Предлагаемое изобретение относится к технологии машиностроения, в частности к обработке металлов давлением в разделе ротационная вытяжка.
Известно устройство для ротационной вытяжки малогабаритных тонкостенных деталей (Ковка и штамповка: Справочник: В 4 т. Т.4. Листовая штамповка / Под ред. А.Д. Матвеева. М.: Машиностроение, 1987, стр.266, табл.16), имеющий корпус, закрепленный в кронштейне токарного станка, две обоймы, одна из которых регулируемая, с давильными элементами в сепараторах в виде шариков, которые деформируют заготовку на вращающейся оправке, закрепленной в патроне передней бабки токарного станка.
Недостатком такой конструкции является невозможность точно регулировать степень деформации и диаметральный размер изготавливаемой детали во второй обойме из-за того, что на гайке, ее удерживающей, отсутствует нониусная шкала, которая обычно должна наноситься на конический скос этой гайки, которого на ней нет. Кроме того, давильные элементы не могут деформировать заготовку, так как не выходят из сепараторов.
Известно также устройство для ротационной вытяжки тонкостенных деталей обоймами давильных элементов (прототип) (Патент РФ на полезную модель №23251, B21D 22/16. Устройство для ротационной вытяжки. Опубликовано: 1.11.2012 г.), состоящее из корпуса со стойкой, устанавливаемой на суппорте токарного станка, двух регулируемых обойм с давильными элементами в сепараторах, размещенных в корпусе и удерживаемых в нем микрометрическими гайками, и оправки, закрепленной в патроне передней бабки этого станка.
Такое устройство позволяет регулировать степень деформации заготовки в каждой обойме. Однако регулировка степени деформации в первой обойме из-за конструктивных особенностей устройства зависит от регулировки степени деформации во второй обойме. Такая зависимость усложняет подбор оптимальных режимов деформирования и увеличивает время подготовки производства заданных деталей.
Задачей предложенного технического решения является повышение качества получаемых деталей и ускорения подготовки производства деталей за счет выполнения обойм с давильными элементами с независимой регулировкой, так как такая конструкция позволяет легко справиться с дефектами типа «воротник», «шелушение» металла, расщепление кромок, за счет независимого подбора оптимальных степеней деформации в каждой из обойм устройства.
Поставленная задача решается за счет того, что корпус выполнен в виде втулки с образованием двух полостей, разделенных перемычкой, размещение регулируемых обойм с давильными элементами осуществляют в разных полостях корпуса и удерживаются в них двумя микрометрическими гайками с соответственно левой и правой резьбой, на которые нанесены нониусные шкалы с противоположным отсчетом, причем в каждой обойме одно из опорных колец выполнено плавающим и опирающимся на соответствующие поверхности гайки и перемычки корпуса через упорные подшипники, а для поддержания давильных элементов в обоймах установлен центральный прижим, в качестве упорных подшипников использован комплект шариков, перемещающихся по поверхностям закаленных дисков и подвижных опорных колец, а сепараторы их выполнены составными в виде неразъемных дисков с предварительно отбортованными отверстиями, образующими полости для размещения выступающих из них шариков, давильные элементы в обоймах представляют собой шарики, диаметры которых равны между собой в одной обойме и не равны в разных обоймах, давильные элементы в обоймах выполнены в виде роликов, идентичных и равных по конфигурации в одной обойме и неравных в разных обоймах, причем в одной из обойм давильные элементы выполнены в виде шариков, а в другой обойме - давильные элементы в виде роликов.
На фигурах 1, 2, 3, 4 показаны устройство и варианты его исполнения для деформирования заготовок из материалов, отличающихся по механическим и физическим свойствам.
Устройство для ротационной вытяжки малогабаритных деталей (фиг.1) состоит из корпуса 1, представляющего собой втулку с внутренней перемычкой 2. По центру наружной поверхности корпуса 1 выполнена проточка 3. Корпус 1 закреплен в отверстии стойки 4 с помощью винта 5, входящего в его проточку 3.
Стойку 4 закрепляют на суппорте токарного станка с возможностью перемещаться вдоль оси устройства от привода станка. В левой полости корпуса 1 устройства размещена входная обойма давильных элементов, состоящая из левого подвижного опорного кольца 6 и правого неподвижного опорного кольца 7, встроенного в перемычку 2 корпуса 1. В кольцевом желобе, образованном скосами опорных колец 6 и 7, размещены давильные элементы 8.
Левое опорное кольцо 6 опирается на комплект шариков 9, размещенных в сепараторе 10 с возможностью свободного вращения. Они используются вместо упорного подшипника. Комплект шариков 9, в свою очередь, опирается на закаленное кольцо 11, размещенное в микрометрической гайке 12, на конусе которой размечена нониусная шкала 13.
В правой полости корпуса 1 размещена выходная обойма давильных элементов, состоящая из левого опорного кольца 14, опирающегося на комплект шариков 15, размещенных в сепараторе 16, взаимодействующий с закаленным кольцом 17, закрепленным в перемычке 2. Правое опорное кольцо 18 выходной обоймы установлено в корпусе 1 с возможностью перемещения вдоль своей оси под действием микрометрической гайки 19 с нониусной шкалой 20 на конической поверхности. В желобе, образованном скосами опорных колец 14 и 18, помещены давильные элементы 21. Микрометрические гайки 12 и 19 регулируют степень деформации на 1 и 2 этапах формоизменения, вращая их на заданное число делений нониусных шкал 13 и 20 относительно базовой риски 22 на стойке 4. В сопрягаемых поверхностях корпуса 1 и правого опорного кольца 18 выполнено отверстие и размещен штифт (не показан), необходимый для свободного продольного перемещения кольца 18 при регулировании заданной степени деформации.
Оправка 23 устройства установлена в патрон передней бабки токарного станка с помощью хвостовика 24. На оправке 23 размещена заготовка 25, которая деформируется давильными элементами 8 с начальной степенью деформации и давильными элементами 21 с окончательной степенью деформации.
От сползания заготовки 25 с оправки 23 вначале деформирования и для удержания давильных элементов 8 и 21 от выпадения из обойм предназначен прижим 26.
Работает устройство следующим образом. Вначале оправку 23 устанавливают в патрон передней бабки токарного станка, на его суппорт закрепляют основание 4 вместе с корпусом 1 и отводят вправо так, чтобы можно было надеть смазанную заготовку 25 и прижать ее дно к торцу оправки 23 с помощью прижима 26, действующего от задней бабки. Затем микрометрическими гайками 12 и 19 с помощью нониусных шкал 13 и 20 относительно риски 22 задают давильным элементам 8 и 21 такое положение, чтобы осуществлялась ротационная вытяжка полуфабриката и изделия с заданными размерами по диаметрам или с заданными степенями деформации. При включении токарного станка оправка 23 начинает вращаться, а суппорт от привода станка с корпусом 1 перемещается влево до захвата заготовки 25 давильными элементами 8. При этом, деформируясь, заготовка 25 начинает вращаться вместе с оправкой 23, и соответственно начинают вращаться давильные элементы 8, перемещаясь по рабочим поверхностям опорных колец 7 и 6 и деформируя заготовку. Причем, если давильный элемент бежит по опорному кольцу 7, то кольцо 6 вращается вслед за давильными элементами 8, исключая проскальзывание их на всех 3-х контактных поверхностях, что избавляет процесс деформирования от «шелушения» металла при любой степени деформации.
Когда получаемый полуфабрикат доходит до выходной обоймы, то давильные элементы 21, в свою очередь, начинают вращаться и бегут по рабочим поверхностям опорных колец 18 и 14, причем если опорное кольцо 18 остается неподвижным, то опорное кольцо 14 вращается вслед за давильными элементами 21, исключая «шелушение» металла и на втором этапе деформирования. При этом формируются окончательные размеры изделия.
После того как ротационная вытяжка закончилась, станок выключают. Микрометрической гайкой 19 освобождают давильные элементы 21 от захвата кромки детали и суппорт отводят в исходное положение. Деталь снимают с оправки 23.
Затем на оправку 23 вновь надевают смазанную заготовку, прижимая ее к торцу оправки прижимом 26, устанавливают нужный размер положения давильных элементов 21 микрометрической гайкой 19, включают станок и технологический цикл повторяется.
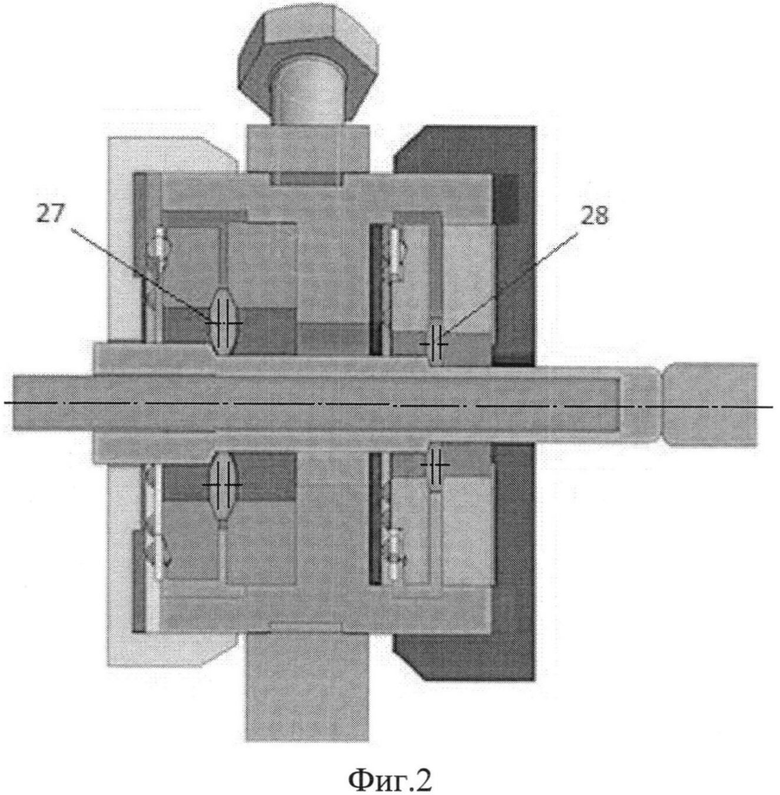
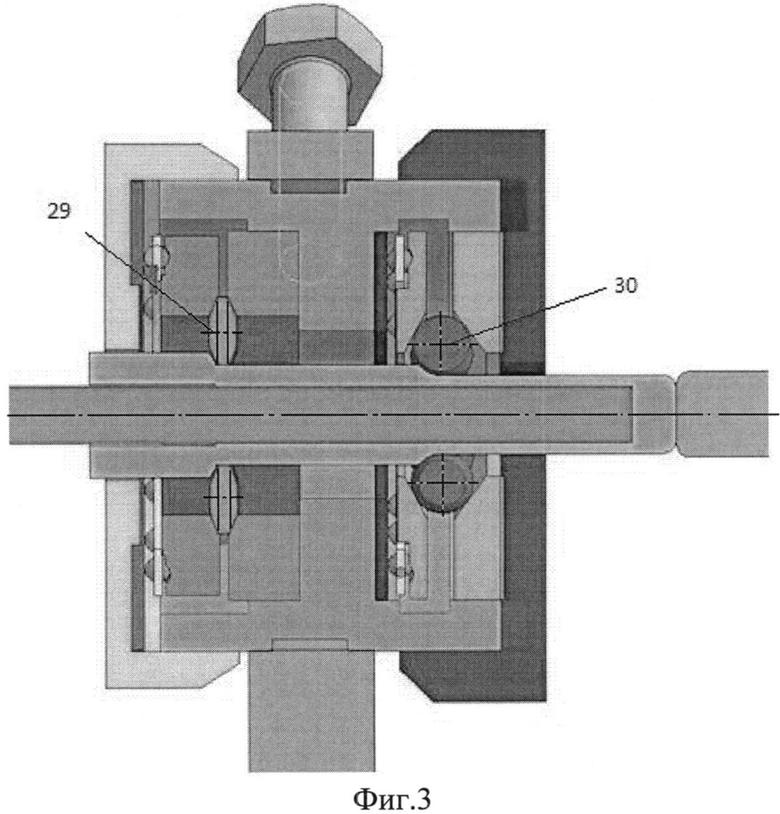
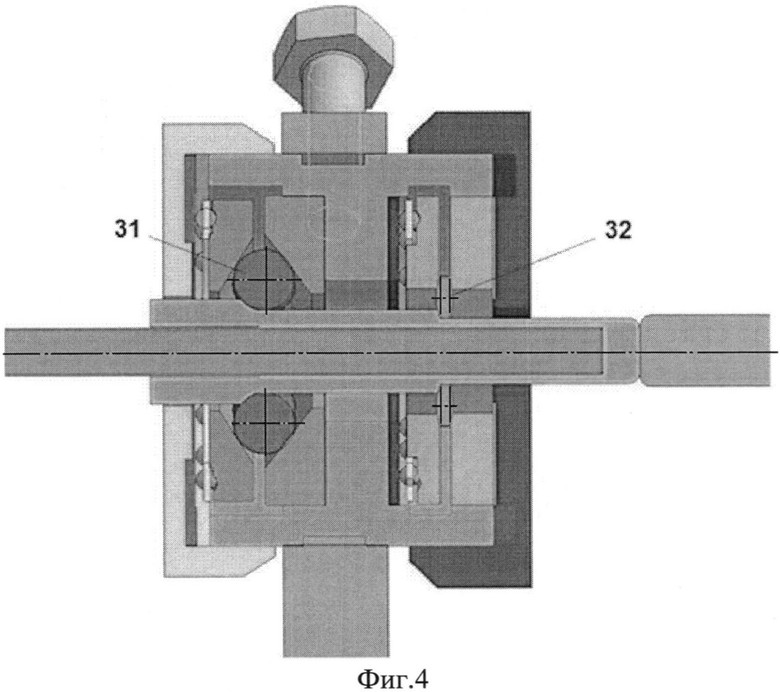
На фигурах 2, 3, 4 представлены варианты использования различных форм давильных элементов 8 и 21, которые предназначены:
- Обоймы с давильными элементами 27, 28, предназначены для больших степеней деформации с подавлением дефекта в виде овальности корпуса
- Обоймы с давильными элементами 29, 30 предназначены для деформирования деталей с подавлением дефектов в виде образования наплывов
- Обоймы с давильными элементами 31, 32 предназначены для деформирования малопластичных материалов с устранением дефекта расщепления кромок детали.
Проведены эксперименты, которые подтвердили реализуемость предложенных схем ротационной вытяжки.
Пример реализации работы устройства.
Из ленты толщиной 0,5 мм, изготовленной из нержавеющей стали Х18Н10Т, вырубали кружок диаметром 15.8 мм и сворачивали его в колпачок с наружным 6 мм и внутренним диаметром 5 мм и высотой 20 мм. Устройство для ротационной вытяжки установлено в стойке на суппорте токарного станка 1К62, а оправка в шпинделе передней бабки, задний прижим закреплен и с возможностью осевого перемещение в задней бабке. Работали со следующими режимами: подача 3 мм/сек, вращение оправки 200 оборотов/минуту. Полученный колпачок устанавливается на оправку и включается суппорт подачи инструмента для деформирования заготовки, степень деформации в первой обойме составляла 20%, а во второй 15%. Полученная деталь с толщиной стенки 0,1 мм и высотой 46,5 мм. Наплывов, шелушения и расщепления кромок не наблюдалось.
Таким образом, получено уникальное устройство, имеющее возможность создания высококачественных тонкостенных малогабаритных и миниатюрных деталей из пластичных и коррозионно-стойких материалов и позволяющее ускорить подготовку их производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РОТАЦИОННОЙ ВЫТЯЖКИ | 2003 |
|
RU2240191C2 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| Устройство для ротационной вытяжки цилиндрических оболочек | 2017 |
|
RU2647430C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ | 2002 |
|
RU2215609C2 |
| Устройство для ротационной вытяжки осесимметричных оболочек сложной формы | 2017 |
|
RU2655558C1 |
| Раскатная головка для ротационного выдавливания | 1975 |
|
SU645732A1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2416476C1 |
| СПОСОБ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416477C1 |
| Устройство для ротационной обработки тонкостенных цилиндрических деталей | 1978 |
|
SU880564A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2436646C1 |
Изобретение относится к области машиностроения, в частности к обработке металлов давлением в разделе ротационная вытяжка. Устройство содержит корпус со стойкой, две регулируемые обоймы с давильными элементами в сепараторах и оправку, закрепленную в патроне передней бабки станка. При этом корпус выполнен в виде втулки с образованием двух полостей, разделенных перемычкой. В разных полостях корпуса размещены регулируемые обоймы с давильными элементами и удерживаемые в них двумя микрометрическими гайками с резьбой, на которые нанесены нониусные шкалы с противоположным отсчетом. При этом в каждой обойме одно из опорных колец выполнено плавающим и опирающимся на соответствующие поверхности гайки и перемычки корпуса через упорные подшипники. Для поддержания давильных элементов в обоймах установлен центральный прижим. В качестве упорных подшипников использован комплект шариков, перемещающихся по поверхностям закаленных дисков и подвижных опорных колец. Сепараторы выполнены составными в виде неразъемных дисков с предварительно отбортованными отверстиями. Изобретение позволяет повысить качество получаемых деталей и ускорить технологический процесс. 4 з.п. ф-лы, 4 ил.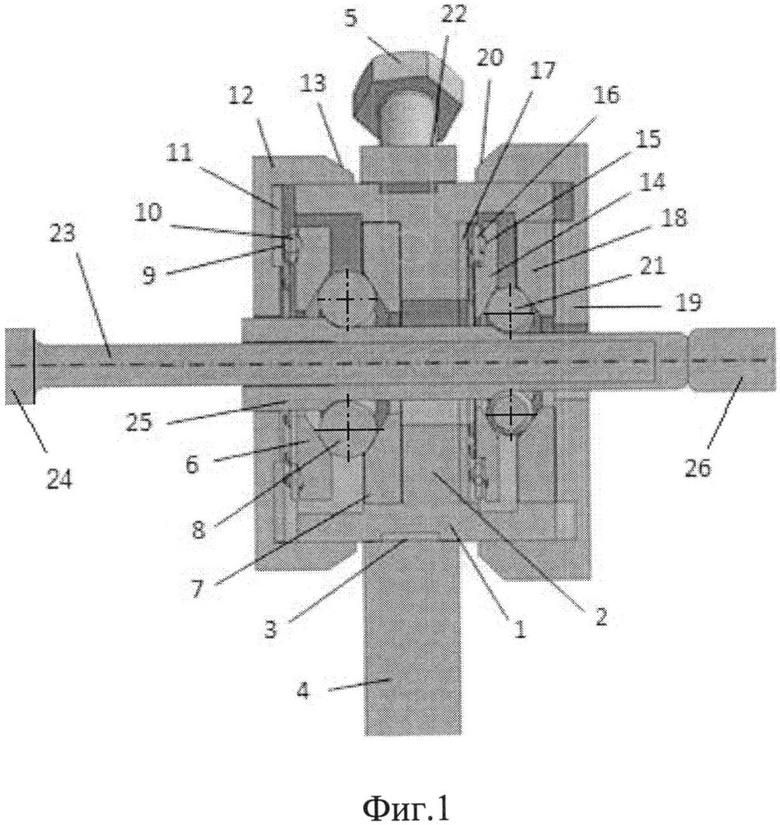
1. Устройство для ротационной вытяжки малогабаритных деталей, содержащее корпус со стойкой для установки на суппорте токарного станка, две регулируемые обоймы с давильными элементами в сепараторах, размещенных в корпусе и удерживаемые в нем микрометрическими гайками, и оправку, выполненную с возможностью закрепления в патроне передней бабки упомянутого станка, отличающееся тем, что корпус выполнен в виде втулки с образованием двух полостей, разделенных перемычкой, в разных полостях корпуса размещены регулируемые обоймы с давильными элементами и удерживаемые в них двумя микрометрическими гайками с соответственно левой и правой резьбой, на которые нанесены нониусные шкалы с противоположным отсчетом, причем в каждой обойме одно из опорных колец выполнено плавающим и опирающимся на соответствующие поверхности гайки и перемычки корпуса через упорные подшипники, а для поддержания давильных элементов в обоймах установлен центральный прижим.
2. Устройство по п. 1, отличающееся тем, что в качестве упорных подшипников использован комплект шариков, перемещающихся по поверхностям закаленных дисков и подвижных опорных колец, а сепараторы их выполнены составными в виде неразъемных дисков с предварительно отбортованными отверстиями, образующими полости для размещения выступающих из них шариков.
3. Устройство по пп. 1, 2, отличающееся тем, что давильные элементы в обоймах выполнены в виде шариков, диаметры которых равны между собой в одной обойме и не равны в разных обоймах.
4. Устройство по пп. 1, 2, отличающееся тем, что давильные элементы в обоймах выполнены в виде роликов, идентичных и равных по конфигурации в одной обойме и неравных в разных обоймах.
5. Устройство по пп. 1, 2, отличающееся тем, что давильные элементы одной из обойм выполнены в виде шариков, а давильные элементы другой обоймы выполнены в виде роликов.
| Устройство для ротационной обработки тонкостенных цилиндрических деталей | 1978 |
|
SU880564A1 |
| Устройство для ротационной вытяжки | 1979 |
|
SU940931A1 |
| Устройство для ротационной обработки полых изделий | 1980 |
|
SU863082A1 |
| WO 2011058568 A1, 19.05.2001 | |||

