Изобретение относится к устройству для литьевого формования гибкого рукавного корпуса для сжимаемого тюбика, способу литьевого формования гибкого рукавного корпуса для сжимаемого тюбика с использованием такого формования, а также к гибкому рукавному корпусу и сжимаемому тюбику, содержащему такой рукав, полученный с помощью устройства по изобретению.
Пластиковые сжимаемые тюбики известны в уровне техники и довольно давно используются для выдачи текучих материалов, таких как лосьоны, шампуни, зубная паста, крем, гель, косметика или сходные продукты.
Тюбики предпочтительно изготавливать литьевым формованием («литьем под давлением»), поскольку это позволяет обеспечить гибкий рукавный корпус и интегральный заплечик на одной стадии производства. Процесс формования обеспечивает гибкий корпус тюбика, включая верхний конец с плечом и открытый противоположный конец. Открытый конец запечатывают на последующей стадии процесса, чаще всего термосвариванием или ультразвуковой сваркой. Обычно до запечатывания корпуса тюбика, тюбик заполняют через открытый конец продуктом, надлежащим к выдаче.
Тюбики снабжены укупорочным устройством для герметичного закрывания выдачного отверстия для защиты от проливания и для защиты продукта, удерживаемого в тюбике, например, от дегидрации. Такое укупорочное устройство содержит крышку, которую завинчивают или защелкивают на заплечике тюбика. Заплечик более жесткий, чем гибкий рукавный корпус с тонкой стенкой, чтобы позволить прочное закрывание тюбика. Некоторые тюбики снабжены крышкой, шарнирно соединенной с заплечиком.
Недостаток процесса литьевого формования состоит в том, что обеспечение гибкого рукавного корпуса в тонких стенках требует приложения высокого давления к литьевому материалу, которое может вызвать смещение внутри формы сердечника («оправки»), на котором образуется рукавный корпус.
Кроме того, поток расплавленного пластикового материала не равномерно распределяется в полости для образования рукава, так что образуется неравномерный фронт потока, который образует закрывание воздушных карманов и локальную область давления в конечном продукте. Таким образом, сложно достичь тонких гибких стенок с минимумом внутреннего давления и получения гладкой наружной поверхности без следов потока. Эти недостатки неприемлемы для многих продуктов, в частности, для продуктов высокого класса, таких как косметика.
Кроме того, высокое литьевое давление, требуемое для заполнения участка формования указанных тонких стенок тюбика, делает проблемным применение этикеток о формовании на гибких корпусах тюбика. Благодаря высокому литьевому давлению поток расплавленного пластикового материала вдоль этикетки может сместить или повредить этикетку.
Задача настоящего изобретения заключается в обеспечении альтернативного устройства для литьевого формования сжимаемго тюбика или его частей, предпочтительно без одного или более недостатков уровня техники.
Изобретение достигает этой задачи путем обеспечения устройства для литьевого формования гибкого рукавного корпуса для сжимаемого тюбика по п. 1.
Устройство по изобретению содержит охватываемую формовочную часть, охватывающую формовочную часть и концевую литниковую часть. Вместе охватывающая формовочная часть и охватываемая формовочная часть образуют полость для рукавного корпуса для образования гибкого рукавного корпуса между ними. Полость для рукавного корпуса продолжается от верхнего конца до противоположного нижнего конца в продольном направлении. Концевая литниковая часть литьевой формы образует, вместе с охватывающей формовочной частью и охватываемой формовочной частью, литниковую полость на верхнем конце полости для рукавного корпуса. В литниковой полости образован литниковый корпус.
Литниковая полость содержит отверстие для введения потока расплавленного пластикового материала в литниковую полость и полость для рукавного корпуса, кольцевой канал распределения, расположенный вдоль периметра верхнего конца полости для рукавного корпуса, один или более литниковых каналов, соединяющих литьевое отверстие с кольцевым каналом распределения, и проход, соединяющий кольцевой канал распределения с полостью для рукавного корпуса для направления расплавленного пластикового материала из канала распределения в полость для рукавного корпуса.
Литниковый корпус, образованный в литниковой полости, является частью конечного продукта. Изобретение обеспечивает литниковый корпус, который позволяет зафиксировать заплечик на рукавном корпусе и литниковом корпусе. Таким образом, не требуется дополнительных стадий для удавления литникового корпуса до обеспечения заплечика. Корпус заплечика, кроме того, обеспечивает дополнительную жесткость верхнему концу гибкого рукава и обеспечивает дополнительные присоединительные поверхности для заплечика в конечном продукте.
В предпочтительном варианте выполнения по изобретению заплечик выполнен в том же устройстве для литьевого формования, что и гибкий рукав путем двух стадий литьевого формования. С двухстадийным литьевым формованием по изобретению, заплечик предпочтительно выполнен так, что литниковый корпус по меньшей мере частично помещен в заплечиковую часть и действует как якорь для удержания корпуса заплечика.
В одном варианте выполнения двухстадийная литьевая форма по изобретению выполнено для литьевого формования литникового корпуса в литниковой полости и гибкого рукавного корпуса в полости для рукавного корпуса на первой стадии, и литьевого формования корпуса заплечика в полости для корпуса заплечика смежно с литниковым корпусом и гибкого рукавного корпуса на второй стадии, так что корпус заплечика выполнен литьевым формованием за оно целое с литниковым корпусом и гибким рукавным корпусом.
Литьевая форма снабжена концевой заплечиковой частью, которая вместе с охватывающей формовочной частью и охватываемой формовочной частью образует полость для корпуса заплечика, при этом концевая заплечиковая часть содержит литьевое отверстие для введения потока расплавленного пластикового материала в полость для корпуса заплечика.
В альтернативном варианте выполнения концевая литниковая часть снабжена одним или более перемещаемых компонентов, при этом эти компоненты могут быть перемещены для образования полости заплечика смежно литниковой полости, после чего выполняются литниковый корпус и рукавный корпус.
Кроме того, изобретение обеспечивает устройство для двухстадийного литьевого формования для литьевого формования корпуса заплечика на первой стадии и литьевого формования литникового корпуса и гибкого рукавного корпуса на второй стадии, так что литниковый корпус и гибкий рукавный корпус выполняются литьевым формованием интегрально с корпусом заплечика.
В данном варианте выполнения устройство для литьевого формования содержит основную заплечиковую часть, концевую заплечиковую часть, охватываемую формовочную часть и охватывающую формовочную часть. В данном варианте выполнения полость литникового корпуса не образована концевой литниковой частью вместе с охватываемой и охватывающей частью, но с помощью концевой заплечиковой части, содержащей корпус заплечика, выполненный литьевым формованием, вместе с охватываемой и охватывающей частями.
На первой стадии концевая заплечиковая часть вместе с основной заплечиковой частью образует полость для корпуса заплечика между ними. Концевая заплечиковая часть содержит литьевое отверстие для введения потока расплавленного пластикового материала в полость для корпуса заплечика. Кроме того, литьевое формование содержит штифт для обеспечения в корпусе заплечика отверстия смежно второму отверстию для введения в концевую заплечиковую часть.
Охватывающая формовочная часть вместе с охватываемой формовочной частью образуют полость для рукавного корпуса для образования гибкого рукавного корпуса между ними, при этом полость для рукавного корпуса продолжается от верхнего конца до противоположного нижнего конца в продольном направлении. Отмечено, что охватываемая и охватывающая части могут иметь сходную конструкцию, в соответствии с вышеописанной формой для двухстадийного литья.
На второй стадии концевая заплечиковая часть, содержащая корпус заплечика, выполненный литьевым формованием, вместе с охватывающей формовочной частью и охватываемой формовочной частью образует литниковую полость на верхнем конце полости для рукавного корпуса. Данная литниковая полость содержит отверстие в корпусе заплечика для введения потока расплавленного пластикового материала из второго литьевого отверстия в концевой заплечиковой части через указанное отверстие в литниковой полости для литьевого формования литникового корпуса и гибкого рукавного корпуса интегрально с корпусом заплечика.
Литниковая полость содержит, подобно литниковой полости в альтернативной литьевой форме, описанной выше, кольцевой распределительный канал, расположенный вдоль верхнего концевого периметра полости для рукавного корпуса, при этом один или более литниковых каналов, продолжающихся между отверстием в корпусе заплечика, и кольцевым распределительным каналом, и проход. Указанный проход образован одним или более отверстиями, соединяющими кольцевой распределяющий канал с полостью для рукавного корпуса, при этом одно или более отверстий являются равномерно распределенными по периметру полости для рукавного корпуса и узкие по сравнению с распределительным каналом до прохода, так что проход вначале препятствует поступлению потока расплавленного пластикового материала в полость для рукавного корпуса, что вызывает повышение давления в литниковой полости. Повышение давления в конечном счете дает достаточно высокое давление для подачи потока расплавленного пластика по проходу в полость для рукавного корпуса.
Устройство для двухстадийного литьевого формования для литьевого формования корпуса заплечика на первой стадии и литьевого формования литникового корпуса и гибкого рукавного корпуса на второй стадии особенно подходит для литьевого формования тюбика с интегральным заплечиком, при этом этот заплечик выполнен из первого материала, по существу имеющего меньший модуль упругости, чем второй материал. Когда на первой стадии выполняют более мягкий корпус, существует риск трансформации корпуса под давлением литьевого формования благодаря литьевому формованию более жесткого корпуса заплечика на второй стадии. Когда корпус заплечика выполнен более из более жесткого материала, чем рукавный корпус, его предпочтительно выполняют на первой стадии. Это обеспечивает лучшее комбинирование корпусов и конечного продукта с хрупкой линией, где корпуса граничат друг с другом.
Отмечено, что проход всех литьевых форм по изобретению узкий по сравнению с распределительном каналом до прохода, так что проход вначале препятствует поступлению потока расплавленного пластикового материала в полость для рукавного корпуса. Это вызывает повышение давления в литниковой полости, что, в конечном счете, дает достаточно высокое давление для направления потока расплавленного пластикового материала по проходу в полость для рукавного корпуса.
Проход образован одним или более отверстиями, расположенным между кольцевым распределительным каналом и полостью для рукавного корпуса, и равномерно распределен по периметру полости для рукавного корпуса. Когда распределительный канал заполнен, давление в распределительном канале по существу одинаковое вдоль прохода, то есть, возле всех отверстий. Таким образом, когда давление в литниковой полости достаточно высоко для введения расплавленного пластикового материала через проход, полость для рукавного корпуса заполняется через одно или более равномерно распределенных отверстий в то же время, когда полость для рукавного корпуса равномерно заполняется через проход.
Литниковая полость содержит литьевое отверстие для введения потока расплавленного пластикового материала в литниковую полость и в полость для рукавного корпуса, кольцевой распределительный канал, расположенный по периметру верхнего конца полости для рукавного корпуса, один или более литниковых каналов, соединяющих литьевое отверстие с кольцевым распределительным каналом, и проход, соединяющий кольцевой распределительный канал с полостью для рукавного корпуса для подачи расплавленного пластикового материала из распределительного канала в полость для рукавного корпуса.
Таким образом, литниковая полость обеспечивает сбалансированное заполнение полости для рукавного корпуса потоком расплавленного пластикового материала, который заполняет полость в, по существу, аксиальном направлении, что обеспечивает более равномерное давление в полости для рукавного корпуса и в залитом материале. Равномерный поток расплавленного пластикового материала в участок рукавного корпуса формовочной полости минимизирует локализованные внутренние давления в гибких стенках конечного продукта. Таким образом, обеспечивается корпус тюбика высокого качества.
Настоящее изобретение в частности, но не только, применимо к устройствам для литьевого формования гибких рукавных корпусов, имеющих толщину стенки в 1 мм или менее, предпочтительно, 0,6 мм или менее. Предпочтительно, проход в литьевой форме образован одной или более щелями и/или круглыми отверстиями, которые имеют ширину или диаметр около 0,3 мм или 1 мм. Предпочтительно, проход имеет такой размер, что поток расплавленного пластикового материала только входит в полость для рукавного корпуса после того, как участок литникового корпуса полости полностью заполнен, и давление в распределительном канале составляет, по меньшей мере, 200 бар, предпочтительно, по меньшей мере, 300 бар, более предпочтительно, по меньшей мере, 350 бар. Таким образом, давление достаточно высоко для заполнения участка литниковой полости и обеспечения равномерно распределенного фронта потока, в то время как остается достаточно давления для продвижения потока через всю полость для рукавного корпуса и ее заполнения.
Изобретение, в частности, пригодно для использования с нанесением этикетки внутри формы. Равномерное распределение потока расплавленного пластикового материала в полости для рукавного корпуса обеспечивает по существу кольцевой фронт потока, который проходит в продольном направлении полости для рукавного корпуса. Это предотвращает нежелательное смещение этикетки, размещенной в литьевой форме, и ее сморщивание из-за локализованного давления, вызванного несколькими потоками или, например, фронтом потока, который проходит быстрее на одной стороне полости, чем на противоположной стороне полости.
Предпочтительно, кольцевой распределительный канал литниковой полости соединен с полостью для рукавного корпуса через проход, образованный единственной кольцевой щелью, который продолжается по периметру полости для рукавного корпуса. Таким образом, существует только одно отверстие, равномерно распределенное по периметру полости для рукавного корпуса. Единственное отверстие обеспечивает единый равномерный фронт потока и, таким образом, оптимальное распределение расплавленного пластикового материала в полости для рукавного корпуса.
В альтернативном варианте выполнения, распределительный канал соединен с полостью для рукавного корпуса через проход, образованный несколькими отверстиями, равномерно распределенными по периметру полости с формой рукава. Путем обеспечения отверстий рядом друг с другом и подачи потока через каждое отверстие в тот же момент, фронты потока, выходящие из каждого отверстия в полость для рукавного корпуса, быстро объединяются в единый фронт потока, который проходит в продольном направлении рукавного корпуса.
В дополнительном варианте выполнения по изобретению проход образован несколькими отверстиями, каждое из которых являются частью канала, при этом эти каналы предпочтительно расположены внутри периметра полости для рукавного корпуса. Соединения в форме канала между круглым распределительным кольцом, кроме того, обеспечивают поддержку участков охватываемой сердечниковой части, расположенной между каналами, концевой формовочной частью во время литьевого формования гибкого рукавного корпуса.
Предпочтительно, проход является узким относительно полости для рукавного корпуса непосредственно после прохода, так что поток расплавленного пластикового материала, при его продвижении под давлением по проходу, может свободно протекать в более широкую часть полости для рукавного корпуса.
Предпочтительно, литниковый участок полости, в частности распределительный канал, расположен обычно внутри периметра полости для образования корпуса тюбика. Это обеспечивает плотную посадку укупорочного средства на литниковый корпус, так что наружная поверхность укупорочного средства выровнена с наружной поверхностью рукавного корпуса.
Предпочтительно, распределительный канал имеет суженное поперечное сечение, так что оно сужается к полости для рукавного корпуса. Данный вариант выполнения обеспечивает распределение расплавленного пластикового материала сначала в более широкую часть канала. Суженная часть распределительного канала, расположенная смежно отверстиям, заполняется после заполнения первой части и повышения давления в распределительном канале. Данная конфигурация распределительного канала дополнительно обеспечивает то, что расплавленный пластиковый материал поступает в полость для рукавного корпуса вдоль всего прохода по существу одновременно с обеспечением равномерно распределенного потока в части полости для рукавного корпуса.
Предпочтительно поперечное сечение распределительного канала по существу меньше, чем поперечное сечение каждого литникового канала. Таким образом, в каждом из литниковых каналов уже имеется повышенное давление, когда поток подают под давлением в распределительный канал. Кроме того, это обеспечивает равномерное распределение потока по литниковым каналам до поступления потока в участок распределительного канала.
Предпочтительно, указанный один или более литниковых каналов разделяется на несколько ответвлений, которые предпочтительно оканчиваются через стандартный интервал в распределительном канале. Таким образом, поток распределяемого пластикового материала разделяется на меньшие потоки литниковыми каналами и распределяется по распределительному каналу. Таким образом, распределительный канал заполняется более равномерно, и повышенное давление более равномерно распределяется по распределительному каналу и, таким образом, вдоль отверстий. Это дополнительно помогает потоку прорваться в полость для рукавного корпуса для появления одновременно по всему периметру.
Предпочтительно, длина и поперечное сечение литниковых каналов имеют такой размер, что поток расплавленного пластикового материала поступает в распределительный канал через каждый канал по существу одновременно.
Предпочтительно, устройство для литьевого формования выполнено с возможностью нанесения внутри формы для снабжения рукавного корпуса этикеткой, предпочтительно, этикеткой с особыми барьерными свойствами для улучшения барьерных свойств рукавного корпуса против, например, газов или водяного пара, относительно основного материал тюбика. Кроме того, также можно использовать листы или рукава в качестве этикетки, поверхность которых уже отпечатана, как в случае с этикеткой, или имеет декоративную поверхность со структурой или другими материалами для снабжения тюбика наружной поверхностью с усовершенствованным захватом.
В дополнительном предпочтительном варианте выполнения по изобретению, заплечик получен трехслойным литьевым формованием, при этом заплечик снабжен, по меньшей мере, одним барьерным слоем и, по меньшей мере, одним несущим слоем. Путем нанесения этикетки внутри формы трехслойным литьевым формованием корпуса заплечика, рукавный корпус, также как заплечик, обеспечен лучшими барьерными свойствами против, например, газов или испарения воды, чем имеет основной материал рукавного корпуса и/или корпус заплечика.
В дополнительном предпочтительном варианте выполнения литьевая форма выполнена для обеспечения тюбика барьерной этикеткой и интегральным заплечиком с барьерными слоями, при этом последний обеспечен путем комбинирования двухстадийного литьевого формования с трехслойным литьевым формованием. С такой литьевой формой заплечик, например, выполняется литьем с последующим впрыскиванием полипропилена (РР), барьерного материала, такого как поливинилспирт, и снова РР. Другие комбинации материалов возможны для обеспечения тюбика, в частности, заплечика тюбика, с усовершенствованными барьерными свойствами. Таким образом, обеспечивают трехкомпонентный продукт, при этом комбинированный литник и рукавный корпус выполняют из первого материала, в корпус заплечика - из двух типов материала. Кроме того, тюбик, в частности рукавный корпус, снабжают этикеткой, составленной из одного или более слоев в виде пленки, причем слои могут быть выполнены из различных материалов.
Изобретение, кроме того, обеспечивает способ обеспечения гибкого тюбика с использованием литьевой формы по изобретению и гибкого тюбика, полученного способом с использованием устройства по изобретению.
Способ включает обеспечение литниковой полости смежно полости для рукавного корпуса и впрыскивание расплавленного пластикового материала в литниковую полость. Проход обеспечен между литниковой полостью и полостью для рукавного корпуса, при этом проход настолько узкий, что он вначале препятствует поступлению потока расплавленного пластикового материала по проходу в полость для рукавного корпуса.
Таким образом, литниковая полость полностью заполнена расплавленным пластиковым материалом и обеспечено повышение давления в литниковой полости, пока давление не становится достаточно высоким для подачи расплавленного пластикового материала по проходу в полость для рукавного корпуса. Затем, полость для рукавного корпуса заполняется расплавленным пластиковым материалом по проходу для образования литникового корпуса и гибкого рукавного корпуса.
Первый способ по изобретению содержит последующие стадии обеспечения полости для корпуса заплечика, содержащей часть литникового корпуса и гибкий рукавный корпус, выполненный на предшествующих стадиях, впрыскивание потока расплавленного пластикового материала в полость для корпуса заплечика и заполнение полости для корпуса заплечика для образования корпуса заплечика на литниковом корпусе и рукавном корпусе.
Второй способ содержит последующие стадии обеспечения полости для корпуса заплечика, впрыскивания потока расплавленного пластикового материала в полость для корпуса заплечика и заполнения указанной полости для корпуса заплечика для образования корпуса заплечика. Корпус заплечика последовательно снабжен смежной полостью для рукавного корпуса для образования литниковой полости смежно полости для рукавного корпуса и для обеспечения литьевого формования литникового корпуса и гибкого рукавного корпуса интегрально с корпусом заплечика.
Изобретение, кроме того, обеспечивает сжимаемый корпус тюбика, содержащий гибкий рукавный корпус, полученный с использованием устройства по п. 1 или 2.
Изобретение, кроме того, обеспечивает сжимаемый корпус тюбика по п. 18, полученный способом по п. 15 или 16.
Таким образом, изобретение обеспечивает устройство для литьевого формования, снабженное литниковой полостью, через которую равномерно заполняют полость для рукавного корпуса, и которая образуется в литниковом корпусе, которая используется для зацепления указанный корпус заплечика при литьевом формовании на рукавном корпусе.
Дополнительные задачи, варианты выполнения и разработки устройства и способов по изобретению будут очевидны из последующего описания, в котором дополнительно показано и объяснено изобретение на основании ряда примерных вариантов выполнения со ссылкой на чертежи, на которых:
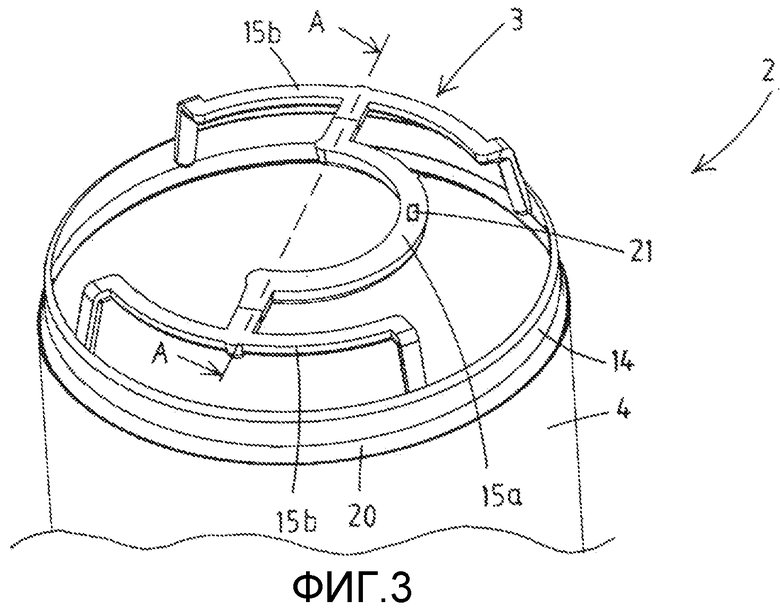
Фиг. 1 - вид в перспективе верхнего конца корпуса тюбика по изобретению, в котором литниковый корпус соединен с рукавным корпусом через несколько реберных элементов;
Фиг. 2 - вид сбоку в поперечном сечении рукавного корпуса, показанного на Фиг. 1, включая корпус заплечика, шарнирно соединенный с крышкой;
Фиг. 3 - вид в перспективе верхнего конца альтернативного корпуса тюбика по изобретению, в котором литниковый корпус соединен с рукавным корпусом соединением в виде одиночной пленки;
Фиг. 4 - вид в поперечном сечении рукавного корпуса по Фиг. 3;
Фиг. 5 - вид в перспективе гибкого тюбика по изобретению;
Фиг. 6 - вид в поперечном сечении упрощенной двухстадийной формы устройства по изобретению для обеспечения сжимаемого корпуса тюбика по Фиг. 3 и 4, содержащего гибкий рукавный корпус, литниковый корпус и корпус заплечика;
Фиг. 7 - вид в поперечном сечении упрощенной формы двухстадийного устройства по изобретению для обеспечения сжимаемого корпуса тюбика по Фиг. 3 и 4, содержащего гибкий рукавный корпус, литниковый корпус и корпус заплечика;
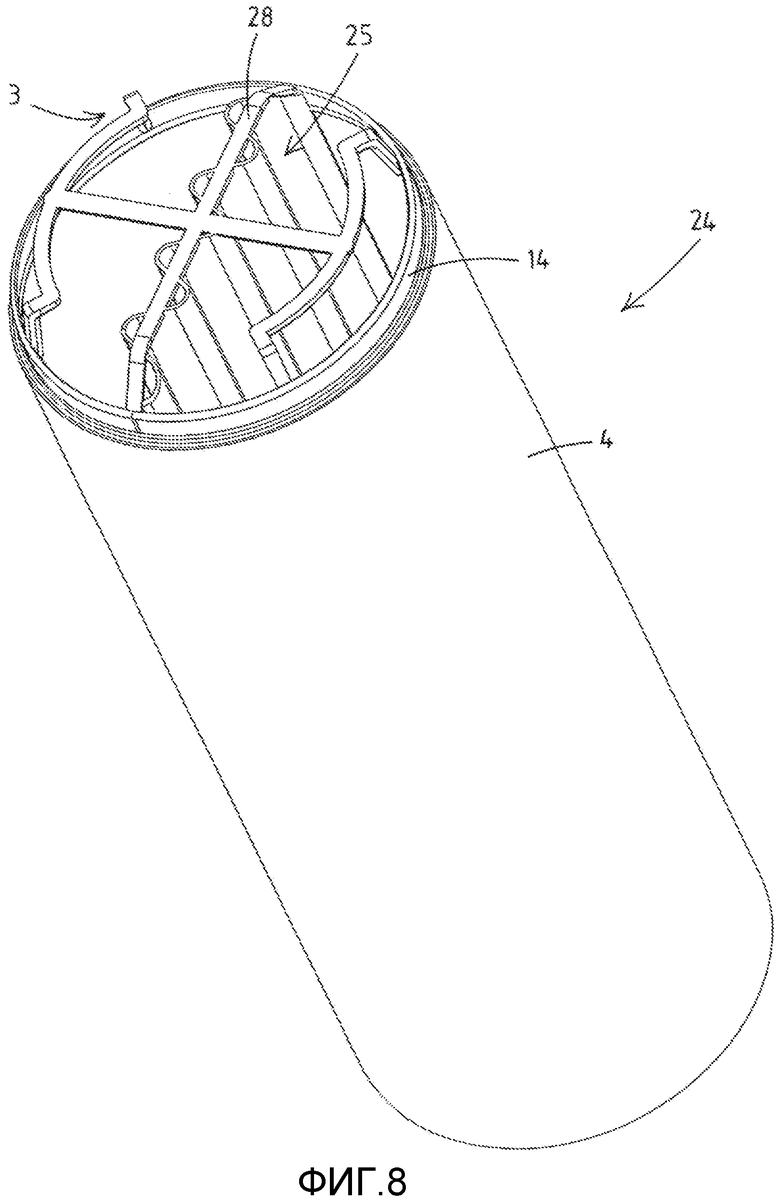
Фиг. 8 - вид в перспективе корпуса тюбика по изобретению, содержащего разделительную стенку, которая отделяет пространство, образованное гибким рукавным корпусом, на два отделения; и
Фиг. 9 - альтернативный вариант выполнения корпуса тюбика по Фиг. 8.
Изобретение поясняется по Фиг. 1-4 посредством гибкого рукавного корпуса, обеспеченного литьевой формой по изобретению. Наблюдается, что указанный изображенный корпус тюбика представляет собой перевернутое отражение формы, с помощью которой он образован.
На Фиг. 1 показан корпус 2 тюбика, содержащий рукавный корпус 4 и литниковый корпус 3, обеспеченные на верхнем конце рукава. Корпус тюбика, показанный на Фиг. 1, показан на Фиг. 2 с интегрированным корпусом заплечика 5, при этом корпус заплечика обеспечен двухстадийным литьевым формованием.
Рукавный корпус 4 продолжается в продольном направлении от верхнего конца, показанного на чертежах, до не показанного нижнего конца. Гибкий тюбик заполняют через нижний конец, который герметично закрывают для завершения гибкого, сжимаемого тюбика. Показанный рукавный корпус обычно имеет цилиндрическую форму с круглым поперечным сечением. Литьевая форма по изобретению может также быть выполнена для обеспечения поперечных сечений альтернативных форм, например, эллиптического или прямоугольного поперечного сечения.
Литниковый корпус 3 содержит литниковые каналы 15 и кольцевой распределительный канал 14, расположенный смежно периметру рукавного корпуса 4. Они являются отдельными элементами, так что между распределительным элементом и рукавным элементом находится пространство 22. Литниковые каналы 15 продолжаются от литьевого следа 21 («следа от литника» или «прибыли») до кольцевого распределительного канала 14. В месте литьевого следа 21 вводимый поток расплавленного пластикового материала проходил в полость формы для образования гибкого тюбика.
Указанный один или более литниковых каналов формы по изобретению предпочтительно разделяется на несколько ответвлений, которые заканчиваются на определенном интервале в распределительном канале для равномерного распределения потока расплавленного пластикового материала по распределительному каналу. Таким образом, каналы оптимально распределяют расплавленный пластиковый материал по распределительному каналу, заполняемому в нескольких местах.
Кроме того, длина и поперечное сечение литниковых каналов предпочтительно имеют такой размер, что поток расплавленного пластикового материала входит в распределительный канал через каждый канал по существу одновременно.
Отдельные варианты выполнения гибкого корпуса тюбика, показанного на Фиг. 1-4, содержит корпус тюбика, образованный двумя литниковыми каналами 15а, расходящимися в противоположных направлениях от литьевого отверстия, и каждый из которых разделяется на два ответвления 15b, которые выходят в кольцевой распределительный канал 14. Положения, в которых ответвления литниковых каналов выходят в распределительный канал, равномерно распределены по кольцевому каналу, то есть, отделены углом около 90º при виде сверху. Таким образом, в литьевой форме для образования тюбика поток расплавленного пластикового материала, подаваемого через литьевое отверстие, разбивается на четыре потока, и распределительный канал равномерно заполняется через четыре впускных отверстия.
Указанные два литниковых канала 15 в каждом тюбике зеркально отражают друг друга относительно вертикальной плоскости, продолжающейся через центральную ось тюбика и литьевую отметку 21. Поскольку указанные два литниковых канала имеют сходный размер и расположение, во время процесса литьевого формования поток расплавленного пластикового материала обычно проходит каждый канал на одинаковой скорости, и расход потока в каждом отверстии сходен.
В отдельном показанном варианте выполнения литниковые каналы 15 снабжены полукольцевым первым участком при виде сверху. С-образная траектория продолжается под углом 180º, так что противоположные концы этого участка расположены диаметрально противоположно друг другу относительно центральной оси корпуса тюбика. Такая схема расположения обеспечивает расположение литьевого отверстия в форме смещенно от центра относительно центральной оси цилиндрической полости для рукавного корпуса. Расположение литьевого отверстия смещенно от центра преимущественно, поскольку это обеспечивает снабжение гибкого тюбика центральным выдачным отверстием, то есть, выдачным отверстием, выравненным с продольной осью. С-образное расположение комбинирует расположение литьевого отверстия с распределительными каналами смещенно от центра, при этом распределительные каналы имеют одну длину и, таким образом, обеспечивают равномерное распределение потока по распределительному каналу.
В альтернативном варианте выполнения обеспечено литьевое отверстие, выравненное с центральной осью цилиндрического рукавного корпуса, и распределительное отверстие тюбика расположено смещенно от центра.
На Фиг. 1 и 2 показано, что литниковый корпус 3 и рукавный корпус 4, расположенные смежно друг другу, соединены друг с другом реберными элементами 19. Для выполнения отдельного варианта выполнения, показанного на Фиг. 1 и 2, обеспечена форма, содержащая полость формы, имеющая часть литникового корпуса и часть рукавного корпуса, эти части соединены проходом, образованным несколькими отверстиями. Каждое указанное отверстие в форме для выполнения предпочтительного показанного варианта выполнения является частью канала, при этом каналы снабжают гибкий тюбик реберными элементами 19, продолжающимися вдоль части литникового корпуса 3 и вдоль части рукавного корпуса 8. Реберные элементы 19, кроме того, обеспечивают корпус тюбика структурной жесткостью.
В форме несколько каналов равномерно распределены по периметру на верхнем конце полости для рукавного корпуса. Эти каналы соединяют литниковую полость, в частности, распределительный канал литниковой полости, с полостью для рукавного корпуса. Эти отверстия в каналах, то есть, поток через область каналов, имеют такой размер, что они препятствуют прохождению вначалего потока расплавленного пластикового материала в полость для рукавного корпуса до заполнения распределительного канала. Таким образом, корпусная часть равномерно заполняется через все каналы.
В показанном варианте выполнения литниковый корпус 3 и его реберные элементы 19 расположены внутри периметра гибкого рукавного корпуса, то есть, во внутренней окружности рукавного корпуса при виде сверху. Таким образом, корпус заплечика может быть обеспечен против литникового корпуса и верхнего обода рукавного корпуса с его наружной поверхностью, выравненной с наружной поверхностью для рукавного корпуса. В альтернативном варианте выполнения реберные элементы расположены снаружи литникового корпуса, и/или литниковый корпус образован обычно поточно со стенками рукавного корпуса.
В варианте выполнения, показанном на Фиг. 1 и 2, заплечик выполнен литьевым формованием в две стадии поверх рукавного корпуса и литникового корпуса. Заплечик выполнен литьевым формованием против рукавного корпуса и литникового корпуса, и наружная сторона заплечика выровнена с наружной поверхностью для рукавного корпуса, что видно на Фиг. 2. Во время литьевого формования корпуса заплечика, верхние поверхности ранее выполненных литникового корпуса и рукавного корпуса плавятся и смешиваются с материалом, введенным в полость для корпуса заплечика, так что достигается структурное соединение между заплечиковым и литниковым корпусом и рукавным корпусом. Таким образом, литниковый корпус по изобретению поддерживает корпус заплечика и соединяет его с рукавным корпусом формы.
В одном варианте выполнения по изобретению проход образуется отверстиями, по форме сходными с каналами, имеющими обычно полукруглое поперечное сечение. Такие отверстия, показанные на Фиг. 1 и 2, предпочтительно, восемь или более, более предпочтительно, шестнадцать или более, обеспечены по периметру рукавного корпуса для обеспечения достаточного числа впускных отверстий для образования единого фронта потока в рукавном корпусе.
В альтернативном варианте выполнения по изобретению проход образован продольными отверстиями в форме щелей, продолжающимися вдоль, по меньшей мере, части периметра рукавного корпуса. Например, может быть обеспечено четыре отверстия, каждое из которых продолжается под углом 20° по длине периметра рукавного корпуса. Таким образом, вместе отверстия покрывают 80% длины периметра.
Предпочтительно расстояние по периметру между последовательными отверстиями составляет менее 15 мм или меньше для дополнительного сокращения вероятности воздушных карманов в конечном продукте. В дополнительном варианте выполнения проход образован одним продольным отверстием в форме щели, которое продолжается по всей длине периметра рукавного корпуса.
В дополнительном варианте выполнения проход образован отверстиями, имеющими полукруглое поперечное сечение, также как отверстиями в форме щелей. Наблюдается, что отверстия, образующие проход, предпочтительно расположены в горизонтальной плоскости, которая продолжается перпендикулярно продольной оси полости гибкого рукавного корпуса. Данная конфигурация дополнительно обеспечивает равномерно распределенный фронт потока.
Наблюдается, что размер прохода, в частности, отверстий, образующих проход, зависит от размера полостей, также как от давления, температуры и применяемого для выполнения задачи материала. Предпочтительно проход образован одной или более щелью и/или круглыми отверстиями, которые имеют ширину диаметра около 0,3 мм, предпочтительно, менее 0,3 мм. Проход имеет такой размер, что поток расплавленного пластикового материала только проходит в полость для рукавного корпуса после того, как часть литникового корпуса полости полностью заполнена, и давление в распределительном канале предпочтительно составляет, по меньшей мере, 200 бар, более предпочтительно, по меньшей мере, 300 бар, более предпочтительно, по меньшей мере, 350 бар. Таким образом, давление достаточно высоко для заполнения часть литниковой полости и обеспечения равномерно распределенного фронта потока, в то время как достаточно давления остается для толкания потока через всю полость для рукавного корпуса и его заполнения.
На Фиг. 3 и 4 показана часть 2 гибкого тюбика по изобретению, в котором литниковый корпус 3 и рукавный корпус 4 соединены тонким соединением 20 в форме пленки, образованным путем литьевого формования по изобретению, содержащему проход, образованный одиночным отверстием в форме щели, расположенным между литниковой частью и рукавный частью полости формы. В форме соединительное отверстие в форме щели проходит по всему периметру полости в форме рукава для образования рукавного корпуса.
Благодаря непрерывной форме соединительной части в форме пленки, литниковая система и гибкий рукавный корпус соединены по всему периметру корпуса в форме рукава, что обеспечивает надежное и прочное соединение.
В предпочтительных вариантах выполнения по Фиг. 1-4 часть литникового корпуса, в частности, распределительный канал, расположена обычно внутри периметра полости корпуса в форме тюбика. Вариант выполнения, показанный на Фиг. 3 и 4, предпочтительно снабжен заплечиком, сходным с заплечиком, показанным на Фиг. 2. Наружная поверхность заплечика выровнена с наружной поверхностью для рукавного корпуса, как показано на Фиг. 2. Гибкий тюбик, таким образом, снабжена выровненной наружной поверхностью, более привлекательной для потребителя.
Предпочтительные варианты выполнения, кроме того, снабжены распределительным каналом, имеющим суженное поперечное сечение, так что оно сужается по направлению к полости для рукавного корпуса. Это суженное поперечное сечение 27 понятным образом показано на Фиг. 4. Благодаря суженной форме, поток расплавленного пластикового материала, проходящего в распределительный канал из литниковых каналов, сначала отклоняется в кольцевом направлении, заполняя распределительный канал по его верхней стороне. Когда эта часть заполнена, и давление повышено, расплавленный пластиковый материал подают в узкую часть канала и по направлению к отверстию в форме щели в полости корпуса в форме рукава.
Кроме того, в обоих предпочтительных вариантах выполнения, показанных на Фиг. 1-4, поперечное сечение распределительного канала по существу меньше, чем поперечное сечение литниковых каналов. Таким образом, в процессе литьевого формования давление уже поднимается, когда поток в каждом из литниковых каналов входит в распределительный канал.
Согласно изобретению, устройство для литьевого формования снабжено формой, выполненной для двухстадийного литьевого формования для снабжения гибкого тюбика интегральным заплечиком, как показано на Фиг. 2 и 5. Наблюдается, что показанный корпус тюбика является перевернутым отражением формы, с помощью которой он образован.
На Фиг. 6 показан вид в поперечном сечении упрощенной двухстадийной литьевой формы 1 по изобретению для литьевого формования сжимаемого литникового корпуса, содержащего гибкий рукавный корпус, литниковый корпус и корпус заплечика, путем двухстадийного литьевого формования.
В двухстадийной литьевой форме, показанной на Фиг. 6, слева обеспечена полость, содержащая полость 8 для гибкого рукавного корпуса и полость 3 для литникового корпуса для литьевого формования, соответственно гибкого рукава и литникового корпуса сжимаемого корпуса тюбика. Полость 18 для корпуса заплечика для литьевого формования корпуса заплечика на гибком рукавном корпусе и литниковом корпусе, образованном на левой стороне литьевой формы, обеспечена справа. На первой стадии охватывающая 7 и охватываемая 6 формовочные части объединены с концевой литниковой частью 11. На второй стадии охватывающая и охватываемая формовочные части, содержащие выполненные литьевым формованием рукавный корпус и корпус заплечика, совмещены с концевой частью 17 заплечика справа. Перемещение охватываемой и охватывающей формовочной части показано стрелкой 29.
Когда охватываемая и охватывающая формовочные части расположены для второй стадии процесса литьевого формования, литниковый корпус и рукавный корпус, по меньшей мере, частично расположены в полости заплечика, так что они помещены в ней или расположены смежно внутренности готового заплечика.
Форма одностадийного литья для обеспечения гибкого рукавного корпуса, содержащего корпус заплечика, подобна левой части формы для двухстадийного литья, показанной на Фиг. 6.
Устройство для литьевого формования далее описано более подробно. Литьевая форма содержит охватываемую формовочную часть 6, охватывающую формовочную часть 7 и концевую литниковую часть 11. Совмещенные, эти формовочные части образуют формовочную полость для формирования корпуса тюбика по изобретению, то есть, корпус тюбика, содержащий литниковый корпус и гибкий рукавный корпус, при этом эти корпуса являются частью конечного продукта. Литниковая полость литьевой формы по изобретению обеспечивает сбалансированное заполнение полости для рукавного корпуса потоком расплавленного пластикового материала.
Примерная форма 1, показанная на Фиг. 6, выполнена для литьевого формования гибкого рукавного корпуса 4 и литникового корпуса 3, показанных на Фиг. 3 и 4, на первой стадии и литьевого формования корпуса заплечика (не показан на Фиг. 3 и 4, но сходен с корпусом заплечика, показанном на Фиг. 2) на гибком рукавном корпусе и литниковом корпусе на второй стадии процесса литьевого формования. Левая часть формы 1 используется для первой стадии литьевого формования, правая часть формы используется для второй стадии. На показанных чертежах поперечное сечение формы 1 обеспечивает вид гибкого рукавного корпуса 4 и литникового корпуса 3, показанного на Фиг. 3, в поперечном сечении по линии АА.
Путем обеспечения полости 18 для корпуса заплечика для принятия верхнего конца литникового корпуса 3 и рукавного корпуса 4, все еще установленного на охватываемой части 6 сердечника литьевой формы 1, и литьевого формования корпуса 5 заплечика на литниковом корпусе 3 и рукавном корпусе 4. Таким образом, сжимаемый корпус тюбика выполнен в одностадийном процессе литьевого формования, при этом корпус тюбика может быть последовательно заполнен и герметично закрыт.
Следовательно, в показанном предпочтительном варианте выполнения литьевая форма снабжена двумя охватываемыми формовочными частями 6, 6' и двумя охватывающими формовочными частями 7, 7', расположенными параллельно друг другу для обеспечения двух полостей для рукавных корпусов, расположенных рядом друг с другом. Литьевая форма 1, кроме того, содержит концевую литниковую часть 11 и концевую часть 17 заплечика, расположенные рядом друг с другом, одна из которых объединена с первой охватываемой 6 и охватывающей формовочной частью 7, а другая объединена со второй 6' охватывающей и охватываемой формовочной частью 7'.
Объединенные охватываемая и охватывающая формовочные части образуют первую и вторую полость 8, 8' для рукавного корпуса для образования гибкого рукавного корпуса. Каждая полость для рукавного корпуса обычно имеет цилиндрическую форму и продолжается от верхнего конца 9 до противоположного нижнего конца 10 в продольном направлении. Рукавные корпуса остаются расположенными между охватываемой и охватывающей формовочными частями во время первой и второй стадий процесса литьевого формования и выставляются из формы после второй стадии.
Объединенный с охватывающей формовочной частью 7 и охватываемой формовочной частью 6, концевая литниковая часть 11 образует литниковую полость 12 на верхнем конце полости 8 для рукавного корпуса для образования литникового корпуса. Литниковая полость содержит отверстие 13 для введения потока расплавленного пластикового материала в литниковую полость 12 и полость 8 для рукавного корпуса. Литниковая полость, кроме того, содержит кольцевой распределительный канал 14, расположенный по верхнему концевому периметру полости 8 для рукавного корпуса, несколько литниковых каналов 15, продолжающиеся между отверстием 13 для введения и кольцевым распределительным каналом 14. Форма этих каналов должна быть понятна, исходя из гибкого корпуса тюбика, показанного на Фиг. 3 и 4.
Литниковая полость 14 соединена с полостью 8 для рукавного корпуса с помощью прохода 14, образованного одиночным отверстием в форме щели, обеспеченным между кольцевым распределительным каналом 14 и полостью 8 для рукавного корпуса, соединяющим литниковую полость 12 с полостью 8 для рукавного корпуса. Это отверстие 30 продолжается по всему периметру полости 8 для рукавного корпуса и имеет такой размер, что он препятствует прохождению потока, введенного в литниковую полость 12 расплавленного пластикового материала через отверстие 13, в полость 8 для рукавного корпуса до заполнения литниковой полости, так что полость 8 для рукавного корпуса заполняется равномерно через проход.
Объединенная со второй охватывающей формовочной частью 7' и охватываемой формовочной частью 6', концевая часть 17 заплечика литьевой формы, показанной на Фиг. 6, образует полость 18 для корпуса заплечика для образования корпуса заплечика поверх литникового корпуса и рукавного корпуса. Концевая часть 17 заплечика содержит литьевое отверстие для введения потока расплавленного пластикового материала в полость 18 для корпуса заплечика, так что корпус заплечика сформован интегрально с литниковым корпусом и гибким рукавным корпусом.
Литьевая форма, показанная на Фиг. 6, выполнена так, что концевая литниковая часть и концевая заплечиковая часть могут менять положение относительно соответствующих полостей для рукавного корпуса, так что обе могут быть объединены с первыми охватываемой и охватывающей формовочными частями и со вторыми охватываемой и охватывающей формовочными частями. Предпочтительно это достигается поворотной установкой первой и второй охватываемой и охватывающей формовочной част, так что их можно повернуть вокруг оси 23 параллельно продольной оси полостей рукавного корпуса. Процесс литьевого формования включает следующие стадии. Литьевая форма 1 закрыта путем расположения объединенных охватываемых 6, 6' и охватывающих 7, 7' формовочных частей против концевой литниковой части 11 и соответствующей концевой части 17 заплечика, путем их расположения параллельно оси 23. Первая полость 8 для рукавного корпуса расположена смежно литниковой полости 12, а вторая полость 8' для рукавного корпуса расположена смежно полости 18 для корпуса заплечика.
Поток расплавленного пластикового материала вводят в литниковую полость 12 через отверстие 13 для введения. Поток направляется в кольцевой распределительный канал 14 литниковой полости 12 через литниковые каналы 15. Таким образом, фронт потока поступает в проход, соединяющий литниковую полость 12 с полостью 8 для рукавного корпуса. Проход в форме, показанной на Фиг. 6, образованный одиночным отверстием в форме щели, настолько узок, что он вначале препятствует поступлению потока расплавленного пластикового материала по проходу в полость для рукавного корпуса.
Литниковая полость 12 теперь заполнена расплавленным пластиковым материалом, введенным через отверстие 13. Когда литниковая полость 12 полностью заполнена, повышение давления обеспечивается в литниковой полости путем введения пластикового материала в полость. Когда давление в литниковой полости достаточно высоко, предпочтительно 300 бар или выше, предпочтительно 350 бар или выше, расплавленный пластиковый материал подают по проходу, то есть, через отверстие в форме щели и в полость 8 для рукавного корпуса.
После заполнения полости 8 для рукавного корпуса, и расположен расплавленный пластиковый материал, литьевая форма открывается путем перемещения первой и второй охватываемой 6, 6' и охватывающей 7, 7' формовочных частей от концевой литниковой части 11 и концевой части 17 заплечика соответственно, снова перемещая их параллельно оси 23.
Первая и вторая охватываемая и охватывающая формовочные части затем вращают относительно поворотной оси 23, продолжающейся параллельно продольной оси полостей 8,8' для рукавного корпуса, так что первая полость для рукавного корпуса располагается поточно с концевой заплечиковой частью, а вторая корпусная полость располагается поточно с концевой литниковой частью. Последовательно форму закрывают путем перемещения формовочных частей параллельно оси 23. Таким образом обеспечивается полость для корпуса заплечика, содержащая часть литникового корпуса и гибкий рукавный корпус, образованные на предшествующих стадиях. На Фиг. 6 литниковый корпус и рукавный корпус выполнены во второй охватываемой и охватывающей части и теперь расположены частично в полости заплечика для литьевого формования заплечика поверх литникового корпуса и верхнего конца рукавного корпуса.
С рукавным корпусом и литниковым корпусом, по меньшей мере, в полости заплечика, поток расплавленного пластикового материала, предпочтительно, РР или сходного материала, вводят в полость для корпуса заплечика и заполняют полость для корпуса заплечика для образования корпуса заплечика на литниковом корпусе и рукавном корпусе.
В то же время, в показанном предпочтительном варианте выполнения поток расплавленного пластикового материала вводят в литниковую полость, как описано выше, для образования второго литникового корпуса и гибкого рукавного корпуса со второй охватываемой и охватывающей формовочной частью в параллельном процессе литьевого формования.
Когда расплавленный пластиковый материал помещен во все полости, литьевую форму открывают путем перемещения первой и второй охватывающей формовочной части от концевой литниковой части и концевой заплечиковой части. Затем сжимаемый корпус тюбика, содержащий гибкий корпус тюбика, литниковый корпус и корпус заплечика выталкивают из первой охватываемой и охватывающей формовочной части.
Процесс литьевого формования запускают повторно, и первую охватываемую и охватывающую повторно объединяют с концевой литниковой частью для образования другого гибкого рукавного корпуса и литникового корпуса, в то время как корпус заплечика образуется на рукавном корпусе и литниковом корпусе во второй охватываемой и охватывающей формовочной части. Таким образом, двухстадийный процесс литьевого формования может нескончаемо продолжаться.
Наблюдается, что отдельная литьевая форма, показанная на Фиг. 6, выполнена для обеспечения прохода, образованного одиночного отверстия в форме щели, которое продолжается по периметру рукавного корпуса. Литьевая форма со сходной схемой расположения может быть снабжена распределительным каналом, соединенным с полостью для рукавного корпуса с помощью нескольких отверстий для литьевого формования корпуса тюбика, как показано на Фиг. 3 и 4. Одно или более отверстий обеспечены между кольцевым распределительным каналом и полостью для рукавного корпуса и равномерно распределены по периметру полости для рукавного корпуса. Отверстие является отверстием, имеющим поперечное сечение, относительно малое по сравнению с поперечным сечением формовочной полости непосредственно до, и предпочтительно по сравнению с формовочной полостью непосредственно после отверстия. Отверстия имеют такой размер, что они препятствуют поступлению потока расплавленного пластикового материала, введенного через литьевое отверстие в литниковую полость, в полость для рукавного корпуса до заполнения кольцевого распределительного канала.
Кроме того, наблюдается, что с предпочтительной литьевой формой, показанной на Фиг. 6, заплечик выполняется литьевым формованием после гибкого рукавного корпуса и литниковой системы. Когда литниковая система и гибкий рукавный корпус выполняются литьевым формованием, охватываемая сердечниковая часть поддерживается в литниковом конце литьевой формы. Литниковая система не покрывает всю поверхность конца охватываемой сердечниковой части и, таким образом, обеспечивает поддержку конца охватываемой сердечниковой части в литниковом конце литьевой формы. Таким образом, охватываемая часть сердечника поддерживается, подвергаясь высокому усилию давления во время введения расплавленного пластикового материала в формовочную полость, в частности, в полость для рукавного корпуса. Такая поддержка предотвращает смещение сердечника во время процесса литьевого формования и, таким образом, обеспечивает упрощенную конструкцию сердечника и лучшее управление толщиной стенок сжимаемого тюбика.
В альтернативном варианте выполнения литьевой формы по изобретению концевая литниковая часть и концевая заплечиковая часть объединены в одиночную формовочную часть, содержащую скользящие элементы для получения полости, дополнительной к литниковой полости, после выполнения литникового корпуса. В таком варианте выполнения используются одиночные охватываемая и охватывающая части.
На Фиг. 7 показано альтернативное устройство 101 для двухстадийного литьевого формования по изобретению для литьевого формования корпуса 105 заплечика на первой стадии и литьевого формования литникового корпуса и гибкого рукавного корпуса на второй стадии, так что литниковый корпус и гибкий рукавный корпус выполняются литьевым формованием интегрально с корпусом 105 заплечика.
В данном варианте выполнения устройство для литьевого формования содержит основную заплечиковую часть 111, концевую заплечиковую часть 117, охватываемую формовочную часть 106 и охватывающую формовочную часть 107. В отличие от устройства для двухстадийного литьевого формования по Фиг. 6, литниковая полость 112 выполнена не концевой литниковой частью вместе с охватываемой или охватывающей частью, а концевой заплечиковой частью 117, содержащей корпус заплечика 105, выполненный литьевым формованием вместе с охватываемой и охватывающей частью.
На первой стадии, выполненной на левой стороне показанной литьевой формы 101, концевая заплечиковая часть 117 вместе с основной заплечиковой частью 111 образует полость 118 для образования корпуса 105 заплечика между ними. Концевая заплечиковая часть 117 содержит отверстие 113 для введения потока расплавленного пластикового материала в полость 118 для образования корпуса заплечика. Кроме того, литьевая форма содержит штифт 131 для образования в корпусе 105 отверстия смежно второму отверстию 132 для введения в концевую заплечиковую часть 117.
В показанном варианте выполнения основная заплечиковая часть 111 и охватываемая и охватывающая формовочные части 106, 107 закреплены с противоположных сторон от воображаемой поворотной оси 123. Обеспечены две концевые заплечиковые части 117, которые могут перемещаться вокруг оси 123 для их объединения с основной заплечиковой частью 111 или охватывающей или охватываемой формовочной частью 107, 106.
Охватывающая формовочная часть 107, объединенная с охватываемой формовочной частью 106, образует полость 108 для рукавного корпуса для образования гибкого рукавного корпуса между ними. Полость для рукавного корпуса продолжается от верхнего конца 109 до противоположного нижнего конца 110 в продольном направлении. Наблюдается, что охватываемая и охватывающая часть могут иметь сходную конструкцию, как в вышеописанных формах для двухстадийного литьевого формования.
На второй стадии, концевая заплечиковая часть 117, содержащая корпус заплечика 105, выполненный литьевым формованием, объединена с охватывающей формовочной частью 107 и охватываемой формовочной частью 106 для образования литниковой полости 112 на верхнем конце полости 108 для рукавного корпуса. Эта литниковая полость содержит отверстие корпуса заплечика для введения потока расплавленного пластикового материала из второго литьевого отверстия 132 в концевой заплечиковой части через указанное отверстие в указанной литниковой полости 112 для литьевого формования литникового корпуса и гибкого рукавного корпуса интегрально с корпусом заплечика. Наблюдается, что на Фиг. 7 отверстие в корпусе заплечика лежит за пределами плоскости изображения, поэтому показана только часть литьевого отверстия. В левой части литьевой формы, показанной на Фиг. 6, показан штифт 131 для обеспечения этого отверстия, поскольку полоть заплечика показана без корпуса заплечика внутри.
Литниковая полость 112 содержит, сходно с литниковой полостью в альтернативной литьевой форме, описанной выше, кольцевой распределительный канал 114, расположенный по верхнему концевому периметру полости 108 для рукавного корпуса, при этом один или более литниковых каналов продолжается между отверстием и корпусом заплечика и кольцевым распределительным каналом и проходом 130. Проход 130 образован одним отверстием, продолжающимся по всему периметру верхнего конца полости 108, и, таким образом, равномерно распределен по периметру полости для рукавного корпуса. Отверстие 130 соединяет кольцевой распределительный канал 114 с полостью 108 для рукавного корпуса для направления расплавленного пластикового материала из распределительного канала в полость для рукавного корпуса.
Отверстие 130 узкое по сравнению с распределительным каналом 114 до прохода, так что проход вначале препятствует поступлению потока расплавленного пластикового материала в полость для рукавного корпуса, что вызывает повышение давления в литниковой полости. Это повышение давления в итоге приводит к созданию давления, достаточно высокого для подачи потока расплавленного пластикового материала по проходу в полость для рукавного корпуса формы.
Во время двухстадийного процесса литьевого формования с литьевой формой, показанной на Фиг. 7, сначала корпус заплечика образуется в полости для корпуса заплечика путем введения потока расплавленного пластикового материала в полость для корпуса заплечика и заполняется полость для корпуса заплечика для образования корпуса заплечика.
Когда корпус заплечика выполнен в достаточной степени, объединенная концевая часть для корпуса заплечика формы и выполненный литьевым формованием корпус заплечика перемещаются для образования литниковой полости смежно с полостью для рукавного корпуса для обеспечения литьевого формования литникового корпуса и гибкого рукавного корпуса интегрально с корпусом заплечика. Таким образом, полость для литникового корпуса образуется между выполненным литьевым формованием заплечиком и охватываемой и охватывающей частью литьевой формы. Наблюдается, что литниковые каналы могут быть выполнены в охватываемой формовочной части или, по меньшей мере, частично, в корпусе заплечика. В отдельном показанном варианте выполнения литниковые каналы образованы в корпусе заплечика.
На второй стадии, расплавленный пластиковый материал инжектирую в литниковую полость и направляют через отверстие в литниковые каналы и в распределительный канал. Распределительный канал соединен с полостью для рукавного корпуса через проход, настолько узкий, что он вначале препятствует поступлению потока расплавленного пластикового материала в проход и в полость для рукавного корпуса.
Когда литниковая полость полностью заполнена расплавленным пластиковым материалом, в литниковой полости повышается давление, пока оно не становится достаточно высоким, предпочтительно, по меньшей мере, 200 бар, более предпочтительно, по меньшей мере, 300 бар, более предпочтительно, по меньшей мере, 350 бар для подачи расплавленного пластикового материала по проходу в полость для рукавного корпуса.
Когда материал полностью помещен в полость для рукавного корпуса, корпус тюбика выталкивается из литьевой формы.
Другие варианты выполнения литьевой формы для снабжения гибкого рукавного корпуса и литникового корпуса заплечиком путем трех- (или более) стадийного литьевого формования могут быть составлены специалистом в данной области на основе информации, включенной в данный документ. Предпочтительно форма также выполнена для двухкомпонентного литьевого формования с использованием первого типа пластикового материала для литьевого формования гибкого рукавного корпуса и корпуса заплечика, а второго типа пластикового материала - для литьевого формования заплечика. Таким образом, заплечик может быть выполнена литьевым формованием в другом цвете или с другой жесткостью, чем рукавный корпус и литниковый корпус.
Кроме того, для специалиста в данной области очевидно, что форма по изобретению может быть выполнена для обеспечения нескольких объединенных корпусов тюбика за один сеанс. В таком варианте выполнения обеспечена распределительная система, расположенная до литника, которая разделяет поток расплавленного пластикового материала для нескольких литниковых систем. Распределительные системы, расположенные до литника, удаляются из литниковых систем, когда корпуса тюбиков выдаются из формы или после выдачи.
Гибкий рукавный корпус, показанный на чертежах, имеет цилиндрическую форму обычно с круглым поперечным сечением. Следует понимать, цилиндрические формы, имеющие другие виды поперечного сечения, например, овальное, квадратное, прямоугольное или другое также считаются включенными в объем изобретения.
В показанных вариантах выполнения литниковая полость содержит литниковые каналы, отклоняющиеся в радиальном направлении обычно перпендикулярно продольной оси корпуса тюбика от впускного отверстия и имеющие концевые участки, продолжающиеся в продольном направлении до соединения с кольцевым распределительным каналом. Данная конфигурация, в частности, полезна при объединении с частями заплечика, имеющими плоскую верхнюю поверхность, как показано на Фиг. 2. В альтернативном варианте выполнения корпус заплечика, например, имеет коническую форму, и литниковые каналы продолжаются под углом к продольной оси корпуса тюбика, так что они расположены смежно внутренней поверхности конусообразного корпуса заплечика.
На Фиг. 8 показан вид в перспективе корпуса 24 тюбика, содержащего продольную разделительную стенку 25, разделяющую пространство, образованное гибким рукавным корпусом 26 на два отделения.
Для обеспечения сжимаемого корпуса тюбика, содержащего гибкий рукавный корпус и, по меньшей мере, одну продольную разделительную стенку, разделяющую пространство, образованное гибким рукавным корпусом, на два или более отдельных отделения, продолжающихся в продольном направлении гибкого корпуса тюбика, литьевая форма по изобретению снабжена охватываемой формовочной частью, содержащей две или более частей, которые между ними образуют полости с разделительной стенкой для образования одной или более гибких разделительных стенок в гибком рукавном корпусе.
Верхний конец такой полости с разделительной стенкой соединена непосредственно с литниковыми каналами, так что выполненная литьевым формованием разделительная стенка продукта корпуса тюбика соединена с литниковыми каналами на верхнем конце. Это обеспечивает литьевое формование корпуса заплечика для обеспечения уплотнения между отделениями на верхнем конце тюбика.
На Фиг. 8 показан гибкий рукав с литниковым корпусом, содержащий крестообразные литниковые каналы с четырьмя обычно прямыми литниковыми каналами 28. Два из этих каналов пересекают рельефную разделительную стенку в нескольких местах. В форме канал для обеспечения литниковых каналов соединен с полостью для обеспечения разделительной стенки. Другие два литниковых канала разделяются на два ответвления сходно с литниковыми корпусами, показанными на Фиг. 1-4. Наблюдается, что литьевая точка расположена в поперечном сечении литниковых каналов, и, таким образом, поток достигает кольцевого распределительного канала сначала через первые два литниковых канала, и затем через вторые разделенные каналы. Наблюдается, что в предпочтительном варианте выполнения по изобретению конструкция литниковых каналов, то есть, форма и длина, приспособлена так, что поток достигает распределительного канала через все литниковые каналы одновременно. В альтернативном примере два литниковых канала, например, не разделяются, но идут прямо в разделительный канал, так что длина и форма всех литниковых каналов сходна.
На Фиг. 9 показан альтернативный вариант выполнения, в котором два литниковых канала 28 повторяют рельефную форму разделительной стенки для достижения оптимального соединения между литниковым корпусом и разделительной стенкой. Корпус заплечика, подлежащий вращению вокруг литниковой системы, имеет одно смещенное от центра отверстие.
Предпочтительная показанная разделительная стенка 25 имеет рельефную форму, так что ширина стенки сходна с половиной внутреннего периметра гибкого корпуса тюбика, полностью расширенного для устранения рельефа. Таким образом, нижний участок гибкого рукавного корпуса может быть выровнен и запечатан против полностью расширенной разделяющей стенки для образования выровненного запечатанного конца сжимаемого тюбика.
Полости с разделительной стенкой соединены с полостью для гибкого рукавного корпуса через щелевые отверстия, продолжающиеся по длине разделительной стенки. Отверстия имеют такой размер, что расплавленный пластиковый материал течет через отверстие в полость для гибкого рукавного корпуса после обычного заполнения полости с разделительной стенкой. Таким образом, разделительные стенки соединены с гибким рукавом соединением в форме пленки.
Охватываемая часть сердечника для обеспечения гибкого корпуса тюбика, показанного на Фиг. 8, содержит полость с разделительной стенкой в форме одной продольной щели. Альтернативно охватываемая формовочная часть, при взгляде в продольном направлении, разделена на части в форме кусков пирога для снабжения гибкого корпуса тюбика разделительными стенками, которые разделяют пространство, образованное гибким рукавным корпусом, на отдельные отделения в форме кусков пирога.
Кроме того, альтернативно к форме для обеспечения одиночной стенки, показанной на Фиг. 8, охватываемая часть сердечника может быть разделена, при взгляде в продольном направлении, на концентрические части обычно кольцевой формы для снабжения корпуса тюбика одной или более гибкими разделительными стенками, которые разделяют пространство, образованное гибким рукавным корпусом в отделениях концентрической формы.
В дополнительном варианте выполнения по изобретению заплечик снабжен интегральной крышкой для закрывания тюбика, при этом крышка выполнена в полости для крышки, сообщенной с полостью для корпуса заплечика. В таком варианте выполнения расплавленный пластиковый материал может подаваться в полость для заплечика через полость для крышки.
Настоящее изобретение в частности, но не только, применимо к устройствам для литьевого формования гибких рукавных корпусов, имеющих толщину стенки 1 мм или менее, предпочтительно, 0,6 мм или менее. Гибкий рукав и литниковый корпус выполняются литьевым формованием из расплавленного пластикового материала, такого как полимерный материал, например, эластомер, например, комбинация РР и эластомера или термопластичного каучука с индексом текучести расплава, по меньшей мере, 100 и модулем упругости менее 500 или сходного материала.
Корпус заплечика выполнен литьевым формованием из расплавленного пластикового материала, который может быть тем же, что материал, из которого выполнен гибкий рукавный корпус. Предпочтительно корпус заплечика выполнен из менее гибкого материала, чем материал, из которого выполнен гибкий рукавный корпус.
Наблюдается, что устройство для литьевого формования, показанное на Фиг. 6 и 7, является очень упрощенным вариантом, который вместе с другими чертежами используется для объяснения принципа изобретения. Чертежи выполнены без масштабного соотношения и не отображают настоящие размеры и/или пропорции. Кроме того, литьевые формы, показанные на Фиг. 6 и 7, на практике объединены с устройствами для литьевого формования, содержащими, например, охлаждающие устройства, литьевые устройства для пластикового материала, роботизированные извлекающие устройства и другие, известные в уровне техники.






Группа изобретений относится к устройствам для литьевого формования гибкого рукавного корпуса для сжимаемого тюбика (варианты), способу получения сжимаемого корпуса тюбика (варианты). Устройство содержит охватываемую формовочную часть и охватывающую формовочную часть, вместе с охватываемой формовочной частью образующую полость для рукавного корпуса для образования гибкого рукавного корпуса между ними. Полость для рукавного корпуса продолжается от верхнего конца до противоположного нижнего конца в продольном направлении. Формовочное устройство дополнительно содержит концевую литниковую часть, вместе с охватывающей формовочной частью и охватываемой формовочной частью образует литниковую полость на верхнем конце полости для рукавного корпуса. Литниковая полость содержит проход, образованный одним или более отверстиями, соединяющими кольцевой распределительный канал с полостью для рукавного корпуса для направления расплавленного пластикового материала из распределительного литникового канала в полость для рукавного корпуса. Одно или более отверстий равномерно распределены по периметру полости для рукавного корпуса и узкие по сравнению с распределительным каналом до прохода, так что проход вначале препятствует поступлению потока расплавленного пластикового материала в полость для рукавного корпуса, что вызывает повышение давления в литниковой полости, что в итоге приводит к созданию давления, достаточно высокого для продвижения расплавленного пластикового материала по проходу в полость для рукавного корпуса. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в том, чтобы исключить смещение или повреждение этикетки при перемещении потока расплавленного пластикового материала вдоль этикетки при высоком литьевом давлении. 6 н. и 12 з.п. ф-лы, 9 ил.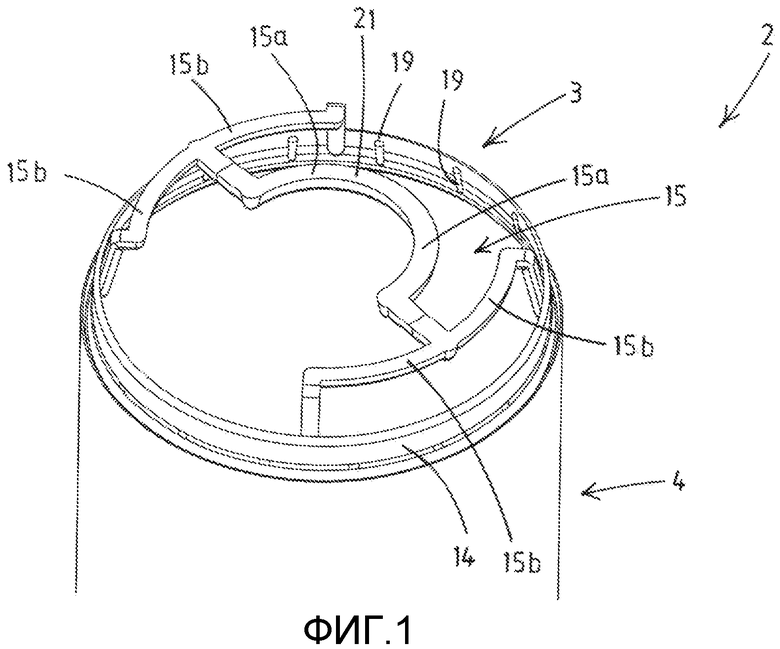
1. Устройство (10) для двухстадийного литьевого формования гибкого рукавного корпуса и корпусом заплечика для сжимаемого тюбика путем литьевого формования литникового корпуса и гибкого рукавного корпуса на первой стадии и литьевого формования корпуса заплечика смежно с литниковым корпусом и гибким рукавным корпусом на второй стадии, так что корпус заплечика выполняется литьевым формованием интегрально с литниковым корпусом и гибким рукавным корпусом, причем устройство для литьевого формования содержит:
- охватываемую формовочную часть (6);
- охватывающую формовочную часть (7), которая в комбинации с охватываемой формовочной частью (6) образует полость (8) для рукавного корпуса для образования гибкого рукавного корпуса (4) между ними, при этом полость (8) для рукавного корпуса продолжается от верхнего конца (9) до противоположного нижнего конца (10) в продольном направлении;
- концевую литниковую часть (11), которая в комбинации с охватывающей формовочной частью (7) и охватываемой формовочной частью (6) образует литниковую полость (12) на верхнем конце (9) полости (8) для рукавного корпуса, при этом литниковая полость содержит:
отверстие (13) для введения потока расплавленного пластикового материала в литниковую полость (12);
кольцевой распределительный канал (14), расположенный по верхнему концевому периметру полости (8) для рукавного корпуса;
один или более литниковых каналов (15), продолжающихся между отверстием (13) для введения и кольцевым распределительным каналом (14);
проход (30), образованный одним или более отверстиями, соединяющими кольцевой распределительный канал (14) с полостью (8) для рукавного корпуса для направления расплавленного пластикового материала из распределительного канала в полость для рукавного корпуса, при этом одно или более отверстий равномерно распределены по периметру полости (8) для рукавного корпуса и являются узкими по сравнению с распределительным каналом (14) до прохода, так что проход вначале препятствует поступлению потока расплавленного пластикового материала в полость для рукавного корпуса, что вызывает повышение давления в литниковой полости (8), что в итоге приводит к созданию давления, достаточно высокого для подачи потока расплавленного пластикового материала по проходу в полость (8) для рукавного корпуса;
концевую часть (17) заплечика, которая в комбинации с охватывающей формовочной частью (7) и охватываемой формовочной частью (6) образует полость (18) для корпуса заплечика для образования корпуса (5) заплечика, причем концевая часть (17) заплечика содержит отверстие для введения потока расплавленного пластикового материала в полость (18) корпуса заплечика для литьевого формования корпуса заплечика в полости для корпуса заплечика смежно с литниковым корпусом и гибким рукавным корпусом, так что корпус заплечика выполняется литьевым формованием интегрально с литниковым корпусом и гибким рукавным корпусом.
2. Устройство (101) для двухстадийного литьевого формования гибкого рукавного корпуса и корпуса заплечика для сжимаемого тюбика путем литьевого формования корпуса заплечика на первой стадии и литьевого формования литникового корпуса и гибкого рукавного корпуса на второй стадии, так что литниковый корпус и гибкий рукавный корпус выполняются литьевым формованием интегрально с корпусом заплечика, при этом устройство (101) для литьевого формования содержит:
- основную заплечиковую часть (111);
- концевую заплечиковую часть (117), в комбинации с основной заплечиковой частью (111) образующую полость (118) для корпуса заплечика для образования корпуса заплечика между ними, при этом концевая заплечиковая часть (117) содержит литьевое отверстие (113) для введения потока расплавленного пластикового материала в полость (118) для корпуса заплечика, и в которой литьевая форма содержит штифт (131) для снабжения корпуса заплечика отверстием смежно со вторым отверстием (132) для введения в концевую заплечиковую часть;
- охватываемую формовочную часть (106);
- охватывающую формовочную часть (107), в комбинации с охватываемой формовочной частью (106) образующую полость (108) для рукавного корпуса для образования гибкого рукавного корпуса между ними, при этом полость (108) для рукавного корпуса продолжается от верхнего конца (109) до противоположного нижнего конца (110) в продольном направлении, и
при этом концевая заплечиковая часть (117) включает выполненный литьевым формованием корпус заплечика, в комбинации с охватывающей формовочной частью (107) и охватываемой формовочной частью (106) образующий литниковую полость (112) на верхнем конце (109) полости (108) для рукавного корпуса, при этом литниковая полость содержит:
отверстие корпуса заплечика для введения потока расплавленного пластикового материала из второго литьевого отверстия (132) в концевую заплечиковую часть (117) через указанное отверстие в литниковой полости (112) для литьевого формования литникового корпуса и гибкого рукавного корпуса интегрально с корпусом заплечика;
кольцевой распределительный канал (114), расположенный по верхнему кольцевому периметру полости (108) для рукавного корпуса;
один или более литниковых каналов (115), продолжающихся между отверстием в корпусе заплечика и кольцевым распределительным каналом (114);
проход (130), образованный одним или более отверстиями, соединяющими кольцевой распределительный канал (114) с полостью (108) для рукавного корпуса для направления расплавленного пластикового материала из распределительного канала в полость для рукавного корпуса, при этом одно или более отверстий равномерно распределены по периметру полости (108) для рукавного корпуса и узкие по сравнению с распределительным каналом (114) до прохода (130), так что проход вначале препятствует поступлению потока расплавленного пластикового материала в полость (108) для рукавного корпуса, что вызывает повышение давления в литниковой полости, что в итоге приводит к созданию давления, достаточно высокого для подачи потока расплавленного пластикового материала по проходу (130) в полость (108) для рукавного корпуса.
3. Устройство по п. 1 или 2, в котором проход имеет такой размер, что поток расплавленного пластикового материала поступает в полость для рукавного корпуса только после того, как литниковая полость полностью заполнена, а давление в распределительном канале составляет, по меньшей мере, 200 бар, предпочтительно, по меньшей мере, 300 бар, более предпочтительно, по меньшей мере, 350 бар.
4. Устройство по п. 1 или 2, в котором проход образован одиночной кольцевой щелью, обеспеченной между кольцевым распределительным каналом (14) и полостью (8) для рукавного корпуса, при этом щель продолжается по периметру полости для рукавного корпуса.
5. Устройство по п. 1 или 2, в котором одно или более отверстий имеют ширину или диаметр около 0,3 мм, предпочтительно, менее 0,3 мм.
6. Устройство по п. 1 или 2, в котором проход узкий по сравнению с полостью для рукавного корпуса непосредственно после прохода, так что поток пластикового материала при продвижении под давлением по проходу может свободно течь в более широкую часть полости для рукавного корпуса.
7. Устройство по п. 1 или 2, в котором каждое из отверстий является частью канала, при этом каналы предпочтительно расположены внутри периметра полости для рукавного корпуса.
8. Устройство по п. 1 или 2, в котором литниковая полость, в частности, распределительный канал литниковой полости, расположена внутри периметра полости для рукавного корпуса.
9. Устройство по п. 1 или 2, в котором распределительный канал имеет суженное поперечное сечение, так что оно сужается по направлению к полости для рукавного корпуса.
10. Устройство по п. 1 или 2, в котором поперечное сечение распределительного канала по существу меньше поперечного сечения каждого литникового канала.
11. Устройство по п. 1 или 2, в котором один или более литниковых каналов разделяются на несколько ответвлений, открывающихся в кольцевой распределительный канал через стандартный интервал по периметру кольцевого распределительного канала для равномерного распределения потока расплавленного пластикового материала поверх распределительного канала.
12. Устройство по п. 1 или 2, в котором длина и поперечное сечение литниковых каналов имеют такой размер, что поток расплавленного пластикового материала поступает в распределительный канал через каждый канал по существу одновременно.
13. Устройство по п. 1 или 2, в котором форма выполнена для нанесения этикетки внутри формы для снабжения рукавного корпуса этикеткой, предпочтительно, этикеткой, имеющей особые барьерные свойства для снабжения рукавного корпуса лучшими барьерными свойствами против, например, газов или испарения воды, чем основной материал тюбика.
14. Устройство по п. 1 или 2, в котором форма выполнена для трехстадийного литьевого формования корпуса заплечика для снабжения рукавного корпуса интегральным заплечиком, имеющим лучшие барьерные свойства против, например, газов или испарения воды, чем основной материал корпуса заплечика.
15. Способ получения сжимаемого корпуса тюбика, содержащего литниковый корпус, гибкий рукавный корпус и корпус заплечика, с использованием устройства по п. 1, при этом способ включает:
обеспечение литниковой полости смежно полости для рукавного корпуса;
введение расплавленного пластикового материала в литниковую полость;
обеспечение прохода между литниковой полостью и полостью для рукавного корпуса, при этом проход настолько узкий, что он вначале препятствует поступлению потока расплавленного пластикового материала в проход и в полость для рукавного корпуса;
полное заполнение литниковой полости расплавленным пластиковым материалом и последующее обеспечение повышения давления в литниковой полости, пока давление не становится достаточно высоким, предпочтительно, по меньшей мере, 200 бар, более предпочтительно, по меньшей мере, 300 бар, более предпочтительно, по меньшей мере, 350 бар, для подачи расплавленного пластикового материала по проходу в полость для рукавного корпуса;
обеспечение полости для корпуса заплечика, содержащей часть литникового корпуса и гибкий рукавный корпус, выполненный на предшествующих стадиях;
введение потока расплавленного пластикового материала в полость для корпуса заплечика и заполнения полости для корпуса заплечика для образования корпуса заплечика интегрально с литниковым корпусом и рукавным корпусом.
16. Способ получения сжимаемого корпуса тюбика, содержащего литниковый корпус, гибкий рукавный корпус и корпус заплечика, с использованием устройства по п. 2, при этом способ включает:
обеспечение полости для корпуса заплечика;
введение потока расплавленного пластикового материала в полость для корпуса заплечика и заполнения полости для корпуса заплечика для образования корпуса заплечика;
обеспечение корпуса заплечика смежно с полостью для рукавного корпуса для образования литниковой полости смежно с полостью для рукавного корпуса для обеспечения литьевого формования литникового корпуса и гибкого рукавного корпуса интегрально с корпусом заплечика;
введение расплавленного пластикового материала в литниковую полость;
обеспечение прохода между литниковой полостью и полостью для рукавного корпуса, при этом проход настолько узкий, что он вначале препятствует прохождению потока расплавленного пластикового материала из прохода и поступлению в полость для рукавного корпуса;
полное заполнение литниковой полости расплавленным пластиковым материалом и последующее обеспечение повышения давления в литниковой полости, пока давление не становится достаточно высоким, предпочтительно, по меньшей мере, 200 бар, более предпочтительно, по меньшей мере, 300 бар, более предпочтительно, по меньшей мере, 350 бар, для подачи расплавленного пластикового материала через проход и в полость для рукавного корпуса.
17. Сжимаемый корпус (2) тюбика, содержащий гибкий рукавный корпус (4), полученный с использованием устройства для литьевого формования по п. 1 или 2.
18. Сжимаемый корпус (2) тюбика, содержащий литниковый корпус (3), гибкий рукавный корпус (4) и корпус заплечика (3), и полученный способом по п. 15 или 16.
| US 2009004324 A1,01 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 2006188676 A1,24.08.2006 | |||
| Устройство для синхронного детектирования фазоманипулированных сигналов | 1982 |
|
SU1048582A2 |
| JP H05162174 A,29.06.1993 | |||
| DE 102007018358 A1,23 10.2008 | |||
| ЩВАРЦ О | |||
| и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2005, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |

