в случае необходимости (в зависимости от расстояния от устройства, генерирующего лазерный луч, до места сварки) может быть использован экран для физической защиты/экранирования генерирующего лазерный луч устройства от зоны сварки. Проиллюстрированный экран представляет собой физический барьер, расположенный так, что он не препятствует лазерному лучу (который образует линию), но так, что генерирующее лазерный луч устройство будет защищено от падающих частиц (которые имеют тенденцию образовывать дугу, поскольку частицы сначала перемещаются в боковом направлении и затем падают под действием силы тяжести в конце траектории их падения). Предусмотрено, что экран также будет включать в себя воздушную защиту, обеспечиваемую направленной струей воздуха. В частности, фокусное расстояние лазерного луча лазерного сварочного аппарата может составлять до 36 дюймов (914,4 мм), и лазерный луч может представлять собой луч, созданный любым из нескольких разных типов лазеров, таких как газовый (СО2), твердотельный, волоконный или дисковый.
Следует отметить, что на операциях, показанных на фиг.4, сначала осуществляется профилирование/формование центральной секции из центральной части листа до ориентации, при которой она будет перпендикулярна относительно горизонтальной плоскости (которая простирается вдоль уровня линии машины для роликового профилирования) на первых нескольких операциях S1-S7. Это обеспечивает фиксацию листа и удерживание листа сцентрированным в процессе роликового профилирования, в результате чего устраняется (или в значительной степени ослабляется) тенденция к смещению листа из стороны в сторону или к скольжению в боковом направлении во время процесса профилирования. Следует отметить, что вследствие высоких прочностных характеристик данного листа и вследствие его толщины и ширины во время процесса роликового профилирования создаются большие боковые силы. За счет того, что сначала осуществляется профилирование центральной секции листа до перпендикулярного состояния, в значительной степени облегчается регулирование положения листа в боковом направлении и регулирование/возможность регулирования его положения в большей степени обеспечивается за счет его «внутренних» характеристик. Кроме того, закругления образуются на краях листа на операциях S1-S7. После этого соседние трубчатые элементы образуются с противоположных сторон общей центральной секции. В результате в данном процессе по фиг.4 число операций роликового профилирования может быть уменьшено до всего 33 операций (см. фиг.4) даже при профилировании листа, имеющего предел прочности при растяжении свыше 290 тысяч фунтов на кв. дюйм (свыше 2000 МПа), что можно считать очень значительным и поразительным и неожиданным улучшением по сравнению с известными способами. В частности, меньшее число операций профилирования может быть очень предпочтительным, поскольку меньшее число операций может обеспечить уменьшение затрат на оснастку (то есть необходимо меньше профилирующих роликов), уменьшение длины установки для роликового профилирования (то есть меньшее число позиций роликового профилирования) и уменьшение общей продолжительности обработки (то есть более короткое время цикла от исходного плоского листа до формы балки с двумя трубчатыми элементами).
Фиг.5 иллюстрирует диск 90' для отслеживания шва, используемый для отслеживания и контроля расщелины 80. (На фиг.5 диск 90' показан отделенным, но предусмотрено, что диск будет физически контактировать с балкой 50 и перемещаться вдоль расщелины.). Диск 90' перемещается вдоль впадины расщелины 80 для облегчения выполнения процесса сварки. В частности, диск 90' представляет собой вращающийся диск, напоминающий нож для пиццы, который перемещается внутри зоны непрерывного сварного шва. Лазерный сварочный аппарат смещен от данного диска во впадине, в которой осуществляется сварка. Как проиллюстрировано, диск 90' может быть использован для отслеживания расщелин как вверху, так и внизу балки 50.
Фиг.6 представляет собой поперечное сечение модифицированной балки 50А, аналогичное фиг.2, но с трубчатыми элементами, имеющими разную ширину. В частности, один трубчатый элемент балки 50А имеет ширину, приблизительно в два раза превышающую ширину другого трубчатого элемента. Тем не менее, они имеют общую центральную стенку. Кроме того, они оба имеют ребро коробчатого сечения с одинаковым размером и формой, а также имеется ребро с сечением в виде расщелины, образованное на центральной секции. В балке 50А аналогичные и идентичные элементы, характеристики и компоненты обозначены посредством использования идентичных чисел, но с буквой (такой как «А»). Это сделано для уменьшения объема дублирующего рассмотрения. Специалистам в области бамперных усилительных балок и соответствующих технологических процессов будет понятно, что балка 50А может включать и включает в себя многие элементы балки 50, так что полагают, что отсутствует необходимость в отдельном рассмотрении ссылочных позиций для балки 50А.
Фиг.3, 7-8 показывают станцию 100 сварки на конце машины для роликового профилирования и на выходе из машины для роликового профилирования. На фиг.7 лист показан как уже подвергнутый профилированию в машине для роликового профилирования и перемещающийся в направлении D1 перемещения. Сварочное коробчатое зажимное приспособление 102 расположено на одной линии с частично образованной балкой 50. Верхний и нижний лазерные сварочные аппараты 103 расположены на станции сварки в местах, в которых сварочное коробчатое зажимное приспособление будет препятствовать их соответствующим лазерным лучам, направленным на заданный контактирующий материал балки 50. Нижний лазерный сварочный аппарат 103 расположен по ходу перед сварочным коробчатым зажимным приспособлением 102 на небольшом расстоянии от него, и его сварочный лазерный луч 104 ориентирован под углом в направлении по ходу, так что сварочный лазерный луч 104 падает на балку 101 в заданном месте для нагрева и сварки контактирующего/прилегающего материала балки. Лазер имеет фокусное расстояние, составляющее до 36 дюймов (914,4 мм), в зависимости от типа лазера. Отсутствует минимальное расстояние от лазера до места сварки на балке 101. Например, предусмотрено, что по типу лазер может представлять собой газовый (такой как СО2) или может представлять собой твердотельный, волоконный или дисковый лазер. Максимальный угол А1, который образует лазерный луч 104 относительно усилительной балки 101, составляет приблизительно 15 градусов от вертикали (то есть от перпендикуляра к стороне балки 50). Если необходимо или желательно, физический экран 105 используется для защиты лазерного генератора 106 от частиц, образующихся в процессе сварки. Физический экран 105 может представлять собой предусмотренные дальше по ходу, воздушные ножи или воздушные струи или может включать в себя физическую панель.
Регулируемое сварочное коробчатое зажимное приспособление 102 (фиг.8) расположено на станции сварки и предназначено для фиксации и сохранения конечной формы балки, полученного роликовым профилированием, во время операции сварки. Проиллюстрированное регулируемое зажимное приспособление 102 включает в себя наружную стальную коробчатую раму 110, верхний и нижний наружные оправки 111, 112 и регулируемые боковые наружные оправки 113, 114, которые поджимаются внутрь посредством исполнительных механизмов 115, 116. Предусмотрено, что исполнительные механизмы могут быть динамическими или активными (такими как гидравлические цилиндры), или они могут быть регулируемыми и пассивными, такие как болты/стержня с резьбой, которые можно регулироваться для создания действующего в направлении внутрь давления заданной величины для поддержания заданной конфигурации наружных оправок в сварочном коробчатом зажимном приспособлении 102. Показаны два стержня, простирающиеся от исполнительного механизма 115 через раму 110 до места, в котором они прикреплены к наружному оправку 113. Однако предусмотрено, что могут быть созданы альтернативные соединенные конструкции, обеспечивающие смещение.
Внутренние оправки 117, 118 расположены в каждом из трубчатых элементов 121, 122 двухтрубчатой балки 120 и закреплены тросами 123, 124, которые простираются до расположенной выше по ходу, опорной стойки 125, расположенной на машине для роликового профилирования в месте, где лист открыт в боковом направлении в достаточной степени для размещения опорной стойки 125 (фиг.3), предназначенной для удерживания тросов 123, 124 (фиг.8). Проиллюстрирована балка 50, но предусмотрено, что балка может быть аналогична балке 50А или другой модифицированной балке. Каждая из проиллюстрированных внутренних оправок 117, 118 представляет собой разрезную оправку с противоположными половинами 126, 127 оправки, раздвигаемыми посредством пружины 128 (например, гидравлической, механической или другой пружины). Внутренняя оправка 118 также включает в себя противоположные половины 130, 131 оправки, раздвигаемые посредством гидравлической пружины 132. Тем не менее, предусмотрено, что в некоторых случаях цельная сплошная внутренняя оправка может быть использована с каждой стороны. Отверстие для обеспечения доступа лазерного луча предусмотрено в коробчатой раме 110 зажимного приспособления и в наружных оправках 111, 112, при этом проиллюстрированное отверстие 129 для обеспечения доступа лазерного луча обеспечивает доступ для лазерного луча и проходит сквозь верхнюю и нижнюю части коробчатой рамы 110 и через верхний и нижний наружные оправки 111, 112.
Внутренние пружины 128 и 132 и разрезные внутренние оправки 117, 118 в сочетании с обеспечивающими поджим внутрь, исполнительными механизмами 115, 116 и наружными оправками 113, 114 заставляют зажимное приспособление поддерживать заданную наружную форму балки 101, когда он проходит через станцию 100 сварки и подвергается сварке. В частности, имеется плоскость Р1 скольжения, образованная между верхним наружным оправком 111 и верхней частью боковых наружных оправок 113, 114. Кроме того, имеется плоскость Р2 скольжения, образованная между нижним наружным оправком 112 и нижней частью боковых наружных оправок 113, 114. Плоскость Р1 скольжения выровнена относительно передней поверхности балки 101 и образована частично наружной поверхностью концевой части переднего закругленного по радиусу конца центральной секции, и плоскость Р2 скольжения выровнена относительно задней поверхности балки 101 и образована частично наружной поверхностью концевой части заднего закругленного по радиусу конца центральной секции. На станции сварки давление, действующее со стороны внутренних оправок и наружных оправок сварочного зажимного приспособления, вызывает смещение листового материала до точного известного положения вдоль плоскостей Р1 и Р2 скольжения и деформирование его. Это обеспечивает повышение стабильности размеров и точности формы поперечного сечения балки перед процессом сварки (и во время процесса сварки). Кроме того, посредством данной конструкции давление, действующее на прилегающие поверхности в зоне, где будут образованы сварные швы, можно более точно и устойчиво регулировать для обеспечения оптимального режима сварки.
Следует понимать, что в вышеупомянутой конструкции могут быть выполнены изменения и модификации без отхода от идей настоящего изобретения, и, кроме того, следует понимать, что предусмотрено, что подобные идеи охватываются нижеприведенной формулой изобретения, если пункты данной формулы изобретения по своим формулировкам явным образом не указывают иное.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВОЕ ЛИСТОГИБОЧНОЕ УСТРОЙСТВО С БЫСТРОРЕГУЛИРУЕМЫМ УСТРОЙСТВОМ ДЛЯ ОБРАЗОВАНИЯ ИЗГИБОВ | 2006 |
|
RU2405644C2 |
| РОЛИКОВОЕ ФОРМУЮЩЕЕ УСТРОЙСТВО С ТРЕХМЕРНЫМ ГИБОЧНЫМ УЗЛОМ И СПОСОБ | 2010 |
|
RU2544220C2 |
| ИЗОГНУТАЯ ВО МНОЖЕСТВЕ НАПРАВЛЕНИЙ БАЛКА, УСТРОЙСТВО РОЛИКОВОГО ФОРМОВАНИЯ И СПОСОБ | 2009 |
|
RU2503517C2 |
| БАМПЕР ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2638589C2 |
| БАМПЕРНЫЙ БРУС ДЛЯ АВТОТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2714342C1 |
| БРУС БАМПЕРА С ПОПЕРЕЧНЫМ СЕЧЕНИЕМ В ФОРМЕ ВОСЬМЕРКИ | 2017 |
|
RU2711829C1 |
| ЛЕСТНИЧНЫЙ РАМНЫЙ УЗЕЛ ДЛЯ МОТОРНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2126306C1 |
| РЕГУЛИРУЕМОЕ ОТРЕЗНОЕ УСТРОЙСТВО ДЛЯ РОЛИКОВЫХ ЛИСТОГИБОЧНЫХ МАШИН | 2008 |
|
RU2477190C2 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНТА | 1997 |
|
RU2209094C2 |

Изобретение относится к установке для формования листа (варианты), способу формования трубчатой балки (варианты) и к машине для роликового профилирования. Техническим результатом является повышение производительности оборудования и повышение точности размеров балки. Технический результат достигается установкой для формования листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок. При этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы. При этом общая центральная секция имеет закругленные по радиусу концы, а лист имеет края, которые упираются в закругленные по радиусу концы. Установка содержит машину для роликового профилирования, включающую позиции роликового профилирования с роликами для формования листа. При этом машина включает станцию сварки со сварочными аппаратами и сварочным коробчатым зажимным приспособлением. Причем сварочное коробчатое зажимное приспособление включает раму зажимного приспособления, наружные оправки, опирающиеся на раму зажимного приспособления и служащие опорой для четырех наружных стенок с обеспечением желательной точной формы. При этом две из наружных оправок выполнены с возможностью перемещения, и расположены напротив друг друга, и включают в себя исполнительный механизм, функционально соединенный с одной из двух противоположных наружных оправок для обеспечения поджима одной из оправок для взаимодействия с соответствующими противоположными стенками. И внутренние оправки в каждом из трубчатых элементов, которые закреплены посредством расположенных выше по ходу анкерных оттяжек так, что внутренние оправки остаются рядом с наружными оправками. При этом внутренние оправки и наружные оправки в сочетании с поджимающим усилием, создаваемым исполнительным механизмом, обеспечивают регулирование формы непрерывной балки посредством изгиба и смещения материала листа, когда балка находится в сварочном коробчатом зажимном приспособлении во время процесса сварки, выполняемого сварочным аппаратом. 13 н. и 28 з.п. ф-лы, 8 ил.
1. Установка для преобразования/формования листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет края, которые упираются в закругленные по радиусу концы, содержащая:
машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывную балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя станцию сварки со сварочными аппаратами и сварочным коробчатым зажимным приспособлением, при этом сварочное коробчатое зажимное приспособление включает в себя раму зажимного приспособления, наружные оправки, опирающиеся на раму зажимного приспособления и служащие опорой для четырех наружных стенок с обеспечением желательной точной формы, при этом две из наружных оправок выполнены с возможностью перемещения и расположены напротив друг друга, и включает в себя, по меньшей мере, один исполнительный механизм, функционально соединенный с, по меньшей мере, одной из двух противоположных наружных оправок для обеспечения поджима одной из противоположных наружных оправок с вводом в контактное взаимодействие с соответствующими противоположными стенками из четырех наружных стенок; и
внутренние оправки в каждом из первого и второго соседних трубчатых элементов, которые закреплены посредством расположенных выше по ходу анкерных оттяжек так, что внутренние оправки остаются по существу рядом с наружными оправками;
при этом внутренние оправки и наружные оправки в сочетании с поджимающим усилием, создаваемым, по меньшей мере, одним исполнительным механизмом, обеспечивают регулирование формы непрерывной балки посредством изгиба и смещения материала листа, когда балка находится в сварочном коробчатом зажимном приспособлении во время процесса сварки, выполняемого сварочным аппаратом.
2. Установка по п. 1, в которой, по меньшей мере, один исполнительный механизм включает в себя регулируемый резьбовой элемент.
3. Установка по п. 1, в которой каждая из внутренних оправок имеет противоположные половины и пружину, обеспечивающую смещение противоположных половин в сторону друг от друга к наружным оправкам и в направлении, противоположном направлению действия усилия, создаваемого исполнительным механизмом.
4. Установка для преобразования/формования листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет края, которые упираются в закругленные по радиусу концы, содержащая:
машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывную балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя станцию сварки со сварочными аппаратами и сварочным коробчатым зажимным приспособлением, при этом сварочное коробчатое зажимное приспособление включает в себя раму зажимного приспособления, наружные оправки, опирающиеся на раму зажимного приспособления и служащие опорой для четырех наружных стенок с обеспечением желательной точной формы, при этом две из наружных оправок выполнены с возможностью перемещения и расположены напротив друг друга, и включает в себя, по меньшей мере, один исполнительный механизм, функционально соединенный с двумя противоположными наружными оправками для обеспечения перемещения противоположных наружных оправок для ввода их в контактное взаимодействие с соответствующими противоположными стенками из четырех наружных стенок, при этом две других наружных оправки зафиксированы и расположены напротив друг друга так, что две других наружных оправки по существу обеспечивают постоянство расстояния между противоположными двумя стенками, между которыми простирается общая центральная секция;
при этом наружные оправки обеспечивают регулирование формы непрерывной балки посредством изгиба и смещения материала листа для обеспечения, тем самым, активного поддержания точной формы, когда балка находится в сварочном коробчатом зажимном приспособлении во время процесса сварки, выполняемого сварочным аппаратом.
5. Установка для преобразования/формования листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет закругленные по радиусу края, которые упираются в закругленные по радиусу концы, содержащая:
машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывную балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя станцию сварки с верхним сварочным аппаратом и нижним сварочным аппаратом и сварочным коробчатым зажимным приспособлением, при этом сварочные аппараты осуществляют сварку непрерывной балки для обеспечения постоянной фиксации прямоугольного поперечного сечения посредством одновременной сварки на станции в верхнем и нижнем местах на непрерывной балке;
при этом сварка выполняется на одной станции сварки, а не на нескольких станциях сварки.
6. Установка по п. 5, в которой сварка выполняется с противоположных сторон непрерывной балки и одновременно.
7. Установка по п. 5, в которой станция сварки включает в себя нижний аппарат для лазерной сварки, предназначенный для сварки непрерывной балки в нижнем месте, при этом нижний аппарат для лазерной сварки включает в себя лазерный генератор, который не расположен под нижним местом и который генерирует проходящий под углом к вертикали луч, направленный так, что он взаимодействует с непрерывной балкой для сварки непрерывной балки.
8. Установка по п. 5, в которой одна станция сварки включает в себя лазер, генерирующий лазерный луч, обеспечивающий возможность сварки непрерывной балки вдоль расщелины, образованной в непрерывной балке.
9. Установка по п. 5, включающая в себя сварочное коробчатое зажимное приспособление, содержащее внутренние оправки и наружные оправки, которые обеспечивают поддержание заданной формы непрерывной балки в сварочном коробчатом зажимном приспособлении.
10. Установка для преобразования/формования листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет закругленные по радиусу края, которые упираются в закругленные по радиусу концы, содержащая:
машину для роликового профилирования, включающую в себя первые позиции роликового профилирования с первыми комплектами роликов, образующих общую центральную секцию из листа и наружные крылья из листа, при этом наружные крылья имеют участки рядом с общей центральной секцией, которые простираются перпендикулярно к общей центральной секции и которые соединены с общей центральной секцией посредством закругленных по радиусу концов, и при этом наружные крылья также имеют закругленные по радиусу края, образованные на них;
при этом машина для роликового профилирования дополнительно включает в себя дополнительные позиции роликового профилирования с дополнительными комплектами роликов, преобразующих/формующих наружные крылья в первый и второй трубчатые элементы с общей центральной секцией, представляющей собой общую стенку, образующую часть каждого из первого и второго трубчатых элементов; и
верхний и нижний сварочные аппараты, обеспечивающие приваривание закругленных по радиусу краев к закругленным по радиусу концам.
11. Установка для преобразования/формования листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет края, которые упираются в закругленные по радиусу концы, содержащая:
машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывной балке с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя одну станцию сварки со сварочными аппаратами и сварочным коробчатым зажимным приспособлением, при этом сварочное коробчатое зажимное приспособление включает в себя раму зажимного приспособления, внутренние оправки, служащие опорой для четырех наружных стенок с обеспечением желательной точной формы в сварочном коробчатом зажимном приспособлении, и включает в себя поджимающее устройство, соединенное с противоположными частями каждой внутренней оправки для обеспечения перемещения противоположных частей внутренних оправок относительно друг друга для ввода их в контактное взаимодействие с соответствующими противоположными стенками из четырех наружных стенок и с общей центральной секцией, в результате чего по существу обеспечивается постоянство расстояния между противоположными двумя стенками, между которыми простирается общая центральная секция;
при этом внутренние оправки обеспечивают регулирование формы непрерывной балки посредством изгиба и смещения материала листа для обеспечения, тем самым, активного поддержания точной формы, когда балка находится в сварочном коробчатом зажимном приспособлении во время процесса сварки, выполняемого сварочным аппаратом.
12. Установка по п. 11, в которой поджимающее устройство включает в себя пружину.
13. Установка для преобразования/формования листа в непрерывной балки, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из данных стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет закругленные по радиусу края, которые упираются в закругленные по радиусу концы, содержащая:
машину для роликового профилирования, включающую в себя позиции роликового профилирования с роликами для преобразования/формования листа в непрерывную балку с четырьмя наружными стенками и общей центральной секцией, при этом машина для роликового профилирования включает в себя одну станцию сварки со сварочным аппаратом и сварочным коробчатым зажимным приспособлением, при этом сварочный аппарат создает направленный под углом вверх лазерный луч для сварки непрерывной балки для обеспечения постоянной фиксации прямоугольного поперечного сечения и расположен под непрерывной балкой в месте, находящемся по ходу перед или за сварочным коробчатым зажимным приспособлением так, что лазерный луч обеспечивает сварку в пределах обращенной вниз расщелины, образованной одним из закругленных по радиусу краев, упирающимся в один из закругленных по радиусу концов,
при этом сварочный аппарат обеспечивает сварку непрерывной балки из места под непрерывной балкой и, тем не менее, расположен в стороне от падающих частиц.
14. Способ формования трубчатой усилительной балки, включающий:
роликовое профилирование листа для образования непрерывной балки, имеющей четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет закругленные по радиусу края, которые упираются в закругленные по радиусу концы,
сварку листа для образования неразъемной непрерывной балки с четырьмя наружными стенками и общей центральной секцией посредством использования сварочных аппаратов, расположенных над и под непрерывной балкой, находящейся в сварочном коробчатом зажимном приспособлении, при этом сварочное коробчатое зажимное приспособление включает в себя раму зажимного приспособления, наружные оправки и внутренние оправки, опирающиеся на раму зажимного приспособления и служащие опорой для четырех наружных стенок с обеспечением желательной точной формы, при этом две из наружных оправок выполнены с возможностью перемещения и расположены напротив друг друга, и включают в себя, по меньшей мере, один исполнительный механизм, функционально соединенный с, по меньшей мере, одной из двух противоположных наружных оправок и обеспечивающий смещение одной из противоположных наружных оправок для ввода в контактное взаимодействие с соответствующими противоположными стенками из четырех наружных стенок.
15. Способ формования трубчатой усилительной балки, включающий:
формование листа в непрерывную балку, имеющую четыре наружные стенки и общую центральную секцию, простирающуюся между противоположными двумя из стенок, при этом четыре наружные стенки образуют прямоугольное поперечное сечение, и общая центральная секция разделяет прямоугольное поперечное сечение на первый и второй соседние трубчатые элементы, при этом общая центральная секция имеет закругленные по радиусу концы, каждый из которых образует плоскости скольжения, перпендикулярные общей центральной секции, и лист имеет закругленные по радиусу края, которые упираются в закругленные по радиусу концы,
выполнение одной станции сварки с верхним сварочным аппаратом и нижним сварочным аппаратом и сварочным коробчатым зажимным приспособлением;
сварку посредством использования верхнего и нижнего сварочных аппаратов для постоянной фиксации прямоугольного поперечного сечения непрерывной балки путем одновременной сварки на одной станции сварки в верхнем и нижнем местах на непрерывной балке.
16. Способ роликового профилирования трубчатой усилительной балки, включающий:
выполнение листа, имеющего первый и второй края и первую-седьмую секции, представляющие собой стенки, при этом четвертая секция, представляющая собой стенку, представляет собой центральную секцию, представляющую собой стенку;
изгибание центральной секции, представляющей собой стенку, до ориентации, в которой она будет по существу перпендикулярна остальным секциям, представляющим собой стенки;
после этапа изгибания центральной стенки поддержание сбалансированной операции роликового профилирования во время формования соседних трубчатых элементов с противоположных сторон центральной стенки посредством изгибания первой - четвертой секций, представляющих собой стенки, для образования первого трубчатого элемента и одновременного изгибания четвертой седьмой секций, представляющих собой стенки, для образования соседнего второго трубчатого элемента; и
приваривание первого края к соответствующей закругленной по радиусу, угловой части центральной секции, представляющей собой стенку, и приваривание второго края к соответствующей закругленной по радиусу угловой части центральной секции, представляющей собой стенку, при одновременном сохранении точной формы поперечного сечения непрерывной балки в сварочном зажимном приспособлении.
17. Способ по п. 16, включающий изгибание первого и второго краев для образования закругленных по радиусу частей.
18. Способ по п. 16, включающий формование ребра коробчатого сечения на, по меньшей мере, одной из первой и пятой секций, представляющих собой стенки.
19. Способ по п. 16, в котором этап сварки включает одновременное приваривание первого и второго краев на одной станции сварки.
20. Способ по п. 16, включающий деформирование непрерывной балки с образованием изогнутого в продольном направлении, выгнутого профиля на станции выгибания и отрезание частей балки до заданной длины на станции резки для образования отдельных бамперных усилительных балок.
21. Способ формования трубчатой усилительной балки, включающий следующие этапы:
обеспечение наличия/выполнение одного стального металлического листа;
обеспечение наличия/выполнение машины для роликового профилирования;
роликовое профилирование одного листа посредством использования машины для роликового профилирования для получения соседних трубчатых элементов, образованных с противоположных сторон одной общей центральной стенки, включающее первый этап профилирования центральной стенки так, чтобы она была по существу перпендикулярной к боковым частям листа, простирающимся от центральной стенки, и включающее второй этап профилирования боковых частей так, чтобы наружные края боковых частей вошли в опорный контакт с соответствующими загнутыми концами центральной стенки для образования тем самым первого и второго трубчатых элементов, при одновременном использовании загнутых концов для содействия регулированию местоположения листа при выполнении второго этапа профилирования; и
приваривание наружных концов к соответствующим загнутым концам.
22. Способ роликового профилирования трубчатой усилительной балки для транспортного средства, включающий:
обеспечение листа, имеющего по существу плоское тело, проходящее между первым краем и вторым краем листа;
обеспечение машины роликового профилирования, содержащей по меньшей мере первое множество роликов и второе множество роликов, выполненных с возможностью последовательно принимать лист;
изгибание листа посредством первого множества роликов с образованием секции центральной стенки в по существу перпендикулярной ориентации относительно первой и второй боковых частей листа, проходящих в противоположных направлениях из соответствующих первого конца и второго конца секции центральной стенки,
изгибание первого и второго краев соответствующих первой и второй боковых частей листа посредством первого множества роликов с образованием закругленной по радиусу части на каждом из первого и второго краев,
изгибание первой и второй боковых частей листа посредством второго множества роликов так, что первый край контактно взаимодействует со вторым концом центральной стенки, а второй край контактно взаимодействует с первым концом центральной стенки с образованием первого трубчатого элемента и соседнего второго трубчатого элемента, при этом каждая из закругленной по радиусу частей первого и второго краев контактирует с секцией центральной стенки с образованием расщелины для сварного шва,
и сварку в расщелине с прикреплением первого и второго краев соответственно ко второму и первому концам центральной стенки.
23. Способ по п. 22, в котором первую и вторую боковые части изгибают посредством второго множества роликов с образованием секции передней стенки, секции внешней стенки, и секции задней стенки, которые совместно с секцией центральной стенки образуют соседние первый и второй трубчатые элементы.
24. Способ по п. 23, в котором секции передних стенок и секции задних стенок выполняют по существу копланарными посредством контактного взаимодействия первого и второго краев с центральной стенкой так, что первый и второй трубчатые элементы вместе имеют по существу прямоугольное поперечное сечение.
25. Способ по п. 24, дополнительно содержащий одновременное изгибание первой и второй боковых частей листа посредством второго множества роликов с образованием ребра коробчатого сечения на каждой из секций передней стенки перед контактным взаимодействием первого и второго краев с центральной стенкой.
26. Способ по п. 25, в котором центральная стенка сконфигурирована с возможностью поддержания сбалансированной операции роликового профилирования посредством второго множества роликов так, что после формования ребер коробчатого сечения первую и вторую боковые части листа изгибают так, что первый и второй трубчатые элементы имеют одинаковый размер.
27. Способ по п. 22, в котором посредством второго множества роликов изгибают первую и вторую боковые части с образованием первой закругленной по радиусу угловой части вблизи первого конца секции центральной стенки, и второй закругленной по радиусу угловой части вблизи второго конца секции центральной стенки так, что первая и вторая закругленные по радиусу угловые части образуют линию контакта с закругленными по радиусу частями первого и второго краев с образованием расщелины, проходящей вдоль балки.
28. Способ по п. 27, дополнительно содержащий приваривание первого края ко второй закругленной по радиусу угловой части, приваривание второго края к первой закругленной по радиусу угловой части на станции сварки, при этом сохраняя точную и стабильную форму поперечного сечения.
29. Способ по п. 28, содержащий деформирование первого и второго трубчатых элементов в изогнутый в продольном направлении профиль на станции выгибания, и отрезание первого и второго трубчатых элементов по длине на станции резки для образования отдельных продольных секций трубчатой усилительной балки.
30. Способ образования трубчатой усилительной балки бампера, включающий:
обеспечение отдельного листа стали;
обеспечения машины роликового профилирования;
роликового профилирования отдельного листа с использованием машины роликового профилирования с образованием двух трубчатых элементов на противоположных сторонах единой общей центральной стенки, при этом операции роликового профилирования содержат:
формование центральной стенки, по существу перпендикулярной боковым частям листа, проходящим в противоположных направлениях от противоположных изогнутых концов центральной стенки,
формование ребра коробчатого сечения, расположенного на каждой из боковых частей с использованием центральной стенки для поддержания положения листа,
и формование боковых частей изгибанием боковых частей так, что внешние края боковых частей приходят в стыковой контакт с соответствующими изогнутыми концами центральной стенки с образованием смежных трубчатых элементов при использовании изогнутых концов для поддержания сбалансированной и симметричной деформации боковых частей, при этом боковые части образуют имеющими копланарные передние стенки, которые содержат ребро коробчатого сечения, и
приваривание внешних краев боковых частей к соответствующим изогнутым концам.
31. Способ по п. 30, в котором каждую боковую часть формуют так, что она включает переднюю стенку и заднюю стенку, которые вместе с центральной стенкой образуют соседние трубчатые элементы.
32. Способ по п. 31, в котором задние стенки по существу копланарны и противоположные стенки параллельны при контактном взаимодействии внешних краев с центральной стенкой так, что смежные трубчатые элементы вместе имеют по существу прямоугольное поперечное сечение.
33. Способ по п. 30, в котором каждая первая и вторая боковые части листа имеют меньше половины ширины листа между первым и вторым краем.
34. Способ по п. 30, в котором роликовое формование листа также включает формование закругленных по радиусу частей на внешних краях боковых частей перед формованием ребер коробчатого сечения, при этом закругленные по радиусу части контактно взаимодействуют с изогнутыми краями центральной стенки с образованием расщелины для сварного шва.
35. Способ по п. 34, в котором участок внешних краев, выходящий за расщелину, имеет длину менее 4 мм.
36. Способ по п. 30, дополнительно содержащий приваривание внешних краев к изогнутым концам центральной стенки с использованием одной станции сварки с размещением сварочного шва непрерывно вдоль расщелины, образованной между изогнутыми концами и внешними краями, и при этом поддерживая точную и стабильную форму поперечного сечения.
37. Способ по. 30, в котором машина для роликового профилирования включает первое множество роликов, принимающих лист для формования центральной стенки и второе множество роликов, последовательно принимающих лист для формования ребер коробчатого сечения и последующего формования боковых частей, включающих передние стенки в компланарном расположении, внешних стенок в параллельном расположении, и задних стенок в копланарном расположении, которые совместно с центральной стенкой образуют соседние трубчатые элементы, имеющие прямоугольное поперечное сечение.
38. Способ по п. 30, дополнительно содержащий деформирование соседних трубчатых элементов в изогнутый в продольном направлении профиль на станции выгибания, и отрезание первого и второго трубчатых элементов по длине на станции резки для образования отдельных трубчатых бамперных балок, при этом станция выгибания обеспечивает изогнутый профиль, имеющий первый радиус вблизи продольной центральной части балки и меньший радиус вблизи концевых частей балки в продольном направлении.
39. Машина для роликового профилирования листа в непрерывную трубчатую усилительную балку, имеющую четыре наружных стенки, образующих прямоугольное поперечное сечение балки и общую центральную стенку, проходящую между противоположными внешними стенками наружных стенок, и разделяющую прямоугольное поперечное сечение на соседние трубчатые элементы, при этом машина для роликового профилирования содержит:
первое множество роликов, выполненных с возможностью принимать и изгибать лист с формованием общей центральной стенки в по существу перпендикулярной ориентации относительно первой и второй боковых частей листа, проходящих в противоположных направлениях из соответствующих закругленных по радиусу частей первого конца и второго конца секции центральной стенки, и формованием закругленных по радиусу краев на первой и второй боковых частях;
второе множество роликов, выполненных с возможностью принимать лист из первого множества роликов и одновременно изгибать первую и вторую боковые части с образованием ребра коробчатого сечения в продольном направлении вдоль каждой из первой и второй боковых частей;
третье множество роликов, выполненных с возможностью принимать лист из второго множества роликов и изгибать первую и вторую боковые части для приведения в стыковой контакт первого и второго закругленных по радиусу краев с соответствующими первым и вторым закругленными по радиусу концами общей центральной стенки с образованием соседних трубчатых элементов балки,
и сварочное устройство для приваривания первого и второго закругленных по радиусу краев к соответствующим первому и второму закругленным по радиусу концам общей центральной стенки.
40. Машина по п. 39, в которой первый и второй закругленные по радиусу края контактно взаимодействуют с первым и вторым закругленным по радиусу концами общей центральной стенки с образованием расщелины для приема и создания вдоль нее непрерывного сварного шва посредством сварочного устройства, при этом ребра коробчатого сечения расположены на копланарных передних поверхностях соседних трубчатых элементов.
41. Машина по п. 39, содержащая станцию выгибания, выполненную с возможностью принимать соседние трубчатые элементы из третьего множества роликов и деформировать соседние трубчатые элементы в изогнутый в продольном направлении профиль, имеющий первый радиус вблизи продольной центральной части балки и меньший радиус вблизи концевых частей балки в продольном направлении.
| US 2008093867 A1, 24.04.2008;KR 1020100003983 A, 12.01.2010;US 2007074556 A1, 05.04.2007 | |||
| УЗЕЛ АВТОМОБИЛЯ | 2002 |
|
RU2283256C2 |
| Термохимический способ обработки нефтяных пластов, сложенных доломитами и доломитизированными известняками | 1949 |
|
SU78847A1 |
| Парашют для шахтных клетей | 1929 |
|
SU16839A1 |

