Изобретение относится к области машиностроения и может быть использовано в производстве цилиндрических винтовых пружин сжатия из стали.
Данный способ упрочнения цилиндрических винтовых пружин заключается в комбинированном действии с одной стороны поверхностного наклепа за счет упрочняющего накатывания и с другой стороны поперечного изгиба (разгибания) витка пружины в плоскости перпендикулярной оси пружины, вызывающих локальную пластическую деформацию на внутренней поверхности витка.
В настоящее время известен способ упрочнения упругих элементов машин, в частности цилиндрических винтовых пружин методом дробеметной обработки. Пружины, предназначенные для дробеметной обработки, помещают на вращающиеся валки (пластинчатый конвейер) под поток дроби. Разброс дроби осуществляется лопатками быстровращающегося ротора (роторов). Обработанные пружины толкателями конвейера выводятся из зоны наклепа [1].
При дробеметной обработке в поверхностных слоях материала пружины формируется упрочненный слой с повышенной твердостью, содержащий остаточные сжимающие напряжения, что обеспечивает увеличение срока службы пружины до разрушения.
Основным недостатком данного вида обработки является крайне низкая эффективность метода в зоне внутренней поверхности витка. При определенных геометрических соотношениях размеров пружин (например, для крупногабаритных железнодорожных пружины, лифтовых пружин) внутренняя поверхность витка остается практически необработанной.
Из анализа напряженного состояния материала витка пружины и опыта эксплуатации винтовых цилиндрических пружин сжатия следует, что внутренняя поверхность витка испытывает перегрузки (до 40-60%) и усталостная трещина зарождается на внутренней поверхности витка [2].
Известен также способ, описанный в патенте RU 2462519 C1. Сущность способа заключается в упрочнении цилиндрических винтовых пружин за счет наклепа внутренней поверхности с помощью дорна или ударного воздействия в дополнение к дробеметной обработке.
В первом случае внутрь закрепленной на токарном станке пружины вводится дорн, а во втором упрочняющая головка с роликами. При обработке дорном пружине задается вращение с небольшим числом оборотов (20-30 об/мин), а во втором случае упрочняющая головка получает вращение от дополнительного электродвигателя и обороты выбираются в зависимости от массы ударных элементов (порядка 800-1000 об/мин). Спустя 2-3 секунды включается продольная подача дорна (головки) для обработки внутренней поверхности всех витков пружины. После окончания обработки всех витков пружины вращение выключается, а инструмент выводится из пружины.
Указанный в патенте RU 2462519 C1 способ, принят за прототип. При реализации данного способа осуществляется целенаправленное воздействие на внутреннюю поверхность витков пружины пластической деформации за счет локального поверхностного пластического деформирования.
К недостаткам прототипа, работающего по первой схеме, следует отнести следующее:
1) При проталкивании (протягивании) дорна обрабатывается незначительная часть внутренней поверхности витка;
2) Значительные тяговые усилия при обработке крупногабаритных пружин;
3) Изменение геометрии витка (появление лыски на внутренней поверхности витка).
К недостаткам второй схемы следует отнести повышенный шум и вибрации во время обработки.
Технической задачей изобретения является повышение усталостной прочности и долговечности винтовых цилиндрических пружин из стали, повышение площади внутренней поверхности витка, подвергающейся упрочняющей обработке, а также снижение шума, вибраций и усилия протягивания при обработке.
Отличительной особенностью предлагаемого способа упрочнения пружин является то, что эффект упрочнения достигается не только за счет поверхностного наклепа внутренней поверхности витка как во всех предыдущих случаях, но и за счет наклепа внутренней поверхности витка пружины, возникающего от поперечного изгиба (разгибания) витка в плоскости перпендикулярной оси пружины.
Технический результат заключается в осуществлении целенаправленного воздействия на внутреннюю поверхность витка пружины пластической деформации за счет совместного действия поверхностного наклепа и поперечного изгиба (разгибания) витка в плоскости перпендикулярной оси пружины.
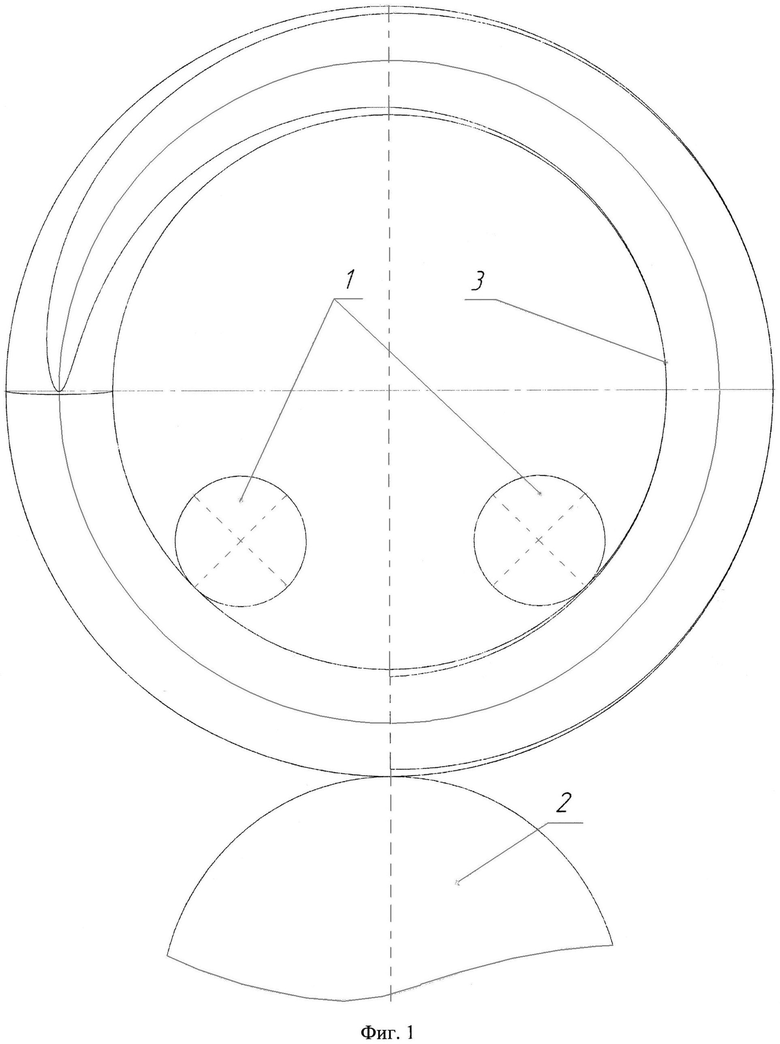
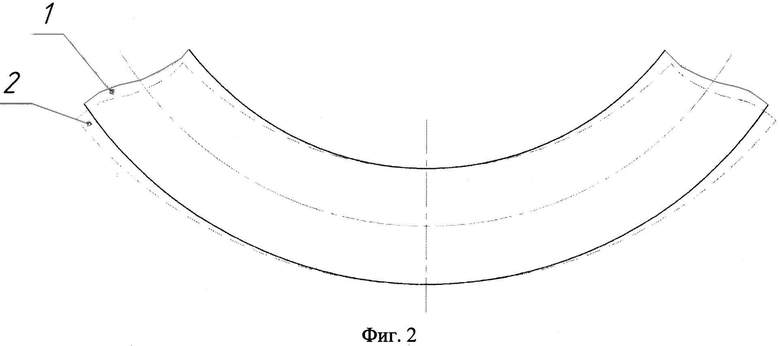
Поверхностный наклеп внутренней поверхности витка 3 осуществляется за счет упрочняющего накатывания профильными роликами 1, при этом пружина наружной поверхностью опирается на опорный ролик 2 (фигура 1). Параллельно с накатыванием внутренней поверхности осуществляется поперечный изгиб (разгибание) витка пружины в плоскости перпендикулярной оси пружины из положения 1 в положение 2 (фигура 2). Соотношение геометрических параметров пружины, роликов (накатывающих и опорного), их взаимное расположение и прилагаемые нагрузки должны обеспечивать возникновение пластической деформации на внутренней поверхности витка пружины от контактных напряжений и напряжений поперечного изгиба. Перемещение очагов пластической деформации вдоль образующей поверхности пружины обеспечивается за счет вращения пружины, а также накатывающих и опорного роликов (одно из этих движений является ведущим), при этом обеспечивается обработка внутренней поверхности всех витков. Предлагаемый способ упрочнения отличается от существующих тем, что в силу статического характера прилагаемых усилий в процессе обработки отсутствуют вибрации и шум; за счет профиля рабочей части накатывающих роликов обеспечивается большая обрабатываемая площадь, чем при протягивании дорном (фигура 3), а профили рабочей поверхности накатывающих роликов дополняют друг друга, совместно образуя сплошную упрочняемую поверхность; отсутствие тяговых усилий; при незначительных контактных нагрузках появляется возможность обеспечения более глубоких деформаций за счет дополнительных напряжений изгиба.
Таким образом, после окончания процесса упрочнения на внутренней поверхности витка пружины образуется наклепанный слой с увеличенными механическими характеристиками (повышается твердость, предел текучести) и благоприятными остаточными сжимающими напряжениями (за счет изменения удельного объема металла при росте количества дислокаций). При этом уровень остаточных сжимающих напряжений, возникающих на внутренней поверхности витка выше, чем у известных методов, за счет дополнительных осевых остаточных сжимающих напряжений от поперечного изгиба витка.
Увеличение уровня механических свойств материала на внутренней поверхности витка обеспечивает увеличение необходимых напряжений для зарождения усталостной трещины, а остаточные сжимающие напряжения алгебраически складываясь с действующими растягивающими напряжениями, приводят к уменьшению уровня рабочих напряжений. В итоге значительно увеличивается срок службы пружин.
При реализации данного способа появляется возможность калибровки диаметральных размеров пружин, полученных методом холодной навивки за счет заданной величины пластических деформаций при разгибании витка пружины.
Источники информации
1. Лузгин Н.П. Изготовление пружин: Учебник для подготовки рабочих на производстве. - 2-е изд., перераб. и доп. - М.: Высш. Школа, 1980; Остроумов В.П. Производство винтовых цилиндрических пружин. - М.: Машиностроение, 1970.
2. Пономарев С.Д., Андреева Л.Е. Расчет упругих элементов машин и приборов. - М.: Машиностроение, 1980; ГОСТ Р 54326-2011. Пружины рессорного подвешивания железнодорожного подвижного состава. Методы испытания на циклическую долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2014 |
|
RU2595175C2 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2018 |
|
RU2688028C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2629401C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2625196C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2601015C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2478016C1 |
Изобретение относится к машиностроению и может быть использовано в производстве цилиндрических винтовых пружин сжатия из стали. Способ включает упрочнение внутренней поверхности витка пружины поверхностным наклепом. Совместно с поверхностным наклепом осуществляют поперечный изгиб витка пружины в плоскости, перпендикулярной оси пружины. Поверхностный наклеп осуществляют путем упрочняющего накатывания профильными роликами, профили рабочей поверхности которых выполнены из условия обеспечения сплошной упрочняемой поверхности пружины. Повышается усталостная прочность и долговечность винтовых цилиндрических пружин из стали, снижаются шум, вибрации и усилия протягивания при обработке. 3 ил.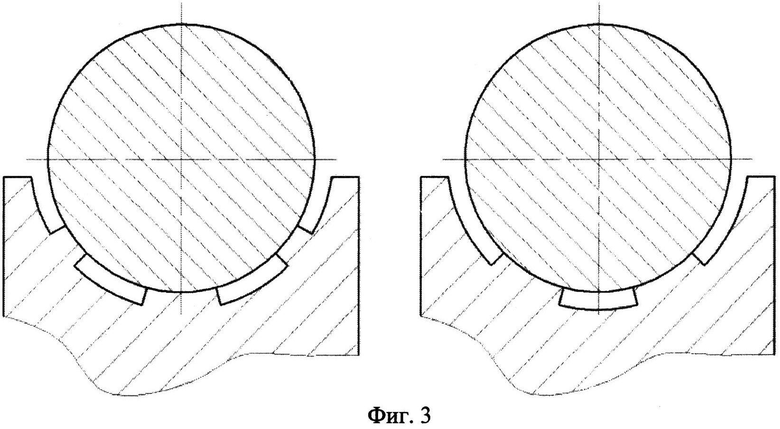
Способ упрочнения цилиндрических винтовых пружин сжатия, включающий упрочнение внутренней поверхности витка пружины поверхностным наклепом, отличающийся тем, что совместно с поверхностным наклепом осуществляют поперечный изгиб витка пружины в плоскости, перпендикулярной оси пружины, при этом поверхностный наклеп осуществляют путем упрочняющего накатывания профильными роликами, выполненными с профилями рабочих поверхностей из условия совместной обработки ими площади, обеспечивающей получение сплошной упрочненной поверхности пружины.
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| Приспособление для проектирования непрозрачных кинематографических лент | 1921 |
|
SU6959A1 |
| Способ упрочнения винтовых пружин | 1976 |
|
SU621760A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

