Область техники
Настоящее изобретение относится к металлокерамической связанной подложке и, в частности, к объединенной подложке с жидкостным охлаждением, в которой металлическая монтажная плата и металлическая базовая пластина, каждая из которых изготовлена из алюминия или сплава алюминия, соединены соответственно с обеими поверхностями керамической подложки, при этом радиатор соединен с поверхностью металлической базовой пластины, с которой не соединена керамическая подложка, и к способу ее изготовления.
Уровень техники
В традиционном силовом модуле, используемом для управления токами большой силы, например, в электрическом транспортном средстве, электрическом поезде, станке и т.п., металлокерамическая изолирующая подложка закрепляется на одной поверхности металлической платы или композитного материала, называемого базовой пластиной, за счет пайки, при этом на металлокерамической изолирующей подложке за счет пайки закрепляется электронный компонент, например, полупроводниковая интегральная схема. Дополнительно, к другой поверхности (задней поверхности) базовой пластины посредством проводящей тепло смазки за счет привинчивания и т.п. прикрепляется радиатор, например, теплоизлучающее ребро или рубашка охлаждения, изготовленная из металла.
Поскольку пайка базовой пластины, электронного компонента и т.д. с металлокерамической изолирующей подложкой выполняется нагреванием, существует вероятность возникновения изгиба базовой пластины из-за разницы в коэффициенте теплового расширения между соединяемыми элементами при пайке. Кроме того, тепло, образованное от электронного компонента и т.п., излучается в воздух, охлаждающую воду или т.п. теплоизлучающим ребром или рубашкой охлаждения (радиатором) посредством металлокерамической изолирующей подложки, припоя и базовой пластины, так что если возникает вышеупомянутый изгиб базовой пластины, когда теплоизлучающее ребро или рубашка охлаждения прикрепляется к базовой пластине, возрастает просвет, что чрезвычайно уменьшает теплоизлучающую производительность.
Поэтому, например, патентный документ 1 раскрывает металлокерамическую, полностью связанную, подложку, в которой теплоизлучающие ребра (усиливающая часть) и металлическая базовая пластина образуются интегрально и изготавливаются способом связывания жидким металлом, при этом изгиб базовой пластины, являющийся описанной выше проблемой, может быть чрезвычайно малым. Дополнительно, например, патентный документ 2 и патентный документ 3 раскрывают рубашку охлаждения, прикрепленную к металлической базовой пластине, теплоизлучающим ребрам и т.п. для эффективного охлаждения генератора тепла.
Патентный документ 1: Выложенная японская патентная заявка №2008-218938.
Патентный документ 2: Выложенная японская патентная заявка №2006-324647.
Патентный документ 3: Выложенная японская патентная заявка №2008-135757.
Раскрытие изобретения
Задачи, которые должны быть решены изобретением
Тем не менее, в металлокерамической подложке, описанной в приведенном выше патентном документе 1, в качестве механизма, выполняющего теплоизлучение, на одной поверхности металлической базовой пластины интегрально предусматриваются теплоизлучающее ребра. Для того чтобы образовать теплоизлучающие ребра интегрально с металлической базовой пластиной, изготовленной из алюминия или сплава алюминия, необходимо придать форму ребру, используя, например, форму, что, таким образом, приводит к задаче, связанной с увеличенными затратами на производство и затратами на материалы. Дополнительно, при обработке формы ребра, у металлической базовой пластины может возникнуть изгиб из-за остаточного напряжения, порожденного в металлической базовой пластине в течение обработки. Кроме того, в случае выполнения обработки по образованию ребер для образования множества теплоизлучающих ребер, может быть не достаточно прочности металлокерамической подложки в целом (объединенной подложки в целом).
Кроме того, в металлокерамической подложке, описанной в приведенном выше патентном документе 1, невозможно обеспечить условие достаточного нестационарного тепловыделения, при этом существует пространство для дополнительного улучшения теплоизлучающей производительности (эффективности охлаждения).
Более того, за счет соединения (связывания) охлаждающей рубашки, описанной в приведенном выше патентном документе 2 и патентном документе 3, с металлокерамической подложкой, может быть получена металлокерамическая подложка (объединенная подложка) с превосходной теплоизлучающей производительностью. Однако поскольку металлокерамическая подложка, описанная в приведенном выше патентном документе 2 и патентном документе 3 сконфигурирована так, что теплоизлучающие ребра образованы на металлической базовой пластине, и рубашка охлаждения соединена для того, чтобы покрывать (вмещать) теплоизлучающие ребра, задачи, заключающиеся в увеличенной стоимости производства и стоимости материалов и недостаточной прочности объединенной подложки в целом, которые являются описанными выше, рассматриваются как нерешенные. Более того, обнаружено, что соединение металлокерамической подложки с плоской трубой в патентном документе 3 увеличило изгиб плоской трубы и металлической монтажной платы металлокерамической подложки, что осложнило установку электронных компонентов на нее, и привело к задаче, связанной с надежностью в присутствии тепловых ударов.
Следовательно, принимая во внимание вышеупомянутые задачи, цель настоящего изобретения состоит в том, чтобы предоставить объединенную подложку с жидкостным охлаждением, которая имеет уменьшенные затраты на материалы и затраты на производство, имеет уменьшенный изгиб (деформацию формы) в качестве объединенной подложки, и имеет превосходную прочность и теплоизлучающую производительность, и предоставить способ изготовления объединенной подложки с жидкостным охлаждением.
Средство для решения задач
Для достижения вышеупомянутых целей согласно настоящему изобретению предоставлена объединенная подложка с жидкостным охлаждением, в которой металлическая монтажная плата, изготовленная из алюминия или сплава алюминия, соединена с одной поверхностью керамической подложки, одна поверхность пластинчатой металлической базовой пластины, изготовленной из алюминия или сплава алюминия, соединена с другой поверхностью керамической подложки, и радиатор жидкостного типа охлаждения, состоящий из экструзионного материала, соединен с другой поверхностью металлической базовой пластины, в которой отношение между толщиной t1 металлической монтажной платы и толщиной t2 металлической базовой пластины удовлетворяет следующему выражению (1)
t2/t1≧2 (1)
где толщина t1 металлической монтажной платы составляет от 0,4 до 3 мм, а толщина t2 металлической базовой пластины составляет от 0,8 до 6 мм.
В объединенной подложке с жидкостным охлаждением радиатор может состоять из пористо-трубчатого элемента, при этом металлическая базовая пластина и радиатор могут быть соединены вместе за счет пайки твердым припоем. Предпочтительно, чтобы отношение между шириной W (мм) выемки, являющейся протоком пористо-трубчатого элемента в радиаторе, и глубиной D (мм) выемки удовлетворяло
3,3W<D<10W,
и предпочтительно, чтобы отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и шириной T (мм) разделительной перегородки удовлетворяло
-W+1,4<T/W<-1,5W+3,3 (когда 0,4≦W≦1,0)
-0,2W+0,7<T/W<-1,5W+3,3 (когда 1,0<W<2,0).
Более того, предпочтительно, чтобы ширина W выемки была равна 0,4 мм или более.
В объединенной подложке с жидкостным охлаждением предпочтительно, чтобы радиатор изготавливался из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более, предпочтительно, чтобы металлическая базовая пластина изготавливалась из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более, и предпочтительно, чтобы металлическая монтажная плата изготавливалась из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более. Когда металлическая базовая пластина и радиатор объединяются в одно целое за счет способа пайки твердым припоем, необходимо сдержать увеличение элементов, при этом не препятствовать эффективности пайки твердым припоем. Следовательно, предпочтительно, чтобы, например, количество Mg составляло 0,9% по массе или меньше. Дополнительно, чтобы шероховатость Ra поверхности металлической монтажной платы предпочтительно составляла от около 0,3 до 2,0 мкм для того, чтобы улучшить смачиваемость припоя для устанавливаемых компонентов. Соединение керамической подложки и металлической монтажной платы, соединение керамической подложки и металлической базовой пластины, и соединение металлической базовой пластины и радиатора может быть выполнено способом соединения жидким металлом или способом пайки твердым припоем. Шероховатость Ra поверхности металлической базовой пластины со стороны, где присоединен радиатор, предпочтительно составляет от 1,0 до 2,0 мкм для того, чтобы улучшить эффективность пайки твердым припоем. Следует отметить, что при соединении радиатора и металлической базовой пластины способом соединения жидким металлом, шероховатость поверхности Ra может составлять от 0,3 до 2,0 мкм. В случае пайки твердым припоем, шероховатость поверхности должна лишь иметь уровень, полученный общим экструзионным материалом и материалом пластины.
Кроме того, разделительная перегородка пористо-трубчатого элемента может быть согнута.
Способ изготовления объединенной подложки с жидкостным охлаждением, в котором металлическую монтажную плату, изготовленную из алюминия или сплава алюминия, соединяют с одной поверхностью керамической подложки, одну поверхность пластинчатой металлической базовой пластины, изготовленную из алюминия или сплава алюминия, соединяют с другой поверхностью керамической подложки, и радиатор жидкостного типа охлаждения, состоящий из экструзионного материала, соединяют с другой поверхностью металлической базовой пластины, в котором соединение металлической монтажной платы и керамической подложки, и соединение металлической базовой пластины и керамической подложки выполняется способом соединения жидким металлом, соединение металлической базовой пластины и радиатора выполняется способом пайки твердым припоем, и отношение между толщиной t1 металлической монтажной платы и толщиной t2 металлической базовой пластины удовлетворяет следующему выражению (1)
t2/t1≧2 (1)
Дополнительно, в способе изготовления объединенной подложки с жидкостным охлаждением предпочтительно, чтобы толщина t1 металлической монтажной платы составляла от 0,4 до 3 мм, а толщина t2 металлической базовой пластины составляла от 0,8 до 6 мм.
На металлическую базовую пластину и радиатор может быть оказано поверхностное давление, равное или большее, чем в выражении (2), а затем осуществлен нагрев для совместного соединения за счет пайки твердым припоем,
давление на поверхность (Н/мм 2 ) =-1,25×10 -3 × (момент инерции площади радиатора) +2,0 (2).
В способе изготовления объединенной подложки с жидкостным охлаждением предпочтительно, чтобы радиатор состоял из пористо-трубчатого элемента, при этом отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и глубиной (мм) выемки удовлетворяло
3,3W<D<10W,
и предпочтительно, чтобы отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и шириной T (мм) разделительной перегородки удовлетворяло
-W+1,4<T/W<-1,5W+3,3 (когда 0,4≦W≦1,0)
-0,2W+0,7<T/W<-1,5W+3,3 (когда 1,0<W<2,0).
Более того, предпочтительно, чтобы ширина W выемки была равна 0,4 мм или более.
Кроме того, предпочтительно, чтобы на металлическую базовую пластину и на радиатор оказывалось давление таким образом, чтобы давление на поверхность разделительной перегородки, прикладываемое на разделительную перегородку пористо-трубчатого элемента, было равно или менее
-0,5×D(глубина выемки)+10 (МПа),
и затем осуществлялся нагрев для их соединения вместе за счет пайки твердым припоем.
В способе изготовления объединенной подложки с жидкостным охлаждением предпочтительно, чтобы радиатор изготавливался из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более, предпочтительно, чтобы металлическая базовая пластина изготавливалась из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более, и предпочтительно, чтобы металлическая монтажная плата изготавливалась из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более.
Результат изобретения
Согласно настоящему изобретению предоставлена объединенная подложка с жидкостным охлаждением, для которой уменьшены затраты на материалы и производство, уменьшен изгиб (деформация формы) в качестве объединенной подложки, которая является превосходной в отношении надежности при тепловом ударе, и имеет превосходную прочность и теплоизлучающую производительность, и предоставлен способ изготовления объединенной подложки с жидкостным охлаждением.
Краткое описание чертежей
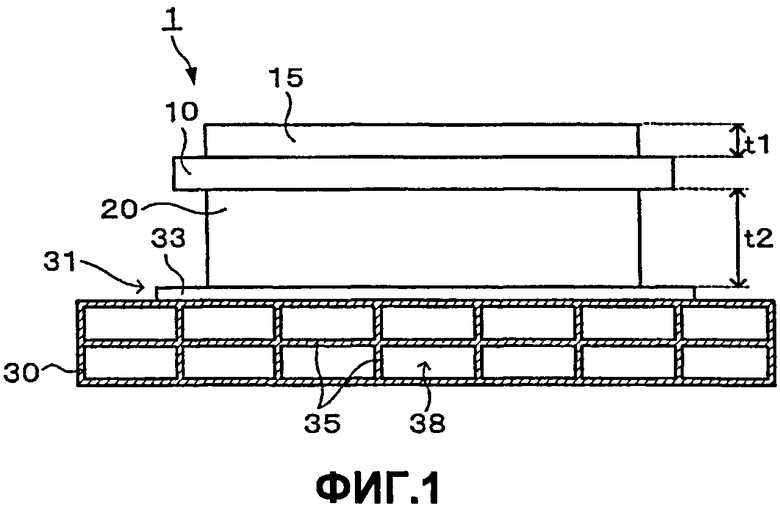
Фиг.1 - Вид сбоку в разрезе объединенной подложки 1 с жидкостным охлаждением.
Фиг.2 - Вид в перспективе объединенной подложки 1 с жидкостным охлаждением и крышечного элемента 40.
Фиг.3 - Вид сбоку в разрезе объединенной подложки 1 с жидкостным охлаждением в случае, если радиатор имеет другую конфигурацию.
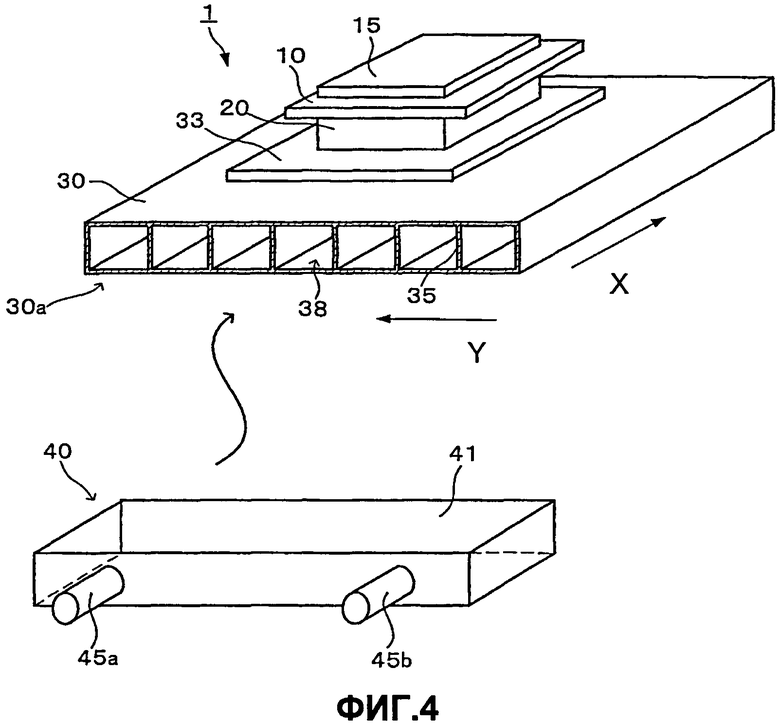
Фиг.4 - Вид в перспективе объединенной подложки 1 с жидкостным охлаждением и крышечного элемента 40 согласно фиг.3.
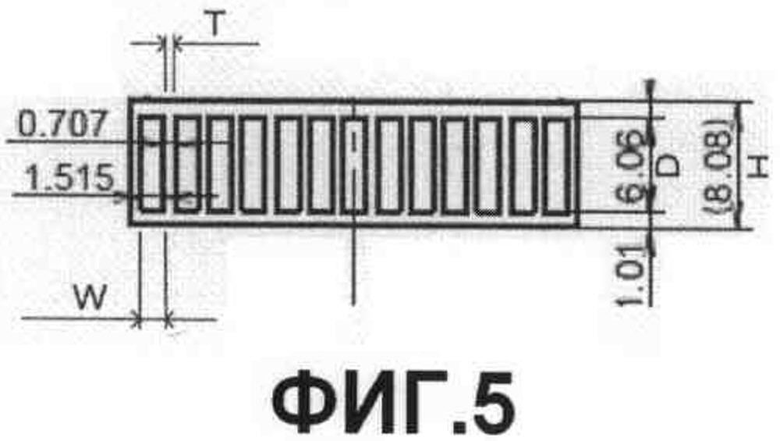
Фиг.5 - Вид сечения, иллюстрирующий пористо-трубчатый элемент, использованный в примерах.
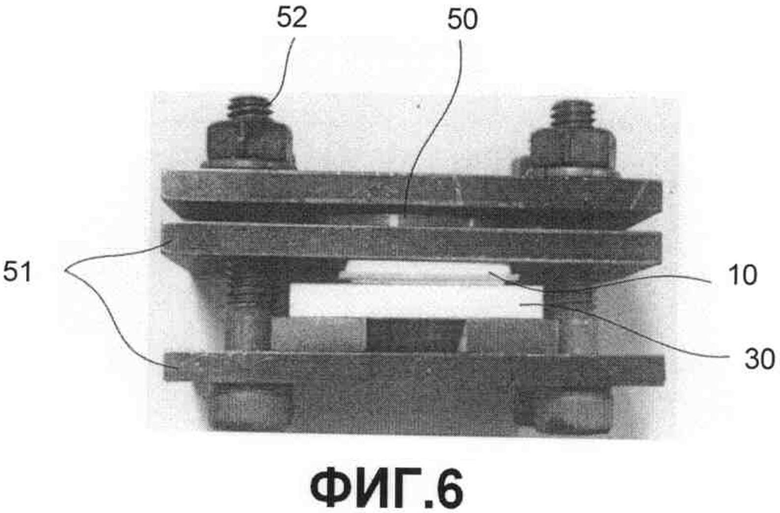
Фиг.6 - Фотография при просмотре фиксатора для пайки твердым припоем, использованного в примерах, с лицевой стороны.
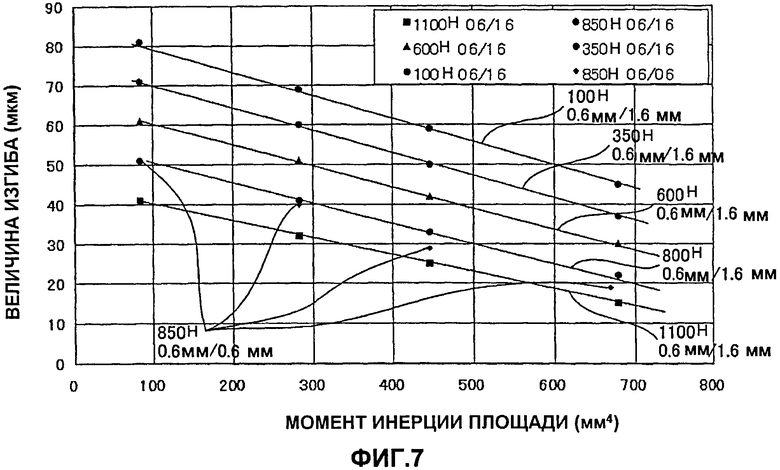
Фиг.7 - График, на котором показано отношение между моментом инерции площади и величиной изгиба алюминиевого материала при испытании с пайкой твердым припоем, выполненным в примере 2.
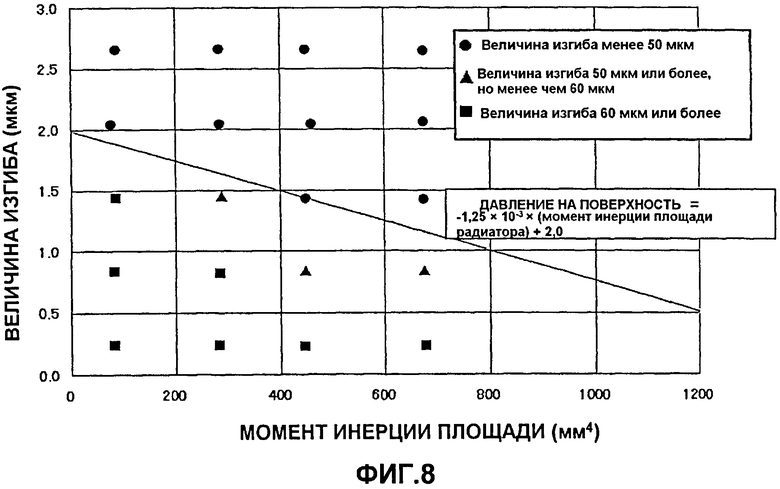
Фиг.8 - График, на котором показано отношение между моментом инерции площади и давлением на поверхность, и величиной изгиба алюминиевого материала, полученное в примере 2.
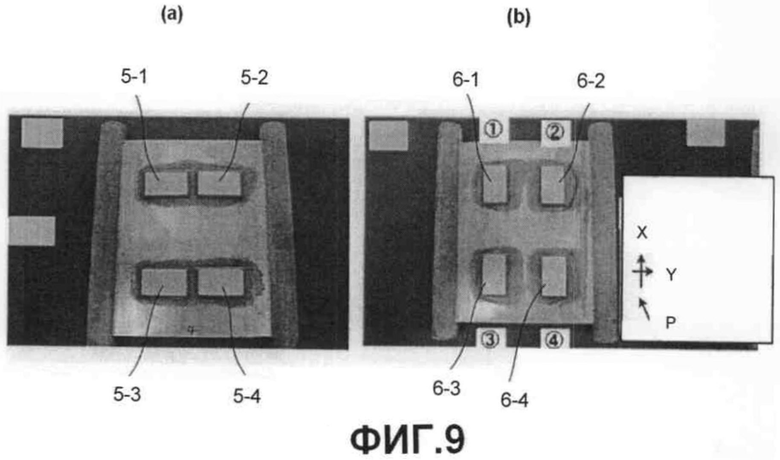
Фиг.9 - Фотографии, на которых показан внешний вид после пайки твердым припоем в испытании с пайкой твердым припоем, выполненным в примере (3), (а) в случае, когда образцы были припаяны твердым припоем таким образом, что их продольное направление проходило вдоль направления, параллельного разделительной перегородке пористо-трубчатого элемента (X-направления), и (b) в случае, когда образцы были припаяны твердым припоем таким образом, что из продольное направление проходило вдоль направления вертикального к разделительной перегородке пористо-трубчатого элемента (Y-направления).
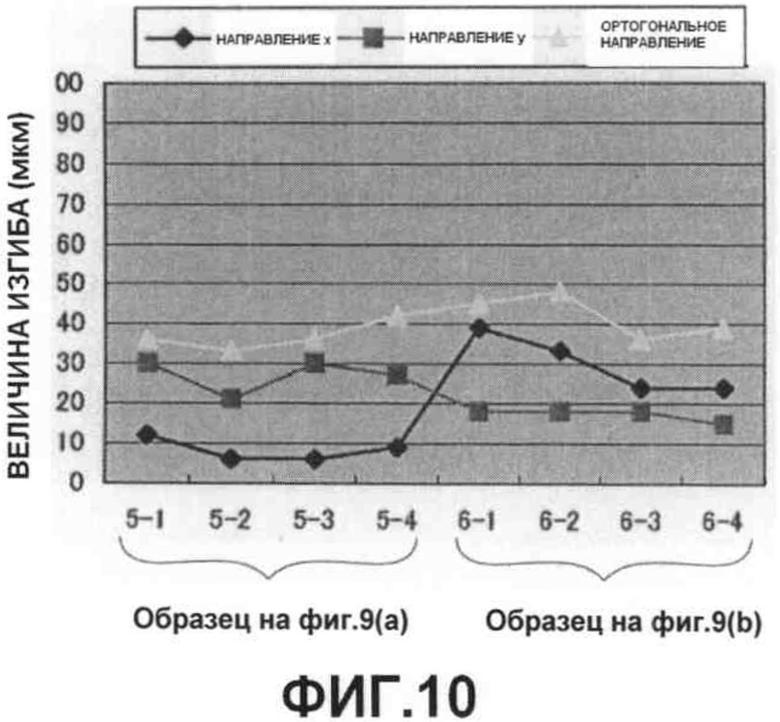
Фиг.10 - График, на котором показана величина изгиба при испытании в примере 3.
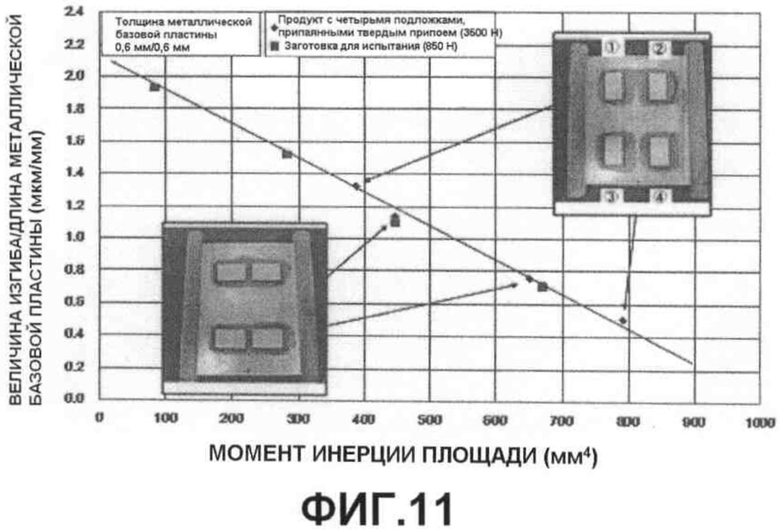
Фиг.11 - График результата испытания в примере 3, на котором показано отношение между моментом инерции площади и величиной изгиба в зависимости от направления пайки твердым припоем для небольшой теплоизлучающей подложки (образца).
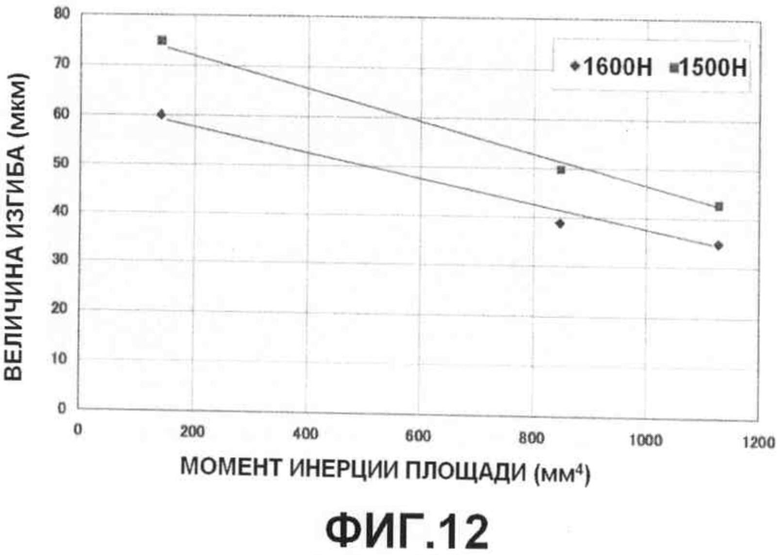
Фиг.12 - График, на котором показано отношение между моментом инерции площади и величиной изгиба при испытании пайкой твердым припоем для большой теплоизлучающей подложки, выполненным в примере 4.
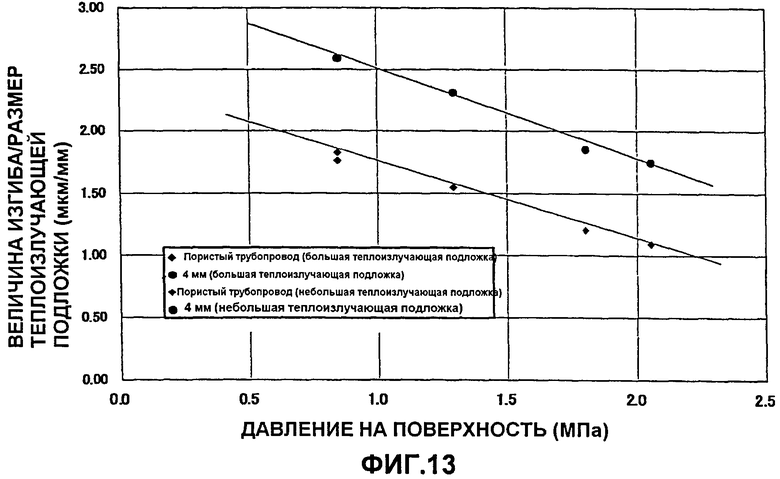
Фиг.13 - График сравнения величин изгиба на единицу длины в отношении давлений на поверхность для большой теплоизлучающей подложки и для небольшой теплоизлучающей подложки, выполненного в примере 4.
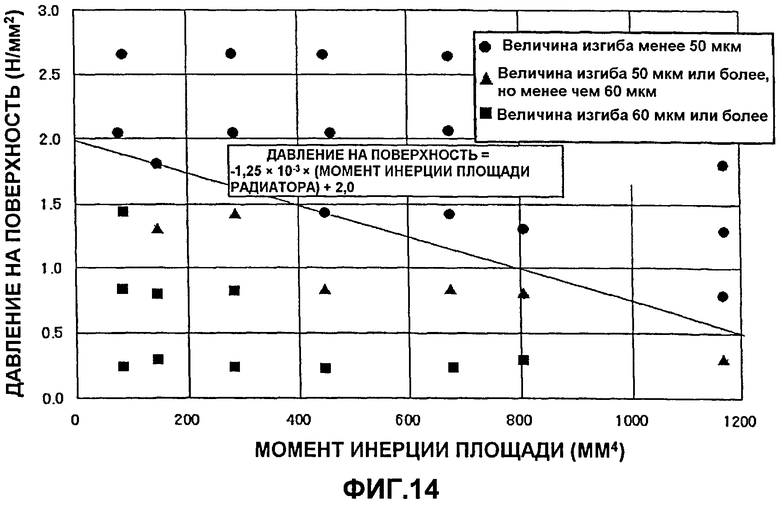
Фиг.14 - График, на котором показано отношение между моментом инерции площади и давлением на поверхность и величиной изгиба алюминиевого материала, полученное в примере 4.
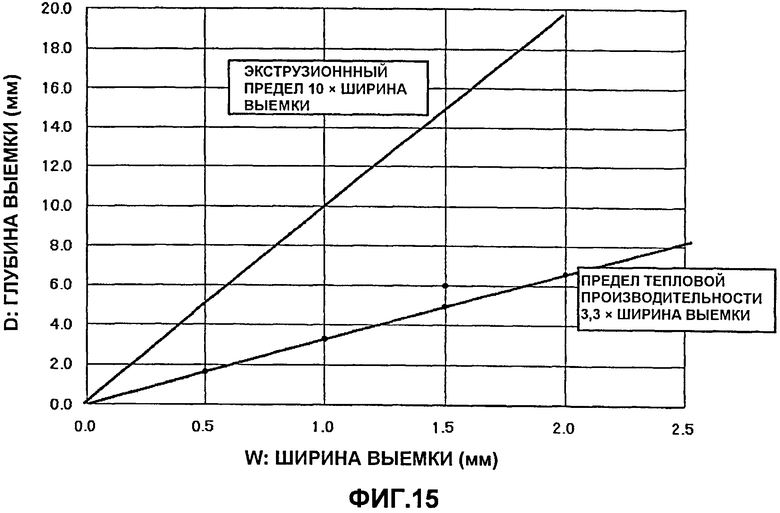
Фиг.15 - График, на котором показано отношение между шириной выемки и глубиной выемки и производительностью, полученное в примере 5.
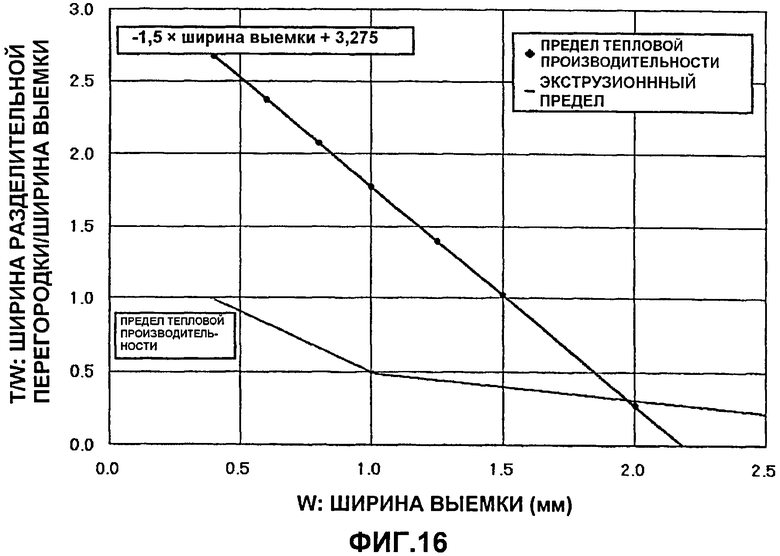
Фиг.16 - График, на котором показано отношение между шириной выемки и шириной разделительной перегородки (шириной теплоизлучающего ребра), деленной на глубину выемки, и производительностью, полученное в примере 5.
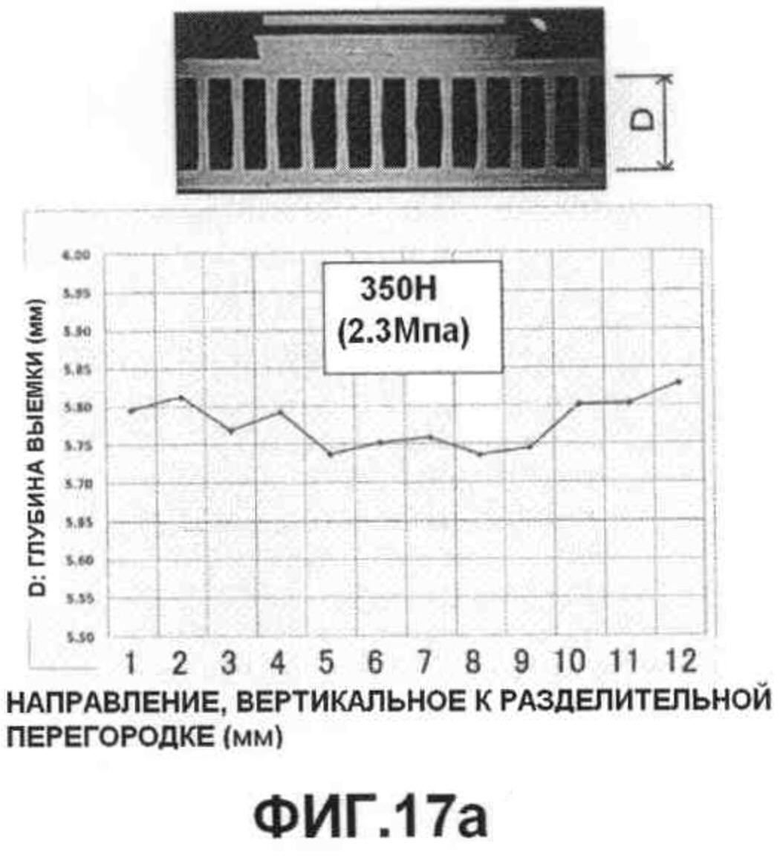
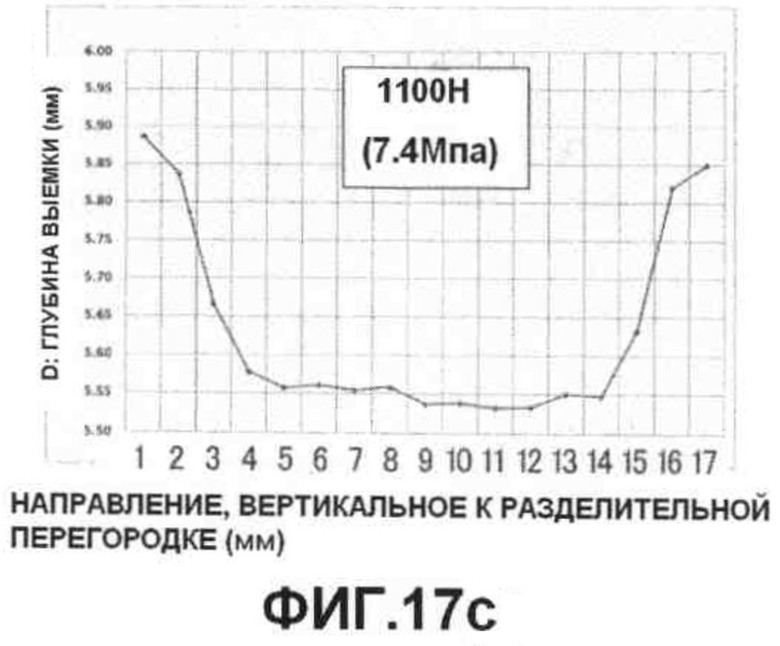
Фиг.17 - График, на котором показано полученное в примере 5 состояние деформации разделительной перегородки и изменение глубины выемки при давлении на поверхность, составляющем (a) 350 Н, (b) 850 Н и (c) 1100 Н.
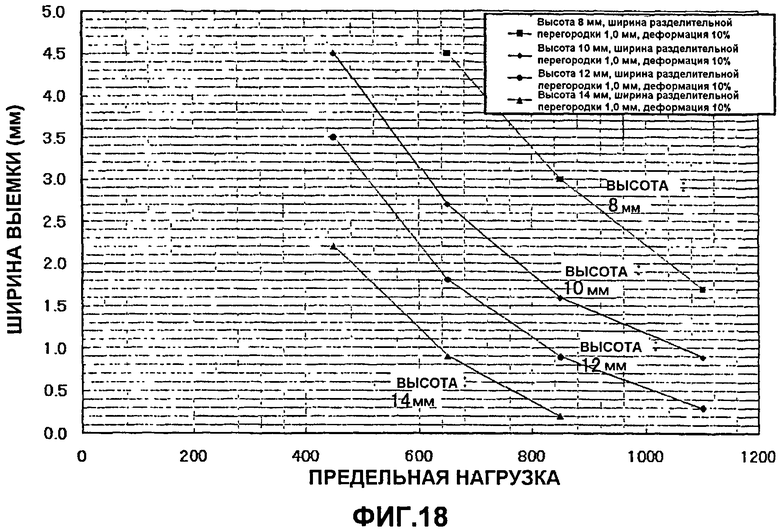
Фиг.18 - График, показывающий отношение между предельной нагрузкой и шириной выемки, полученное в примере 5.
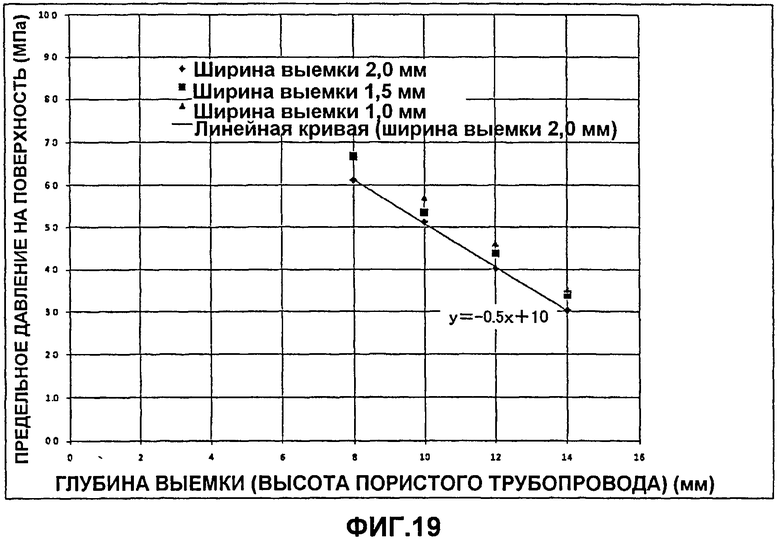
Фиг.19 - График, на котором показано отношение между высотой пористо-трубчатого элемента (глубиной выемки) и предельным давлением на поверхность, полученное в примере 5.
Наилучший вариант осуществления изобретения
В дальнейшем со ссылкой на чертежи будет описан вариант осуществления настоящего изобретения. Следует отметить, что компонентам, имеющим по существу одинаковые функциональные конфигурации в описании и на чертежах, даны одинаковые ссылочные позиции для исключения дублирующегося описания.
Фиг.1 - вид сбоку в разрезе объединенной подложки 1 с жидкостным охлаждением согласно варианту осуществления настоящего изобретения. Как проиллюстрировано на фиг.1, в объединенной подложке 1 с жидкостным охлаждением, металлическая монтажная плата 15, изготовленная из алюминия или сплава алюминия, содержащая по меньшей мере один элемент, выбранный среди Si, Mg, Zn, Bi и Sn, соединена с верхней поверхностью (верхней частью на фиг.1) керамической подложки 10, являющейся, например, подложкой AlN (подложкой нитрида алюминия) или подложкой SiN (подложкой нитрида кремния), при этом металлическая базовая пластина 20, изготовленная из алюминия или сплава алюминия, содержащая по меньшей мере один элемент, выбранный среди Si, Mg, Zn, Bi и Sn, соединена с нижней поверхностью (нижней частью на фиг.1) керамической подложки 10. Дополнительно, радиатор 30, имеющий полую форму полой прямоугольной колонны, состоящий из экструзионного материала, соединен с нижней поверхностью (нижней частью на фиг.1) металлической базовой пластины 20. Экструзионный материал здесь означает элемент, который должен быть интегрально сформован экструзионной обработкой.
Следует отметить, что в этом варианте осуществления, соединение керамической подложки 10 и металлической монтажной платы 15, и соединение керамической подложки 10 и металлической базовой пластины 20 выполняется способом соединения жидким металлом, а соединение металлической базовой пластины 20 и радиатора 30 выполняется способом пайки твердым припоем. Более точно, для соединения металлической базовой пластины 20 и радиатора 30 между ними в промежуточной части 31 находится слой 33 твердого припойного материала. Когда выполняется способ пайки твердым припоем, соединяемый объект должен иметь заданную толщину или более (толщину достаточную для того, чтобы выдержать пайку твердым припоем). В этом случае должна быть обеспечена достаточная толщина (например, 0,5 или более), в частности, верхней поверхности (поверхности соединяемого объекта) радиатора 30.
Дополнительно, как проиллюстрировано на фиг.1, радиатор 30 имеет полое внутреннее пространство, при этом предусмотрены разделительные перегородки 35, разделяющие внутреннее пространство. В радиаторе 30 согласно этому варианту осуществления разделительные перегородки 35 предусмотрены для разделения внутреннего пространства на 14 частей, как проиллюстрировано на чертеже, при этом во внутреннем пространстве радиатора 30 разделительными перегородками 35 образовано множество протоков 38. Радиатор 30, обеспеченный разделительными перегородками 35, производится как одно целое экструзионной обработкой.
Фиг.3 - вид в разрезе объединенной подложки 1 с жидкостным охлаждением согласно модифицированному примеру настоящего изобретения, причем для объединенной подложки 1 с жидкостным охлаждением радиатор 30 имеет отличающуюся конфигурацию (форму поперечного сечения). В этом модифицированном примере внутреннее пространство радиатора 30 разделено разделительными перегородками 35 на 7 протоков, и сконфигурировано таким образом, чтобы охлаждающая жидкость циркулировала по протокам 38 как в описанном выше варианте осуществления. Радиатор 30, обеспеченный разделительными перегородками 35, производится как одно целое экструзионной обработкой.
Дополнительно, фиг.2, фиг.4 являются видами в перспективе объединенной подложки 1 с жидкостным охлаждением и крышечного элемента 40. Причем на данных фигурах стрелками X, Y соответственно показаны: направление, параллельное основной поверхности разделительной перегородки (направление X), и направление, вертикальное к основной поверхности разделительной перегородки (направление Y). Крышечный элемент 40 является элементом, который должен быть прикреплен таким образом, чтобы покрывать боковую часть 30а отверстия на лицевой стороне радиатора 30. Крышечный элемент 40 состоит из крышечной части 41 и проходов 45 (45а, 45b) циркуляции жидкости, предусмотренных в двух местоположениях на боковой поверхности крышечной части 41 (поверхности, соответствующей боковой поверхности 30а при соединении с радиатором 30). Дополнительно, в радиаторе 30, к отверстию, предусмотренному на противоположной стороне от отверстия на лицевой стороне фиг.2 и фиг.4, прикрепляется непроиллюстрированный крышечный элемент, который является подобным, за исключением того, что он не должен иметь проходов циркуляции жидкости. Крышечный элемент 40 фактически прикрепляется к радиатору 20, когда выполняется жидкостное охлаждение из-за порождения тепла полупроводниковым элементом или т.п., прикрепленным к металлической монтажной плате 15 в объединенной подложке 1 с жидкостным охлаждением. Непроиллюстрированный механизм циркуляции охлаждающей жидкости соединяется с проходами 45 (45а, 45b) циркуляции жидкости, и охлаждающая жидкость подается из механизма циркуляции охлаждающей жидкости во внутрь (в протоки 38) радиатора 30 посредством прохода 45а циркуляции жидкости, при этом охлаждающая жидкость выпускается из внутренней части радиатора 30 посредством прохода 45b циркуляции жидкости в механизм циркуляции охлаждающей жидкости. Другими словами, охлаждающая жидкость циркулирует между внутренней частью радиатора 30 и механизмом циркуляции охлаждающей жидкости таким образом, что охлаждающая жидкость течет в протоки 38 за счет действия механизма циркуляции охлаждающей жидкости, а затем снова возвращается к механизму циркуляции охлаждающей жидкости, посредством чего сохраняя постоянную охлаждающую способность радиатора 30. Крышечный элемент 40 и радиатор 30 могут быть припаяны твердым припоем одновременно при припаивании твердым припоем металлической базовой пластины 20 и радиатора 30.
С другой стороны, в объединенной подложке 1 с жидкостным охлаждением согласно этому варианту осуществления отношение между высотой t1 металлической монтажной платы 15 и высотой t2 металлической базовой пластины задается в выражении (1) (см, например, фиг.1, фиг.3).
t2/t1≧2 (1)
В качестве соответствующих значений здесь t1 равно от 0,4 до 3 мм и t2 равно от 0,8 до 6 мм. Причина того, почему отношение между высотой t1 металлической монтажной платы 15 и высотой t2 металлической базовой пластины 20 желательно должно быть таким, как в вышеприведенном выражении (1), состоит в получении достаточной теплоизлучающей производительности нестационарного тепловыделения и в уменьшении изгиба объединенной подложки. Кроме того, причина, почему t1 предпочтительно равна от 0,4 до 3 мм, и t2 желательно равна от 0,8 до 6 мм, состоит в том, чтобы получить достаточную теплоизлучающую производительность нестационарного тепловыделения и уменьшить изгиб объединенной подложки. Следует отметить, что более предпочтительно, чтобы t1 была равна от 0,4 мм до 1,0 мм, а t2 была равна от 0,8 мм до 2 мм.
Дополнительно, материал радиатора 30 предпочтительно является алюминием или сплавом алюминия, содержащим по меньшей мере одни элемент, выбранный среди Si, Mg, Zn, Bi и Sn, имеющий коэффициент теплопроводности 170 Вт/м•К или более.
Дополнительно, шероховатость Ra поверхности металлической монтажной платы 15 предпочтительно равна от около 0,3 до 2,0 мкм для того, чтобы улучшить смачиваемость припоя при установке компонентов. Шероховатость поверхности радиатора 30 должна лишь иметь уровень, полученный обычным экструзионным материалом и листовым материалом. Дополнительно, шероховатость Ra поверхности металлической базовой пластины 20 со стороны, где соединяется радиатор 30, предпочтительно равна от 1,0 до 2,0 мкм для улучшения эффективности пайки твердым припоем. Следует отметить, что когда радиатор 30 и металлическая базовая пластина 20 соединяются вместе способом соединения жидким металлом, для соединения достаточно шероховатости Ra от 0,3 до 2,0 мкм.
В объединенной подложке 1 с жидкостным охлаждением, описанной выше, например, со ссылкой на фиг.1-фиг.4, когда электронный компонент, например, полупроводниковый элемент, прикрепляется к металлической монтажной плате 15 и функционирует, тепло, порожденное от электронного компонента, излучается радиатором 30, в котором, как описано выше, циркулирует охлаждающая жидкость, посредством чего охлаждается объединенная подложка 1 с жидкостным охлаждением. Здесь получена объединенная подложка 1 с жидкостным охлаждением, демонстрирующая достаточную теплоизлучающую производительность, поскольку отношение между высотой t1 металлической монтажной платы 15 и высотой t2 металлической базовой пластины 20 является таким, как в следующем выражении (1),
t2/t1≧2 (1)
а соответствующие значения установлены таким образом, что t1 равна от 0,4 до 3 мм, а t2 равна от 0,8 до 6 мм.
Дополнительно, материалы металлической монтажной платы 15, металлической базовой пластины 20 и радиатора 30 являются алюминием или сплавом алюминия, содержащим по меньшей мере один элемент, выбранный среди Si, Mg, Zn, Bi и Sn, имеющий коэффициент теплопроводности 170 Вт/м•К или более, посредством чего в качестве объединенной подложки получают объединенную подложку 1 с жидкостным охлаждением, для которой обеспечивается удовлетворительная прочность, надежность (сопротивлению тепловым ударам и т.п.). Кроме того, достаточная надежность соединения обеспечивается за счет соединения элементов, используя способ соединения жидким металлом и способ пайки твердым припоем.
Дополнительно, радиатор 30 состоит из экструзионного материала, изготовленного из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м•К или более, посредством чего обеспечивается возможность изготовления объединенной подложки 1 с жидкостным охлаждением, которая имеет хорошую теплоизлучающую производительность, имеет меньшую вероятность изгиба (деформации формы) радиатора по сравнению со случаем, где радиатор 30 подвергается машинной обработке, например, резке для образования формы с ребрами, и которая является превосходной в отношении стоимости материалов и стоимости производства благодаря интегральному формованию за счет экструзионной обработки.
В настоящем изобретении металлическая базовая пластина 20 и радиатор 30 соединяются вместе за счет описанной выше пайки твердым припоем. Пайка твердым припоем выполняется за счет установки твердого припойного материала между металлической базовой пластиной 20 и радиатором 30, прикладывая к нему заданную нагрузку, и за счет подогревания его до заданной температуры для пайки твердым припоем в паяльной печи. В настоящем изобретении
давление на поверхность = (сила, прикладываемая при установке перед нагреванием или пайкой твердым припоем)/(площадь металлической базовой пластины),
при этом давление на поверхность задается следующим выражением (2)
давление на поверхность (Н/мм2)=-1,25×10-3×(момент инерции площади радиатора)+2,0 (2).
Следует отметить, что момент инерции площади радиатора 30 вычисляется из следующего выражения. В случае сечения радиатора, вертикального направлению, параллельному разделительной перегородке,
BH3/12-((ширина выемки)Чколичество выемок ×D3)/12,
и в случае сечения радиатора, вертикального направлению, вертикальному к разделительной перегородке,
BH 3 /12-(B×D 3 )/12,
где B: ширина связанной части радиатора и металлической базовой пластины; H: высота радиатора; D: глубина выемки пористо-трубчатого элемента радиатора (высота разделительной перегородки); T: ширина разделительной перегородки. За счет задания давления на поверхность при пайке твердым припоем согласно выражению (2) или больше в отношении жесткости металлической базовой пластины 20, может быть получена объединенная подложка с уменьшенной величиной изгиба.
Дополнительно, размер D глубины (мм) каждой выемки (протока 38 для охлаждающей жидкости) радиатора 30 в отношении размера W ширины (мм) каждой выемки, попадающий в диапазон
3,3W<D<10W
балансирует предпочтительную термическую производительность и экструзионную производительность. Дополнительно, ширина W (мм) и ширина Т (мм) разделительной перегородки, удовлетворяющие условию
-W+1,4<T/W<-1,5W+3,3 (когда 0,4≦W≦1,0)
-0,2W+0,7<T/W<-1,5W+3,3 (когда 1,0<W<2,0)
могут сбалансировать предпочтительную термическую производительность и экструзионную производительность.
Кроме того, давление на поверхность разделительной перегородки =(сила, приложенная к радиатору 30 при пайке твердым припоем)/(площадь разделительной перегородки радиатора 30),
при этом давление на поверхность разделительной перегородки устанавливается равным или меньшим, чем -0,5×D (глубина выемки)+10 (МПа), посредством чего прогиб разделительной перегородки радиатора может быть уменьшен. При этом площадь разделительной перегородки означает площадь сечения разделительной перегородки, когда разделительная перегородка 35 режется вдоль плоскости, параллельной верхней пластине.
Выше был описан пример варианта осуществления настоящего изобретения, однако настоящее изобретение не ограничено проиллюстрированным вариантом осуществления. Должно быть понятно, что различные изменения и модификации, абсолютно очевидные специалистам в данной области техники, находятся в объеме и идеи согласно формуле изобретения, и они также должны охватываться техническим объемом настоящего изобретения.
Например, конфигурация (форма сечения) радиатора 30 в вышеприведенном варианте осуществления осуществлена таким образом, что верхняя поверхность радиатора 30 разделена на 14 или 7 частей разделительными перегородками в описанном выше варианте осуществления, однако способ разделения и количество протоков 38, которые должны быть образованы, могут быть заданы произвольно и предпочтительно определены таким образом, что обеспечить предпочтительную теплоизлучающую производительность (эффективность охлаждения) радиатора 30.
Примеры
Пример 1
Были изготовлены объединенные подложки с жидкостным охлаждением согласно настоящему изобретению, и продукты были оценены.
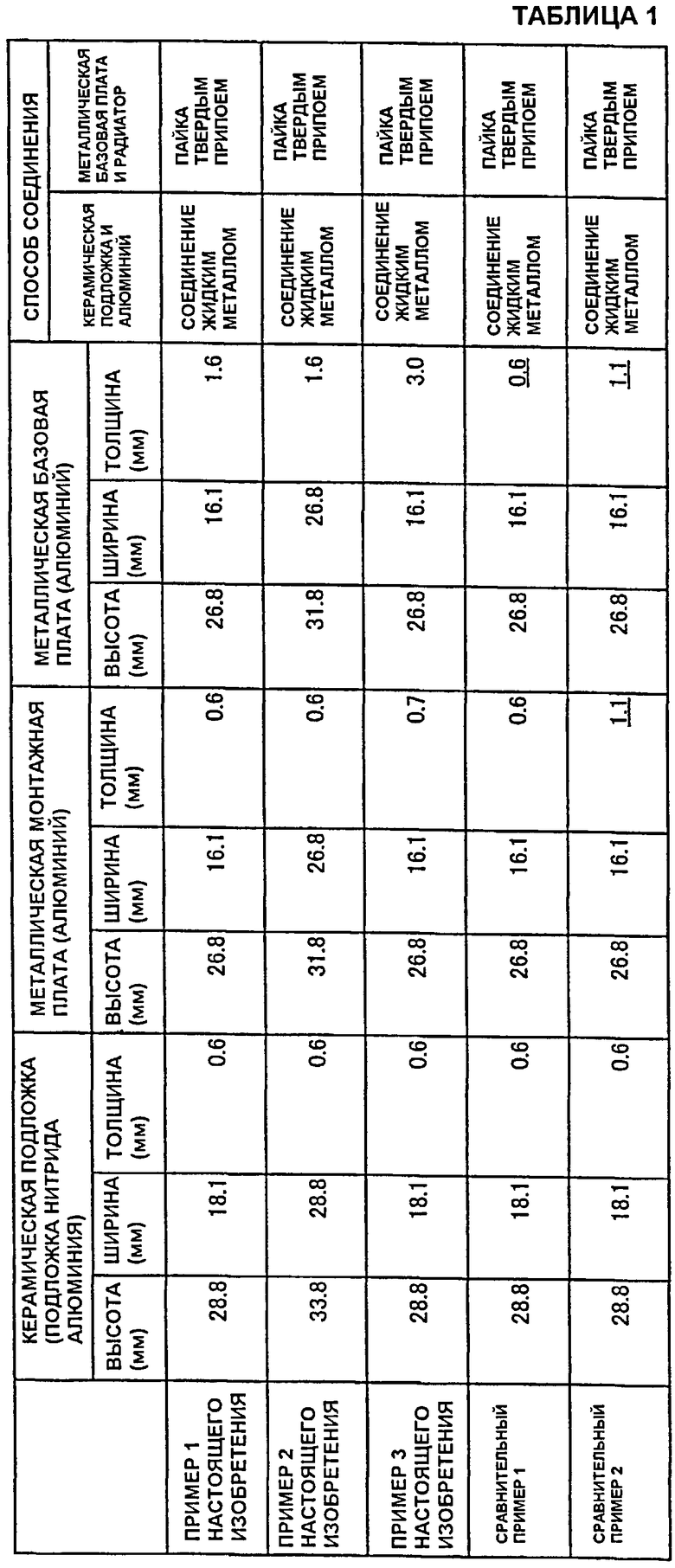
Сначала в качестве керамической подложки 10 была изготовлена подложка AlN, и к ее одной поверхности была присоединена металлическая монтажная плата 15, при этом металлическая базовая пластина 20 была присоединена к ее другой поверхности соединением жидким металлом для получения металлокерамической связанной подложки (подложки "Alumic" (зарегистрированный товарный знак)). Размеры керамической подложки 10, металлической монтажной платы 15 и металлической базовой пластины 20 являются такими, как представлено в таблице 1, при этом были изготовлены образцы примеров 1, 2, 3 настоящего изобретения на основе настоящего изобретения и сравнительные примеры 1,2. Материалы металлической монтажной платы и металлической базовой пластины имели 0,4% по массе Si-0,04% по массе В - балансовое количество Al. Металлическая монтажная плата 15 и металлическая базовая пластина 20 были соединены соответственно со средней частью керамической подложки 10. Следует отметить, что в сравнительных примерах 1, 2 подчеркнуты значения, находящиеся за пределами диапазона настоящего изобретения.
Таблица 1
Затем пористо-трубчатый элемент, состоящий из алюминиевого экструзионного материала, был подготовлен в качестве радиатора 30, при этом четыре металлокерамических связанных подложки, представленные в таблице 1, были соединены с каждым радиатором посредством твердого припойного материала для изготовления объединенной подложки с жидкостным охлаждением. Внешние размеры радиатора 30 были равны 122 мм Ч90 мм Ч8 мм, толщина каждой верхней платы и нижней пластины была 1 мм, а проток 38 обладал такой структурой, что высота (высота разделительной перегородки) составляла 6 мм, ширина - 1,5 мм, и ширина ребра (ширина разделительной перегородки) - 0,7 мм. Четыре металлокерамических связанных подложки были соединены со средним участком в местоположении, в котором верхняя поверхность (верхняя плата) радиатора 30 была разделена на четверти. Кроме того, была выполнена пайка твердым припоем металлической базовой пластины 20 и радиатора 30, удерживая 600°С×10 минут в вакууме, используя твердый припойный материал из A4045.
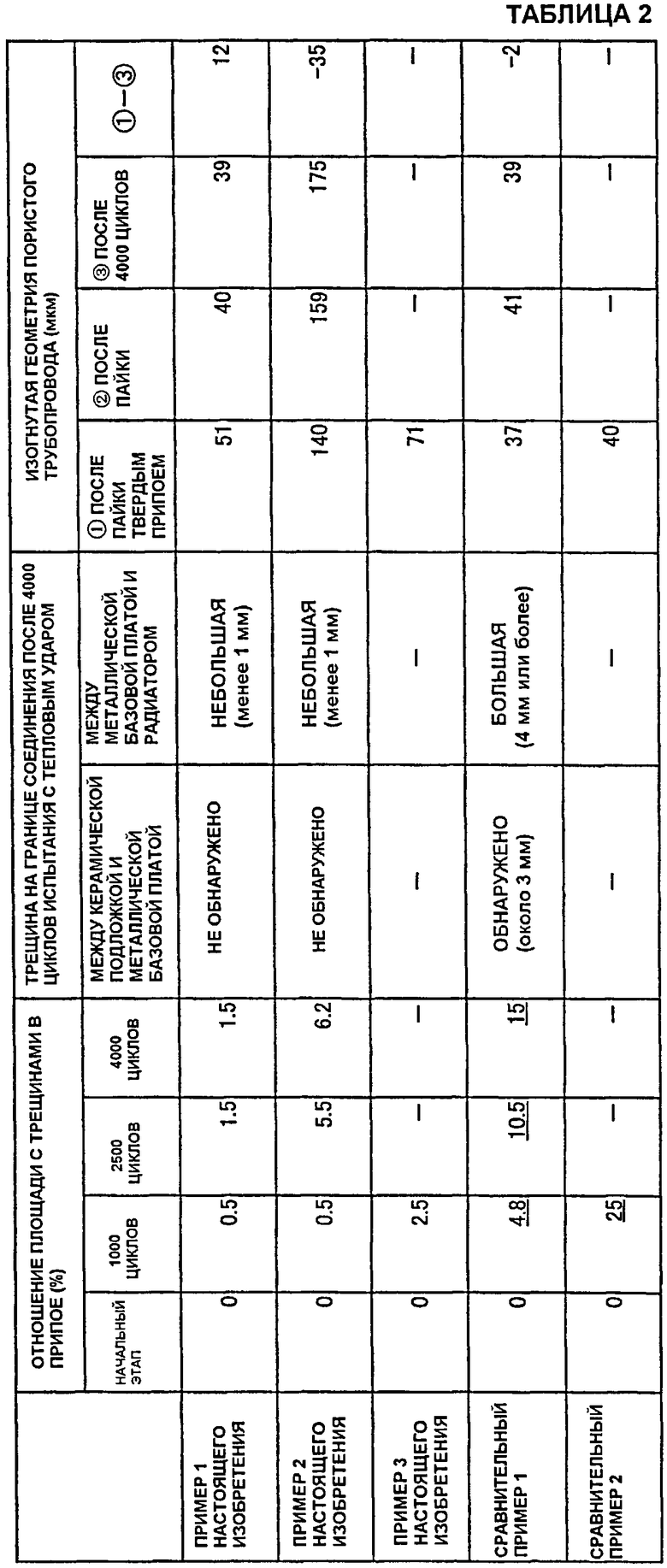
Была выполнена оценка объединенной подложки с жидкостным охлаждением на наличие трещин в припое и на границах соединений, осуществлено испытание тепловым ударом и выявлена формы изгиба верхней поверхности радиатора.
Трещины в припое и на границах соединений были исследованы ультразвуковым дефектоскопом. Следует отметить, что образец трещины припоя был оценен полупроводниковой интегральной схемой, соединенной с монтажной платой объединенной подложки с жидкостным охлаждением посредством эвтектического припоя. Испытание с тепловым ударом было выполнено с использованием тестера теплового удара жидкостного бака за счет повторения процесса удерживания -40°С в течение 2 минут и затем удерживания 110°С в течение 2 минут в качестве одного цикла. Трещина припоя была оценена за счет получения относительного расширения трещины припоя ультразвуковым дефектоскопом на начальном этапе, после 1000 циклов, после 2500 циклов и после 4000 циклов. Для припоя на границе соединения ультразвуковым дефектоскопом была оценена длина для крайнего положения трещины, проходящей в направлении границы соединения от поверхности кромки металлокерамической связанной подложки после 4000 циклов теплового удара. Следует отметить, что длина трещины также была подтверждена за счет контроля поперечного сечения образца. Изогнутая геометрия (величина изгиба) пористо-трубчатого элемента рассматривалась как разница в высоте между средним участком и концевым участком пористо-трубчатого элемента, и измерялась, используя трехмерное устройство измерения изгиба после соединения, после пайки, и после 4000 циклов теплового удара, а также была получена разница в изгибе между моментами после пайки твердым припоем и после 4000 циклов. В таблице 2 был представлен результат оценки образца, в котором среди четырех металлокерамических связанных подложек, соединенных с радиаторами, трещина получила наибольшее распространение. Следует отметить, что в результатах сравнительных примеров 1, 2, подчеркнуты величины в случае, если характеристики уступают характеристикам примеров 1, 2, 3 настоящего изобретения, полученных согласно настоящему изобретению.
Таблица 2
Сравнительные примеры в случаях, если отношение t1/t2 между высотой t1 металлической монтажной платы и высотой t2 металлической базовой пластины было меньше диапазона настоящего изобретения, были восприимчивы к тепловому удару и имели много трещин.
Пример 2
Основное испытание по изготовлению объединенной подложки с жидкостным охлаждением за счет пайки твердым припоем было осуществлено с использованием теплоизлучающей подложки "Alumic" (зарегистрированный товарный знак), причем сплав алюминия был жидким металлом, соединенным (непосредственно соединенным) с обеими поверхностями AlN-подложки.
Сначала были подготовлены три типа радиаторов, состоящих из листового материала 40 мм длины ×40 мм ширины ×4 мм толщины, листового материала 40 мм длины ×40 мм ширины ×6 мм толщины и листового материала 40 мм длины ×40 мм ширины ×8 мм толщины, каждый из которых являлся материалом с номером сплава A1100 (чистый алюминий), и радиатор, состоящий из пористо-трубчатого элемента (материал: изготовлен из алюминиевого сплава с номером алюминия A6063) 40 мм длины ×40 мм ширины ×8,08 мм толщины, проиллюстрированный на фиг.5. В радиаторе, состоящем из пористо-трубчатого элемента, было размещено последовательно бок о бок множество протоков для охладителя, как проиллюстрировано на фиг.5, при этом ширина W выемки, являющейся протоком для охладителя (ширина канала), составляла 1,515 мм, глубина D выемки (высота канала) составляла 6,06 мм, ширина разделительной перегородки (толщина ребра, толщина теплоизлучающего ребра) составляла 0,707 мм, и толщина каждой из верхней пластины (пластины верхней части) и нижней пластины (пластины нижней части) составляла 1,01 мм.
Дополнительно, в качестве небольшой теплоизлучающей подложки была подготовлена металлическая монтажная плата, изготовленная из сплава алюминия с размерами 15,7 мм длины ×26,4 мм ширины ×0,6 мм толщины (t1), керамическая подложка с размерами 18,1 мм длины ×28,8 мм ширины ×0,64 мм толщины и металлическая базовая пластина 20, изготовленная из сплава алюминия с размерами 15,7 мм длины ×26,4 мм ширины ×1,6 мм толщины (t2). Дополнительно, была подготовлена небольшая теплоизлучающая подложка, имеющая ту же самую конфигурацию, за исключением того, что толщина (t2) металлической базовой пластины 20 составляла 0,6 мм. Материалы металлической монтажной платы и металлической базовой пластины имели 0,4% по массе Si-0,04% по массе В - балансовое количество Al. Следует отметить, что как металлическая монтажная плата, так и металлическая базовая пластина небольшой теплоизлучающей подложки были прямоугольным параллелепипедом (в форме пластины) и были размещены и соединены в средней части керамической подложки.
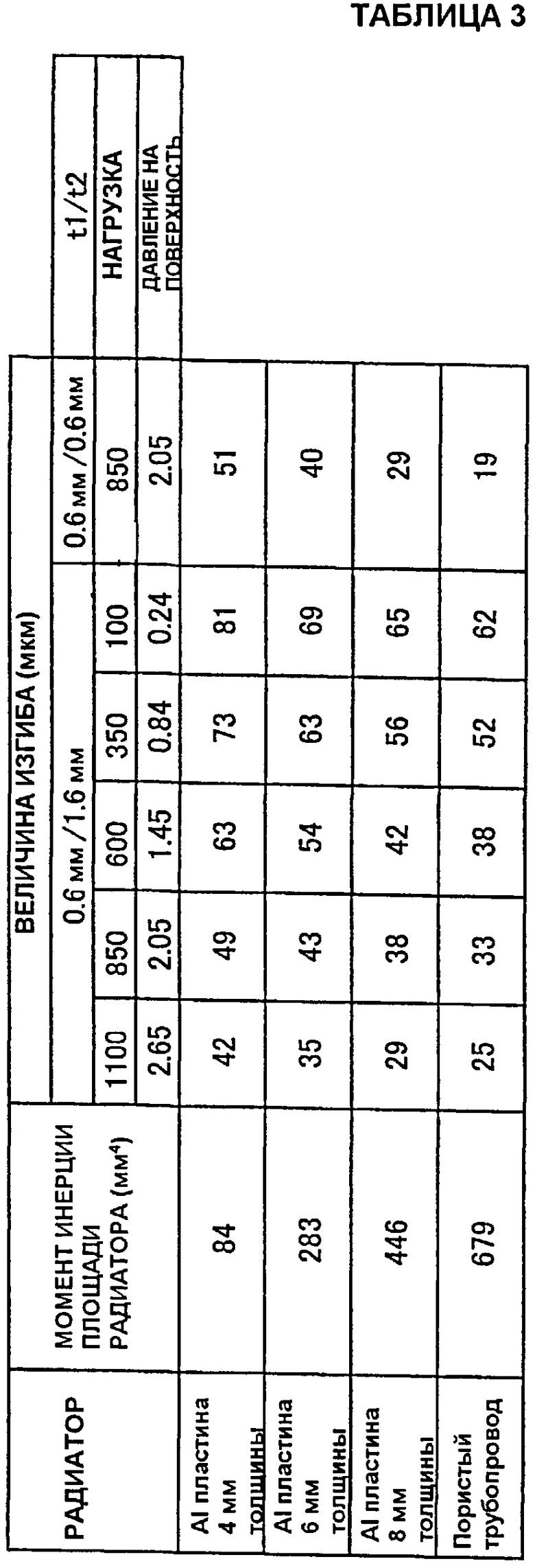
Как показано на фиг.6, твердый припойный материал (в составе: 10% по массе Si-1% по массе Mg - балансовое количество Al, 15 мкм толщиной), имеющий тот же самый размер (длину и ширину) как алюминиевая часть металлической базовой пластины небольшой теплоизлучающей подложки, был установлен на радиатор 30, теплоизлучающая подложка 10 была размещена на твердом припойном материале, и тарельчатая пружина 50 "Inconel" (зарегистрированный товарный знак) была размещена на ней посредством фиксатора 51 и закреплена с помощью винтов 52 таким образом, что к ней была приложена заданная сила (давление на поверхность). Далее все это было помещено в паяльную печь в атмосфере азота, и затем осуществлено повышение температуры при 50°С/мин до 500°С, и при 10°С/мин до 605°С, и температура 605°С, являющаяся температурой пайки твердым припоем, поддерживалась 10 минут, затем осуществлено охлаждение при 15°С/мин вниз до 250°С. После пайки твердым припоем, выполненной таким образом, была измерена величина изгиба (в продольном направлении 26,4 мм) поверхности металлической монтажной платы теплоизлучающей подложки. Результаты представлены в таблице 1. Следует отметить, что в качестве величины изгиба трехмерным тестером шероховатости поверхности была измерена разница по высоте между концевым участком и средним участком металлической монтажной платы.
Таблица 3
Как видно из таблицы 3, когда давление на поверхность увеличивается, и когда момент инерции площади радиатора (алюминиевого материала) увеличивается, величина изгиба поверхности теплоизлучающей подложки уменьшается. Дополнительно, как проиллюстрировано на фиг.7, было выяснено, что существовала хорошая корреляция между величиной изгиба и моментом инерции площади радиатора (алюминиевого материала). Поскольку разницы для величины изгиба не существовало, даже когда толщина металлической базовой пластины теплоизлучающей подложки менялась, можно было предположить, что толщина металлической базовой пластины теплоизлучающей подложки не воздействовала на изгиб. Однако принимая во внимание теплоизлучающую производительность в качестве характеристик нестационарного тепловыделения и надежности, предпочтительно, чтобы толщина металлической базовой пластины была большей. Когда изгиб является большим, при соединении полупроводниковой интегральной схемы с металлической монтажной платой за счет пайки, происходит отказ. Следовательно, целевая величина изгиба составляет 60 мкм или менее и, предпочтительно, 50 мкм или менее. Было выяснено, что существуют диапазоны давления на поверхность и момента инерции площади для предоставления величины изгиба в 60 мкм или менее или 50 мкм или менее, как проиллюстрировано на фиг.8. Более точно, давление на поверхность
(Н/мм 2 )=-1,25×10 -3 ×(момент инерции площади радиатора)+2,0 (2).
Когда целевая величина изгиба равна 50 мкм, цель может быть достигнута при выполнении условий выражения (2).
Пример 3
Радиатор состоял из пористо-трубчатого элемента, в котором было последовательно бок о бок размещено множество протоков для охладителя, как проиллюстрировано на фиг.5, при этом ширина W выемки (ширина канала), являющейся протоком для охладителя, составляла 1,515, глубина D выемки (высота канала) составляла 6,06 мм, ширина разделительной перегородки (толщина ребра, толщина теплоизлучающего ребра) Т составляла 0,707 мм, и толщина каждой из верхней пластины и нижней пластины составляла 1,01 мм, причем пористо-трубчатый элемент был нарезан с размерами 100 мм (в экструзионном направлении) ×135 мм, при этом к его сторонам в качестве крышечного материала были припаяны твердым припоем трубы с Ш 18 мм (внутренним диаметром 16 мм). При помощи непроиллюстрированного механизма охлаждения с циркулирующим решением охладитель подавался к одной из труб, проходил через пористо-трубчатый элемент и выводился из другой трубы. Дополнительно, на поверхность пористо-трубчатого элемента были припаяны твердым припоем четыре небольших теплоизлучающих подложки (металлическая монтажная плата, изготовленная из сплава алюминия 15,7 мм ×26,4 мм ×0,6 мм, металлическая базовая пластина из сплава алюминия 15,7 мм ×26,4 мм ×0,6 мм, керамика (AlN-подложка) 18,1 мм ×28,8 мм ×0,64 мм). Материалы металлической монтажной платы 15 и металлической базовой пластины 20 имели 0,4% по массе Si-0,04% по массе В - балансовое количество Al. Нагрузка в этом случае составляла 3500 Н, а именно давление на поверхность было равным 2,1 Н/мм2. Условия пайки твердым припоем были такими же, как в примере 2, но был применен флюс для пайки твердым припоем пористо-трубчатого элемента и труб. Пористо-трубчатый элемент и небольшие теплоизлучающие подложки, и пористо-трубчатый элемент и трубы были соединены одновременно. Экспериментально был осуществлен способ, которым небольшие теплоизлучающие подложки (5-1, 5-2, 5-3, 5-4) были спаяны твердым припоем таким образом, что их продольное направление проходило вдоль направления, параллельного разделительной перегородке пористо-трубчатого элемента (направления протоков охладителя), как проиллюстрировано на фиг.9(а) (называемый параллельным способом), и способ, в котором небольшие теплоизлучающие подложки (6-1, 6-2, 6-3, 6-4) были спаяны твердым припоем таким образом, что их продольное направление проходило вдоль направления, вертикального разделительной перегородке пористо-трубчатого элемента (направления под прямым углом к протокам охладителя), как проиллюстрировано на фиг.9(b) (называемый вертикальным способом). На данных фигурах стрелками обозначено направление измерения изгиба: направление X, направление Y, и ортогональное направление P. Причем, направление X является направлением, параллельным пути потока охладителя (направление, параллельным разделительной перегородке). Результаты измерений величин изгиба поверхностей металлических монтажных плат представлены на фиг.10. Величина изгиба была измерена трехмерным тестером шероховатости поверхности как разница в высоте между концевым участком и средним участком металлической монтажной платы для каждого случая поверхности металлической монтажной платы в направлении X (направлении параллельном разделительной перегородке), поверхности металлической монтажной платы в направлении Y (направлении вертикальном разделительной перегородке), поверхности металлической монтажной платы в непрямом направлении (диагональном направлении металлической монтажной платы).
Как явно видно на фиг.10, за счет установки давления на поверхность на основе выражения (2), полученного в примере 2, целевая величина изгиба 50 мкм или менее могла быть достигнута даже, когда было приварено твердым припоем четыре небольших теплоизлучающих подложки.
Кроме того, поскольку момент инерции площади изменяется в зависимости от направления разделительной перегородки, также изменяется величина изгиба, как проиллюстрировано на фиг.10. Результаты, полученные за счет вычисления момента инерции площади в направлении X и в направлении Y и за счет вычисления величины изгиба на единицу длины, представлены в на фиг.11. Было выяснено, как представлено на фиг.11, что даже когда момент инерции площади изменялся из-за отличающегося направления разделительной перегородки, величина изгиба располагалась вдоль одной линии, и что момент инерции площади был логичным фактором, воздействующим на величину изгиба.
Пример 4
Затем были подготовлены два типа радиаторов: состоящий из листового материала 40 мм длины ×40 мм ширины ×4 мм толщины и листового материала 40 мм длины ×40 мм ширины ×8 мм толщины, каждый из которых являлся материалом A1100; и радиатор, состоящий из пористо-трубчатого элемента (материал: изготовлен из алюминиевого сплава A6063) 40 мм длины ×40 мм ширины ×8,08 мм, проиллюстрированный на фиг.5. В радиаторе, состоящем из пористо-трубчатого элемента, было размещено последовательно бок о бок множество протоков для охладителя, как проиллюстрировано на фиг.5, при этом ширина W выемки, являющейся протоком для охладителя (ширина канала) составляла 1,515 мм, глубина D выемки (высота канала) составляла 6,06 мм, ширина разделительной перегородки (толщина теплоизлучающего ребра, толщина ребра) составляла 0,707 мм, и толщина каждой из верхней пластины и нижней пластины составляла 1,01 мм.
Дополнительно, в качестве теплоизлучающей подложки (Alumic) была подготовлена большая теплоизлучающая подложка, состоящая из металлической монтажной платы, изготовленной из сплава алюминия с размерами 27,4 мм длины ×32,4 мм ширины ×0,6 мм толщины (t1), керамическая подложка с размерами 28,8 мм длины ×38,8 мм ширины ×0,64 мм толщины и металлическая базовая пластина 20, изготовленная из сплава алюминия с размерами 27,4 мм длины ×32,4 мм ширины ×1,6 мм толщины (t2). Материалы металлической монтажной платы 15 и металлической базовой пластины 20 имели 0,4% по массе Si-0,04% по массе В - балансовое количество Al.
Как показано на фиг.6, твердый припойный материал (в составе: 10% по массе Si-1% по массе Mg - балансовый Al, 15 мкм толщиной), имеющий тот же самый размер (длину и ширину) как алюминиевая часть металлической базовой пластины теплоизлучающей подложки, был установлен на радиатор, и теплоизлучающая подложка была размещена на твердом припойном материале и припаяна. Условия пайки твердым припоем были такими же, как в примере 2, за исключением давления на поверхность. Величина изгиба (в направлении 32,4 мм) поверхности металлической монтажной платы большой теплоизлучающей подложки, полученная в этом случае, была измерена как в примере 2. Следует отметить, что испытание выполнялось под нагрузкой при пайке твердым припоем, установленной в два значения 1150 Н (давление на поверхность 1,31 Н/мм2) и 1600 Н (давление на поверхность 1,82 Н/мм2).
Было выяснено, что даже в случае большой теплоизлучающей подложки, между моментом инерции площади и величиной изгиба была представлена превосходная корреляция, как проиллюстрировано на фиг.12. Дополнительно, на фиг.13 представлены отношения между давлением на поверхность и величиной изгиба, когда небольшая теплоизлучающая подложка и большая теплоизлучающая подложка были припаяны твердым припоем к радиатору, состоящему из алюминиевой пластины толщиной 4мм, и радиатору, состоящему из пористо-трубчатого элемента. Поскольку размеры теплоизлучающих подложек были разными, значение, полученное делением величины изгиба на размер теплоизлучающей подложки, было использовано в качестве величины изгиба. Как явно видно из фиг.13, в случае радиатора, состоящего из пористо-трубчатого элемента, это значение изгиба (значение изгиба/размер теплоизлучающей подложки) представляло хорошую корреляцию в отношении давления на поверхность и не находилось под воздействием размера теплоизлучающей подложки. Тот же результат был также получен для радиатора, состоящего из алюминиевой пластины толщиной 4 мм. Из вышеприведенных результатов было выяснено, что выражение (2) было применимо, даже если размер теплоизлучающей подложки был другим.
Результат, полученный за счет объединения результата большой теплоизлучающей подложки с результатом согласно фиг.8 небольшой теплоизлучающей подложки, представлен на фиг.14. Следует отметить, что величина изгиба большой теплоизлучающей подложки была скорректирована к величине изгиба небольшой теплоизлучающей подложки. Более точно, было оценено значение, полученное за счет деления величины изгиба большой теплоизлучающей подложки на 1,18 (32,4/27,4). Как проиллюстрировано на фиг.14, результат большой теплоизлучающей подложки по существу совпадал с результатом небольшой теплоизлучающей подложки. Одним словом, было выяснено, что выражение (2) было применимо, даже когда размер теплоизлучающей подложки изменялся.
Из вышеприведенного результата было выяснено, что необходимо удовлетворять требованиям выражения (2) для того, чтобы вынудить величину изгиба большой теплоизлучающей подложки быть равной 50 мкм или менее.
Пример 5
Был выполнен термоанализ для радиатора с размером, установленным в 50 мм ×70 мм, при этом ширина W выемки, глубина D выемки и ширина T разделительной перегородки (см. фиг.5) пористо-трубчатого элемента, использованного в качестве радиатора, изменялись для получения предпочтительных отношений между шириной W выемки и глубиной D выемки, а также шириной W выемки и отношением ширины T разделительной перегородки/ширины W выемки. Кроме того, был получен экструзионный предел для изготовления пористо-трубчатого элемента.
Отношение между шириной W выемки и глубиной D выемки представлено на фиг.15. Как проиллюстрировано на фиг.15,
D=3,3 W
является нижним пределом, для которого тепловая производительность является предпочтительной, но ниже этого значения (когда D является меньшей чем 3,3W) тепловая производительность уменьшается. Кроме того,
D=10 W
является верхним пределом, который является пределом экструзионной обработки, и выше этого значения, а именно, когда D является большим, чем 10 W, экструзия не возможна. Дополнительно, отношение между шириной W выемки и отношением ширины разделительной перегородки T/ширины W выемки представлено на фиг.16. Как представлено на фиг.16, нижний предел, выраженный
-W+1,4=T/W (когда 0,4≦W≦1,0)
-0,2W+0,7=T/W (когда 1,0<W<2,0)
является пределом экструзионной обработки, а верхний предел, выраженный
T/W=-1,5W+3,275
является пределом, в котором тепловая производительность является предпочтительной, а выше этого значения тепловая производительность уменьшается. Было выяснено, что ограничения на размеры ширины W выемки, глубины D выемки и ширины T разделительной перегородки относительно тепловой производительности и экструзионного предела были такими, как проиллюстрировано на фиг.15 и фиг.16. Следует отметить, что нижний предел, в котором тепловая производительность является предпочтительной, устанавливался, принимая во внимание теплоизлучающую производительность, когда на металлическую монтажную плату устанавливается силовая полупроводниковая интегральная схема, например, БТИЗ.
В случае пористо-трубчатого элемента, проиллюстрированного на фиг.5, нагрузка, приложенная к теплоизлучающей подложке, прикладывалась на разделительную перегородку (ребро, теплоизлучающее ребро). Радиаторы, состоявшие из теплоизлучающих подложек, состоявших из металлической монтажной платы и металлической базовой пластины, каждая из которых изготовлена из сплава алюминия с размерами 15,7 мм длины ×26,4 мм ширины и керамической подложки с размерами 18,1 мм длины ×28,8 мм ширины ×0,64 мм толщины, с толщиной t1 металлической монтажной платы 15 и с толщиной t2 металлической базовой пластины 20, изготовленной из сплава алюминия, равными соответственно 0,6 мм (t1) и 1,6 мм (t2), и пористо-трубчатый элемент с размерами, проиллюстрированными на фиг.5 (40 мм ×40 мм ×8,08 мм, из материала, являющегося сплавом A6063) были спаяны твердым припоем как в примере 2 с тремя типами нагрузок 350 Н (давление на поверхность разделительной перегородки 2,3 МПа), 850 Н (давление на поверхность разделительной перегородки 5,7 МПа) и 1100 Н (давление на поверхность разделительной перегородки 7,4 МПа). Материалы металлической монтажной платы 15 и металлической базовой пластины 20 имели 0,4% по массе Si-0,04% по массе В - балансовое количество Al.
Глубина выемки и состояние деформации разделительной перегородки после пайки твердым припоем (около местоположения пайки твердым припоем) представлены на фиг.17. При давлении на поверхность 7,4 МПа, разделительная перегородка была значительно деформирована (согнута), и глубина выемки уменьшилась на 0,3 мм. При давлении на поверхность 5,7 МПа, деформация разделительной перегородки стала меньшей, и глубина выемки уменьшилась на 0,15 мм. При давлении на поверхность 2,3 МПа, деформация разделительной перегородки стала чрезвычайно небольшой, и глубина выемки не изменилась. В состоянии давления на поверхность 7,4 МПа, поток охлаждающей воды становился неустойчивым, и тепловая производительность незначительно уменьшалась, но находилась в пределах допустимого диапазона. Предельное давление на поверхность изменяется в зависимости от общей высоты. Когда высота D' разделительной перегородки изменялась на 10% от высоты D (высоты разделительной перегородки, глубины выемки) перед соединением, тепловая производительность уменьшалась до такого уровня, что воздействовала на охлаждение, когда полупроводниковая интегральная схема устанавливалась на металлическую монтажную плату, и, следовательно, рассматривая этот уровень как указатель, была определена ширина выемки, при которой величина деформации разделительной перегородки была 10% или менее. Результат представлен на фиг.18. Ширина разделительной перегородки в этот момент становилась константой 1,0 мм. Поскольку количество разделительных перегородок увеличивается, когда ширина выемки уменьшается, нагрузка, с которой разделительная перегородка деформируется на 10% (предельная нагрузка), нарастает при уменьшении ширины выемки, как это ясно видно из фиг.18. Более того, когда высота пористо-трубчатого элемента увеличивается, предельная нагрузка уменьшается.
Предельная нагрузка для каждой ширины выемки была получена из результатов согласно фиг.18, и значение, полученное делением нагрузки на площадь разделительной перегородки, было установлено в качестве предельного давления на поверхность (МПа). Как проиллюстрировано на фиг.19, предельное давление на поверхность находится в хорошей корреляции в отношении общей высоты пористо-трубчатого элемента. Кроме того, поскольку предельное давление на поверхность уменьшалось, когда ширина выемки увеличивалась, предельное давление на поверхность было определено при небольшой ширине выемки 1,0 мм.
Предельное давление на поверхность без уменьшения тепловой производительности вычисляется
-0,5×D (глубина выемки, высота разделительной перегородки)+10,
и за счет задания давления на поверхность, меньшего, чем вычисленное значение, может быть получено охлаждающее устройство без деформации разделительной перегородки. При прикладывании давления на поверхность, равного или большего, чем вычисленное значение, дополнительно увеличивается сгибание разделительной перегородки, что усиливает изменение ширины W1 выемки, и, следовательно, давление на поверхность разделительной перегородки устанавливалось, чтобы быть равным или меньшим, чем -0,5×D (глубина выемки, высота разделительной перегородки)+10 (МПа). С другой стороны, в случае большой теплоизлучающей подложки, при нагрузке 1100 Н (давлении на поверхность 4,1 МПа), деформации разделительной перегородки не существовало. Следует отметить, что сгибание разделительной перегородки может быть рассмотрено для обеспечения эффекта уменьшения величины изгиба металлической монтажной платы, и, следовательно, может быть положительно использовано, поскольку величина деформации, находящаяся в пределах 10%, не обеспечивает уменьшение тепловой производительности, как описано выше.
Промышленная применимость
Настоящее изобретение применяется в металлокерамической связанной подложке, и более точно - в объединенной подложке с жидкостным охлаждением, в которой металлическая монтажная плата и металлическая базовая пластина, каждая из которых изготовлена из алюминия или сплава алюминия, соединены соответственно с обеими поверхностями керамической подложки, при этом радиатор соединен с поверхностью металлической базовой пластины, с которой не соединена керамическая подложка, и способу ее изготовления.


Изобретение относится к металлокерамической связанной подложке и, в частности, к объединенной подложке с жидкостным охлаждением, и к способу ее изготовления. Технический результат - уменьшение затрат на материалы и изготовление, и уменьшение изгиба (деформации формы), повышение прочности и теплоизлучающей производительности. Достигается тем, что объединенная подложка 1 с жидкостным охлаждением, в которой металлическая монтажная плата 15, изготовленная из алюминия или сплава алюминия, соединена с одной поверхностью керамической подложки 10, одна поверхность пластинчатой металлической базовой пластины 20, изготовленной из алюминия или сплава алюминия, соединена с другой поверхностью керамической подложки 10, и радиатор 30 жидкостного типа охлаждения, состоящий из экструзионного материала, соединен с другой поверхностью металлической базовой пластины 20, в которой отношение между толщиной t1 металлической монтажной платы 15 и толщиной t2 металлической базовой пластины 20 удовлетворяет t2/t1≥2, где толщина t1 металлической монтажной платы 15 составляет от 0,4 до 3 мм, а толщина t2 металлической базовой пластины 20 составляет от 0,8 до 6 мм. 3 н. и 16 з.п. ф-лы, 21 ил., 3 табл., 5 пр.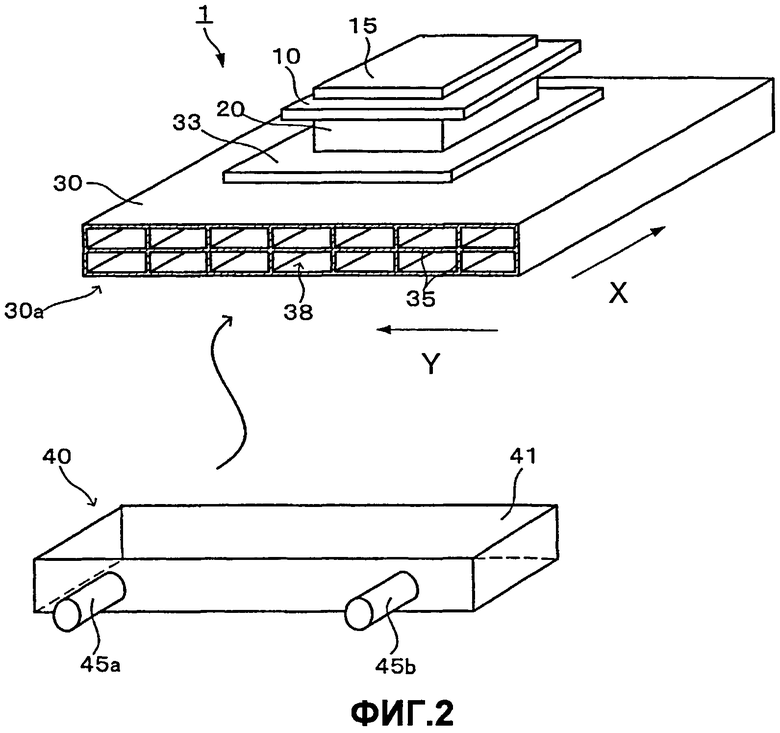
1. Объединенная подложка с жидкостным охлаждением, в которой металлическая монтажная плата, изготовленная из алюминия или сплава алюминия, соединена с одной поверхностью керамической подложки, одна поверхность пластинчатой металлической базовой пластины, изготовленной из алюминия или сплава алюминия, соединена с другой поверхностью керамической подложки, и радиатор жидкостного типа охлаждения, состоящий из пористо-трубчатого элемента из экструзионного материала, соединен с другой поверхностью металлической базовой пластины, при этом отношение между толщиной t1 металлической монтажной платы и толщиной t2 металлической базовой пластины удовлетворяет следующему выражению (1)
t2/t1 ≥ 2,
где толщина t1 металлической монтажной платы составляет от 0,4 до 3 мм, а толщина t2 металлической базовой пластины составляет от 0,8 до 6 мм, и при этом отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и глубиной D (мм) выемки удовлетворяет 3,3W<D<10W.
2. Объединенная подложка с жидкостным охлаждением по п. 1, в которой отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и шириной Т (мм) разделительной перегородки удовлетворяет
-W+1,4 <T/W < -1,5W+3,3 (когда 0,4 ≤W≤ 1,0), и
-0,2W + 0,7 < T/W < -1,5W + 3,3 (когда 1,0 <W< 2,0).
3. Объединенная подложка с жидкостным охлаждением по п. 1, в которой ширина W выемки равна 0,4 мм или более.
4. Объединенная подложка с жидкостным охлаждением по п. 1, в которой радиатор изготовлен из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 17 0 Вт/м·К или более.
5. Объединенная подложка с жидкостным охлаждением по п. 1, в которой металлическая базовая пластина изготовлена из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более.
6. Объединенная подложка с жидкостным охлаждением по п. 1, в которой металлическая монтажная плата изготовлена из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более.
7. Объединенная подложка с жидкостным охлаждением по п. 1, в которой соединение керамической подложки и металлической монтажной платы, соединение керамической подложки и металлической базовой пластины, и соединение металлической базовой пластины и радиатора выполнено способом соединения жидким металлом или способом пайки твердым припоем.
8. Объединенная подложка с жидкостным охлаждением по п. 1, в которой разделительная перегородка пористо-трубчатого элемента сгибается.
9. Способ изготовления объединенной подложки с жидкостным охлаждением, в котором металлическую монтажную плату, изготовленную из алюминия или сплава алюминия, соединяют с одной поверхностью керамической подложки, одну поверхность пластинчатой металлической базовой пластины, изготовленной из алюминия или сплава алюминия, соединяют с другой поверхностью керамической подложки, и радиатор жидкостного типа охлаждения, состоящий из экструзионного материала, соединяют с другой поверхностью металлической базовой пластины, при этом соединение металлической монтажной платы и керамической подложки, и соединение металлической базовой пластины и керамической подложки выполняют способом соединения жидким металлом, соединение металлической базовой пластины и радиатора выполняют способом пайки твердым припоем, и на металлическую базовую пластину и радиатор оказывают давление, при давлении на поверхность, равном или большем, чем в выражении (2), а затем осуществляют нагревание для их соединения вместе пайкой твердым припоем, где давление на поверхность
(Н/мм2)= -1,25·10-3· (момент инерции площади радиатора) +2,0 (2).
10. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 9, в котором отношение между толщиной tl металлической монтажной платы и толщиной t2 металлической базовой пластины удовлетворяет следующему выражению (1) t2/t1 ≥ 2.
11. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 9, в котором толщина t1 металлической монтажной платы составляет от 0,4 до 3 мм, а толщина t2 металлической базовой пластины составляет от 0,8 до 6 мм.
12. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 9, в котором радиатор состоит из пористо-трубчатого элемента, и отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористого трубопровода, и глубиной D (мм) выемки удовлетворяет 3,3W <D< 10W.
13. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 12, в котором отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и шириной Т (мм) разделительной перегородки удовлетворяет
-W+1,4 <T/W < -1,5W+3,3 (когда 0,4 ≤W≤ 1,0), и
-0,2W + 0,7 < T/W < -1,5W + 3,3 (когда 1,0 <W< 2,0).
14. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 12, в которой ширина W выемки равна 0,4 мм или более.
15. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 12, в котором на металлическую базовую пластину и на радиатор оказывают давление таким образом, чтобы давление на поверхность разделительной перегородки, прикладываемое на разделительную перегородку пористо-трубчатого элемента, было равно или меньше -0,5·D(глубина выемки)+10 (МПа), и затем осуществляют нагрев для соединения вместе за счет пайки твердым припоем.
16. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 9, в котором радиатор изготавливают из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более.
17. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 9, в котором металлическую базовую пластину изготавливают из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более.
18. Способ изготовления объединенной подложки с жидкостным охлаждением по п. 9, в котором металлическую монтажную плату изготавливают из алюминия или сплава алюминия, имеющего коэффициент теплопроводности 170 Вт/м·К или более.
19. Объединенная подложка с жидкостным охлаждением, в которой металлическая монтажная плата, изготовленная из алюминия или сплава алюминия, соединена с одной поверхностью керамической подложки, одна поверхность пластинчатой металлической базовой пластины, изготовленной из алюминия или сплава алюминия, соединена с другой поверхностью керамической подложки, и радиатор жидкостного типа охлаждения, состоящий из пористо-трубчатого элемента из экструзионного материала, соединен с другой поверхностью металлической базовой пластины, при этом металлическая базовая пластина и радиатор соединены вместе пайкой твердым припоем, и при этом отношение между шириной W (мм) выемки, являющейся протоком для охладителя пористо-трубчатого элемента, и шириной Т (мм) разделительной перегородки удовлетворяет
-W+1,4 <T/W < -1,5W+3,3 (когда 0,4 ≤W≤ 1,0), и
-0,2W + 0,7 < T/W < -1,5W + 3,3 (когда 1,0 <W< 2,0).
| Колосоуборка | 1923 |
|
SU2009A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ пайки деталей из разнородных материалов | 1978 |
|
SU737144A1 |
| ГРАВИТАЦИОННАЯ ТЕПЛОВАЯ ТРУБА | 2008 |
|
RU2373472C1 |

