Изобретение относится к области машиностроения и может быть использовано в производстве пружин из стали.
Известен способ повышения усталостной прочности упругих элементов винтовых пружин, торсионов, листовых рессор, используемый в производстве этих деталей, - обработка их поверхности потоком дроби, называемый дробеструйной обработкой.
Применение этого способа для винтовых пружин из стали предусмотрено ГОСТами (ГОСТ 1376486. Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Классификация. ГОСТ 1452-2003. Пружины цилиндрические винтовые тележек и ударно-тяговых приборов подвижного состава железных дорог). При этом способе пружина подается в камеру по направляющим вращающимся валам, где она в течение нескольких минут подвергается воздействию потока дроби (скорость полета дробинок 70-120 м/с, диаметр дробинок 0,8-1,2 мм). Поток дроби формируется в дробеметном аппарате дробеструйной установки (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием, Москва, Машиностроение, 1987 г.).
При обдувке дробью под воздействием ударов дробинок происходит пластическая деформация поверхностных слоев металла витков пружины - наклеп на глубину 0,1-0,4 мм.
Недостатком известного способа является обработка всей поверхности пружин, при этом не удается обеспечить оптимальное сопротивление усталости, в случаях воздействия на пружины одновременно с осевой нагрузкой и поперечной силы, вызывающей перераспределение напряжений в витке пружины с возникновением растяжения наружных волокон со стороны действия поперечной силы, где и происходит зарождение трещины и разрушение пружины.
Задачей изобретения является повышение усталостной прочности и долговечности высоконагруженных пружин, на которые действуют комбинированные, включающие осевые и поперечные силы, нагрузки.
Технический результат заключается в нейтрализации напряжения растяжения наружных витков пружины со стороны действия поперечной силы путем осуществления целенаправленного воздействия на наружную поверхность заданного участка пружины дробеметным наклепом.
Поставленная задача достигается тем, что способ изготовления цилиндрических винтовых пружин включает навивку пружины, термообработку, подготовку опорных витков, холодную осадку, операцию дробеметного наклепа. Дробеметному наклепу подвергают заданный участок наружной поверхности пружины. Заданный участок наружной поверхности образован половиной длины окружности витка пружины. Заданный участок наружной поверхности составляет величину до одной четверти окружности витка пружины. Заданный участок наружной поверхности составляет величину до одной трети длины пружины со стороны каждого опорного витка пружины. Подготовка опорных витков включает операции подрезки и шлифовки торцов опорных витков.
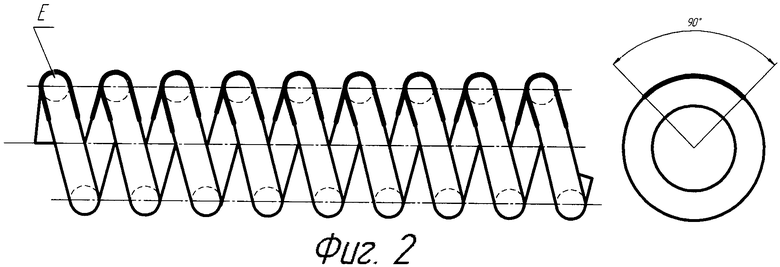
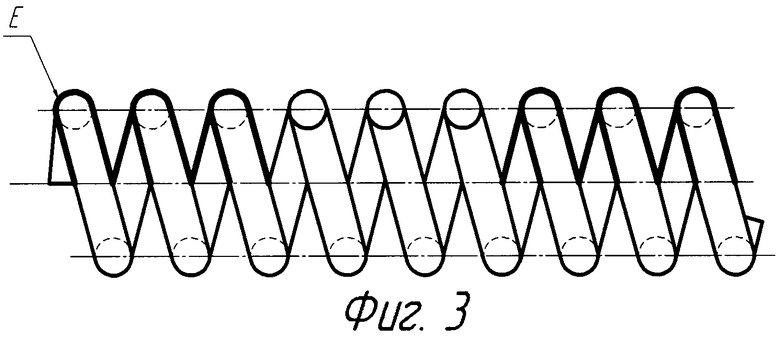
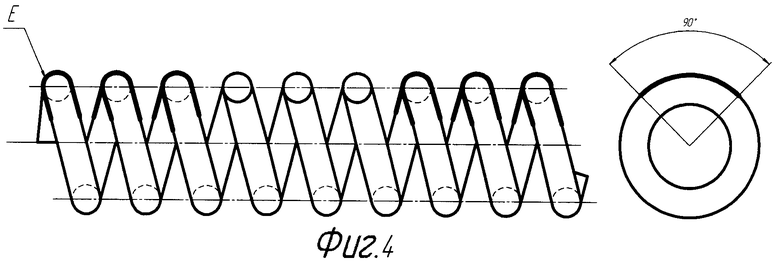
Примеры осуществления предлагаемого способа представлены на фиг.1-4, где отражены обрабатываемые участки наружной поверхности пружины.
Способ осуществляют следующим образом.
Обрабатываемую пружину помещают в отверстие приспособления, закрепляют, размещая внутри пружины элемент, предохраняющий нижнюю часть внутренней поверхности витков пружины от воздействия потока дроби.
Открытой, доступной для воздействия дроби остается только верхняя часть поверхности пружины. На фиг.1 показана обрабатываемая поверхность Е, которая представляет собой верхнюю половину длины окружности и витка пружины по всей ее длине. На фиг.2 - эта поверхность Е - верхний сектор окружности витка пружины, составляющий четвертую часть окружности витка пружины, также на всей ее длине. На фиг.3 и 4 поверхность Е образуется при тех же частях длины окружности витка пружины, а обработке подвергают участки, составляющие до 1/3 общей длины пружины со стороны каждого опорного витка, срединный участок перекрывается защитным элементом приспособления.
Приспособление вместе с пружиной перемещается в камере дробеметной установки без вращения только в направлении вдоль оси пружины. Приспособление устанавливается так, чтобы верхняя открытая часть витков пружины была направлена навстречу потоку дроби.
В упрочненном слое увеличивается твердость, предел текучести, увеличивается за счет увеличения количества дислокаций удельный объем металла, в результате чего создаются в пластически деформированном слое внутренние сжимающие напряжения.
Увеличение предела текучести приводит к увеличению уровня напряжений, вызывающих зарождение усталостной трещины со стороны действия поперечных сил, а остаточные сжимающие напряжения складываются с растягивающими напряжениями, возникающими при эксплуатационных нагруженностях, уменьшая последние, приводят к тому, что упрочненные поверхности витков работают при меньших напряжениях, что увеличивает срок службы пружины. Кроме того, остаточные сжимающие напряжения нейтрализуют концентраторы напряжений, которые имеют глубину, соизмеримую с глубиной распространения остаточных сжимающих напряжений. Все это вместе оказывает упрочняющее воздействие - увеличивается уровень допустимых рабочих напряжений и срок службы пружин.
Заявляемый способ изготовления цилиндрических винтовых пружин был опробован при изготовлении цилиндрических винтовых пружин сжатия с наружным диаметром 100 мм, внутренним 76 мм, изготавливаемых из стали марок 60С2А и 51ХФА.
Проведенные исследования качества и прочностных характеристик пружин показали, что при испытании на усталость долговечность упрочненных по заявляемому способу пружин до 10 раз превышает долговечность обычных пружин.
Таким образом, заявляемый способ изготовления цилиндрических винтовых пружин позволяет получить более высокий уровень усталостной прочности цилиндрических винтовых пружин и долговечности, работающих в условиях сложного нагружения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2014 |
|
RU2595175C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2377091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2336139C2 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН СЖАТИЯ | 2013 |
|
RU2556258C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2018 |
|
RU2688028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2019 |
|
RU2705192C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН ИЗ СТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2411101C2 |
Изобретение относится к машиностроению и может быть использовано при производстве высоконагруженных цилиндрических винтовых пружин, подвергающихся воздействию одновременно осевой и поперечной силы. Способ включает навивку пружины, термообработку, подготовку опорных витков, холодную осадку и дробеметный наклеп участка наружной поверхности пружины. Величина указанного участка составляет от одной четверти длины окружности витка пружины до половины длины окружности витка пружины. Осуществляется целенаправленное воздействие дробеметного наклепа на наружную поверхность заданного участка пружины. Обеспечивается более высокий уровень усталостной прочности пружин, повышается качество, улучшаются прочностные характеристики пружин. 2 з.п. ф-лы, 4 ил.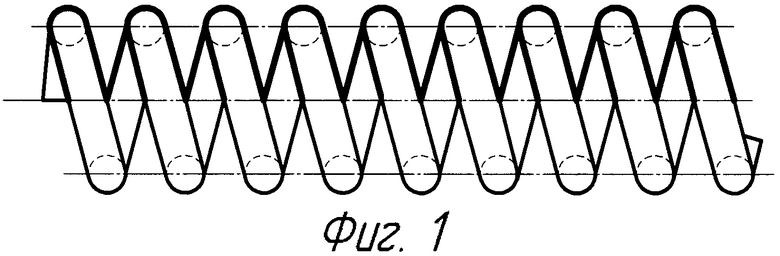
1. Способ изготовления высоконагруженных цилиндрических винтовых пружин, подвергающихся воздействию одновременно осевой и поперечной силы, включающий навивку пружины, термообработку, подготовку опорных витков, холодную осадку и дробеметный наклеп участка наружной поверхности пружины, величина которого составляет от одной четверти длины окружности витка пружины до половины длины окружности витка пружины.
2. Способ по п.1, отличающийся тем, что участок наружной поверхности пружины, подвергаемый дробеметному наклепу, составляет до одной трети длины пружины со стороны каждого опорного витка пружины.
3. Способ по п.1, отличающийся тем, что при подготовке опорных витков пружины осуществляют подрезку и шлифовку их торцов.
| ОДИНЦОВ Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| - М.: Машиностроение, 1987, с.118, 119 | |||
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПЛАСТИНКИ ПРИ КОНТРОЛЕ ИНТЕНСИВНОСТИ ДРОБЕМЕТНОГО НАКЛЕПА ПРИ ОБРАБОТКЕ ПРУЖИН | 2001 |
|
RU2210486C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН СЖАТИЯ | 2007 |
|
RU2346778C1 |
| US 6836964 B2, 04.01.2005. | |||

