Область техники
Изобретение относится к патронным гильзам и к способу их производства.
Уровень техники
Традиционный способ изготовления латунных патронных гильз включает в себя множество этапов, проводимых на расположенных друг за другом машинах с неоднократными промежуточными отжигами. Обычно гильзы изготавливают из полосовой заготовки, которой придают чашевидную форму и затем подвергают вытяжке. После вытяжки проводят механическую обработку с целью получения заготовок требуемого размера и формирования паза для выбрасывателя. Указанный способ изготовления гильз из полосовой заготовки имеет ряд недостатков, а именно, высокий процент отходов металла, большие затраты энергии при проведении отжига, длительность технологического процесса и потребность в больших производственных площадях. Также известен способ изготовления патронных гильз из сплошного прутка, включающий холодную штамповку для получения тонкостенной промежуточной заготовки. Любая заготовка, используемая для изготовления патронной гильзы, то есть полосовая заготовка или прутковая заготовка, в результате глубокой вытяжки имеет неровную кромку и после извлечения из устройства для обработки давлением обычно подвергается механической обработке с целью выравнивания торца. Также после извлечения заготовки из устройства для обработки давлением, как правило, проводится ее механическая обработка с целью образования паза для выбрасывателя вблизи передней или задней части заготовки.
Известные способы изготовления патронных гильз имеют также и другие недостатки. Перемещение заготовки гильзы от одной группы машин для обработки давлением, например, к группе токарных станков может привести к изменению размеров заготовки, которого трудно избежать, поскольку при изготовлении гильзы используется множество разных машин. Трудозатраты, как правило, связаны с перемещением заготовок между расположенных друг за другом машинах и с дополнительными расходами на проведение контроля и поддержание каждой машины в рабочем состоянии во избежание нарушения стабильности производства. В результате механической обработки заготовок образуются отходы, в частности, стружка и/или пыль, таким образом, возникают проблемы, связанные с необходимостью технического обслуживания оборудования и с переработкой отходов.
Раскрытие изобретения
В соответствии с изобретением предлагается усовершенствованная гильза, а также способ и устройство для ее изготовления. Гильзу, конкретнее, латунную гильзу, целиком изготавливают из прутковой заготовки методом холодной штамповки с использованием единственной машины для обработки давлением. Предлагаемая гильза является бесфланцевой со сплошной головкой и пазом для выбрасывателя, образованном на конце головки. На каждом этапе способа изготовления патронной гильзы до самого окончания ее формирования, включая съем припуска, конкретнее, кольцевую обрезку переднего конца цилиндрической стенки после глубокой вытяжки заготовки для получения ровной кромки, а также вырубку небольшой части металла для образования затравочного отверстия, обеспечивается высокая производительность. При формировании паза для выбрасывателя не требуется удаление материала заготовки. Процесс обработки давлением улучшает свойства заготовки, в особенности, в критической области паза для выбрасывателя. Способ согласно изобретению позволяет изготовить патронную гильзу, менее склонную к разрушению в результате растрескивания или другого вида повреждения во время сборки, использования или переснаряжения.
При осуществлении способа согласно изобретению сначала отрезают заготовку от сплошного прутка. На начальных этапах выполняют высадку и штамповку с вытяжкой заготовки с целью формирования предварительного капсюльного гнезда, трубчатой полости для заряда и пули, а также паза для выбрасывателя. На последующих этапах формоизменения выполняют высадку и радиальный загиб наружу, примыкающих к капсюльному гнезду областей заготовок, формируя, таким образом, заднюю стенку или фланец паза для выбрасывателя. При формировании предварительной полости для заряда и пули трубчатую часть заготовки подвергают глубокой вытяжке в осевом направлении для получения тонкостенной трубки, а затем выполняют чистовую обрезку дальнего конца с помощью оригинального орбитального резака. После обрезки конца тонкостенная трубка подвергается объемной штамповке для придания слегка конической формы. Процесс изготовления гильзы от начала до конца проводится на единственной машине для обработки давлением, при этом не требуется какая-либо дополнительная механическая обработка или отжиг.
Краткое описание чертежей
На фиг. 1A – 1I показаны последовательные этапы формоизменения заготовки при осуществлении способа изготовления гильзы в соответствии с изобретением, начиная с отрезки заготовки от сплошного прутка и заканчивая готовой гильзой;
на фиг. 2А – 2D – оборудование для обработки давлением и технические средства, включающие в себя инструментальную оснастку, обеспечивающую осуществление этапов формоизменения заготовки, показанных на фиг. 1А – 1I;
на фиг. 3 – станция штамповки, обеспечивающая формирование предварительного паза для выбрасывателя, вид в разрезе и перспективе;
на фиг. 3A – профиль матрицы, используемой в станции, показанной на фиг. 3, вид в увеличенном масштабе;
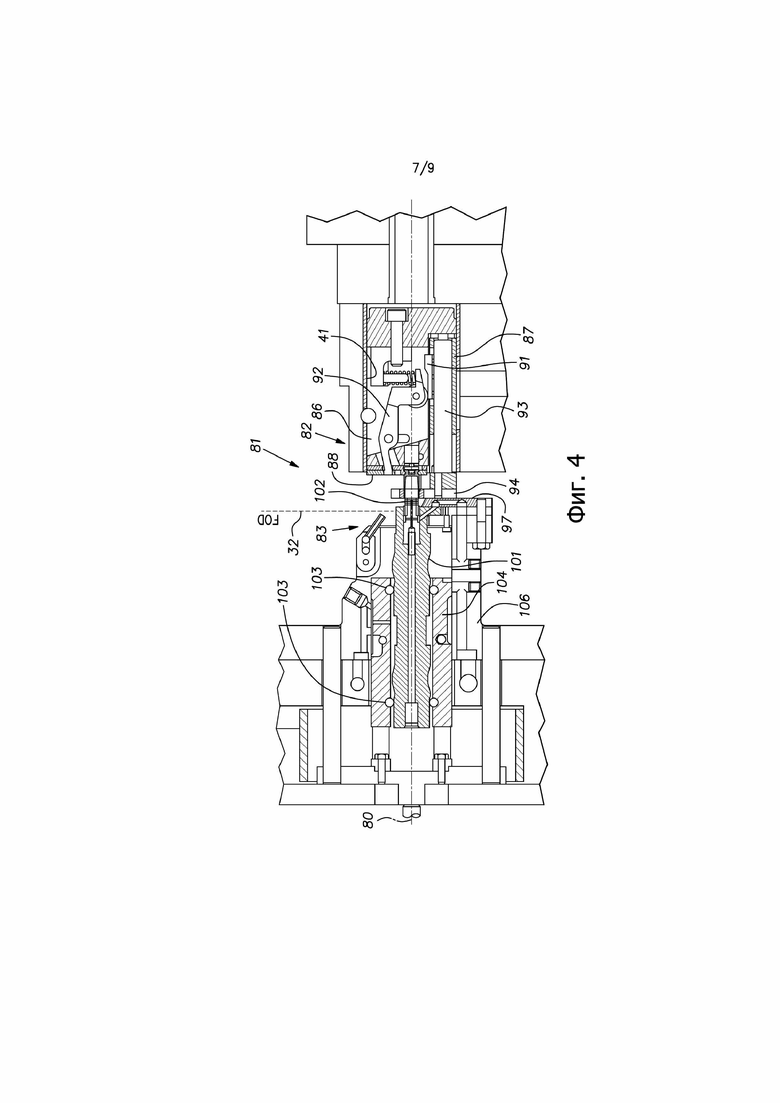
на фиг. 4 – станция торцевой обрезки заготовки, вид в разрезе;
на фиг. 4A – фрагмент станции торцевой обрезки заготовки, вид в увеличенном масштабе;
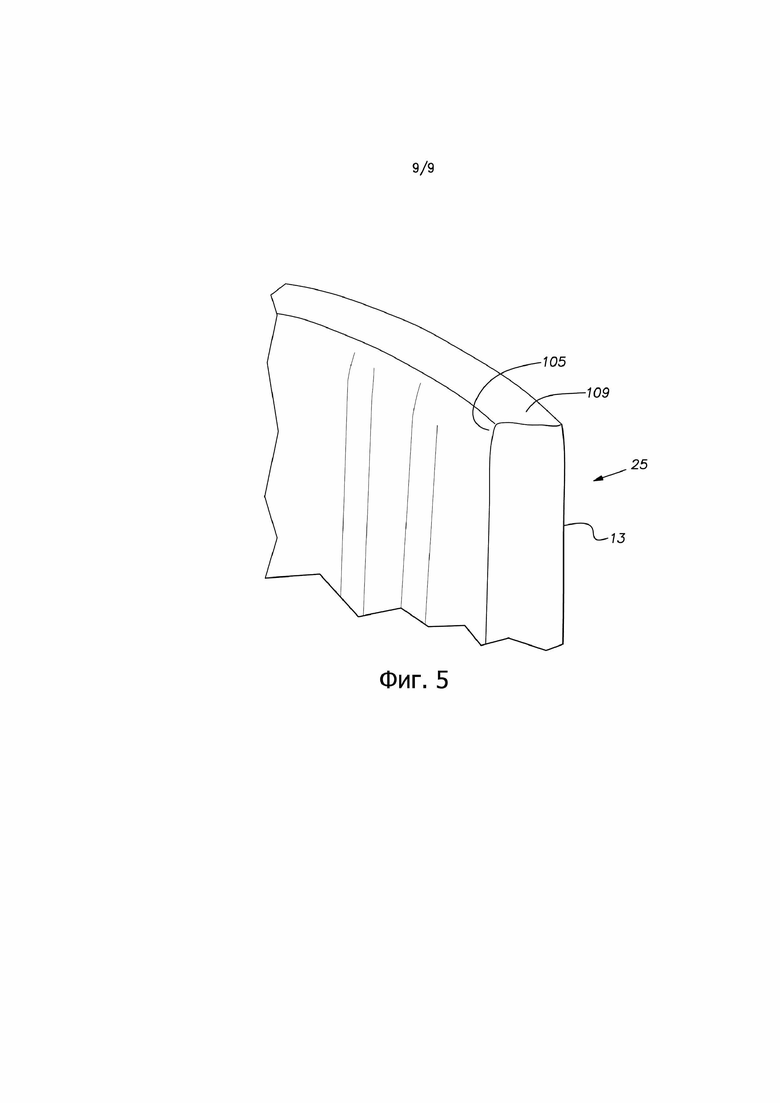
на фиг. 5 – дульце патронной гильзы согласно изобретению, вид в увеличенном масштабе.
Осуществление изобретения
Хотя в описании патронной гильзы согласно изобретению используется термин «бесфланцевая», следует понимать, что под этим термином подразумевается гильза с опорным буртиком, то есть головка гильзы несколько выступает за боковую поверхность корпуса гильзы. Несмотря на принятый в промышленности термин бесфланцевая, наружную часть головки гильзы, радиально проходящую от паза для выбрасывателя, можно считать фланцем.
На фиг. 1А – 1I показана предпочтительная последовательность формоизменения заготовки в процессе изготовления патронной гильзы, начиная со сплошной прутковой заготовки, в машинах последовательного действия для обработки давлением или в штампах. На фиг. 1A показана заготовка 10, отрезанная от свернутого в бухту сплошного прутка на этапе резки прутка, проводимом одновременно с другими операциями штампа, описываемыми ниже более подробно. Обычное передаточное устройство, имеющее узел для осевого перемещения (не показано), обеспечивает перемещение заготовки 10 от одной станции к следующей станции, то есть справа налево, если смотреть на фиг. 1А – 1I. От станции резки (фиг. 1А) заготовка 10 перемещается к первой станции обработки давлением (фиг. 1В), на которой выполняется высадка заготовки с одновременной подрезкой торцов. На второй станции обработки давлением на торцах заготовки 10 выполняются центральные углубления 11, 12 для улучшения соосности заготовки и инструмента на последующих этапах формоизменения (фиг. 1C). На третьей станции обработки давлением выполняется тройная штамповка с вытяжкой с целью формирования предварительной трубчатой стенки 13 полости гильзы, наружной краевой поверхности паза 14 для выбрасывателя и формирования предварительной капсюльной полости или капсюльного гнезда 16 (см. фиг. 1D).
На четвертой станции проводится глубокая вытяжка заготовки с целью выполнения следующего промежуточного этапа преобразования предварительно сформированной стенки 13 и полости 19 гильзы для заряда и пули (см. фиг. 1E). На пятой станции формируется первоначальная головка 18 заготовки для формирования предварительного паза 14 для выбрасывателя (см. фиг. 1F). На шестой станции выполняется обрезка концевого участка стенки 13 полости гильзы на заданную длину (см. фиг. 1G). На седьмой станции формируется окончательный паз 14 для выбрасывателя (см. фиг. 1H). На восьмой станции выполняется штамповка заготовки для придания небольшой конусности на наружном диаметре предварительно сформированной цилиндрической стенки с целью формирования окончательной стенки 13 (см. фиг. 1I). В центре перегородки 22, образующей переднюю часть головки 18, пробивается отверстие для формирования затравочного отверстия 24 и на этом изготовление патронной гильзы 25 завершается, причем остальная часть перегородки надежно закрывает конец полости 19.
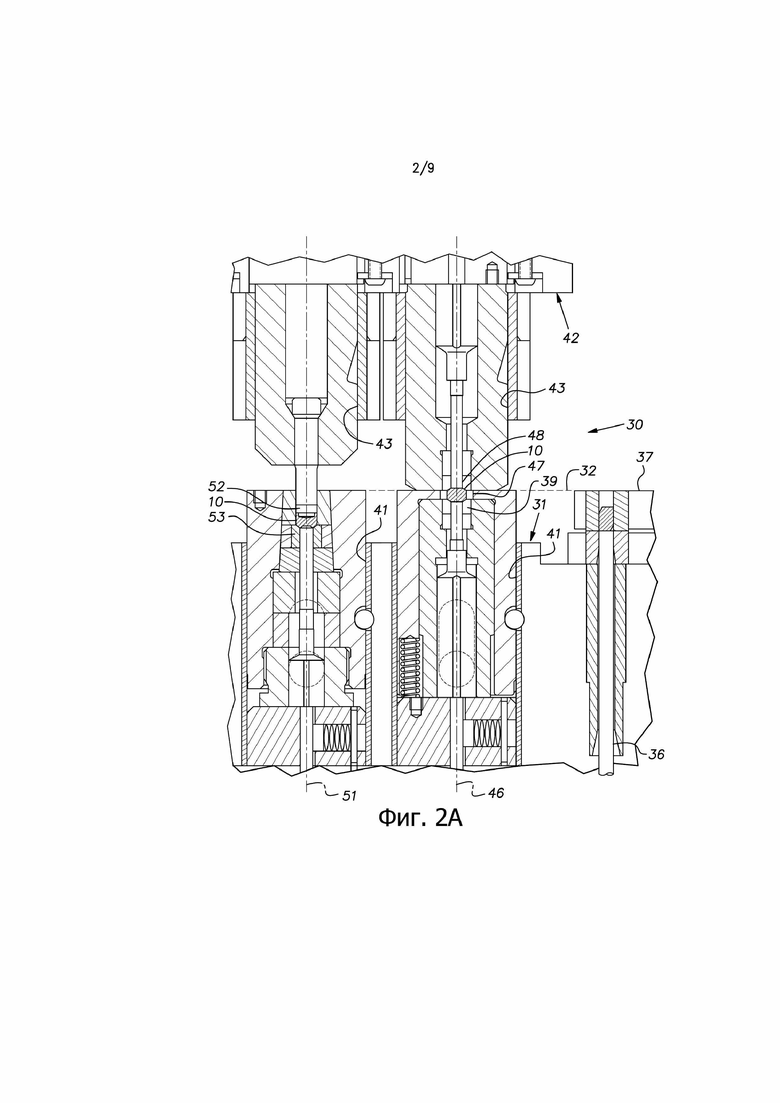
На фиг. 2А – 2D схематично показан штамп 30, имеющий много станций для обработки металла давлением и оснащенный технологическим инструментом, таким как матрицы, пуансоны и другие технические средства, предназначенные для выполнения этапов изготовления патронных гильз 25 согласно изобретению. В нижней части чертежей показана нижняя часть штампа или подштамповая плита 31; линией 32 обозначена основная плоскость, иначе называемая верхней поверхностью матрицы, установленной в нижней части штампа.
Передаточное устройство перемещает заготовки 10 от одной станции к другой, на каждой из которых выполняется очередной этап формоизменения (справа налево на фиг. 2А – 2D). Может использоваться передаточное устройство, аналогичное описанному в документе US 5713237, которое способно в осевом направлении извлекать и вставлять заготовку в матрицу рабочей станции. От сплошного прутка 36, подаваемого из бухты, отрезают заготовки 10, которые направляют на первую станцию 46. В отрезанных заготовках отношение длины к диаметру составляет, по меньшей мере, 1,16, предпочтительнее, более 1,5 и, наиболее предпочтительно, превышает 1,7. Представленный на чертежах штамп 30 включает в себя восемь станций штамповки, помимо станции отрезки заготовок. Станция отрезки заготовок и станции последовательной штамповки расположены в горизонтальном порядке. На каждой станции в нижней части 31 штампа имеется приемный канал или канал 41, вмещающий корпус матрицы, а на плунжере или ползуне 42, совершающем возвратно-поступательное движение, имеется коаксиальное посадочное отверстие 43 для обрабатывающего инструмента или пробойника, используемого в процессе изготовления гильзы. Изобретение описывается на примере представленной на чертежах гильзы 25 размером 9 мм; хотя для изготовления гильз обычно используется латунь, для осуществления изобретения на практике могут использоваться другие материалы, такие как сталь или алюминий. На первой станции, осевая линия которой обозначена ссылочной позицией 46 (осевые линии последующих станций обозначены соответствующими ссылочными позициями), подвижная кольцевая оправка 47 радиально охватывает среднюю часть заготовки. Кольцевая оправка 47, скользя в осевом направлении относительно соответствующей матрицы 39, способна перемещаться с заготовкой, существенно не ограничивая формоизменение заготовки в углах матрицы при высадке посредством пуансона 48. На указанной первой станции 46 штампа заготовке 10 придается форма таблетки с отношением длины к диаметру, составляющим примерно 0,6.
На второй рабочей станции 51 посредством пуансона 52 и матрицы 53 формируются центральные углубления 11 и 12 на торцевых поверхностях заготовки с целью улучшения соосности рабочего инструмента и заготовки при обработке на последующих станциях.
На третьей станции 55 посредством узла 56 матрицы и узла 57 пуансона заготовка подвергается тройной штамповке с вытяжкой с целью формирования предварительной стенки 13 полости гильзы 19, формирования предварительного паза 14 для выбрасывателя и формирования предварительного капсюльного гнезда 16. После редуцирования наружный диаметр предварительно сформированной головки 18 немного меньше, например, примерно на 0,35 мм меньше диаметра основания паза 14 для выбрасывателя (окончательная форма показана на фиг. 1H и 1I).
На четвертой станции 60, которая на фиг. 2B показана с левой стороны, заготовка 10 подвергается глубокой вытяжке в узле 61 матрицы посредством продавливания пуансоном 62 через вкладыши 63 постепенно уменьшающегося размера с целью формирования предварительной тонкой стенки 13 полости 19 гильзы. Свободный конец тянутой трубки или стенки 13 имеет неровную кромку.
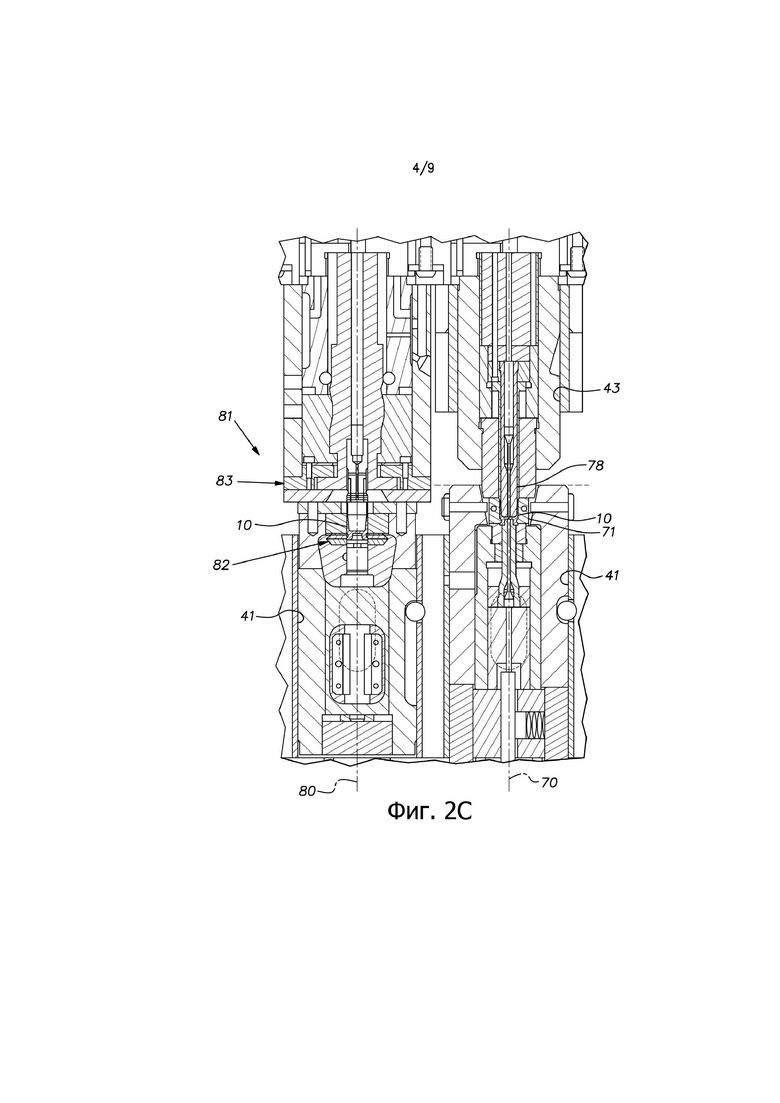
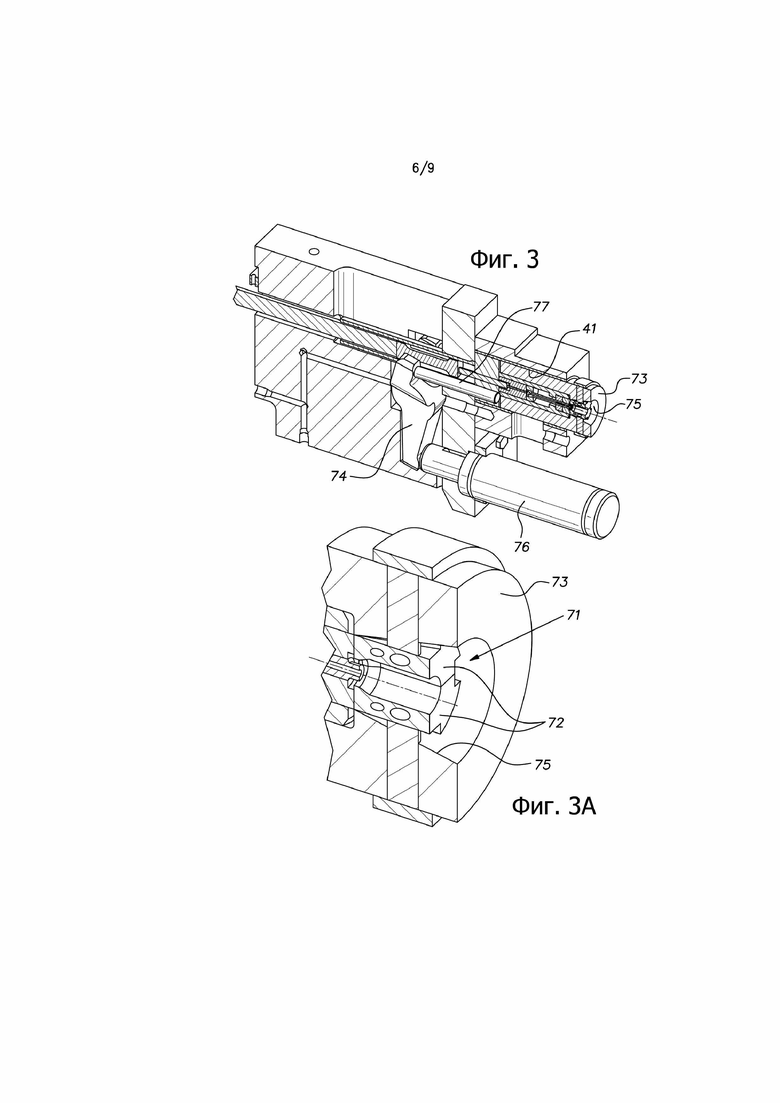
На пятой станции 70, которая на фиг. 2C показана с правой стороны, выполняется формирование предварительного паза 14 для выбрасывателя в головной части заготовки 10. Это достигается с помощью сегментированного узла 71 матрицы, схематично показанного на фиг. 3 и 3А. Четыре сегмента 72 матрицы (на поперечном сечении матрицы, представленном на чертежах, видны только два сегмента) принудительно радиально сводятся вокруг заготовки в конусообразном канале 75 корпуса 73 матрицы. При дальнейшем продвижении пуансона вперед рычаг 74 и газовая пружина 76, обеспечивающие большое давление, удерживают сегменты 72 в сомкнутом положении, противодействуя силе, создаваемой при штамповке заготовки и стремящейся развести сегменты 72. Рычаг 74 оказывает воздействие на сегментированную матрицу в сборе посредством штоков 77. Как упомянуто выше, меньший наружный диаметр предварительной головки 18 гильзы, сформированной на третьей станции 55 (фиг. 1D и 2B), номинально равен диаметру основания или минимальному диаметру предварительного паза 14 для выбрасывателя, сформированного на указанной станции, хотя, предпочтительно, немного меньше указанного диаметра. На указанной пятой станции 70 отдаленный или наружный конец головки заготовки отгибается или высаживается радиально наружу с целью формирования предварительного заднего фланца или обода паза для выбрасывателя. Как показано на фиг. 3 и 3А, сегменты 72 в сомкнутом положении образуют кольцевую зону, точно сопрягаясь с предварительным ободом и предварительным пазом, благодаря чему, головная область заготовки полностью зажимается к моменту достижения пуансоном 78 передней мертвой точки.
На шестой станции 80 производится обрезка заготовки 10 на дульце для удаления неровного свободного края вытянутой стенки полости гильзы и получения окончательной длины гильзы. Удаляемый материал заготовки представляет собой, предпочтительно, цельное узкое кольцо. Применяемый способ резки, предпочтительно, позволяет избежать образования значительного количества пыли, частиц и/или обрезков заготовки. Как показано на фиг. 2C, 4 и 4А, обрезное устройство 81, содержит зажимное устройство 82, расположенное в нижней части 31 штампа и отрезной инструмент или резак 83, установленный на плунжере 42. Следует отметить, что зажимное устройство 82 приводится в действие при перемещении плунжера 42. Зажимное устройство 82 размещено в верхней и нижней секциях 86, 87 корпуса матрицы. Верхняя и нижняя секции 86, 87 корпуса матрицы поддерживают пару расположенных напротив друг друга захватов 88, 89 на лицевой плоскости 32 матрицы, когда указанные секции занимают переднее положение в канале 41 корпуса матрицы. Относительное перемещение верхней и нижней секций 86, 87 корпуса матрицы приводит к смыканию и размыканию расположенных напротив друг друга захватов 88, 89. Указанное перемещение захватов обеспечивают кулачки (на фиг. 4 виден только один кулачок 91), установленные на нижней секции 87 корпуса матрицы, которые приводят в действие рычаги (на фиг. 4 виден только один рычаг 92), установленные на верхней секции 86 корпуса матрицы. Показанные на фиг. 4 кулачок 91 и рычаг 92 управляют нижним захватом 89, а кулачок и рычаг, которые не видны на чертеже, управляют верхним захватом 88. Секции 86, 87 корпуса матрицы смещаются по направлению к плунжеру 42 под действием газовых пружин. Так, газовая пружина 93 смещает нижнюю секцию 87 корпуса матрицы по направлению к плунжеру; а верхнюю секцию 86 корпуса матрицы смещает по направлению к плунжеру газовая пружина, не показанная на фиг. 4. Перед нижней секцией 87 корпуса матрицы на фиксированном осевом расстоянии находится режущая пластина 94. После перемещения передаточным устройством заготовки 10 на станцию 80 предварительное капсюльное гнездо заготовки насаживается на центровочный палец 96. Начальное перемещение нижней секции 87 корпуса матрицы относительно верхней секции 86 корпуса матрицы, возникающее в результате контакта направляющей пластины 97 на обрезном устройстве 81 с режущей пластиной 94 из-за перемещения вперед плунжера 42, вынуждает захваты 88, 89 захватывать заготовку с противоположных сторон паза для выбрасывателя и удерживать ее. Поскольку предварительный паз для выбрасывателя имеет конусообразную форму, происходит заклинивание захватов, способствующее их зажимному действию.
Дальнейшее продвижение вперед плунжера заставляет нижнюю секцию 87 корпуса приводить в движение верхнюю секцию 86 корпуса против смещающего действия пружины. Перемещение секций 86, 87 корпуса матрицы позволяет выполнить обрезку заготовки 10 на большей части хода втягивания плунжера, что будет объяснено ниже.
Обрезное устройство 83, смонтированное в канале плунжера 42, на шестой станции 80 отрезает узкое кольцо для удаления неровного края, образовавшегося на свободном конце или на дульце корпуса цилиндрической гильзы после предшествующей вытяжки заготовки на четвертой станции 60. Устройство 81 включает в себя продолговатый кулачок 101, проходящий вдоль оси станции 80. На дальнем конце кулачка 101 удерживается пальцеобразный режущий инструмент или резак 102, изготовленный из подходящей твердой инструментальной стали и имеющий размер, позволяющий резаку входить в открытый конец полости 19 гильзы. Кулачок 101 поддерживают два комплекта роликов, содержащих по четыре ролика 103. Ролики 103 первого комплекта показаны на фиг. 4 в горизонтальной плоскости, причем два ролика расположены над кулачком 101, а два ролика расположены под указанным кулачком. Ролики второго комплекта (на фиг. 4 не показаны) находятся в вертикальных плоскостях, причем два ролика расположены с одной стороны кулачка 101 ниже плоскости вытяжки, а два ролика расположены с другой стороны кулачка выше плоскости вытяжки. Ролики 103 заключены в обойму 104. Обойма 104 способна скользить в осевом направлении в держателе 106 инструмента, закрепленном на плунжере 42. Кулачок 101 имеет наружный контур, позволяющий из «исходного» положения, в котором ось кулачка совпадает с осью станции 80, перемещаться первоначально в боковом направлении от центра с последующим четырехходовым перемещением для полного поворота вокруг оси станции. Когда кулачок и корпус 104 перемещаются относительно друг друга в осевом направлении, перемещение кулачка 101 является эксцентрическим.
Режущий инструмент 102, имеющий форму прямого цилиндра, ось которого в исходном положении совпадает с осью станции, входит в заготовку, когда плунжер 42 достигает нижней части 31 штампа и захваты 88, 89 сомкнуты в предварительном пазу для выбрасывателя. Режущая пластина 94 имеет кольцевую вставку или втулку 107 из подходящей твердой инструментальной стали. Вставка 107 имеет центральный канал, размер которого обеспечивает относительно плотную скользящую посадку вставки на тонкостенной гильзе, в которой сформирована полость. Комплектующие детали имеют такие размеры, чтобы свободный конец инструмента 102, имеющий по периферии торца острую кромку, находился в плоскости обрезки заготовки гильзы. Периферийный край канала вставки 107 выполнен острым и тоже по существу лежит в плоскости обрезки заготовки. Осевой зазор между торцом инструмента 102 и краем канала вставки 107 является по возможности минимальным. На станции 80 заготовку 10 обрезают до окончательной длины.
На фиг. 4 и 4А показано положение инструмента 102 и вставки 107, когда плунжер 42 достиг передней мертвой точки, то есть находится в положении, когда его скорость равна нулю. Секции 86, 87 корпуса матрицы целиком отведены в соответствующий канал 41 в нижней части штампа. Когда плунжер 42 отводится назад, секции 86, 87 корпуса матрицы и вставка 107, расположенная по периферии заготовки, перемещаются синхронно с плунжером 42 и пальцеобразным режущим инструментом 102, приводимым в движение по направлению к плунжеру посредством газовых пружин. Синхронно действующий выталкивающий механизм, известный в данной области техники, устойчиво удерживает корпус 104, а кулачок 101 принудительно перемещается вместе с плунжером 42. Направляющая пластина 97 совместно с фиксатором 108 позиционирует кулачок 101 с возможностью перемещения относительно плунжера 42 в поперечном, но не осевом направлении. Наружная периферийная кромка режущего инструмента 102 и внутренняя периферийная кромка вставки 107 взаимодействуют, удаляя узкое кольцо от заготовки 10 патронной гильзы, выравнивая кромку заготовки.
Газовые пружины, связанные с секциями 86, 87 корпуса матрицы, принуждают указанные секции перемещаться из канала матрицы вслед за ползуном или плунжером 42 до тех пор, пока верхняя секция 86 не достигнет предела своего перемещения в матричном узле. В то время как продолжается отведение плунжера 42 назад, передаточное устройство захватывает заготовку, при этом захваты 88, 89 размыкаются, поскольку нижняя секция 87 корпуса матрицы продолжает следовать за поршнем под действием силы, создаваемой газовой пружиной. При ограниченном дальнейшем перемещении нижняя секция 87 корпуса матрицы выталкивает режущую пластину 94 из заготовки 10, позволяя, таким образом, передаточному устройству захватить и переместить заготовку на следующую станцию. Узкое кольцо, отрезанное от заготовки пальцеобразным режущим инструментом 102, удаляется в отходы струей сжатого воздуха. Корпус 104, в конечном счете, возвращается в исходное положение в результате совместного действия выталкивающего механизма и кулачка 101, подобным образом возвращается в исходное положение и пальцеобразный режущий инструмент 102.
На фиг. 5 показана уникальная форма дульца патронной гильзы, полученная посредством описанного обрезного устройства 81. Пальцеобразный режущий инструмент 102В выполняет внутри заготовки гильзы режущее или обрезное действие, в результате чего, готовая гильза 25 имеет «скругленную» или воронкообразную внутреннюю поверхность 105 на конце 109 дульца. Указанная расширяющаяся наружу геометрия дульца может облегчить установку пули в полости, сформированной стенкой гильзы 13.
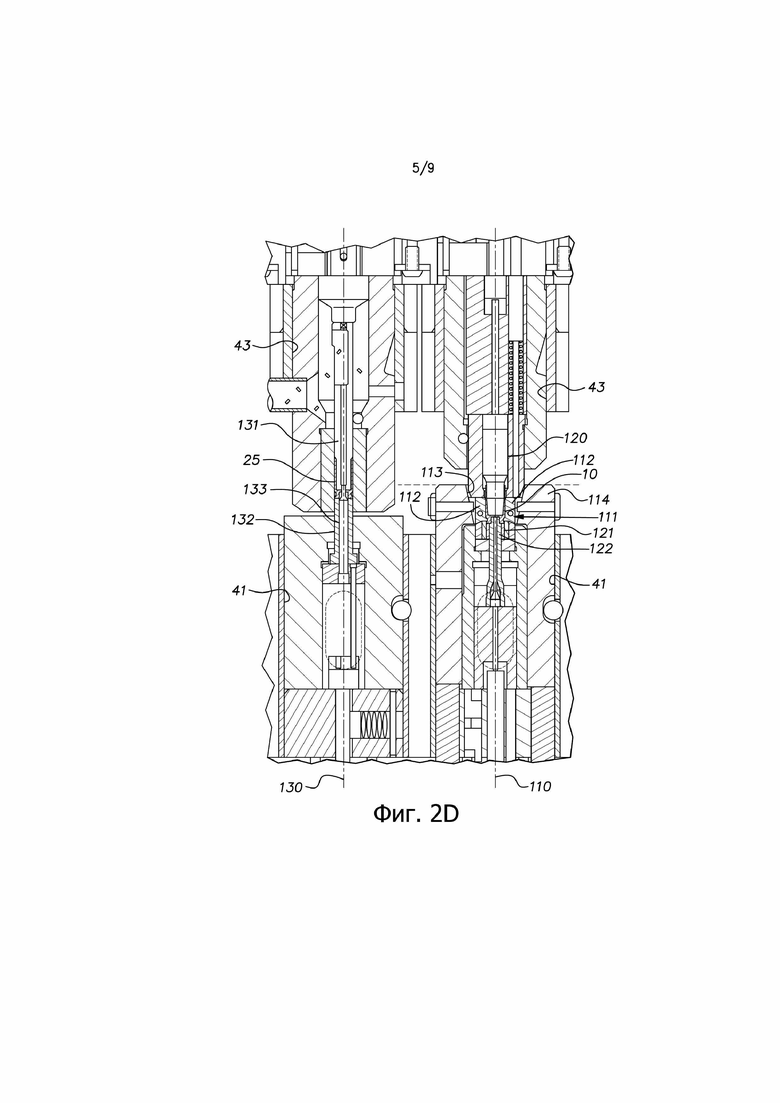
Заготовка 10 передается на седьмую станцию 110, на которой, подобно пятой станции 70, используется сегментированная матрица в сборе 111. Конические сегменты 112 смонтированы в конусообразном канале 113 корпуса 114 матрицы. Мощная газовая пружина и рычаг, аналогичный показанному на фиг. 3, удерживают сегменты 112 в сомкнутом положении, противодействуя силе, создаваемой при штамповке заготовки. На указанной станции 110 выполняется точное формирование окончательной головки патронной гильзы, содержащей паз 14 для выбрасывателя. Готовая головка 18 включает цельный заплечик или «ободок» с обращенной вперед радиальной боковой поверхностью 116, образующей заднюю границу паза 14 для выбрасывателя. Паз 14 для выбрасывателя ограничивается также цилиндрическим основанием 117 и конической обращенной назад стороной или поверхностью 118. Когда плунжер 42 с установленным в нем пробойником 114 достигает передней мертвой точки, сегменты находятся в сомкнутом положении и элементы 121, 122 матрицы точно определяют и крепко удерживают головку 18 по периферийной границе паза 14 для выбрасывателя и капсюльному гнезду 116. Предпочтительно, как на пятой, так и на седьмой станциях подвижные матрицы в сборе содержат по четыре сегмента, причем сегменты матрицы на седьмой станции смещены на 45° относительно сегментов матрицы на пятой станции, что позволяет уменьшить вероятность образования заусенцев между смежными сегментами. Любой маркировочный штамп может применяться, предпочтительно, на седьмой станции для маркировки патронной гильзы 10, удерживаемой элементами 121, 122 матрицы.
Следует отметить, что в контексте изобретения под головкой патронной гильзы подразумевается часть гильзы, проходящая от передней стороны перегородки 22. Из приведенного выше описания понятно, что в процессе формирования головки на каждом этапе обработки инструментальная оснастка надежно захватывает заготовку к моменту достижения плунжером передней мертвой точки.
Заготовка 10 перемещается на восьмую станцию 130, на которой заготовка с помощью узла 131 пуансона и узла 132 матрицы подвергается штамповке с целью придания небольшой конусности тонкой цилиндрической стенке полости 19 для заряда и пули. Кроме того, в перегородке 22 между капсюльным гнездом 16 и полостью 19 для заряда и пули выполняется отверстие посредством перемещающегося по оси станции 130 пробойника 133 с целью создания затравочного отверстия 24. Таким образом, на указанной станции завершается обработка заготовки 10, после чего она извлекается в виде готовой детали.
Описанный способ холодной штамповки на разных этапах обработки давлением головки 18 заготовки создает превосходную структуру зерен в пазу 14 для выбрасывателя, благодаря чему, формируется высокопрочная и точная головка патронной гильзы, снижающая вероятность заклинивания гильзы или отказа другого рода во время извлечения.
Стенка 13 готовой патронной гильзы, несмотря на то, что не проводился отжиг заготовки, имеет меньшую тенденцию к растрескиванию по сравнению с традиционными чашевидными гильзами, при изготовлении которых выполняется вытяжка, отжиг и механическая обработка заготовки. Хотя не совсем понятны причины улучшения характеристик, в настоящее время предполагается, что указанное улучшение характеристик связано частично с интенсивной холодной обработкой заготовки и фрагментацией зернистой структуры материала при превращении прутковой заготовки со сравнительно высоким отношением длины к диаметру, составляющем, например, около 1,8, в относительно плоскую заготовку, имеющую форму таблетки с довольно низким отношением длины к диаметру, составляющему, например, около 0,6. Сравнительно высокое отношение длины к диаметру также благоприятствует исключению деформации, связанной с подрезами на торцах заготовки исходной формы.
Кроме того, высокое сопротивление растрескиванию гильзы согласно изобретению может быть обусловлено тем, что предотвращается ориентация зерен структуры материала в направлении стенок трубки. Само собой разумеется, что гильза согласно изобретению может переснаряжаться большее количество раз по сравнению с традиционно изготовленными гильзами, поскольку обладает высоким сопротивлением растрескиванию.
Поскольку предлагаемая в изобретении патронная гильза изготавливается на единственной машине, легче обеспечить точность размеров согласно стандартам. Раскрытый в изобретении способ изготовления патронной гильзы в сравнении с традиционными способами позволяет в значительной степени повысить технологические возможности процесса, снижая трудозатраты при экономном использовании производственных площадей и сокращении расхода энергии и материалов.
Следует отметить, что изобретение раскрыто посредством примера, при этом могут быть осуществлены всевозможные изменения посредством добавления, модификации или исключения деталей, не отступая от объема изобретения. Таким образом, изобретение не ограничивается конкретными раскрытыми деталями и возможны изменения, не выходящие за пределы формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| ПРОДОЛГОВАТАЯ ПАТРОННАЯ ГИЛЬЗА | 2018 |
|
RU2750069C2 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| Штамп универсальный для обрезки | 1981 |
|
SU967615A1 |



Изобретение относится к области устройств для получения трубчатой заготовки в многопозиционной машине для холодной штамповки. Обрезное устройство для получения равномерно обрезанной кромки трубчатой заготовки в многопозиционной машине для холодной штамповки содержит втулку, режущий инструмент и механизм, обеспечивающий радиальное и вращательное движение режущего инструмента относительно втулки. Многопозиционная машина для холодной штамповки включает неподвижную нижнюю часть штампа и плунжер, выполненный с возможностью возвратно-поступательного движения. Острые кромки режущего инструмента и втулки располагают с возможностью резки трубчатой заготовки. При этом происходит отделение от трубчатой заготовки кольца с образованием ровной кромки. Техническим результатом изобретения является получение равномерно расположенной кромки трубчатой заготовки в многопозиционной машине для холодной штамповки. 2 з.п. ф-лы, 5 ил.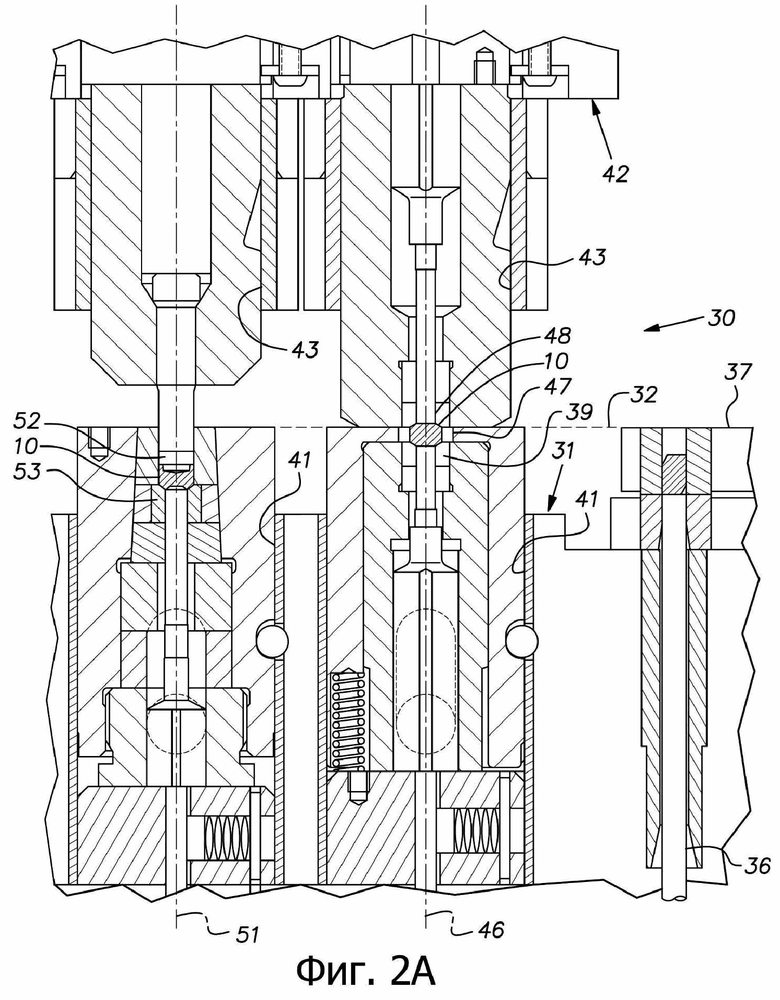
1. Обрезное устройство для получения равномерно обрезанной кромки трубчатой заготовки в многопозиционной машине для холодной штамповки, имеющей неподвижную нижнюю часть штампа и плунжер, выполненный с возможностью возвратно-поступательного движения, содержащее втулку, выполненную с возможностью скольжения по заготовке и имеющую канал с острой периферийной кромкой, режущий инструмент, конец которого имеет острую кромку и размер, обеспечивающий его размещение в заготовке, и механизм, обеспечивающий радиальное и вращательное движение режущего инструмента относительно втулки за счет движения плунжера относительно нижней части штампа, при этом острые кромки режущего инструмента и втулки при радиальном и вращательном движении располагаются так, чтобы резать трубчатую заготовку, отделяя от нее кольцо с образованием ровной кромки.
2. Устройство по п. 1, в котором режущий инструмент прикреплен к держателю, установленному с возможностью осевого и орбитального вращения относительно оси трубчатой заготовки.
3. Устройство по п. 2, содержащее кулачковую поверхность для преобразования осевого перемещения держателя относительно его опоры в радиальное перемещение.
| СПОСОБ РЕЗКИ ТРУБ | 0 |
|
SU269680A1 |
| Устройство для обрезки концов труб-чАТыХ издЕлий | 1977 |
|
SU841803A1 |
| EA 200901012 A1, 29.10.2010 | |||
| DE 19602730 A1, 31.07.1997. | |||

