I
Изобретение относится к силовым устройствам, применяемых для обжатия муфт на концах шлангов при закреплении в них ниппелей.
Известно устройство, выполненное по форме цангового зажима, разъемные лепестки которого образуют закрытый штамп 1. Это устройство не обеспечивает высокого качества обжатия из-за недостаточно жесткой фиксации муфты в цанговом зажиме, что сказывается на прочности получаемого соединения.
Предлагаемое устройство отличается от известного тем, что для повышения надежности соединения разъемные лепестки соединены между собой с помощью винтовфиксаторов и ориентировочных пружин.
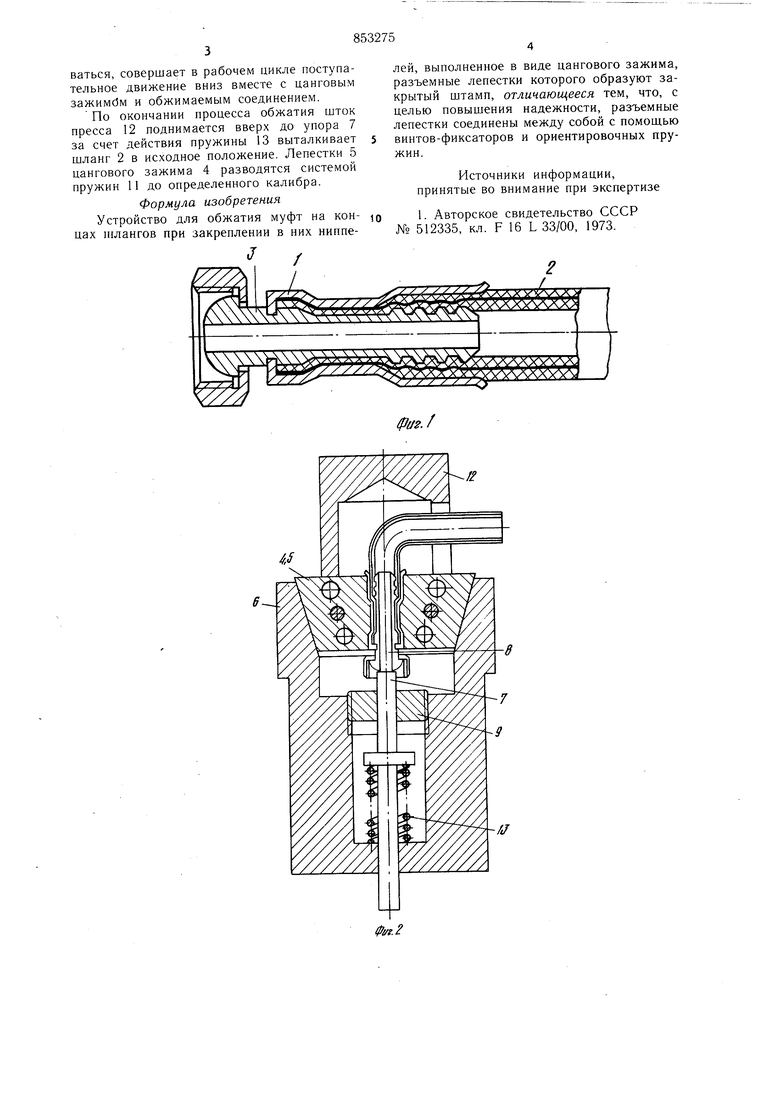
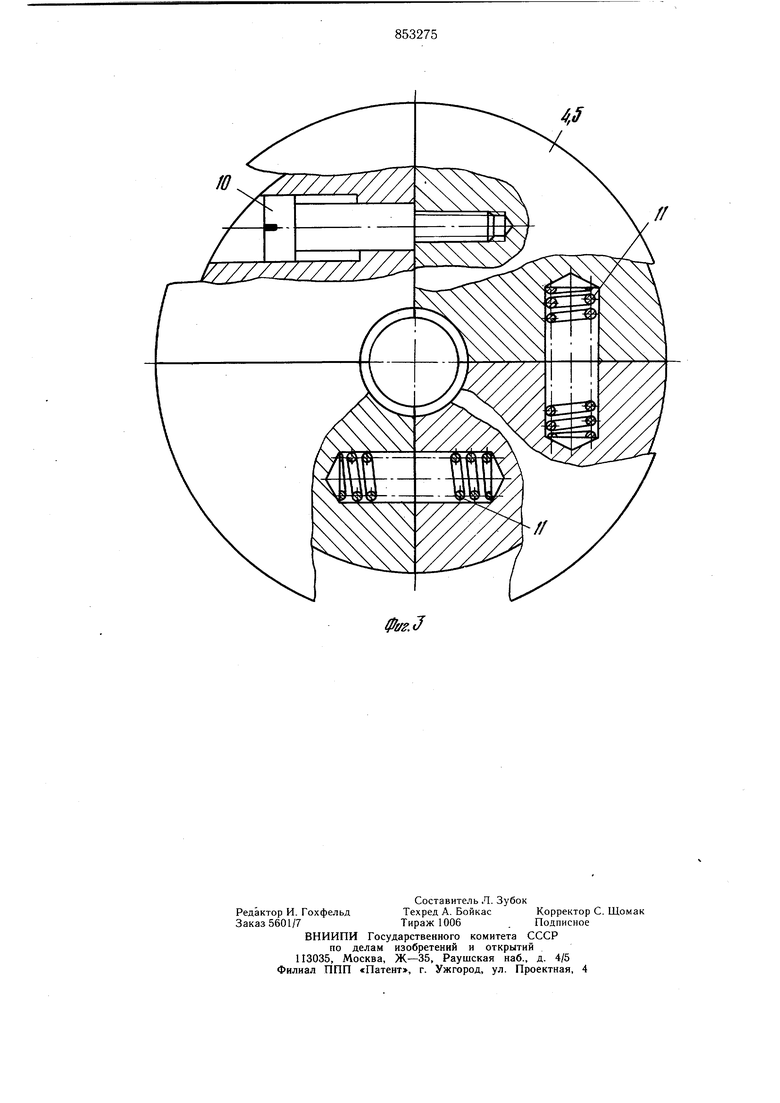
На фиг. 1 изображен обш,ий вид шланга после обжатия муфты; на фиг. 2 - обш,ий вид описываемого устройства; на фиг. 3 - цанговый зажим с местными вырывами.
Устройство для обжатия муфт 1 на концах шлангов 2 при закреплении в них ниппелей 3 выполнено по форме цангового зажима 4, разъемные лепестки 5 которого образуют закрытый штамп, содержит корпус 6,
в котором смыкаются лепестки 5, упор 7, служаший оправкой 8 для внутренней поверхности ниппеля 3, вводимого внутрь шланга 2, установленный в корпусе 6, а также гайкой 9, предназначенной для регулировки высоты упора 7. Винты-фиксаторы 10 с системой пружин 11 связывают между собой лепестки 5 цангового зажима 4.
Предлагаемое устройство работает следующим образом.
В исходном положении лепестки 5 разведены системой пружин 11, образуя калибр
10 с диаметром, большим диаметра муфты 1, настроенной заранее винтами-фиксаторами 10. Шланг 2 с надетым на него ниппелем 3 и муфтой 1 через осевое отверстие цангового зажима 4 надевается на оправку 8 и довоJ5 дится до упора 7. Затем шток пресса 12 давлением опускает цанговый зажим 4 вниз, при этом разъемные лепестки 5 смыкаются в строго радиальном направлении, так они с системой пружин 11 и системой винтовфиксаторов 10 образуют жесткую конструк20цию. При этом выступы лепестков 5 совпадают с соответствующими впадинами ниппеля. Оправка 8 фиксирует внутреннюю поверхность соединения, не давая ей деформироваться, совершает в рабочем цикле поступательное движение вниз вместе с цанговым зажимбм и обжимаемым соединением. По окончании процесса обжатия шток пресса 12 поднимается вверх до упора 7 за счет действия пружины 13 выталкивает 5 шланг 2 в исходное положение. Лепестки 5 цангового зажима 4 разводятся системой пружин 11 до определенного калибра. Формула изобретения Устройство для обжатия муфт на кон- Q цах шлангов при закреплении в них ниппе 4:лей, выполненное в виде цангового зажима, разъемные лепестки которого образуют закрытый штамп, отличающееся тем, что, с целью повышения надежности, разъемные лепестки соединены между собой с помощью винтов-фиксаторов и ориентировочных пружин. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 512335, кл. F 16 L 33/00, 1973. |П|| I jirT .irtiY 1|II у § 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обжатия муфт на концах шлангов при закреплении в них ниппелей | 1973 |
|
SU512335A1 |
| Устройство для обжатия муфты на концах шлангов | 1988 |
|
SU1649205A2 |
| Устройство для обжатия муфт на концах рукавов высокого давления | 1987 |
|
SU1516710A1 |
| Устройство для обжатия муфт на концах рукавов высокого давления при закреплении в них ниппелей | 1988 |
|
SU1622704A1 |
| Устройство для соединения обжимом конца шланга с ниппелем | 1982 |
|
SU1053932A1 |
| Устройство для обжатия заделок на концах шлангов | 1980 |
|
SU925487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| Устройство для обжатия муфт | 1984 |
|
SU1212658A1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| Устройство для деформирования трубных заготовок | 1990 |
|
SU1791050A1 |
//
фуг.
